Вы когда-нибудь задумывались, как точно определить усилие изгиба, необходимое для обработки листового металла? В этой познавательной статье мы углубимся в сложности расчетов усилия изгиба, опираясь на опыт квалифицированных инженеров-механиков. Узнайте о ключевых факторах, влияющих на усилие изгиба, и научитесь использовать проверенные формулы для оптимизации процессов обработки металла. Приготовьтесь повысить свой уровень знаний в области гибки листового металла!
В настоящее время широко используемые формулы для расчета изгибающей силы в значительной степени заимствованы из зарубежных источников, зачастую без четкой информации об их происхождении или контексте применения.
В данной статье систематически анализируется процесс вывода формулы расчета изгибающей силы и излагаются необходимые параметры.
Кроме того, мы представим новый подход к расчету изгибающей силы, направленный на расширение его применимости в различных сценариях.
Формула силы изгиба листового металла
В последние годы листогибочный пресс Эта технология получила широкое распространение в различных отраслях промышленности, значительно расширив свои производственные возможности.
Несмотря на свою популярность, систематическое обсуждение методов расчета изгибающей силы до сих пор практически отсутствует.
В настоящее время в руководствах по эксплуатации листогибочных прессов различных производителей рекомендуются два основных типа формул расчета изгибающего усилия:
- P=650⋅S2⋅l / V
- P=1,42⋅S2⋅l⋅σb / V
В этих формулах:
- P = изгибающая сила (кН)
- S = толщина листа (мм)
- l = длина изгиба листа (м)
- V = ширина нижнего отверстия матрицы (мм)
- σb= предел прочности материала на растяжение (МПа)
Рекомендуемые производителями формулы для расчета изгибающей силы выводятся из вышеупомянутых формул.
Хотя эти формулы широко распространены в различных брошюрах о товарах, зачастую недостаточно доказательств, подтверждающих их точность.
Вывод формулы расчета изгибающей силы и область ее применения.
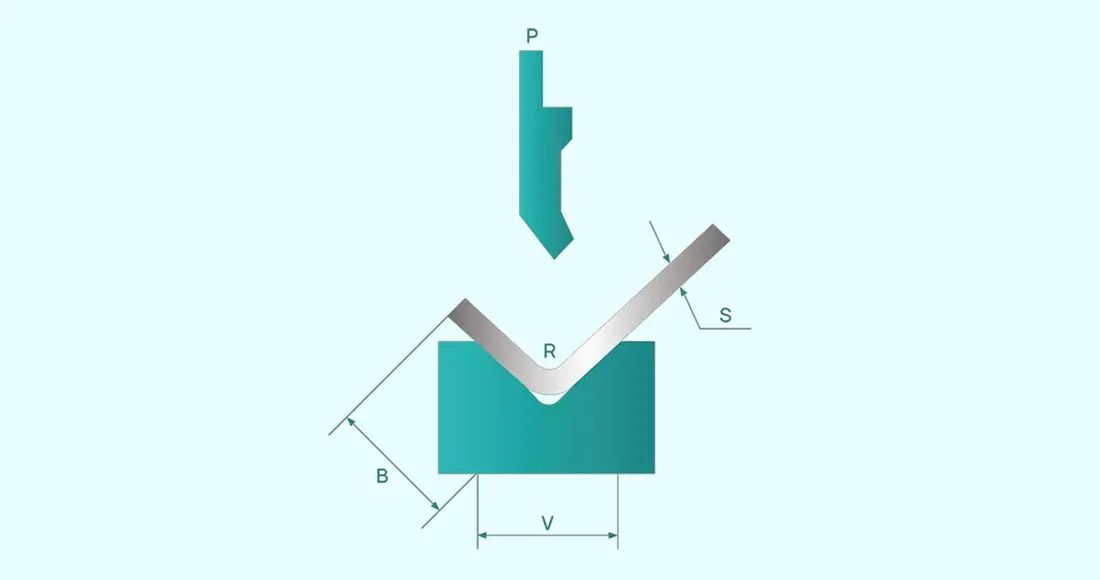
На рисунке 1 схематически показан процесс гибки листового металла.

- PИзгибающая сила
- SТолщина листа:
- VШирина нижнего отверстия матрицы
- rВнутренний радиус в процессе изгиба
- KШирина горизонтальной проекции зоны деформации при изгибе
Расчет изгибающей силы и связанных с ней параметров объясняется следующим образом:
Для свободного изгиба рекомендуемая ширина нижнего отверстия матрицы составляет (V) должна быть в 8-10 раз больше толщины листа (S), с целевым соотношением ширины к толщине, равным V/S=9.
Нажимной тормоз Производители обычно указывают значения ширины матрицы (V) и внутренний радиус (r) изогнутой заготовки в таблицах параметров изгибающей силы. Отношение радиуса к ширине обычно определяется как r=(0,16 до 0,17)V, при этом обычно применяется значение 0,16.
В процессе изгиба материал в зоне деформации подвергается значительной пластической деформации, что позволяет ему изгибаться вокруг центральной линии. В некоторых случаях на внешней поверхности изогнутой области могут образовываться небольшие трещины.
Напряжение в зоне деформации, за исключением области вблизи центрального слоя, приближается к пределу прочности материала на растяжение, при этом верхняя часть нейтрального слоя находится под сжатием, а нижняя — под растяжением.
На рисунке 2 показано поперечное сечение и соответствующее распределение напряжений в зоне деформации.

- SТолщина листа:
- lДлина изгиба листа
Изгибающий момент в сечении зоны деформации выражается следующим образом:

На рисунке 1 показан изгибающий момент, создаваемый изгибающей силой в зоне деформации.

От M1 =M2, получаем:

При гибке листа с использованием универсальной формы на гибочном станке, как показано на рисунке 3, большинство листов сгибаются на 90°. В этом случае, K определяется следующим образом:

Путем замены K Подставим в уравнение (1):

Предел прочности на растяжение обычных материалов, σb, приблизительно 450 Н/мм². Это значение можно использовать в формуле (2) для расчетов.

Полученная формула для расчета изгибающей силы соответствует информации, представленной в зарубежных брошюрах.

В состав этой формулы входят следующие переменные:
- SТолщина листа:
- rВнутренний радиус при изгибе
- KШирина горизонтальной проекции зоны изгибной деформации
В процессе вывода необходимо выполнить два дополнительных условия при использовании формул (2) или (3) для расчета изгибающей силы: отношение ширины к толщине (V/S) должно равняться 9, а отношение радиуса к ширине должно равняться 0,16.
Несоблюдение этих условий может привести к существенным ошибкам в расчетах.
Новые методы и этапы расчета изгибающих сил
Расчет изгибающей силы может стать сложным, если добавить два дополнительных требования (соотношение ширины и толщины). V/S( =9 и отношение радиуса к ширине = 0,16) не могут быть достигнуты из-за проектных или технологических ограничений.
В таких случаях рекомендуется выполнить следующие действия:
- Рассчитайте отношение ширины к толщине и отношение радиуса к ширине:
Используйте толщину листа (S), радиус изгиба (r), и меньшую ширину отверстия матрицы (V) для определения этих соотношений. - Определите ширину проекции зоны деформации:
При расчете ширины проекции зоны деформации следует учитывать влияние деформации листа. - Рассчитайте изгибающую силу, используя формулу (1):
Примените формулу (1) для вычисления изгибающей силы, учитывая любые различия в радиусе изгиба и соответствующей зоне деформации.
Следуя этим шагам, вы сможете получить более точный и надежный результат по сравнению с использованием общепринятых формул. Пример, иллюстрирующий этот процесс, приведен на рисунке 4.

Пример:
- Толщина листа (S) = 6 мм
- Длина листа (l) = 4 м
- Радиус изгиба (r) = 16 мм
- Нижняя ширина отверстия матрицы (V) = 50 мм
- Предел прочности материала на растяжение (σb) = 450 Н/мм²
Вопрос: Как рассчитать усилие изгиба, необходимое для гибки в воздухе?
Вот шаги:
- Рассчитайте отношение ширины к толщине и отношение радиуса к ширине:
Для начала определите эти соотношения, исходя из толщины листа и размеров нижнего отверстия матрицы.

- Рассчитайте проекционную ширину зоны деформации:
Оцените прогнозируемую ширину зоны деформации, учитывая деформацию листа в процессе изгиба.

- Рассчитайте изгибающую силу, используя формулу (1):
Наконец, примените формулу (1) для вычисления требуемой силы изгиба.

Если для расчета изгибающей силы использовать общепринятую формулу, можно сделать вывод, что:P1/P2 = 1,5

Это указывает на то, что разница между P1 и P2 в 1,5 раза больше.
Причина этого расхождения заключается в том, что в данном примере радиус изгиба относительно велик, что приводит к увеличению деформированной площади и, следовательно, к большей требуемой силе изгиба.
В данном случае отношение радиуса к ширине составляет 0,32, что превышает ранее упомянутые критерии.
Использование стандартной формулы для расчета изгибающей силы в данном случае не подходит. Преимущества применения нового метода расчета становятся очевидными на этом примере.
Кроме того, существует онлайн-калькулятор для расчета изгибающей силы с использованием этого нового метода.
Таблица прочности на растяжение
| Материал | Предел прочности | ||
|---|---|---|---|
| американский | Европейский | Китай | Н/мм² |
| Алюминий 6061 | Alu50 | LD30 | 290 |
| Алюминий 5052 | Alu35 | LF2 | 303 |
| 1010 Низкоуглеродистая сталь | DC01 | 10/10F | 366 |
| A 536 -80 G 60-40-18 | ГГГ-40 | QT400-18 | 400 |
| A 351 G CF 8 | GX 6CrNi 18 9 | Q235 | 450 |
| A 572 G50 | S 355 MC | Q345 | 550 |
| Нержавеющая сталь 304 | Inox V2A | 0Cr18Ni9 | 586 |
| Нержавеющая сталь 316 | Inox V4A | 0Cr17Ni12Mo2 | 600 |
| Низколегированная сталь 4140 | 42 CrMo 4 | 42CrMo | 1000 |
Формулы расчета изгибающей силы при чеканке
Формулы для расчета параметров чеканки отличаются от тех, которые используются при гибке металла в воздухе:

- Ширина V-образного профиля:
V = толщина листового металла × 5
- Внутренний радиус:
Внутренний радиус определяется наконечником пуансона и должен рассчитываться по следующей формуле:
Радиус = толщина листового металла × 0,43
- Сила, необходимая для чеканки монет:
Силу, необходимую для чеканки монет, можно рассчитать следующим образом:
F (кН/м) = Толщина2 × 1,65 × Предел прочности на растяжение (Н/мм²)2) × 4,5 / Ширина V-образного элемента
- Минимальный внутренний край:
Формула для расчета минимального внутреннего края остается неизменной:
Минимальная внутренняя кромка = V-образная форма штампа × 0,67
Формулы расчета изгибающей силы для Z-образного изгиба

Для придания листовому металлу нужной формы и управления его упругим восстановлением, чтобы получить желаемый профиль, для работы с некоторыми инструментами требуется определенное усилие.
Например, рассмотрим инструменты для создания изгибов, которые одновременно создают два изгиба с небольшим расстоянием между изгибом и контр-изгибом. Поскольку эти инструменты выполняют два изгиба одновременно, упругое восстановление должно быть полностью компенсировано чеканкой.
Формула для расчета необходимой силы выглядит следующим образом:

Где:
- кН/м = необходимая сила на метр
- Z = колебание в мм
- Количество изгибов = 2 для Z-образного изгиба
Инструменты для регулировки угла наклона обычно представляют собой держатель, в который выбранные инструменты крепятся с помощью установочных винтов в зависимости от требуемого угла наклона.
Перед покупкой крайне важно проконсультироваться с производителем по техническим вопросам, поскольку эти системы предназначены для гибки тонкого листового металла с максимальной толщиной 2 мм. Однако фактическая максимальная толщина может зависеть от типа используемой вставки и может быть меньше 2 мм.

Заключение
Приведенные формулы и шаги для расчета изгибающей силы применимы не только к угловому изгибу листов, но и к дугообразному изгибу, который технически считается угловым изгибом с большим радиусом изгиба.
Важно помнить, что для формирования дугообразной формы необходима специальная конструкция пресс-формы. При прогнозировании зоны деформации расчеты должны основываться на конкретных параметрах процесса, установленных в ходе изготовления, поскольку их нельзя определить с помощью одной формулы.
Например, на одном из заводов по производству железных башен мы успешно согнули цилиндр с толщиной стенки 12 мм, диаметром 800 мм и длиной 16 м, используя листогибочный пресс мощностью 28 000 кН и круглую форму. Методы, описанные в этой статье, были использованы для расчета силы изгиба, что позволило получить удовлетворительные результаты в процессе проектирования формы для дугообразной формы.




