The E300 controller is produced by Estun Company(Nanking China), it's widely used in листогибочный пресс NC, Высокая эффективность и простота в эксплуатации. Ниже приведено содержание руководства по эксплуатации контроллера E300.
Предисловие
Цель
Данный документ содержит рекомендации для предприятий, осуществляющих деятельность в следующих областях: Контроллер E300. Согласно этому документу, вы можете узнать, как использовать контроллер E300 для программирования изделия.
Данный документ относится к:
- Инженер технической поддержки
- Инженер по монтажу и вводу в эксплуатацию
- Оператор
Структура данного документа состоит из трех глав и имеет следующую структуру.
| Глава | Содержание | Деталь |
|---|---|---|
| Глава 1 | Контур | В этой главе описываются особенности, внешний вид и электрические характеристики контроллера E300. |
| Глава 2 | Программирование | В этой главе описывается, как запрограммировать изделие с помощью контроллера E300. |
| Глава 3 | Основные операции | В этой главе описывается основной принцип работы контроллера E300. |
Конвенции
Условные обозначения
Символы, встречающиеся в этом документе, определены следующим образом.
 - Pictures 1")
Генеральные конвенции
| Соглашение | Описание |
|---|---|
| Таймс Нью Роман | Обычные абзацы набраны шрифтом Times New Roman. |
| Жирным шрифтом | Названия файлов, каталогов, папок и пользователей выделены жирным шрифтом. Например, для входа в систему используйте имя пользователя root. |
| Курьер Нью | На дисплее терминала отображается новый текст из газеты Courier. |
| Курсив | Названия книг выделены курсивом. |
Соглашения графического интерфейса пользователя
| Формат | Описание |
|---|---|
| Жирным шрифтом | Кнопки, меню, параметры, вкладки, окна и заголовки диалоговых окон выделены жирным шрифтом. Например, нажмите ОК. |
| XX>XX | Многоуровневые меню выделены жирным шрифтом и разделены символом “>”. Например, выберите Файл > Создать > Папка. Управление с помощью клавиатуры |
Управление с клавиатуры
| Формат | Описание |
|---|---|
| Ключ | Нажмите клавишу. Например, нажмите Enter, а затем Tab. |
| Ключ 1 + Ключ 2 | Нажимайте клавиши одновременно. Например, нажатие Ctrl+Alt+A означает одновременное нажатие всех трех клавиш. |
| Ключ 1, Ключ 2 | Нажимайте клавиши по очереди. Например, нажатие Alt, A означает, что обе клавиши следует нажимать по очереди. |
Chapter 1 - Outline
1.1 Введение
Он Контроллер E300 Это специализированное устройство с ЧПУ (числовым управлением) для гибочного станка, которое, благодаря многолетнему опыту компании ESTUN, представляет собой комплексное экономичное решение для гибочного станка с уникальной технологией управления приводом. Устройство имеет цельную конструкцию, встроенный высокопроизводительный процессор A8, 5,6-дюймовый полноцветный дисплей с разрешением 640 × 480 точек, а также интегрированные порты ввода-вывода, последовательные порты и USB-порт. Контроллер E300 Устройство предназначено для управления с помощью кнопок на передней панели. Одновременно с этим, в специально разработанном подвесном шкафу, в соответствии с требованиями пользователя, установлены переключатель насоса и кнопка аварийной остановки, как показано на рисунке 1-1.
 - Pictures 2")
1.2 Функции
Он Контроллер E300 Унаследовав классический режим работы ESTUN, благодаря простому и интуитивно понятному интерфейсу настройки параметров осуществляется управление гибочным станком. Удобный интерфейс, простота использования, практичные функции и следующие особенности:
- Поддерживаются 4 оси: ось X, ось Y, ось R и ось C.
- Автоматический расчет положения блока в соответствии с углом изгиба, материалом, толщиной и параметрами пресс-формы.
- Контроль заднего упора осуществляется с высокой точностью, поскольку сервосистемы управляют осями X и R.
- Для управления осью С опционально доступна гидравлическая или механическая система.
- Программирование в абсолютном значении или угле.
- Вы можете создавать резервные копии, восстанавливать, импортировать и экспортировать параметры для упрощения ввода оборудования в эксплуатацию.
- Редактируйте программу на одной странице для повышения эффективности работы.
- Время задержки (время удержания) и задержку отвода можно запрограммировать непосредственно в устройстве, а не с помощью реле времени.
- Можно избежать помех или столкновений кристаллов.
- Расстояние открытия можно регулировать для повышения эффективности работы.
- Автоматическая регулировка положения точки зажима.
- На странице «Монитор» вы можете в любое время просмотреть состояние входов, выходов, клапанов и неисправностей.
- Автоматическая корректировка нулевого положения оси R.
- Информация о материалах и штампах может быть запрограммирована.
- Для выполнения заданий доступны три режима работы (пошаговый, одиночный, непрерывный).
- Настройки языка и единиц измерения.
- Порты ввода-вывода могут быть выделены свободно, и устройство может их обнаружить, чтобы избежать повторного использования.
- Двустороннее и одностороннее позиционирование.
- Функция удаления засоров.
- Преподавание или поиск в качестве отправной точки.
- Ось, управляемая сервосистемой, может перемещаться вручную.
- Память в режиме реального времени сохраняет параметры, положения и программы, защищая их от непредвиденных аварий, таких как перебои в электроснабжении.
- Панель управления
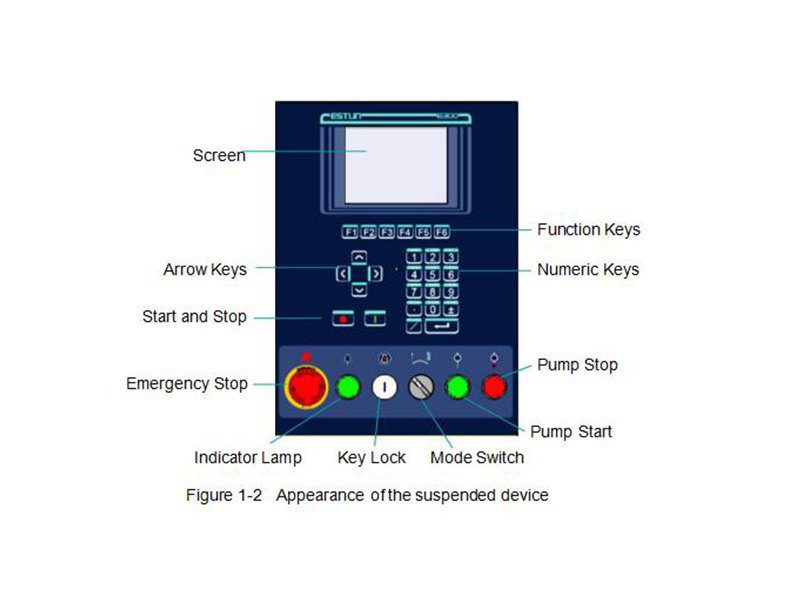
На рисунке 1-2 показан внешний вид подвесного устройства, включающего в себя множество элементов.
Таблица 1-1. Описание каждого элемента.
| Элемент | Описание |
|---|---|
| Экран | 5,6-дюймовый, 640 × 480-точечный, 18-битный полноцветный дисплей. |
| Функциональные клавиши | Функциональные клавиши, соответствующие параметрам, расположенным внизу каждой страницы. |
| Цифровые клавиши | Она состоит из клавиш CLEAR, NUMBERS, POINT, ± и ENTER. Они часто используются в программировании и настройках. |
| Клавиши со стрелками | Нажатие этих кнопок позволяет перемещать курсор. |
| Старт и остановка | Нажмите кнопку START после завершения программы, и каждая ось сможет выполнить позиционирование. Нажмите кнопку STOP, и станок остановится. |
| Переключатель режимов | Для переключения режима работы между одиночным и пошаговым режимами используйте этот переключатель. Для переключения в непрерывный режим работы переведите переключатель в положение «Одиночный» и установите параметр «Автоматический» в положение «Включено» на HMI. |
| Аварийная остановка | В случае аварийной остановки используйте контроллер аварийной остановки. |
| Замок с ключом | Ключевой замок, позволяющий включать и выключать устройство. |
| Индикаторная лампа | При включении устройства индикаторная лампа может загореться. |
| Запуск насоса | Нажатие этой кнопки включает масляный насос, указывая на готовность машины к работе. |
| Остановка насоса | Нажатие этой кнопки может отключить масляный насос, указывая на невозможность работы машины. Кроме того, этот сигнал может быть прерван при нажатии кнопки аварийной остановки. |
- Порты
Контроллер E300 имеет 6 типов портов для подключения внешних устройств. В таблицах 1-2 приведено их описание.
 - Изображения 5")
1.4 Технические характеристики электрооборудования
| Элемент | Напряжение | Номинальный ток | Начальный ток | |
|---|---|---|---|---|
| Источник питания | Минимум | 20 | 1.2 | / |
| Стандарт | 24 | 2 | / | |
| Максимум | 28.8 | 3 | 3 | |
| Единица | V | A | A |
| Элемент | Описание | |
|---|---|---|
| Входные данные | Входное напряжение | 24 В постоянного тока ± 10% |
| Входной ток | 5 мА | |
| Характеристики сигнала | Уровень H не превышает 30 В, уровень L не превышает 1,2 В. | |
| Эффективный уровень | Уровень H |
| Элемент | Описание | |
|---|---|---|
| Выходы | Структура вывода | Открытый коллекционер |
| Выходное напряжение | Не более 30 В постоянного тока | |
| Выходной ток | Не более 150 мА | |
| Характеристики сигнала | Уровень H не превышает 30 В, уровень L не превышает 1,0 В. | |
| Эффективный уровень | уровень L |
| Элемент | Описание | |
|---|---|---|
| Поддерживаемый тип | Дифференциал / Линейный привод | Дополнительно / Напряжение |
| напряжение питания | 5 В постоянного тока | 12 В постоянного тока |
| Ток питания | 500 мА | |
| Частота ответа | 500 кГц | |
| Фазы ввода | А, В, С, А, В, С | |
| Фазы вывода | А, А, В, В, С, С | А, В, С |
| Выходное напряжение | Уровень H не ниже 80%VCCL, уровень не выше 0,3 В | |
| Элемент | Описание | |||
|---|---|---|---|---|
| Коммуникация | Протокол | МОЖЕТ | RS485 | RS232 |
| Скорость передачи | 1 Мбит/с | 10 Мбит/с | 115,2 Кбит/с | |
| Сопротивление клеммы | Встроенный | Никто | ||
| ЭСД | 16 кВ HBM | 15 кВ HBM | ||
Chapter 2 - Programming
2.1 Структура страницы
Включите устройство и подождите некоторое время; на экране автоматически отобразится начальная страница (пошаговая инструкция), как показано на рисунке 2-1.
 - Изображения 5")
- Заголовочная строка
Эта область отображается на каждой странице, и слева направо последовательно отображаются название страницы, состояние системы и режим работы.
- Название страницы: отображается название текущей страницы, например, SingleStep, Multi, Program.
- Состояние системы: отображается текущее состояние системы. Существует шесть состояний системы, как показано в таблице 2-1.
Таблица 2-1. Описание состояния системы.
| Состояние системы | Описание |
|---|---|
| Не готов | При включении устройства система обнаруживает, что сигнал Pump выключен, и отображает это состояние системы. |
| Праздный |
|
| Бегать | |
| Тревога |
|
Режим работы: отображается текущий режим работы. Существует три режима работы, как показано в таблице 2-2.
 - Изображения 5")
- Параметры
В этой области отображается информация о параметрах. Каждой странице соответствуют определенные параметры; подробную информацию о параметрах см. в описании других разделов данного руководства.
- Информация
В этой области отображается информация о каждом параметре, включая значение для редактирования и диапазон. В правой части этой области отображается системное время.
- Панель навигации
В этой области отображалась каждая главная страница, на которую вы могли переключиться, в соответствии с Ф1 к Ф6 кнопки на панели управления.
В таблице 2-3 приведено описание каждой главной страницы.
Таблица 2-3. Описание каждой главной страницы.
| Ключ | Страница | Описание |
|---|---|---|
| Ф1 | Одинокий | Эта страница используется для установки параметров одношагового программирования. Одношаговое программирование обычно применяется для быстрой гибки. |
| Ф2 | Много | Эта страница используется для настройки параметров многошагового программирования. Многошаговое программирование обычно применяется для сложных операций гибки, состоящих из множества различных этапов. |
| Ф3 | Руководство | Сервооси, управляемые сервомотором, можно перемещать вручную с помощью клавиш со стрелками на этой странице. Вы можете выполнить эту операцию, не запуская устройство. |
| Ф4 | Умереть | На этой странице представлена информация о наборе и хранящихся штампах. |
| Ф5 | Программа | На этой странице представлена информация о наборе и сохраненных программах. |
| Ф6 | Постоянный | Наиболее часто используемые параметры отображаются на странице «Константы». |
2.2 Схема работы
 - Изображения 6")
2.4 Многоступенчатый
- Описание
На этой странице вы можете запрограммировать этапы гибки для различных настроек. Многоэтапное программирование обычно используется для сложных операций гибки, состоящих из множества различных этапов.
Нажмите клавишу F2, чтобы перейти на страницу многошагового режима, как показано на рисунке 2-4.
 - Изображения 7")
- Пример
В качестве примера для описания процесса программирования мы используем следующий алгоритм.
 - Изображения 8")
2.5 Ручной механизм
 - Изображение 9")
- Для выбора нужной оси сервопривода используйте клавиши со стрелками ВВЕРХ и ВНИЗ.
- Нажмите клавиши со стрелками ВЛЕВО и ВПРАВО, чтобы выбрать правильное направление движения.
2.6 Настройки матрицы
Для программирования процесса под заданным углом необходимо установить параметры матрицы.
Нажмите клавишу F4, чтобы перейти на страницу выбора кубика, как показано на рисунке 2-6.
 - Изображения 10")
- Для выбора нужного идентификатора кубика используйте клавиши со стрелками ВВЕРХ и ВНИЗ.
- Для выбора нужного параметра матрицы используйте клавиши со стрелками ВЛЕВО и ВПРАВО.
- Нажмите цифровые клавиши, чтобы ввести нужное значение.
Схема технических параметров штампа представлена на рисунке 2-7.
 - Изображения 11")
- H: Высота матрицы, используемая при расчете глубины изгиба.
- V: Длина V-образного отверстия, то есть расстояние между пересекающимися касательными линиями.
- α: Угол наклона матрицы.
- R: Радиус кромок V-образного отверстия.
- S: Безопасное расстояние, которое будет использоваться в случае установки оси R. Это необходимо для предотвращения столкновения пальца с матрицей. Указанное минимальное значение вычисляется автоматически на основе размеров матрицы следующим образом:
S = FS+V/2, где:
FS = плоская секция на обратной стороне V-образной канавки
V = начальное значение.
2.7 Коррекция изгиба
Для получения точного результата гибки необходимо ввести станок в эксплуатацию до начала фактической обработки.
Для этого можно запрограммировать процесс гибки на странице «Одношаговый режим» и запустить станок для выполнения одной операции.
Затем измерьте фактический угол изгиба, глубину изгиба и расстояние заднего упора.
Проверьте, соответствует ли результат изгиба вашим требованиям.
- Коррекция угла
Диапазон значений этого параметра составляет от -90 до 90.
Если фактическое положение оси не соответствует отображаемому значению, с помощью этого параметра можно скорректировать положение.
Например:
- Если запрограммированное и отображаемое значение равно 90, а фактическое значение положения оси равно 92, то следует установить коррекцию α равной -2.
- Если запрограммированное и отображаемое значение равно 90, а фактическое значение положения оси равно 88, то следует установить коррекцию α равной 2.
- Коррекция по оси Y
Диапазон значений этого параметра составляет от 99,999 до 99,999.
Если фактическое положение оси не соответствует отображаемому значению, с помощью этого параметра можно скорректировать положение.
Возможно, потребуется повторить настройку Corr. Y. Однако, исходя из опыта, можно запрограммировать процесс под заданным углом и измерить глубину в 1 градус как единичную длину. Затем запрограммировать процесс под заданной глубиной и установить Corr. Y в соответствии с единичной длиной. Повторять эту операцию до тех пор, пока результат изгиба не будет соответствовать вашим требованиям.
- Коррекция по оси X
Диапазон значений этого параметра составляет от 99,999 до 99,999.
Если фактическое положение оси не соответствует отображаемому значению, с помощью этого параметра можно скорректировать положение.
Настройка коррекции по оси X аналогична настройке коррекции по углу. Например:
- Если запрограммированное и отображаемое значение равно 100,00, а фактическое значение положения оси равно 102,05, то следует установить коррекцию по оси X на -2,05.
- Если запрограммированное и отображаемое значение равно 100,00, а фактическое значение положения оси равно 98,05, то следует установить коррекцию по оси X равной 1,95.
2.8 Управление программами
2.8.1 Создание программы
Нажмите клавишу F5, чтобы перейти на страницу программы, как показано на рисунке 2-8.
 - Изображения 12")
Наведите курсор на название программы и нажмите клавиши NUMBERS, чтобы ввести нужное имя. Способ ввода — 10 клавиш, то есть цифры и буквы на одной клавише можно менять местами, нажимая несколько раз. Например, если на одной клавише находятся 2, C и D, то при однократном нажатии отобразится 2; при двукратном быстром нажатии — C; при трехкратном быстром нажатии — D. Нажмите клавишу ENTER для подтверждения ввода, после чего программа сгенерирует Шаги, Катушку и Дату.
2.8.2 Редактирование программы
Наведите курсор на идентификатор программы, которую хотите отредактировать, и нажмите клавишу ENTER, чтобы перейти на страницу многошагового редактирования. Кроме того, после перехода на страницу многошагового редактирования выбранная программа будет загружена.
Подробную информацию о программе см. в разделе 2.4 «Многошаговая».
2.8.3 Удаление программы
Наведите курсор на идентификатор программы, которую хотите удалить, и нажмите клавишу CLEAR. На странице может отобразиться диалоговое окно с вопросом, следует ли удалить выбранный элемент. Нажмите OK, чтобы удалить выбранную программу.
2.9 Преподавание
Для получения значений положения осей сервопривода пользователю необходимо выполнить операцию обучения перед процессом гибки, что позволит определить текущее положение оси сервопривода.
Схема системы координат станка показана на рисунке 2-9. Вы можете использовать эту схему для завершения обучения методам измерения и настройки.
 - Изображения 13")
Введите пароль 1212 на странице Constant, чтобы перейти на страницу TechIn Para, как показано на рисунке 2-10.
 - Изображения 14")
Для выбора параметра используйте клавиши со стрелками ВВЕРХ и ВНИЗ, а затем введите для них желаемое значение.
- Учебный и зажимной пункт Y
Цель обучения оси Y — получение сравнительного значения положения точки зажима. При обучении оси Y необходимо заранее оценить значение положения оси Y. Например, если положение оси Y оценивается в 50 мм, то процедура выглядит следующим образом:
Шаг 2. Выберите параметр «Y Teaching» на странице «TechIn Para» и установите значение 50.
Шаг 3. Вернитесь на страницу «Пошаговое выполнение» и установите параметр «Угол» равным 180, остальные параметры можно задать произвольно.
Как правило, когда станок находится в режиме зажима, пуансон упирается в верхнюю часть листа, поэтому угол изгиба устанавливается на 180 градусов, чтобы обеспечить надежное зажимание листа.
Шаг 4. Запустите устройство и запишите положение по оси Y, отображаемое на устройстве, когда процесс находится в режиме ожидания.
Шаг 5. Снова откройте страницу параметров TechIn и заполните записанное значение в параметре «Точка зажима».
- X Преподавание
Для обучения оси X можно измерить фактическое положение оси X, то есть измерить линейное расстояние между центром V-образного отверстия матрицы и задним упором.
Хотя существует множество методов обучения оси X, их цель — обеспечить точность обработки. Рекомендуется, чтобы пользователь после приблизительного измерения расстояния один раз запустил станок, то есть запрограммировал простую одношаговую программу. Например, измерение расстояния по оси X составляет 100 мм, и процедура выглядит следующим образом:
Шаг 6. Выберите параметр X Teaching в TechIn Parapage и установите его значение равным 100.
Шаг 7. Вернитесь на страницу «Один шаг» и установите параметр «Ось X» равным 100, а остальные параметры можно задать произвольно.
В данном случае нет необходимости рассматривать погрешность, возникающую из-за работы самого станка.
Шаг 8. Запустите станок. После завершения этапа гибки измерьте и запишите полученный лист.
Шаг 9. Снова перейдите на страницу TechIn Para и заполните записанное значение в параметре X Teaching.
- Преподавание R
Для обучения оси R можно измерить и записать фактическое положение оси R напрямую, то есть измерить вертикальное расстояние между верхней частью матрицы и задним упором. Затем снова зайдите на страницу TechIn Para и введите записанное значение в параметр «Обучение оси R».
Chapter 3 - Basic Operation
3.1 Начало
- Как начать
Нажмите кнопку START для запуска станка после завершения программы на странице «Одношаговый» или «Многошаговый»; сервоось начнет позиционирование. Когда станок будет готов, можно приступать к производству. Однако на других страницах нажатие кнопки START недоступно.
- Начальное состояние
Когда устройство работает, его индикаторная лампа может гореть. Кроме того, в верхней части страницы отображается статус «РАБОТАЕТ».
3.2 Стоп
- Как остановить
Устройство можно остановить в 3 случаях.
- Остановка при возникновении неисправности: Если во время работы возникнет какая-либо неисправность, машина может автоматически остановиться.
- Обычно остановка происходит следующим образом:
- Ручная остановка: нажмите кнопку STOP, и работающая машина остановится.
- Подсчет завершен: в режиме подсчета «Уменьшение количества» при достижении нулевого уровня запасов работающий станок может автоматически остановиться.
- Аварийная остановка: нажмите и удерживайте кнопку «Аварийная остановка», чтобы отключить электропитание системы.
- Остановить состояние
Когда устройство остановлено, может загораться индикаторная лампа. Кроме того, в верхней части страницы отображается статус «Простой» или «Аварийный сигнал».
3.3 Сигнализация и сброс
- Информация о тревоге
Как показано на рисунке 3-1, это указывает на то, что во время работы произошла неисправность. Необходимо устранить ее для восстановления работоспособности машины.
 - Изображения 15")
- Как сбросить настройки
Следуйте инструкциям в разделе «Приложение D: Список аварийных сигналов», устраните неисправность в соответствии с сообщением об ошибке, затем наведите курсор на «Очистить» и нажмите клавишу ENTER, чтобы система попыталась выполнить сброс.
Однако, если неисправность не была устранена должным образом, сообщение об ошибке может появиться снова.
Наведите курсор на «Отмена» и нажмите клавишу ENTER; диалоговое окно AlarmInfo можно временно скрыть. Чтобы снова отобразить его, нажмите клавишу CLEAR, когда страница находится в режиме SingleStep или Multi-Step.
3.4 Монитор
На странице «Монитор состояния» можно просмотреть распределение портов, состояние клапанов и список неисправностей.
- Нажмите и удерживайте кнопку START в течение 3 секунд, когда устройство работает.
- Когда устройство не работает, нажмите и удерживайте кнопку STOP в течение 3 секунд.
- Состояние клапана
При переходе на страницу «Монитор состояния» вы увидите вкладку «Состояние клапана», как показано на рисунке 3-2.
 - Изображения 16")
На вкладке «Состояние клапана» можно просмотреть выходное состояние клапанов. Синий фон означает, что порт включен, а пустой фон — что порт выключен.
Текущее состояние клапана можно посмотреть в строке Curr.row, а в остальных строках отображается распределение в соответствующем процессе.
Например, вы назначили процессу «Пресс» значения YV1 и YV3. Когда станок находится в процессе «Пресс», значение Curr.Row отображается на значениях YV1 и YV3.
- состояние ввода/вывода
Нажмите клавишу со стрелкой ВПРАВО на вкладке «Состояние клапана», чтобы просмотреть таблицу состояния ввода-вывода, как показано на рисунке 3-3.
 - Изображения 17")
Зеленый фон указывает на то, что порт включен, а пустой фон — на то, что порт выключен.
- История тревог
На вкладке «Состояние ввода-вывода» нажмите клавишу со стрелкой ВПРАВО, чтобы просмотреть таблицу записей аварийных сигналов, как показано на рисунке 3-4.
 - Изображения 18")
- ID: нумерация списка аварийных сигналов, сортировка по дате аварийного сигнала в порядке убывания, т.е. ID 1 соответствует последнему сообщению об ошибке.
- Номер аварийного сигнала: для отображения кода неисправности. Подробную информацию об устранении неисправностей см. в разделе «Приложение D. Список аварийных сигналов».
- Причина срабатывания сигнализации: для отображения сводной информации о неисправности.
- Дата срабатывания сигнализации: указывает, когда произошла данная неисправность.
3.5 Константа
Наиболее часто используемые параметры отображаются на странице «Константы», как показано на рисунке 3-5.
 - Изображения 19")
Таблица 3-1. Описание параметров на странице «Константа».
 - 20 изображений")
Приложение А. Глоссарий
Приложение B. Перечень параметров.
- Постоянный
- Умереть
Приложение C. Диаграммы синхронизации.
Как показано на рисунках C-1 и C-2, вы можете увидеть две диаграммы синхронизации, на которых в качестве примеров представлен один обычный этап гибки, иллюстрирующий рабочее состояние каждого компонента.
 - Изображения 24")
 - Изображения 25")
 - Изображения 26")
Приложение D Список тревожных сигналов
 - Изображения 27")
 - Изображения 28")
 - Изображение 29")
 - 30 изображений")
 - Изображение 31")
 - Изображения 32")
 - Изображения 33")
Чтобы узнать больше о наших продуктах, посетите наш сайт и подпишитесь на нашу рассылку. YouTube-канал




