Vous êtes-vous déjà demandé comment déterminer avec précision la force de pliage nécessaire à la fabrication de tôles ? Dans cet article de blog instructif, nous explorerons les complexités des calculs de force de pliage, en nous appuyant sur l’expertise d’ingénieurs mécaniciens chevronnés. Découvrez les facteurs clés qui influencent la force de pliage et apprenez à utiliser des formules éprouvées pour optimiser vos procédés de formage des métaux. Préparez-vous à approfondir vos connaissances en matière de pliage de tôles !
Actuellement, les formules couramment utilisées pour calculer la force de flexion proviennent en grande partie de sources étrangères, souvent sans informations claires sur leurs origines ou leurs contextes d'application.
Cet article analyse systématiquement le processus de dérivation de la formule de calcul de la force de flexion et décrit les paramètres nécessaires.
De plus, nous présenterons une nouvelle approche pour le calcul de la force de flexion, visant à étendre son applicabilité à divers scénarios.
Formule de force de pliage de tôle
Ces dernières années, presse plieuse Elle a connu une adoption généralisée dans divers secteurs d'activité, améliorant considérablement ses capacités de traitement.
Malgré sa popularité, le calcul de la force de flexion a fait l'objet d'un manque notable de discussions systématiques.
Actuellement, les manuels d'utilisation des différents fabricants de presses plieuses recommandent deux principaux types de formules de calcul de la force de pliage :
- P=650⋅S2⋅l / V
- P=1,42⋅S2⋅l⋅σb / V
Dans ces formules :
- P = force de flexion (kN)
- S = épaisseur de la feuille (mm)
- l = longueur de pliage de la tôle (m)
- V = largeur d'ouverture de la matrice inférieure (mm)
- σb= résistance à la traction du matériau (MPa)
Les formules recommandées par les fabricants pour calculer la force de flexion sont dérivées des formules mentionnées ci-dessus.
Bien que ces formules soient fréquemment utilisées dans les brochures de divers produits, les preuves étayant leur exactitude sont souvent insuffisantes.
Dérivation de la formule de calcul de la force de flexion et son champ d'application
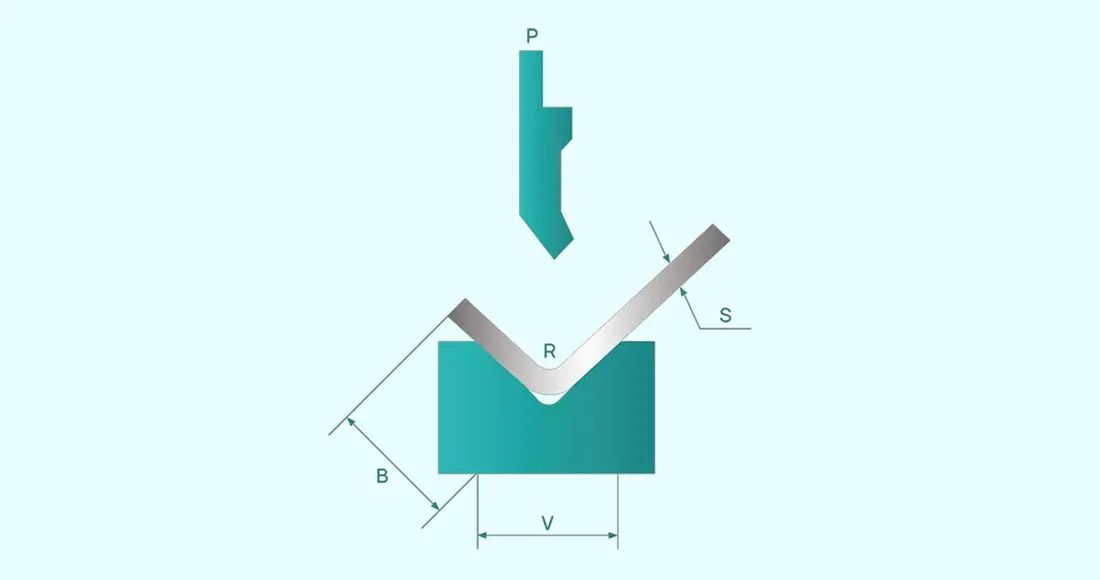
La figure 1 illustre une représentation schématique du processus de pliage d'une feuille.

- PForce de flexion
- S: Épaisseur de la feuille
- V: Largeur de l'ouverture de la matrice inférieure
- r: Rayon intérieur pendant le processus de pliage
- K: Largeur de la projection horizontale de la zone de déformation lors de la flexion
Le calcul de la force de flexion et de ses paramètres associés est expliqué comme suit :
Pour un pliage libre, la largeur recommandée de l'ouverture de la matrice inférieure (V) devrait être de 8 à 10 fois l'épaisseur de la feuille (S), avec un rapport largeur/épaisseur cible de V/S=9.
Presse plieuse Les fabricants fournissent généralement des valeurs pour la largeur de la matrice (V) et le rayon intérieur (r) de la pièce pliée dans leurs tableaux de paramètres de force de pliage. Le rapport rayon/largeur est généralement défini comme r=(0,16 à 0,17)V, la valeur de 0,16 étant couramment utilisée.
Lors du pliage, le matériau dans la zone de déformation subit une déformation plastique importante, ce qui lui permet de se courber autour de l'axe central. Dans certains cas, de petites fissures peuvent apparaître sur la surface extérieure de la zone courbée.
La contrainte dans la zone de déformation, sauf à proximité de la couche centrale, se rapproche de la résistance à la traction du matériau, la partie supérieure de la couche neutre étant en compression et la partie inférieure en tension.
La figure 2 illustre la section transversale et la distribution des contraintes correspondante dans la zone de déformation.

- S: Épaisseur de la feuille
- l: Longueur de pliage de la tôle
Le moment de flexion dans la section de la zone de déformation est exprimé comme suit :

Le moment de flexion produit par la force de flexion dans la zone de déformation est illustré sur la figure 1.

Depuis M1=M2, nous en déduisons :

Lorsqu'on plie une tôle à l'aide d'un moule universel sur une cintreuse, comme illustré à la figure 3, la plupart des tôles sont pliées à 90°. Dans ce cas, K est défini comme :

En substituant K Dans l'équation (1), on obtient :

La résistance à la traction des matériaux ordinaires, σb, est d'environ 450 N/mm². Cette valeur peut être utilisée dans la formule (2) pour les calculs.

La formule obtenue pour calculer la force de flexion correspond aux informations fournies dans les brochures étrangères.

Les variables de cette formule comprennent :
- S: Épaisseur de la feuille
- rRayon intérieur lors de la flexion
- K: Largeur de la projection horizontale de la zone de déformation par flexion
À partir du processus de dérivation, il est essentiel de satisfaire deux conditions supplémentaires lors de l'utilisation des formules (2) ou (3) pour calculer la force de flexion : le rapport largeur/épaisseur (V/S) doit être égal à 9, et le rapport rayon/largeur doit être égal à 0,16.
Le non-respect de ces conditions peut entraîner des erreurs importantes dans les calculs.
Nouvelles méthodes et étapes de calcul des forces de flexion
Le calcul de la force de flexion peut devenir complexe lorsque deux exigences supplémentaires (rapport largeur/épaisseur) sont prises en compte. V/S=9 et le rapport rayon/largeur = 0,16) ne peuvent être atteints en raison de contraintes de conception ou de processus.
Dans de tels cas, il est conseillé de suivre les étapes suivantes :
- Calculer le rapport largeur/épaisseur et le rapport rayon/largeur :
Utilisez l'épaisseur de la feuille (S), rayon de courbure (r), et une largeur d'ouverture de matrice inférieure (V) pour déterminer ces ratios. - Déterminer la largeur de projection de la zone de déformation :
Tenez compte des effets de la déformation de la tôle lors du calcul de la largeur de projection de la zone de déformation. - Calculer la force de flexion à l'aide de la formule (1) :
Appliquez la formule (1) pour calculer la force de flexion, en intégrant les différences dans le rayon de courbure et la zone de déformation correspondante.
En suivant ces étapes, vous obtiendrez un résultat plus précis et plus fiable qu'avec les formules couramment utilisées. La figure 4 illustre ce processus par un exemple.

Exemple:
- épaisseur de la feuille (S) = 6 mm
- Longueur de la feuille (l) = 4 m
- Rayon de courbure (r) = 16 mm
- Largeur d'ouverture de la matrice inférieure (V) = 50 mm
- résistance à la traction du matériau (σb) = 450 N/mm²
Question : Comment calculer la force de flexion nécessaire pour le cintrage dans l'air ?
Voici les étapes :
- Calculer le rapport largeur/épaisseur et le rapport rayon/largeur :
Commencez par déterminer ces rapports en fonction de l'épaisseur de la tôle et des dimensions de l'ouverture inférieure de la matrice.

- Calculer la largeur projetée de la zone de déformation :
Évaluer la largeur projetée de la zone de déformation en tenant compte de la déformation de la tôle pendant le processus de pliage.

- Calculer la force de flexion à l'aide de la formule (1) :
Enfin, appliquez la formule (1) pour calculer la force de flexion requise.

Si l'on utilise la formule généralement recommandée pour calculer la force de flexion, on peut en déduire que :P1/P2 = 1,5

Cela indique que la différence entre P1 et P2 est 1,5 fois plus grand.
Cette différence s'explique par le fait que, dans cet exemple, le rayon de courbure est relativement important, ce qui entraîne une augmentation de la zone déformée et, par conséquent, une force de flexion requise plus élevée.
Dans ce cas, le rapport rayon/largeur est de 0,32, ce qui dépasse les critères mentionnés précédemment.
L'utilisation de la formule standard de calcul de la force de flexion n'est pas adaptée à ce cas. Cet exemple met en évidence les avantages de la nouvelle méthode de calcul.
De plus, un calculateur en ligne est disponible pour calculer la force de flexion à l'aide de cette nouvelle méthode.
Tableau de résistance à la traction
| Matériel | Résistance à la traction | ||
|---|---|---|---|
| Américain | européen | Chine | N/mm² |
| Aluminium 6061 | Alu50 | LD30 | 290 |
| Aluminium 5052 | Alu35 | LF2 | 303 |
| Acier doux 1010 | DC01 | 10/10F | 366 |
| A 536 -80 G 60-40-18 | GGG-40 | QT400-18 | 400 |
| Un 351 G CF 8 | GX 6CrNi 18 9 | Q235 | 450 |
| Un 572 G50 | S 355 MC | Q345 | 550 |
| Acier inoxydable 304 | Inox V2A | 0Cr18Ni9 | 586 |
| Acier inoxydable 316 | Inox V4A | 0Cr17Ni12Mo2 | 600 |
| 4140 Alliage faible | 42 CrMo 4 | 42CrMo | 1000 |
Formules de calcul de la force de flexion pour le frappage
Les formules de calcul des paramètres de frappe diffèrent de celles utilisées en cintrage à l'air :

- Largeur du V de la matrice :
V = épaisseur de la tôle × 5
- Rayon interne :
Le rayon interne est déterminé par la pointe du poinçon et doit être calculé à l'aide de la formule suivante :
Rayon = épaisseur de la tôle × 0,43
- Force requise pour le frappe :
La force nécessaire au frappement peut être calculée comme suit :
F (kN/m) = Épaisseur2 × 1,65 × Résistance à la traction (N/mm)2) × 4,5 / Largeur de la matrice en V
- Bord intérieur minimal :
La formule de calcul de l'arête interne minimale reste la même :
Bord interne minimal = V de la matrice × 0,67
Formules de calcul de la force de flexion pour un coude en Z

Certains outils nécessitent une force spécifique pour déformer la tôle et gérer le retour élastique afin d'obtenir le profil souhaité.
Prenons l'exemple des outils à pliage en encoche, qui créent deux pliages simultanément avec un faible écart entre le pliage et le contre-pliage. Puisque ces outils effectuent deux pliages à la fois, le retour élastique doit être totalement compensé par un procédé de frappe.
L'équation permettant de calculer la force nécessaire est :

Où:
- kN/m = force nécessaire par mètre
- Z = joggle en mm
- Nombre de coudes = 2 pour un coude en Z
Les outils de réglage en profondeur se composent généralement d'un porte-insert dans lequel les outils de réglage en profondeur sélectionnés sont fixés à l'aide de vis sans tête, en fonction du réglage et de l'angle souhaités.
Il est essentiel de consulter le fabricant avant tout achat, car ces systèmes sont conçus pour le pliage de tôles fines d'une épaisseur maximale de 2 mm. Cependant, l'épaisseur maximale réelle peut dépendre du type d'insert utilisé et être inférieure à 2 mm.

Conclusion
Les formules et les étapes fournies pour calculer la force de flexion s'appliquent non seulement au pliage angulaire des tôles, mais aussi au pliage en arc de cercle, qui est techniquement considéré comme un pliage angulaire avec un grand rayon de courbure.
Il est essentiel de rappeler que la réalisation d'une forme arquée nécessite la conception d'un moule spécifique. Lors de la projection de la zone de déformation, les calculs doivent se fonder sur les paramètres de procédé spécifiques définis lors de la fabrication, car ceux-ci ne peuvent être déterminés par une formule unique.
Par exemple, dans une usine de fabrication de tours en fer, nous avons réussi à cintrer un cylindre de 12 mm d'épaisseur, 800 mm de diamètre et 16 m de longueur à l'aide d'une presse plieuse de 28 000 kN et d'un moule circulaire. Les méthodes décrites dans cet article ont été utilisées pour calculer la force de pliage, ce qui a permis d'obtenir des résultats satisfaisants lors de la conception du moule pour la forme arquée.




