Это ваш первый рабочий день, и вы проходите обучение, чтобы стать... листогибочный пресс Оператор в KRRASS. Вы заметили Инструмент для листогибочного пресса Искусно расставленные на тележках рядом с каждым станком. Некоторые операторы используют один набор инструментов, в то время как другие устанавливают несколько наборов инструментов на разных станках.
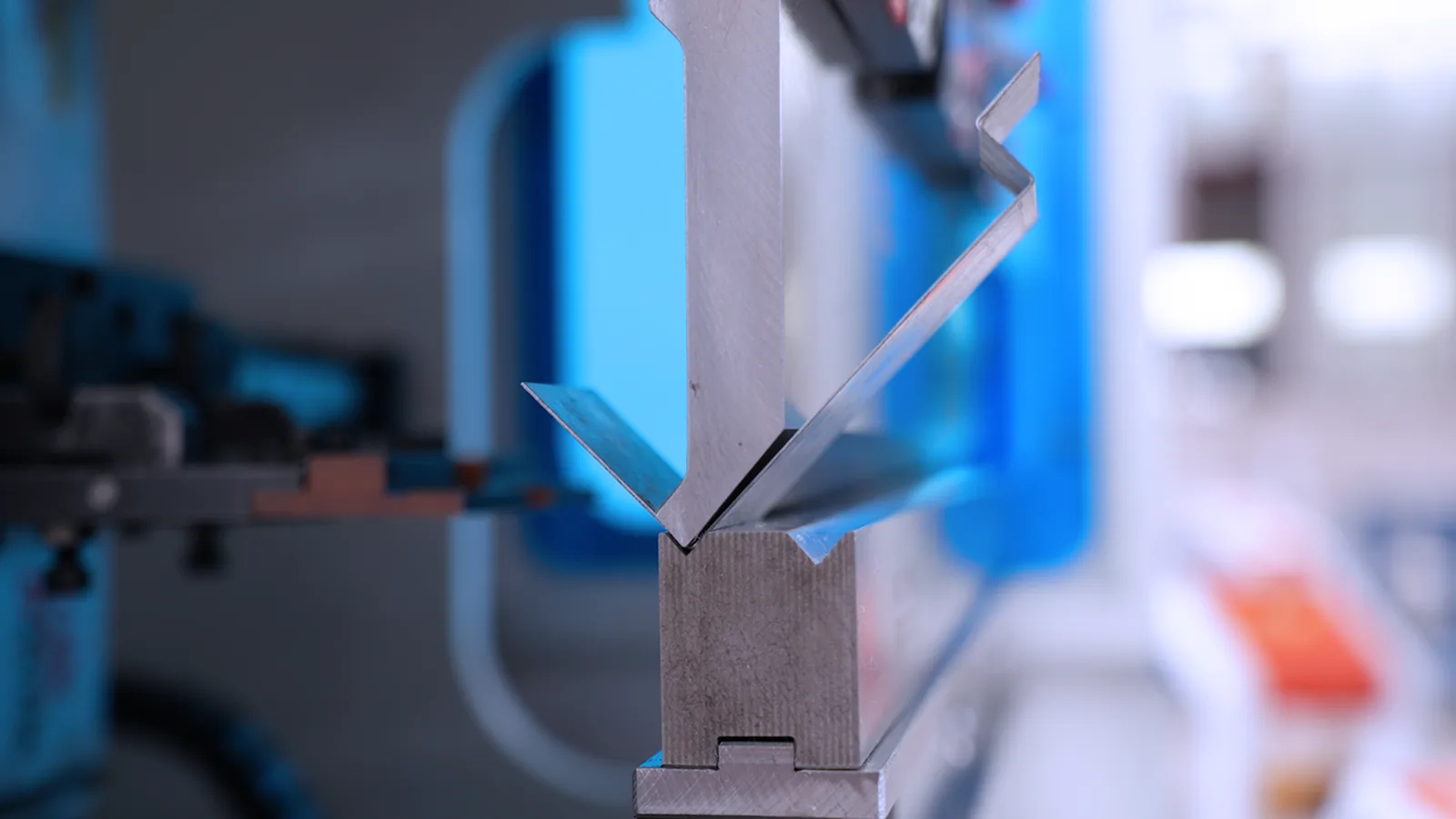
Операция выглядит довольно простой: оператор просовывает листовой металл или пластину между двумя инструментами. Верхний инструмент (пуансон) движется вниз к нижнему инструменту (матрице), изгибая металл. Достаточно просто, не правда ли?
Не совсем. Процесс гибки — одна из самых сложных задач в металлообработке. Всё зависит от того, как пуансон и матрица взаимодействуют с металлом.
Основы для любознательных новичков
На протяжении многих лет многие новые сотрудники не имеют никакого опыта работы. Некоторым компаниям даже приходится обучать новичков работе с измерительными лентами.
Существует два типа начинающих операторов. Один тип просто хочет получать зарплату и не заинтересован в углубленном обучении. Это руководство не для них. Другой тип любознателен и стремится к развитию, желая стать руководителем команды или квалифицированным техником. Это руководство специально разработано для таких любознательных новичков, начиная с самых основ, например, с понимания того, что означает “радиус изгиба”.
Понимание основ радиуса
Иногда инженеры получают САПР Модели, предоставленные заказчиками, демонстрируют изгибы листового металла без радиуса. Хотя современное программное обеспечение помогает предотвратить это, это напоминание о том, насколько неправильно может быть понята гибка металла — даже среди производителей. Давайте поправим:
Каждый изгиб имеет угол и радиус. Угол определяется довольно просто, хотя важно понимать, показан ли на чертеже внутренний или внешний угол.Рисунок 1).

Но что такое радиус? В гибке металла радиус описывает кривую, образующуюся в листовом металле или пластине. Помните уроки геометрии? Представьте себе круг — проведите прямую линию от центра круга до его края. Это и есть ваш радиус. Чем меньше радиус, тем острее изгиб.
Drawings often specify the radius as "R.120" or something similar, pointing to the bend's inner side. This means the inside bend radius should measure 0.120 inches. Visualize a circle matching the curve's edge; that is your bend radius (Рисунок 2).

Что происходит во время изгиба?
Когда металл изгибается на листогибочный пресс, Оно слегка растягивается. Это происходит потому, что металл испытывает сжатие внутри и растяжение снаружи изгиба.Рисунок 3). This stretching and compression move the metal’s neutral axis inward. Professionals call this the "k-factor." Because of this, metal dimensions slightly grow.

Операторы и программное обеспечение используют k-фактор для расчета припуска на изгиб (длина вдоль нейтральной оси) и вычета при изгибе (размер, вычитаемый из исходной длины). Знание этого помогает создавать точные изгибы.
Пуансоны и штампы
Когда операторы вставляют металлические заготовки (вырезанные лазером или пробитые из листового металла) между пуансонами и матрицами, металл должен касаться задних упоров или ограничителей для точного изгиба.
Форма пуансонов и матриц существенно влияет на изгиб. Пуансон обычно имеет радиус наконечника и угол пуансона. Матрица имеет V-образную форму, определенный угол матрицы и закругленный край, называемый радиусом плеча матрицы.Рисунок 4).

Угол пуансона не должен превышать угол матрицы, иначе может произойти повреждение инструмента и несчастные случаи.Рисунок 5Для больших изгибов можно использовать круглые пуансоны, угол пробивки которых составляет 90 градусов.Рисунок 6).


Методы изгиба
Процесс гибки начинается одинаково независимо от метода: пуансон прижимает листовой металл к матрице. Но дальше методы различаются:

- ДноПуансон полностью вдавливает металл в матрицу, точно придавая ему форму. Радиус пуансона определяет внутренний радиус изгиба, а угол матрицы задает угол изгиба.Рисунок 7).
- Гибка в воздухе (формование в воздухе)Большинство современных заводов, включая KRRASS, предпочитают гибку в воздухе. В этом случае внутренний радиус определяется размером отверстия матрицы, а не наконечником пуансона. Более широкие матрицы создают большие радиусы и требуют меньшего усилия. Узкие матрицы увеличивают усилие гибки, что может привести к повреждению инструмента и станка.Рисунок 8).

При гибке на воздухе углы пуансона и матрицы напрямую не влияют на конечный угол изгиба. Угол определяется глубиной, на которую пуансон вдавливается в матрицу.
Ширина матрицы также определяет наименьший возможный фланец (наименьшую узкую кромку изгиба). Детали должны надежно удерживаться на плечах матрицы во время гибки. Более узкие углы матрицы помогают контролировать упругое возвращение металла в исходное положение после гибки.
Выбор инструмента: строгальный или прецизионный шлифованный.
В зависимости от требуемой точности операторы могут использовать два типа инструментов:

- Запланированные инструментыИспользуется для выполнения общих задач по гибке. Операторы обычно измеряют эти детали с помощью рулеток. Эти инструменты длинные и могут быть разрезаны на более короткие отрезки. Правильная маркировка имеет решающее значение для точности сборки.Рисунок 9).
- Инструменты с прецизионной шлифовкойДля точных, аккуратных изгибов. Операторы измеряют их с помощью цифровых штангенциркулей и радиусных шаблонов. Эти инструменты сегментированы и изготовлены с высокой точностью.
Типы инструментов: объяснение
К распространенным типам инструментов относятся инструменты американского, европейского и нового стандарта, каждый из которых имеет различные способы крепления и распределение изгибающего усилия. Новые операторы должны знать, какие типы инструментов используются на их предприятии и как правильно их устанавливать.Рисунок 10).

Иногда для сложных последовательностей гибки необходимо менять направление пуансонов, чтобы избежать столкновений. Такие типы пуансонов, как пуансоны типа «гусиная шея», позволяют гнуть детали, не задевая ранее согнутые части.Рисунок 11У некоторых перфораторов вырезаны окошки для обеспечения зазора.

Штампы также бывают разных форм. Двойные V-образные и четырехсторонние штампы обеспечивают несколько отверстий в одном инструменте, подходящих для различных изгибов.Рисунок 12Специализированные нестандартные инструменты, такие как полиуретановые прокладки внутри штампов с облегченными отверстиями, защищают заготовки и повышают точность гибки.Рисунок 13).


Гибка сценического оборудования и настройка станков.
Иногда операторы устанавливают несколько инструментов на листогибочном станке, выполняя несколько изгибов на одном станке, что называется “поэтапным изгибанием”. Каждый комплект пуансонов и матриц должен иметь одинаковую высоту закрытия — расстояние между ползунком станка и станиной в нижней точке хода. Операторы могут использовать прокладки или подставки для правильного выравнивания матриц (рис. 14).

Современное программное обеспечение помогает программировать задние упоры для сложных последовательностей гибки. Это автоматизированное перемещение задних упоров намного точнее, чем ручная регулировка, которая ранее требовалась в старых станках.
Физические принципы остаются неизменными.
Новые операторы столкнутся как со старыми, так и с современными листогибочными прессами. Более новые станки предлагают 3D-визуализацию и автоматизированное размещение инструмента, упрощая процесс. Однако основные физические принципы гибки остаются неизменными. Понимание этих основ создает прочную базу для любого будущего квалифицированного специалиста. листогибочный пресс оператор.




