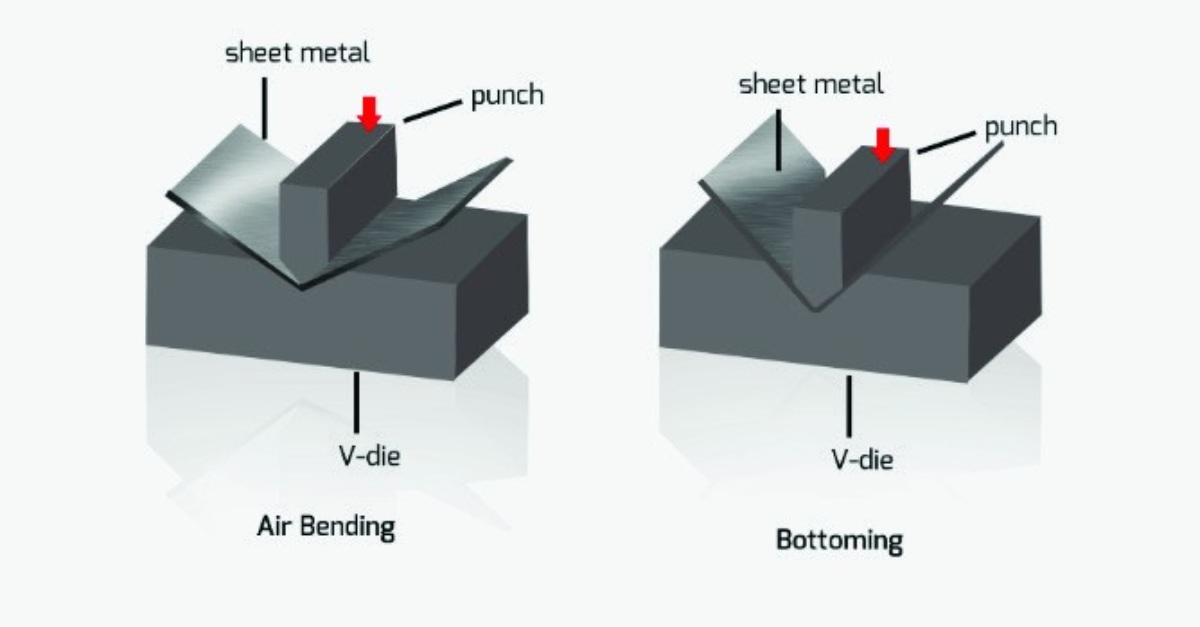
Гибка в воздухе и гибка снизу — два важных способа гибки металла. листогибочный пресс с ЧПУ. При гибке в воздухе металл сгибается путем частичного вдавливания листа в матрицу. При гибке снизу металл формируется путем полного вдавливания его в матрицу. В работе с листовым металлом выбор правильного метода влияет на качество и скорость выполнения работы.
| Метод изгиба | Преимущества | Приложения |
|---|---|---|
| Управление воздухом | Быстрее, легко внести изменения | Изготавливает множество деталей, требует меньшей точности. |
| Изгиб основания | Более точно, меньше наклонов назад. | Требуется плотная посадка, при этом детали остаются неизменными. |
KRRASS — лидер с новыми листогибочный пресс идеи. Их станки с ЧПУ помогают людям добиваться отличных результатов. Читатели найдут полезные советы по выбору наилучшего способа гибки.
Оглавление
Основные выводы
- Сгибание воздуха — это быстрый и простой способ изменения углов. Вы можете быстро создавать разные углы. Для каждого угла не требуются новые инструменты.
- Изгиб нижней части детали очень точен. Он хорошо подходит для работ, требующих точной формы. Он также удобен, когда нужно изготовить одну и ту же деталь много раз.
- Станки KRRASS подходят для обоих типов гибки. Они используют интеллектуальные системы управления для повышения эффективности работы, что делает процесс быстрее и точнее.
- Для изготовления деталей по индивидуальному заказу операторам следует выбирать гибку под давлением. Она также лучше всего подходит для небольших партий. Гибка снизу лучше подходит для изготовления большого количества деталей. Она хороша для работ, требующих высокой точности.
- Важно позаботиться о листогибочных прессах с ЧПУ. Чистите их каждый день. Проверяйте их каждую неделю. Это поможет им прослужить дольше и хорошо работать.
- Операторы должны знать о пружинящем эффекте. Они могут изменить способ сгибания, чтобы исправить эту проблему.
- Операторам требуется обучение. Безопасное использование листогибочных прессов с ЧПУ. Обучение помогает предотвратить ошибки и несчастные случаи.
- Контроль качества очень важен. Калибровка и осмотр деталей помогают обеспечить качественную работу.
Процесс гибки воздуха

Обзор
Гибка в воздухе — популярный способ придания формы листовому металлу. В этом методе используется пуансон и матрица, но пуансон не опускается до конца. Между пуансоном и матрицей есть зазор. Именно из-за этого зазора метод называется пневматической гибкой. Операторы могут изменять угол, перемещая пуансон вверх или вниз. Листогибочные станки KRRASS оснащены интеллектуальной системой управления. Эта система помогает сделать пневматическую гибку быстрой и точной.
Основные этапы процесса гибки воздуха:
- Подготовка штампа: Операторы выбирают подходящий штамп для металла и угла.
- Укладка металлического листа: Лист помещают на матрицу и выравнивают его с пуансоном.
- Приложите давление: пуансон опускается вниз и сгибает металл, но не касается нижней части матрицы.
- Формирование изгиба: Металл изгибается в дугу. Угол зависит от глубины проникновения пуансона и формы матрицы.
- Высвобождение материала: При достижении заданного угла пуансон поднимается. Оператор извлекает деталь.
- Оценка и корректировка: Операторы осматривают изгиб и вносят необходимые изменения.
Такой способ изгиба позволяет операторам быстро вносить изменения. Он подходит для многих видов работ.
Характеристики
Технология гибки металла в воздухе обладает особыми особенностями, отличающими её от других способов гибки. В таблице ниже приведены её основные характеристики:
| Характерный | Описание |
|---|---|
| Гибкость | Операторы могут создавать множество ракурсов, используя одни и те же инструменты. |
| Эффективность | Для этого требуется меньше усилий, поэтому процесс происходит быстрее и легче для станка. |
| Универсальность | Подходит для работы со многими типами металла и различной толщиной. |
| Влияние ширины матрицы | Изменение ширины матрицы влияет на радиус изгиба, обеспечивая больший контроль. |
| Спрингбэк | Металл может немного выгнуться обратно, поэтому операторам необходимо его поправить. |
Аппараты KRRASS помогают в реализации этих функций. Они оснащены элементами управления, которые упрощают настройку.
Преимущества
Технология гибки в воздухе имеет множество преимуществ при изготовлении деталей из листового металла:
- Для этого требуется меньше усилий, чем при других способах, поэтому листогибочный пресс служит дольше.
- Операторы могут использовать одну матрицу для обработки различных углов, что экономит время и деньги.
- Настройки легко меняются, поэтому он хорошо подходит для небольших задач или работы над индивидуальными проектами.
- Технология гибки в воздухе подходит для работы со многими металлами различной толщины.
- В станках KRRASS используются интеллектуальные технологии, позволяющие уменьшить упругое восстановление и повысить точность.
Многие выбирают гибку под давлением, потому что это быстро, гибко и экономично. Этот способ позволяет быстро и качественно изготавливать детали, особенно на современном оборудовании.
Недостатки
Технология гибки под давлением имеет много преимуществ, но также и некоторые недостатки. Операторам и производителям необходимо учитывать эти вопросы. В таблице ниже показаны наиболее распространенные проблемы, связанные с этим методом:
| Недостаток | Описание |
|---|---|
| Высокая первоначальная стоимость | Операторам необходимо приобретать современное оборудование и поддерживать его в рабочем состоянии. Специальное обучение требует дополнительных затрат. |
| Ограничения по размеру и толщине материала | Метод гибки в воздухе наиболее эффективен для листов определённых размеров и толщин. Очень толстые или большие листы могут плохо гнуться. |
| Требуется высокое давление | В этом процессе используется большое давление. Тонкие материалы могут быть повреждены, если с ними обращаться неправильно. |
| Ограничено простыми геометрическими формами | Изгибание в воздухе позволяет создавать простые изгибы. Для сложных форм требуются другие методы. |
| Требуется профессиональная подготовка | Для безопасной и эффективной работы с оборудованием операторам необходима специальная подготовка. |
| Требования к площади | Эти станки большие и занимают много места. Это может существенно изменить организацию работы мастерской. |
Примечание: Перед тем как приступить к работе с пневматическим гибочным станком, операторам следует проверить свое рабочее место и навыки.
Пружинный изгиб — ещё одна проблема при гибке металла в воздухе. Когда пуансон поднимается, металл может немного отогнуться назад. Это может изменить конечный угол. Операторам часто приходится изменять глубину пуансона или использовать интеллектуальные системы управления, например, на листогибочных станках KRRASS, чтобы исправить это. Ширина матрицы также влияет на радиус изгиба. Выбор правильного инструмента важен для получения нужной формы.
Приложения
Технология гибки под давлением используется во многих отраслях промышленности и проектах. Она гибкая и быстрая, поэтому многие предпочитают использовать её для работы с листовым металлом. Вот некоторые распространённые примеры применения:
- Прототипирование и изготовление деталей на заказПроизводители используют технологию гибки под давлением для изготовления прототипов или деталей на заказ. Они могут быстро менять углы, что позволяет им работать быстрее.
- Малотиражное производствоПневматическая гибка хорошо подходит для небольших партий. Операторы могут быстро переключаться между задачами, не меняя инструменты, что экономит время.
- Общее производствоВо многих мастерских для повседневной работы используется гибка металла с помощью воздуха. Этот метод позволяет работать со многими металлами различной толщины, поэтому он подходит для множества задач.
- Автомобильная и аэрокосмическая промышленностьВ этих отраслях промышленности для деталей, не требующих очень высокой точности, используется гибка под давлением воздуха. Этот процесс быстрый и позволяет изготавливать детали в кратчайшие сроки.
- Электрические корпуса и шкафыТехнология гибки в воздухе используется для изготовления панелей и коробок, где допустима средняя точность.
Станки для гибки листового металла KRRASS помогают в выполнении этих задач, обеспечивая расширенные возможности управления и автоматизации. Операторы могут получать одинаковые результаты каждый раз, даже при работе с различными материалами или в условиях напряженного графика. Гибка с помощью воздуха универсальна, поэтому производители могут быстро реагировать на новые потребности клиентов и изменения рынка.
Процесс нижней гибки

Обзор
Нижняя гибка — это старый способ гибки металла на листогибочном прессе. Операторы помещают металлическую пластину между верхней и нижней матрицами. Верхняя матрица опускается вниз и вдавливает металл в штамп. Это заставляет металл принимать форму штампа. Нижняя гибка обеспечивает высокий контроль над углом гибки. Она хорошо подходит для работ, требующих высокой точности. Многие производители используют нижнюю гибку, когда им нужна точность и одинаковые результаты каждый раз. Компания KRRASS располагает специальными инструментами и станками для нижней гибки. Они помогают гарантировать, что каждый изгиб будет одинаковым.
| Шаг | Описание |
|---|---|
| 1 | Пластина устанавливается между верхней и нижней формами. |
| 2 | Верхняя форма опускается вниз и прижимается к плите. |
| 3 | Пластина изгибается под необходимым углом. |
| 4 | Изогнутая пластина вынимается из листогибочного пресса. |
Гибка нижней части заготовки имела важное значение с момента появления первых листогибочных прессов. Сейчас все чаще используется гибка в воздухе, но для очень точных работ по-прежнему необходима гибка снизу.
Характеристики
Нижняя гибка отличается от гибки под давлением воздуха. Она требует большей силы и более прочных инструментов. Каждый изгиб соответствует углу матрицы, поэтому для каждого угла требуется новая матрица. Этот способ обеспечивает лучшую точность и меньшее упругое отскок, чем гибка под давлением воздуха. Металл сохраняет свою форму после гибки, поэтому его не нужно часто корректировать. Однако нижняя гибка может сильнее царапать или оставлять следы на металле, поскольку происходит сильное давление на матрицу.
| Характерный | Изгиб основания | Управление воздухом |
|---|---|---|
| Точность | Более точный, хорошо подходит для работы в стесненных условиях. | Подходит для работ, не требующих высокой точности. |
| Гибкость | Не такая гибкая, нужны новые штампы. | Более гибкие возможности, одни и те же инструменты для разных ракурсов. |
| Отделка поверхности | Может поцарапать металл | Более бережное отношение к металлу, лучшее качество отделки. |
| Требования к силе | Требуется больше усилий и более мощные инструменты. | Требует меньше усилий, бережнее относится к инструментам. |
| Расходы | Стоимость выше из-за большого количества штампов. | Дешевле, требуется меньше штампов |
KRRASS улучшает процесс гибки днища благодаря специальным инструментам и интеллектуальным системам управления. Их станки проверяют угол в процессе гибки. Это помогает операторам каждый раз получать правильный изгиб.
Преимущества
Гибка снизу имеет ряд существенных преимуществ при работе на листогибочном прессе. Он очень точен, потому что каждый изгиб соответствует форме матрицы. Это делает его идеальным для изготовления множества одинаковых деталей. Меньшее упругое деформирование позволяет металлу сохранять форму после сгибания. Операторам не нужно так часто корректировать детали, что экономит время.
| Преимущество | Описание |
|---|---|
| Высокая точность | Каждый изгиб соответствует матрице, поэтому детали идентичны. |
| Меньше пружинения | Металл хорошо держит форму, поэтому требуется меньше креплений. |
| Отличная воспроизводимость | Подходит для изготовления множества одинаковых деталей. |
Технология гибки нижней части листа KRRASS использует высокоточные инструменты и интеллектуальное оборудование. Их листогибочные прессы оснащены системами управления, которые помогают обеспечить одинаковую форму каждого изгиба. Эти особенности помогают заводам производить детали, соответствующие высоким стандартам. Гибка нижней части листа по-прежнему остается хорошим выбором для работ, требующих идеальных изгибов и стабильных результатов.
Недостатки
Изгиб нижней части изделия очень точен, но имеет некоторые недостатки. Эти недостатки могут усложнить работу и увеличить затраты в мастерской.
- Магазинам необходимо специальные штампы для каждого угла изгиба. Если для выполнения работы требуются углы, отличные от 90 градусов, необходимо приобрести больше инструментов. Это увеличивает начальную стоимость гибки на листогибочном прессе.
- Затраты на оснастку могут быстро возрасти, если конструкция часто меняется. Для каждого нового угла или формы детали может потребоваться новая матрица. Это увеличивает расходы по проекту.
- Металл соприкасается непосредственно с матрицей и может поцарапаться или получить повреждения. Это плохо для деталей, внешний вид которых важен или поверхность которых будет видна.
- Для гибки днища необходимы квалифицированные операторы. Они должны знать, как правильно настроить листогибочный пресс. Ошибки могут привести к повреждению станка или инструментов.
- Производителям приходится планировать более длительное время на переналадку. Смена штампов для новых углов или деталей занимает время и замедляет работу.
Примечание: Компания KRRASS использует интеллектуальные станки, которые помогают решать подобные проблемы. Их оборудование повышает точность гибки на листогибочных прессах и позволяет рабочим добиваться тех же результатов с меньшим количеством ошибок.
Приложения
Гибка с нижней стороны используется во многих работах, где детали должны быть одинаковыми каждый раз. Заводы выбирают этот способ, когда необходимы точные размеры и высокое качество деталей.
- Автомобильное производствоАвтомобильные заводы используют гибку днища для деталей, которые должны идеально подходить друг к другу. Таким образом гарантируется соответствие каждой детали строгим требованиям.
- Аэрокосмические компонентыДетали самолета должны иметь точные углы и форму. Изгиб нижней части обеспечивает необходимую точность для безопасности и качественной работы.
- Электрические корпусаПроизводители панелей управления и распределительных коробок используют метод гибки снизу. Это помогает им изготавливать детали, которые плотно прилегают друг к другу без зазоров.
- Производство бытовой техникиКомпании используют листогибочный пресс для изготовления крышек и панелей для бытовой техники. Это позволяет сохранить одинаковый размер и форму всех деталей.
- Массовое производствоКогда цеху необходимо изготовить тысячи одинаковых деталей, гибка с нижней стороны обеспечивает необходимую повторяемость для больших объемов работ.
Станки KRRASS помогают в выполнении этих работ, предоставляя интеллектуальное управление и широкий выбор инструментов. Их технология позволяет рабочим уверенно выполнять гибку на листогибочном прессе. Каждая деталь будет соответствовать необходимым стандартам. Гибка нижней части детали по-прежнему остается лучшим выбором для работ, где качество и однородность имеют первостепенное значение.
Воздушная гибка против нижней гибки

Точность
Точность очень важна при гибке на листогибочном прессе. Люди часто обращают внимание на изгибание воздуха и изгибание нижней части Чтобы определить, какой способ лучше подходит для их работы. Нижний изгиб более точен. Пуансон вдавливает металл до самого основания матрицы. Это помогает предотвратить пружинение и сохранить угол изгиба близким к форме матрицы. При изгибе в воздухе между пуансоном и матрицей остается зазор. Этот зазор может вызвать большее пружинение и небольшие ошибки в угле изгиба.
В таблице ниже показано, чем отличается точность каждого метода:
| Метод | Ошибка угла изгиба | Удар пружины | Требуемая сила изгиба |
|---|---|---|---|
| Управление воздухом | ~0,5 градуса | Более высокая прочность материала. | Относительно низкий |
| Изгиб основания | Ниже | Меньше сброса после нагрузки | Выше |
Гибка снизу лучше всего подходит для работ, требующих очень точных размеров и форм. Гибка в воздухе хорошо работает, когда допустимы небольшие изменения угла. Станки KRRASS помогают рабочим добиться высокой точности в обоих направлениях. Они используют интеллектуальные системы управления и обратную связь для повышения эффективности.
Гибкость
Гибкость означает, насколько легко изменять углы, материалы или толщину. Гибка под давлением очень гибкая. Рабочие могут использовать одни и те же инструменты для многих углов. Они просто меняют глубину погружения пуансона. Гибка под давлением работает со многими типами металла и различной толщиной. Она помогает предотвратить растрескивание и позволяет рабочим быстро переключаться между задачами.
Гибка нижней части детали менее гибкая. Для каждого угла требуется своя матрица. Рабочим приходится менять инструменты для каждого нового угла или детали. Это занимает больше времени и затрудняет быстрое выполнение новых задач.
В таблице ниже показана гибкость каждого из способов:
| Метод изгиба | Гибкость | Требования к силе | Идеальный вариант использования |
|---|---|---|---|
| Управление воздухом | Высокий | Требуется меньше усилий | Подходит для различных материалов, снижает вероятность растрескивания. |
| Изгиб основания | Меньше | Требуется больше усилий | Лучше всего подходит для материалов, способных выдерживать высокие нагрузки. |
Мастерские, которые много работают над индивидуальными заказами или изготавливают небольшие партии деталей, предпочитают гибку под давлением. Гибка снизу лучше подходит для изготовления большого количества одинаковых деталей.
Инструменты
Инструментарий меняет то, насколько затраты на формовку на листогибочном прессе и насколько быстро это происходит. При гибке под давлением используется меньше инструментов. Одна матрица позволяет создавать множество углов. Рабочие меняют только глубину проникновения пуансона и форму инструмента. Это экономит время и деньги, особенно для предприятий с большим объемом работы.
Для гибки нижней части заготовки требуется специальная матрица для каждого угла. Это означает больше инструментов и больше времени на настройку. Но это также обеспечивает более высокую точность и повторяемость результатов. Пуансон и матрица должны плотно прилегать друг к другу. Для достижения наилучших результатов металл должен быть одинаковым каждый раз.
- Для гибки под давлением необходим тщательный контроль глубины пробивки и формы инструмента. Это позволяет рабочим легко менять углы, но может быть не самым точным методом.
- При гибке нижней части заготовки используются плотно прилегающие инструменты и обеспечивается полный контакт между пуансоном и матрицей. Это позволяет каждый раз получать одинаковые результаты, но увеличивает затраты на инструменты.
- Инструменты с быстрой сменой и сегментированные инструменты приносят пользу в обоих случаях. Эти инструменты ускоряют настройку и позволяют работникам создавать индивидуальные конфигурации. Это помогает экономить время и сокращать количество отходов.
Компания KRRASS предлагает интеллектуальные инструменты как для воздушной, так и для нижней гибки. Их станки позволяют рабочим быстро менять инструменты и использовать сегментированные конфигурации. Это помогает цехам работать быстрее и изготавливать детали лучшего качества.
Материал
Выбор типа металла имеет очень важное значение. Каждый металл гнется по-своему. Операторам необходимо знать, как изменяется упругость и форма при каждом способе изгиба.
| Тип материала | Пружинный отскок (в градусах) | Метод изгиба |
|---|---|---|
| нержавеющая сталь 304 | 2–3 | Управление воздухом |
| Мягкий алюминий | 1,5–2 | Управление воздухом |
| Холоднокатаная сталь | от 0,75 до 1,0 | Изгиб основания |
| Горячекатаная сталь | от 0,5 до 1,0 | Изгиб основания |
| Медь и латунь | от 0,00 до 0,5 | Изгиб основания |
Более прочные металлы, такие как нержавеющая сталь, лучше гнутся при гибке на воздухе. Более мягкие металлы, такие как медь и латунь, лучше сохраняют свою форму при гибке снизу. Операторы выбирают гибку снизу для металлов, требующих острых углов и меньшего упругого восстановления.
- При изгибании в воздухе инструмент практически не соприкасается с металлом. Окончательный угол во многом зависит от свойств самого металла.
- При изгибе снизу металл полностью вдавливается в матрицу. Для обработки прочных металлов операторы используют более острый угол, чтобы получить нужную форму.
- Пружинный изгиб у разных металлов различен. Нержавеющая сталь изгибается сильнее, чем медь или латунь.
Станки для гибки листового металла KRRASS помогают операторам устранять проблему пружинения металла. Интеллектуальная система управления позволяет пользователям устанавливать глубину пробивки и угол наклона матрицы для каждого металла. Это гарантирует правильный изгиб независимо от используемого металла.
Советы по настройке листогибочного пресса

Передовые методы
Операторы добиваются хороших результатов, следуя простой схеме настройки. Сначала они выбирают подходящие инструменты для металла и гибки. Инструменты должны соответствовать толщине и типу металла. Затем они вводят все необходимые данные в систему управления станка. Это означает ввод размеров пуансона и матрицы. Перед изготовлением реальных деталей операторы проводят пробный запуск с использованием металлолома, чтобы проверить правильность гибки.
Для наилучшие результаты, Работникам следует:
- Большинство изгибов следует располагать в центре штока. Это обеспечит лучшую мощность и управляемость.
- Используйте инструменты, способные выдержать необходимую силу.
- Перед затягиванием слегка надавите на инструменты.
- Убедитесь, что материалы чистые, лежат ровно и находятся на своих местах.
- Следуйте инструкциям по настройке, предоставленным производителем.
Станки KRRASS помогают на этих этапах. Они оснащены интеллектуальным управлением и простыми инструкциями. Операторы, использующие эти советы, допускают меньше ошибок и получают более качественные изгибы.
Ошибки, которых следует избегать
Некоторые ошибки могут привести к некачественным изгибам или повреждениям. Операторы могут неправильно читать инструкции и сгибать металл в неправильном направлении. Использование неподходящих инструментов может замедлить работу и повредить станок. Пропуск настройки или несоблюдение требований к точности приводит к снижению качества изгибов.
К другим ошибкам относятся:
- Не проверяется выравнивание или калибровка.. Это может нарушить угол изгиба. Лазерные инструменты помогают центрировать матрицу.
- Использование больших штампов на небольших станках может привести к поломке деталей или деформации направляющих. Длина штампа не должна превышать длину стола более чем на 200 мм.
- Использование одного и того же V-образного отверстия матрицы для каждой работы может привести к износу матрицы. Операторам следует менять ширину V-образного отверстия для каждого металла.
Совет: Всегда проверяйте инструкции и инструменты перед началом работы.
Безопасность
Безопасность всегда превыше всего. В цехе. Операторы должны знать, как работает машина, и пройти обучение. Они должны прогревать машину, когда она холодная. Рабочие должны держать лист прямо и держать руки подальше от зоны сгибания.
Основные риски для безопасности::
| Тип опасности | Пример |
|---|---|
| Зажим или резка | Металл, поступающий в зону изгиба |
| Падающий предмет | Инструменты или металлические предметы |
| Механическое движение | Защемление или раздавливание движущимися частями |
| Высокая температура | Искры или высокая температура, вызывающие ожоги. |
| Электрооборудование | Удар током или возгорание от деталей машины. |
| Химический | Неприятные газы или химические вещества при сгибании |
| Ошибки эксплуатации | Несчастные случаи из-за незнания, что делать. |
| Отказ оборудования | Несчастные случаи из-за ненадлежащего ремонта машин. |
Операторы должны носить защитное снаряжение и уметь быстро остановить станок. Станки KRRASS оснащены средствами безопасности, обеспечивающими защиту рабочих во время каждой операции по листогибочному прессу.
Обслуживание
Правильный уход за листогибочным прессом с ЧПУ помогает ему долгое время исправно работать. Операторы, которые это делают, могут добиться хороших результатов. регулярное техническое обслуживание Меньше проблем и лучшие изгибы. KRRASS предлагает простой план, который может использовать каждый.
Ежедневные задачи по техническому обслуживанию:
- Очистите станок от пыли и металлических частиц. Грязь может повредить движущиеся части.
- Проверьте уровень гидравлической жидкости. Если он низкий, изгибание может работать неправильно.
- Проверьте наличие утечек вблизи гидравлических линий и цилиндров. Утечки могут повредить машину и создать проблемы с безопасностью.
- Протрите панель управления и кнопки. Чистые элементы управления помогают избежать ошибок.
Еженедельные и ежемесячные проверки:
- Смажьте маслом движущиеся части, такие как шток и подшипники. Масло помогает деталям легко двигаться и продлевает срок их службы.
- Убедитесь, что задний упор перемещается плавно. Если он не выровнен, изгибы могут получиться неправильными.
- Осмотрите пуансон и матрицу. Замените изношенные или сломанные инструменты, чтобы обеспечить качественную гибку.
- Проверьте работу аварийной остановки и предохранительных устройств. Хорошие системы безопасности обеспечивают безопасность операторов.
Ежегодное плановое техническое обслуживание:
| Задача | Цель |
|---|---|
| Откалибруйте станок | Убедитесь, что изгибы всегда правильные. |
| Проверьте давление гидравлического насоса. | Сохраняет усилие изгиба неизменным. |
| Проверьте электрические соединения. | Устраняет неполадки и обеспечивает бесперебойную работу оборудования. |
| Проверка программного обеспечения и микропрограмм. | Обновлены элементы управления для более удобного использования. |
Операторы должны записывать каждую задачу по техническому обслуживанию в журнал. Ведение записей помогает отслеживать состояние оборудования и планировать дальнейшее обслуживание.
Совет: Проводите техническое обслуживание в периоды затишья. Это поможет поддерживать листогибочный пресс в рабочем состоянии к периодам пиковой нагрузки.
К машинам KRRASS прилагаются простые и понятные руководства по техническому обслуживанию. В этих руководствах описан каждый шаг для каждой задачи. Операторы, использующие эти руководства, помогают своим машинам работать с максимальной эффективностью каждый день.
Регулярный уход позволяет избежать дорогостоящего ремонта и гарантирует качественное выполнение каждого изгиба. Листогибочный пресс, за которым хорошо ухаживают, безопасен, работает быстро и позволяет изготавливать точные детали из листового металла.
Дополнительные соображения

Спрингбэк
Пружинное восстановление может вызывать изгибы. Менее точны как при гибке в воздухе, так и при гибке снизу. При гибке металл стремится вернуться к своей прежней форме. Это может изменить угол и размер готовой детали. Станки KRRASS оснащены интеллектуальными системами управления, которые помогают предотвратить пружинение. Операторы используют разные способы решения этой проблемы.:
- Немного сильнее согните деталь, чтобы после восстановления она приняла правильный угол.
- Не следует делать резких изгибов в металлах, которые сильно пружинят.
- Для мягких металлов делайте изгиб более широким, чтобы снизить напряжение и получить лучшие результаты.
- Если первая попытка не удалась, согните деталь еще раз.
- Приложите больше усилий, чтобы металл сохранил свою новую форму.
Программирование ЧПУ позволяет работникам Установите точную глубину и угол изгиба. Станок сам определяет, насколько нужно отрегулировать изгиб для каждого типа металла. Это помогает рабочим каждый раз получать правильный изгиб.
Совет: Перед изготовлением большого количества деталей операторам следует согнуть тестовый образец. Это поможет им проверить правильность фиксации упругости.
Автоматизация
Автоматизация помогает магазинам работать быстрее. и позволяет избежать ошибок при работе на листогибочном прессе с ЧПУ. KRRASS использует интеллектуальную автоматизацию, чтобы помочь работникам выполнять больше работы за меньшее время. Автоматизированные системы изменяют настройки гибки по мере выполнения работы. Датчики следят за процессом и быстро вносят изменения, чтобы обеспечить правильное выполнение каждой детали.
- Автоматизация ускоряет выполнение задач и исключает многие человеческие ошибки.
- Система сокращает время на подготовку оборудования, позволяя цехам завершать работу в срок.
- На листогибочных прессах с ЧПУ изменяются настройки для разных металлов, чтобы обеспечить правильную гибку.
- Датчики отслеживают изгиб и немедленно устраняют неполадки.
- Автоматизация обеспечивает точность каждой детали, не уступающую точности первой.
Компания KRRASS использует эти инструменты, чтобы помочь работникам каждый раз изготавливать качественные детали. Автоматизация позволяет цехам брать на себя больше работы и поддерживать стабильные результаты.
Контроль качества
Контроль качества помогает гарантировать точность гибки под давлением и нижней гибки.. Оборудование KRRASS позволяет различными способами обеспечивать точность и надежность деталей. Операторы используют инструменты и контрольные механизмы для проверки каждой детали.
| Меры контроля качества | Описание |
|---|---|
| Калибровка инструментов | Операторы регулярно проверяют показания микрометров и штангенциркулей, чтобы обеспечить точность измерений. |
| Последовательные методы измерений | Рабочие каждый раз измеряют детали одним и тем же способом, чтобы избежать ошибок. |
| Расширенная реализация проектирования | Программное обеспечение для проектирования помогает планировать и видеть изгибы до того, как их придется делать. |
| Строгие проверки качества | Тщательная проверка с помощью штангенциркуля и микрометра гарантирует правильность размеров и углов. |
| Визуальный осмотр | Операторы осматривают поверхность на наличие дефектов с помощью увеличительных приборов. |
| Методы неразрушающего контроля (НК) | Специальные методы диагностики, такие как ультразвуковой или рентгеновский контроль, позволяют выявить скрытые проблемы, не повреждая деталь. |
| Документация по результатам проверок | Рабочие записывают результаты проверок, чтобы отслеживать качество и выявлять проблемы на ранней стадии. |
Программирование ЧПУ помогает операторам строго соблюдать этапы контроля качества. Станки KRRASS позволяют легко проверять и сохранять каждый изгиб. Эти этапы помогают цехам изготавливать детали, соответствующие высоким стандартам.
Примеры из практики
Промышленная гибка воздушных труб
Многие заводы используют гибку под давлением, поскольку это быстрый и гибкий процесс. Рабочие могут изготавливать детали под разными углами без смены инструментов. Это экономит время и снижает затраты для компаний. В одном случае инженеры использовали анализ упругого восстановления с помощью искусственных нейронных сетей (ИНС). Они хотели угадать, насколько сильно металл вернется в исходное положение после формовки. Это помогло им настроить правильный процесс и сделать изгибы более точными.
Исследователи также попробовали гибку стали NM400TP с помощью горячего воздуха. Они нагревали металл перед гибкой. Это позволило увеличить предельный угол изгиба на 54%. Усилие, необходимое для сгибания металла, было меньше, чем при гибке холодным воздухом. Это означает, что рабочие могли сгибать более прочные металлы с меньшими усилиями. Сейчас все больше команд используют моделирование процесса гибки воздухом. Они тестируют свои компьютерные модели с помощью реальных экспериментов. Это помогает им увидеть, как различные настройки влияют на конечный результат. Эти новые идеи делают гибку воздухом хорошим выбором для многих заводских работ.
| Приложение | Исход |
|---|---|
| Анализ упругого восстановления с использованием ИНС | Прогнозируемое восстановление упругости, повышение точности процесса. |
| Гибка стали NM400TP на горячем воздухе | Повышенная гибкость, снижение нагрузки при формовке. |
| Моделирование процесса гибки воздушных труб | Проверенные результаты моделирования, улучшенное понимание параметров изгиба. |
Технология гибки под давлением позволяет заводам быстро вносить изменения и изготавливать качественные детали с меньшим количеством замен инструмента.
Точная гибка днища
Точная гибка днища Этот метод важен для работ, требующих точной формы. Рабочие вдавливают металл до конца в матрицу. Это позволяет получить острые и точные углы. Благодаря этому методу каждая деталь точно соответствует проекту. Автомобильные, авиационные и электронные компании используют гибку металла снизу, чтобы соответствовать строгим требованиям.
Нижний изгиб предотвращает большую часть пружинения. Конечный угол остается близким к требуемому. Рабочие получают высокую точность и одинаковые результаты каждый раз. Это улучшает качество деталей. Нижний изгиб обеспечивает повторяемость углов, поэтому он лучше всего подходит для работ, где точность очень важна. Многие цеха используют нижний изгиб для изготовления большого количества одинаковых деталей и для важных компонентов.
Точная гибка нижней части детали помогает заводам производить детали, которые всегда соответствуют потребностям заказчика.
Истории успеха KRRASS
Компания KRRASS помогла многим клиентам добиться лучших результатов. детали из листового металла. Одной электронной компании потребовались панели управления с малыми размерами. Компания KRRASS предоставила им листогибочный пресс с интеллектуальными системами управления и инструментами. Команда каждый раз выполняла одинаковые изгибы и сокращала расход металла.
Мастерская по изготовлению изделий на заказ хотела переключаться между гибкой под давлением и гибкой с нижней стороны. Компания KRRASS предоставила им станок с быстросменными инструментами и интеллектуальной автоматизацией. Рабочие выполняли как мелкие, так и крупные заказы без задержек. Мастерская работала быстрее и соблюдала сроки.
Компания KRRASS продолжает помогать клиентам, предлагая новые идеи. Их оборудование позволяет достигать высокой точности, гибкости и скорости в любой работе.
Гибка сжатым воздухом — быстрый и гибкий метод. Гибка снизу очень точная и каждый раз дает одинаковые результаты. Эти методы лучше всего подходят для разных задач. Операторы выбирают гибку сжатым воздухом, когда нужно быстро внести изменения. Гибку снизу используют, когда требуются идеальные изгибы. Компания KRRASS производит листогибочные прессы с интеллектуальные технологии Для всех цехов. Их станки помогают пользователям делать качественные гибки. Попробуйте продукцию KRRASS, чтобы улучшить работу с листовым металлом.
Часто задаваемые вопросы
В чём основное различие между изгибанием в воздухе и изгибанием снизу?
При гибке в воздухе между пуансоном и матрицей образуется зазор. Это позволяет рабочим создавать множество различных углов. При гибке снизу металл полностью вдавливается в матрицу. Это позволяет создавать очень точные углы и предотвращает большую часть обратного изгиба.
Какой метод лучше всего подходит для крупномасштабного производства?
Метод гибки с нижней стороны лучше всего подходит для изготовления большого количества деталей. Он обеспечивает одинаковые результаты каждый раз. Это помогает заводам производить множество деталей, которые идеально подходят друг к другу.
Могут ли станки KRRASS выполнять как гибку в воздухе, так и гибку снизу?
Листогибочные станки KRRASS позволяют работать в обоих направлениях. Операторы могут быстро менять методы работы. Это помогает им выполнять множество задач и работать с различными материалами.
Как упругое восстановление влияет на процесс изгиба?
Из-за упругого изгиба металл немного смещается назад после сгибания. Рабочим приходится изменять угол сгиба или использовать элементы управления станка для исправления этого.
Какие материалы можно сгибать с помощью листогибочного пресса с ЧПУ?
Операторы могут сгибать сталь, алюминий, медь и латунь. Каждый металл сгибается по-своему. Станок и инструменты должны соответствовать типу металла.
Требуется ли операторам специальное обучение для работы на листогибочном прессе с ЧПУ?
Операторы должны научиться работать на листогибочном прессе с ЧПУ. Обучение включает в себя настройку оборудования, выбор инструмента, правила техники безопасности и проверку качества деталей.
Как часто следует проводить техническое обслуживание листогибочного пресса?
Операторы должны ежедневно чистить и проверять станок. Более тщательные проверки проводятся еженедельно, ежемесячно и ежегодно. Регулярный уход обеспечивает исправную работу станка и качественное выполнение гибочных работ.
Какие функции безопасности обеспечивают машины KRRASS?
Станки KRRASS оснащены кнопками аварийной остановки и защитными ограждениями. Кроме того, в них используются датчики для обеспечения безопасности рабочих и предотвращения несчастных случаев во время гибки.




