Você já se perguntou como determinar com precisão a força de dobra necessária para a fabricação de chapas metálicas? Neste artigo esclarecedor, vamos explorar as complexidades dos cálculos de força de dobra, com base na experiência de engenheiros mecânicos renomados. Descubra os principais fatores que influenciam a força de dobra e aprenda a utilizar fórmulas comprovadas para otimizar seus processos de conformação de metais. Prepare-se para aprimorar seus conhecimentos em dobra de chapas metálicas!
Atualmente, as fórmulas comumente usadas para calcular a força de flexão foram em grande parte derivadas de fontes estrangeiras, muitas vezes carecendo de informações claras sobre suas origens ou contextos de aplicação.
Este artigo analisa sistematicamente o processo de derivação da fórmula de cálculo da força de flexão e descreve os parâmetros necessários.
Além disso, apresentaremos uma nova abordagem para o cálculo da força de flexão, visando ampliar sua aplicabilidade em diversos cenários.
Fórmula da força de dobra de chapa metálica
Nos últimos anos, o máquina de prensa dobradeira Tem sido amplamente adotada em diversos setores, aprimorando significativamente suas capacidades de processamento.
Apesar de sua popularidade, tem havido uma notável falta de discussão sistemática a respeito do cálculo da força de flexão.
Atualmente, existem dois tipos principais de fórmulas de cálculo da força de dobra recomendadas nos manuais de diferentes fabricantes de prensas dobradeiras:
- P=650⋅S2⋅l / V
- P=1,42⋅S2⋅l⋅σb / V
Nessas fórmulas:
- P = força de flexão (kN)
- S = espessura da chapa (mm)
- l = comprimento de curvatura da chapa (m)
- V = largura da abertura da matriz inferior (mm)
- σb= resistência à tração do material (MPa)
As fórmulas recomendadas pelos fabricantes para o cálculo da força de flexão são derivadas das fórmulas mencionadas acima.
Embora essas fórmulas sejam comuns em diversos folhetos de produtos, muitas vezes não há evidências suficientes que comprovem sua precisão.
Derivação da fórmula de cálculo da força de flexão e seu âmbito de aplicação.
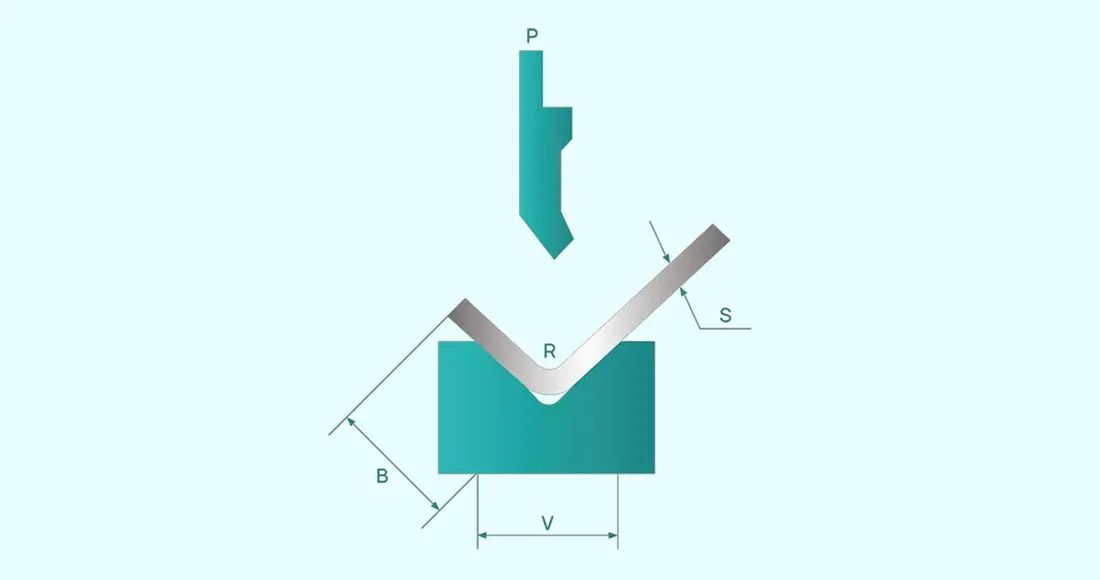
A Figura 1 ilustra uma representação esquemática do processo de dobramento de uma chapa.

- PForça de flexão
- SEspessura da chapa
- VLargura da abertura da matriz inferior
- rRaio interno durante o processo de curvatura
- KLargura da projeção horizontal da zona de deformação durante a flexão.
O cálculo da força de flexão e seus parâmetros associados são explicados a seguir:
Para dobra livre, a largura recomendada da abertura da matriz inferior (V) deve ser de 8 a 10 vezes a espessura da folha (S), com uma relação alvo entre largura e espessura de V/S=9.
Pressione o freio Os fabricantes normalmente fornecem valores para a largura da matriz (V) e o raio interno (r) da peça dobrada em suas tabelas de parâmetros de força de dobra. A relação raio-largura é geralmente definida como r=(0,16 a 0,17)V, sendo o valor de 0,16 comumente aplicado.
Durante o processo de curvatura, o material na zona de deformação sofre uma deformação plástica significativa, permitindo que se dobre em torno da linha central. Em alguns casos, pequenas fissuras podem surgir na superfície externa da área curvada.
A tensão na zona de deformação, exceto perto da camada central, aproxima-se da resistência à tração do material, com a parte superior da camada neutra sob compressão e a parte inferior sob tração.
A Figura 2 ilustra a seção transversal e a distribuição de tensão correspondente na zona de deformação.

- SEspessura da chapa
- lComprimento de dobra da chapa
O momento fletor na seção da zona de deformação é expresso da seguinte forma:

O momento fletor produzido pela força de flexão na zona de deformação é ilustrado na Figura 1.

De M1=M2, derivamos:

Ao dobrar uma chapa usando um molde universal em uma dobradeira, como mostrado na Figura 3, a maioria das chapas é dobrada a 90°. Nesse caso, K é definida como:

Ao substituir K Na equação (1), obtemos:

A resistência à tração de materiais comuns, σb, é aproximadamente 450 N/mm². Este valor pode ser usado na fórmula (2) para cálculos.

A fórmula resultante para calcular a força de flexão está de acordo com as informações fornecidas em folhetos estrangeiros.

As variáveis nesta fórmula incluem:
- SEspessura da chapa
- rRaio interno durante a flexão
- KLargura da projeção horizontal da zona de deformação por flexão.
A partir do processo de derivação, é essencial atender a duas condições adicionais ao usar as fórmulas (2) ou (3) para calcular a força de flexão: a relação largura-espessura (V/S) deve ser igual a 9, e a relação raio-largura deve ser igual a 0,16.
O não cumprimento dessas condições pode levar a erros significativos nos cálculos.
Novos métodos e etapas para calcular forças de flexão
O cálculo da força de flexão pode se tornar complexo quando dois requisitos adicionais (relação largura/espessura) são considerados. V/S=9 e relação raio-largura = 0,16) não podem ser atendidos devido a restrições de projeto ou processo.
Nesses casos, é aconselhável seguir estes passos:
- Calcule a relação largura/espessura e a relação raio/largura:
Use a espessura da folha (S), raio de curvatura (r), e largura de abertura da matriz inferior (V) para determinar essas proporções. - Determine a largura da projeção da zona de deformação:
Ao calcular a largura de projeção da zona de deformação, considere os efeitos da deformação da chapa. - Calcule a força de flexão usando a fórmula (1):
Aplique a fórmula (1) para calcular a força de flexão, incorporando quaisquer diferenças no raio de curvatura e na zona de deformação correspondente.
Seguindo esses passos, você poderá obter um resultado mais preciso e confiável em comparação com o uso das fórmulas comumente aceitas. Um exemplo para ilustrar esse processo é apresentado na Figura 4.

Exemplo:
- Espessura da chapa (S) = 6 mm
- Comprimento da folha (l) = 4 m
- Raio de curvatura (r) = 16 mm
- Largura inferior da abertura da matriz (V) = 50 mm
- resistência à tração do material (σb) = 450 N/mm²
Pergunta: Como podemos calcular a força de flexão necessária para a flexão no ar?
Eis os passos:
- Calcule a relação largura/espessura e a relação raio/largura:
Comece por determinar essas proporções com base na espessura da chapa e nas dimensões da abertura da matriz inferior.

- Calcule a largura projetada da área de deformação:
Avalie a largura projetada da área de deformação considerando a deformação da chapa durante o processo de dobramento.

- Calcule a força de flexão usando a fórmula (1):
Finalmente, aplique a fórmula (1) para calcular a força de flexão necessária.

Se a fórmula comumente recomendada for usada para calcular a força de flexão, pode-se inferir que:P1/P2 = 1,5

Isso indica que a diferença entre P1 e P2 é 1,5 vezes maior.
A razão para essa discrepância é que, neste exemplo, o raio de curvatura é relativamente grande, resultando em uma área deformada maior e, consequentemente, em uma força de flexão necessária mais elevada.
Neste caso, a relação raio-largura é de 0,32, o que excede os critérios mencionados anteriormente.
Utilizar a fórmula padrão para calcular a força de flexão não é adequado para este cenário. As vantagens de empregar o novo método de cálculo tornam-se evidentes neste exemplo.
Além disso, existe uma calculadora online disponível para calcular a força de flexão usando esse novo método.
Tabela de resistência à tração
| Material | Resistência à tracção | ||
|---|---|---|---|
| americano | europeu | China | N/mm² |
| Alumínio 6061 | Alu50 | LD30 | 290 |
| Alumínio 5052 | Alu35 | LF2 | 303 |
| 1010 Aço macio | DC01 | 10/10F | 366 |
| A 536 -80 G 60-40-18 | GGG-40 | QT400-18 | 400 |
| Um 351 G CF 8 | GX 6CrNi 18 9 | Q235 | 450 |
| Um 572 G50 | S 355 MC | Q345 | 550 |
| Aço inoxidável 304 | Inox V2A | 0Cr18Ni9 | 586 |
| Aço inoxidável 316 | Inox V4A | 0Cr17Ni12Mo2 | 600 |
| 4140 Liga de baixa liga | 42 CrMo 4 | 42CrMo | 1000 |
Bending Force Calculation Formulas for Coining
The formulas for calculating coining parameters differ from those used in air bending:

- Width of the Die Vee:
V = sheet metal thickness × 5
- Internal Radius:
The internal radius is determined by the punch tip and should be calculated using the following formula:
Radius = sheet metal thickness × 0.43
- Force Required for Coining:
The force required for coining can be calculated as follows:
F(kN/m) = Thickness2 × 1.65 × Tensile Strength(N/mm2) × 4.5 / Die Vee Width
- Minimum Internal Edge:
The formula for calculating the minimum internal edge remains the same:
Minimum Internal Edge = Die Vee × 0.67
Bending Force Calculation Formulas for Z-Bend

Certain tools require specific force to yield the sheet metal and manage springback to achieve the desired profile.
For instance, consider joggle tools, which create two bends simultaneously with a short distance between the bend and the counterbend. Since these tools perform two bends at once, springback must be completely countered by coining.
The equation to calculate the necessary force is:

Onde:
- KN/m = necessary force per meter
- Z = joggle in mm
- No of bends = 2 for a Z-bend
Joggle tools typically consist of an insert holder into which the selected joggle tools are secured using grub screws, based on the desired joggle and angle.
It is crucial to seek technical advice from the manufacturer before making a purchase, as these systems are designed for bending thin sheet metal, with a maximum thickness of 2 mm. However, the actual maximum thickness may depend on the type of insert used and could be less than 2 mm.

Conclusão
The formulas and steps provided for calculating the bending force are applicable not only to angular bending of sheets but also to arc-shaped bending, which is technically considered angle bending with a large bending radius.
It is essential to remember that forming an arc shape necessitates a specialized mold design. When projecting the deformation area, calculations must be based on the specific process parameters established during fabrication, as these cannot be determined through a single formula.
For example, at a specific iron tower factory, we successfully bent a cylinder with a wall thickness of 12 mm, a diameter of 800 mm, and a length of 16 m using a 28,000 kN press brake machine and a circular mold. The methods outlined in this article were employed to calculate the bending force, resulting in satisfactory outcomes during the mold design process for the arc shape.




