The E300 controller is produced by Estun Company(Nanking China), it's widely used in Presse plieuse à commande numérique, Fonctionnement très efficace et simple. Voici le contenu du manuel d'utilisation du contrôleur E300.
Préface
But
Ce document fournit des lignes directrices pour les industries exploitant des activités avec le Contrôleur E300. Ce document vous explique comment utiliser le contrôleur E300 pour programmer le produit.
Ce document s'applique à :
- Ingénieur de support technique
- Ingénieur d'installation et de mise en service
- Opérateur
Organisation Ce document se compose de trois chapitres et est organisé comme suit.
| Chapitre | Contenu | Détail |
|---|---|---|
| Chapitre 1 | Contour | Ce chapitre décrit les caractéristiques, l'apparence et les spécifications électriques du contrôleur E300. |
| Chapitre 2 | Programmation | Ce chapitre explique à l'utilisateur comment programmer le produit à l'aide du contrôleur E300. |
| Chapitre 3 | Fonctionnement de base | Ce chapitre décrit le fonctionnement de base du contrôleur E300. |
Conventions
Conventions symboliques
Les symboles susceptibles de figurer dans ce document sont définis comme suit.
 - Pictures 1")
Conventions générales
| Convention | Description |
|---|---|
| Times New Roman | Les paragraphes normaux sont en Times New Roman. |
| Caractères gras | Les noms des fichiers, répertoires, dossiers et utilisateurs sont en gras. Par exemple, connectez-vous en tant qu'utilisateur root. |
| Courrier New | L'écran du terminal est en format Courier New. |
| Italique | Les titres des livres sont en italique. |
Conventions d'interface graphique
| Format | Description |
|---|---|
| Caractères gras | Les boutons, menus, paramètres, onglets, fenêtres et titres de boîtes de dialogue sont en gras. Par exemple, cliquez sur OK. |
| XX>XX | Les menus à plusieurs niveaux sont en gras et séparés par le signe “ > ”. Par exemple, choisissez Fichier > Créer > Dossier. Utilisation du clavier |
Fonctionnement du clavier
| Format | Description |
|---|---|
| Clé | Appuyez sur la touche. Par exemple, appuyez sur Entrée puis sur Tab. |
| Clé 1 + Clé 2 | Appuyez simultanément sur les touches. Par exemple, appuyer sur Ctrl+Alt+A signifie que les trois touches doivent être enfoncées simultanément. |
| Clé 1, Clé 2 | Appuyez sur les touches l'une après l'autre. Par exemple, appuyer sur Alt, A signifie que les deux touches doivent être enfoncées successivement. |
Chapter 1 - Outline
1.1 Introduction
Le Contrôleur E300 Il s'agit d'une commande numérique (CN) dédiée aux cintreuses à torsion, qui combine l'expertise d'ESTUN acquise au fil de nombreuses années et offre une solution économique complète pour les cintreuses à torsion grâce à une technologie de commande d'entraînement unique. Elle adopte une structure monobloc, intègre un processeur A8 haute performance et dispose d'un écran couleur matriciel 5,6 pouces (640 × 480 pixels) de 18 pouces, ainsi que de ports d'E/S, de ports série et d'un port USB intégrés. Contrôleur E300 L'appareil est conçu pour être commandé par les boutons situés sur le panneau avant. Parallèlement, l'interrupteur de la pompe et le bouton d'arrêt d'urgence sont installés dans l'armoire suspendue personnalisée afin de répondre aux exigences de l'utilisateur, comme illustré à la figure 1-1.
 - Pictures 2")
1.2 Fonctionnalités
Le Contrôleur E300 Héritier du mode de fonctionnement classique d'ESTUN, il propose une interface de configuration des paramètres simple et intuitive pour piloter la machine de pliage. Son interface conviviale, sa facilité d'utilisation et ses fonctionnalités pratiques lui confèrent les caractéristiques suivantes :
- Quatre axes sont pris en charge, à savoir l'axe X, l'axe Y, l'axe R et l'axe C.
- Calcul automatique de la position du bloc, en fonction de l'angle de pliage, du matériau, de l'épaisseur et des paramètres du moule.
- La butée arrière peut être contrôlée avec une grande précision puisque les systèmes servo contrôlent les axes X et R.
- Commande hydraulique ou mécanique en option pour l'axe C.
- Programmer en valeur absolue ou en angle.
- Vous pouvez sauvegarder, restaurer, importer et exporter les paramètres pour faciliter la mise en service de la machine.
- Modifiez le programme sur une seule page pour améliorer son efficacité opérationnelle.
- Vous pouvez programmer le temps de maintien et le délai de rétraction directement sur l'appareil, au lieu du relais temporisé.
- Les interférences ou collisions des dés peuvent être évitées.
- La distance d'ouverture est réglable, afin d'améliorer l'efficacité opérationnelle.
- Réglage automatique de la position du point de serrage.
- Vous pouvez consulter à tout moment l'état des entrées, des sorties, des vannes et des défauts sur la page de surveillance.
- Ajustement automatique de la position zéro de l'axe R.
- Les informations relatives aux matériaux et aux matrices sont programmables.
- Trois modes de fonctionnement (Jog, Single, Continuous) pour les tâches.
- Paramètres de langue et d'unité.
- Les ports d'E/S peuvent être alloués librement, et l'appareil peut les détecter pour éviter les répétitions.
- Positionnement bilatéral et positionnement unilatéral.
- Fonction d'élimination des limaces.
- Enseigner ou rechercher le point de référence.
- L'axe, commandé par un système servo, peut être déplacé manuellement.
- Sauvegarde en temps réel des paramètres, positions et programmes en cas d'incidents imprévus tels qu'une coupure de courant.
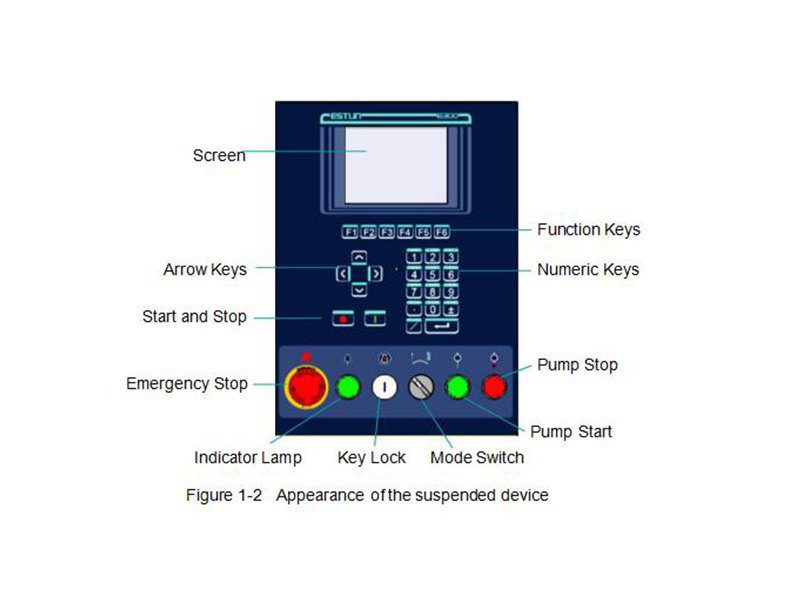
- Panneau de contrôle
La figure 1-2 représente l'apparence du dispositif suspendu, et elle comprend de nombreux éléments.
Tableau 1-1 Description de chaque élément
| Élément | Description |
|---|---|
| Écran | Écran couleur 18 bits, matrice de points 640 × 480, 5,6 pouces. |
| Touches de fonction | Touches de fonction, correspondant aux options situées en bas de chaque page. |
| Touches numériques | Il comprend les touches CLEAR, NUMBERS, POINT, ± et ENTER. Elles sont fréquemment utilisées en programmation et en paramétrage. |
| Touches fléchées | Appuyer sur ces boutons permet de déplacer le curseur. |
| Démarrer et arrêter | Appuyez sur la touche DÉMARRER une fois votre programme terminé ; chaque axe effectuera alors son positionnement. Appuyez sur la touche ARRÊT pour arrêter la machine. |
| Commutateur de mode | Actionnez ce commutateur pour basculer le mode de fonctionnement entre Single et Jog. Pour passer en mode Continu, basculez le commutateur sur Single et activez le paramètre Automatic sur l'IHM. |
| Arrêt d'urgence | En cas d'arrêt d'urgence, utilisez la commande d'arrêt d'urgence. |
| Serrure à clé | Une serrure à clé, qui permet d'allumer ou d'éteindre l'appareil. |
| Voyant indicateur | Lorsque l'appareil est sous tension, le voyant lumineux peut s'allumer. |
| Démarrage de la pompe | Appuyer sur ce bouton permet de mettre en marche la pompe à huile, indiquant que la machine est prête. |
| Arrêt de la pompe | Appuyer sur ce bouton permet de couper la pompe à huile, indiquant ainsi que la machine est immobilisée. Ce signal est également interrompu lorsque le bouton d'arrêt d'urgence est enfoncé. |
- Ports
Le contrôleur E300 comporte 6 types de ports permettant de connecter des périphériques externes. Le tableau 1-2 en donne la description.
 - Images 5")
1.4 Spécifications électriques
| Article | Tension | Courant nominal | Courant de démarrage | |
|---|---|---|---|---|
| Alimentation | Minimum | 20 | 1.2 | / |
| Standard | 24 | 2 | / | |
| Maximum | 28.8 | 3 | 3 | |
| Unité | V | A | A |
| Article | Description | |
|---|---|---|
| Entrées | Tension d'entrée | 24 VCC ±101 TP3T |
| Courant d'entrée | 5 mA | |
| Caractéristique du signal | Le niveau H ne dépasse pas 30 V, le niveau L ne dépasse pas 1,2 V. | |
| Niveau effectif | Niveau H |
| Article | Description | |
|---|---|---|
| Sorties | structure de sortie | Collectionneur ouvert |
| Tension de sortie | Pas plus de 30 V CC | |
| Courant de sortie | Pas plus de 150 mA | |
| Caractéristique du signal | Le niveau H ne dépasse pas 30 V, le niveau L ne dépasse pas 1,0 V. | |
| Niveau effectif | Niveau L |
| Article | Description | |
|---|---|---|
| Type pris en charge | Moteur différentiel / de ligne | Complémentairement / Tension |
| Tension d'alimentation | 5 V CC | 12 V CC |
| Courant d'alimentation | 500 mA | |
| Fréquence de réponse | 500 kHz | |
| Phases d'entrée | A, B, C, A, B, C | |
| Phases de sortie | A, A, B, B, C, C | A, B, C |
| Tension de sortie | Le niveau H n'est pas inférieur à 80%VCCL et le niveau CCL n'est pas supérieur à 0,3 V. | |
| Article | Description | |||
|---|---|---|---|---|
| Communication | Protocole | PEUT | RS485 | RS232 |
| Débit de transmission | 1 Mbps | 10 Mbps | 115,2 kbit/s | |
| Résistance terminale | Intégré | Aucun | ||
| ESD | HBM 16 kV | HBM 15 kV | ||
Chapter 2 - Programming
2.1 Structure de la page
Mettez l'appareil sous tension et attendez un moment, l'écran peut afficher automatiquement la page initiale (Single-Step), comme indiqué dans la figure 2-1.
 - Images 5")
- Barre de titre
Cette zone est affichée sur chaque page et, de gauche à droite, on trouve successivement le nom de la page, l'état du système et le mode de fonctionnement.
- Nom de la page : affiche le nom de la page actuelle, par exemple SingleStep, Multi, Program.
- État du système : affiche l’état actuel du système. Il existe six états du système, comme indiqué dans le tableau 2-1.
Tableau 2-1 Description de l'état du système
| État du système | Description |
|---|---|
| Pas prêt | Lors de la mise sous tension de l'appareil, le système détecte que la pompe est désactivée et cet état du système s'affiche. |
| Inactif |
|
| Courir | |
| Alarme |
|
Mode de fonctionnement : affiche le mode de fonctionnement actuel. Il existe trois modes de fonctionnement, comme indiqué dans le tableau 2-2.
 - Images 5")
- Paramètres
Cette zone affiche les informations relatives aux paramètres. Chaque page possède ses propres paramètres ; pour plus de détails, veuillez consulter la description des autres sections de ce manuel.
- Information
Cette zone affiche les informations de chaque paramètre, notamment la valeur et la plage de modification. L'heure système s'affiche à droite.
- Barre de navigation
Cette zone affichait chaque page principale sur laquelle vous pouvez basculer, correspondant à la F1 à F6 touches sur le panneau de commande.
Le tableau 2-3 répertorie les descriptions de chaque page principale.
Tableau 2-3 Descriptions de chaque page principale
| Clé | Page | Description |
|---|---|---|
| F1 | Célibataire | Cette page permet de paramétrer la programmation pas à pas. La programmation pas à pas est couramment utilisée pour le pliage rapide. |
| F2 | Multi | Cette page permet de paramétrer la programmation multi-étapes. Ce type de programmation est couramment utilisé pour les opérations de pliage complexes, qui comportent de nombreuses étapes de pliage différentes. |
| F3 | Manuel | Les axes servo, commandés par un servomoteur, peuvent être déplacés manuellement à l'aide des flèches directionnelles de cette page. Cette opération peut être effectuée sans mettre l'appareil en marche. |
| F4 | Mourir | Cette page répertorie les informations relatives au jeu de matrices et aux matrices stockées. |
| F5 | Programme | Cette page répertorie les informations relatives aux programmes installés et enregistrés. |
| F6 | Constante | Les paramètres les plus fréquemment utilisés sont affichés sur la page Constante. |
2.2 Déroulement des opérations
 - Images 6")
2.4 Étapes multiples
- Description
Vous pouvez programmer les étapes de pliage pour les différents réglages sur cette page. La programmation multi-étapes est couramment utilisée pour les pliages complexes, qui comportent de nombreuses étapes de pliage différentes.
Appuyez sur la touche F2 pour accéder à la page Multi-étapes, comme indiqué dans la figure 2-4.
 - Images 7")
- Exemple
Nous prenons le processus suivant comme exemple pour décrire la programmation.
 - Images 8")
2.5 Mouvement manuel
 - Images 9")
- Appuyez sur les touches fléchées HAUT et BAS pour sélectionner l'axe servo souhaité.
- Appuyez sur les touches fléchées GAUCHE et DROITE pour sélectionner la direction de déplacement appropriée.
2.6 Paramètres de la puce
Pour programmer le processus selon l'angle donné, il est nécessaire de paramétrer la matrice.
Appuyez sur la touche F4 pour entrer dans la page Die, comme indiqué dans la figure 2-6.
 - 10 images")
- Appuyez sur les touches fléchées HAUT et BAS pour sélectionner l'ID de matrice souhaité.
- Appuyez sur les touches fléchées GAUCHE et DROITE pour sélectionner le paramètre souhaité de la matrice.
- Appuyez sur les touches numériques pour saisir la valeur appropriée.
Le diagramme des paramètres techniques de la matrice est présenté dans la figure 2-7.
 - Images 11")
- H : La hauteur de la matrice, utilisée dans le calcul de la profondeur de pliage.
- V : La longueur de l'ouverture en V, c'est-à-dire la distance entre les lignes qui se touchent et se croisent.
- α : L'angle du dé.
- R : Le rayon des bords de l'ouverture en V.
- S : Distance de sécurité, utilisée en cas de montage d'un axe R. Ceci afin d'éviter toute collision entre le doigt et la matrice. La valeur minimale indiquée est calculée automatiquement à partir des dimensions de la matrice, comme suit :
S = FS+V/2, dans lequel :
FS = section plate à l'arrière de la rainure en V
V = valeur d'ouverture.
2.7 Correction de courbure
Il est nécessaire de mettre en service la machine avant le traitement proprement dit, afin d'obtenir un résultat de pliage précis.
Pour ce faire, vous pouvez programmer un processus de pliage sur la page « Étape unique », puis faire fonctionner la machine pour effectuer une opération.
Ensuite, mesurez l'angle de pliage réel, la profondeur de pliage et la distance de la butée arrière.
Vérifiez si le résultat du pliage correspond à vos exigences.
- Correction d'angle
La plage de valeurs de ce paramètre est de -90 à 90.
Lorsque la position réelle de l'axe ne correspond pas à la valeur affichée, il est possible de corriger la position grâce à ce paramètre.
Par exemple:
- Lorsque la valeur programmée et affichée est de 90, alors que la valeur réelle de la position de l'axe est de 92, vous devez régler Corr. α sur -2.
- Lorsque la valeur programmée et affichée est de 90, tandis que la valeur réelle de la position de l'axe est de 88, vous devez régler Corr. α sur 2.
- Correction de l'axe Y
La plage de ce paramètre est de -99,999 à 99,999.
Lorsque la position réelle de l'axe ne correspond pas à la valeur affichée, il est possible de corriger la position grâce à ce paramètre.
Il peut être nécessaire de répéter l'opération pour définir Corr. Y. Cependant, l'expérience nous permet d'apprendre en programmant le processus selon l'angle donné et en mesurant la profondeur par incréments de 1 degré. Ensuite, programmez le processus selon la profondeur donnée et définissez Corr. Y en fonction de ces incréments. Répétez cette opération jusqu'à ce que le résultat du pliage corresponde à vos attentes.
- Correction de l'axe X
La plage de ce paramètre est de -99,999 à 99,999.
Lorsque la position réelle de l'axe ne correspond pas à la valeur affichée, il est possible de corriger la position grâce à ce paramètre.
Le réglage de la correction de l'axe X est identique à celui de la correction angulaire. Par exemple :
- Lorsque la valeur programmée et affichée est de 100,00, tandis que la valeur réelle de la position de l'axe est de 102,05, vous devez régler Corr. X sur -2,05.
- Lorsque la valeur programmée et affichée est de 100,00, tandis que la valeur réelle de la position de l'axe est de 98,05, vous devez régler Corr. X sur 1,95.
2.8 Gestion de programme
2.8.1 Créer un programme
Appuyez sur la touche F5 pour accéder à la page Programme, comme indiqué dans la figure 2-8.
 - Images 12")
Placez le curseur sur le nom du programme et appuyez sur les touches numériques pour saisir le nom souhaité. La saisie se fait par touches numériques : les chiffres et les lettres associés à une même touche peuvent être intervertis en appuyant plusieurs fois. Par exemple, si les lettres 2, C et D sont sur la même touche, appuyez une fois pour afficher 2, deux fois rapidement pour afficher C et trois fois rapidement pour afficher D. Appuyez sur la touche Entrée pour valider votre saisie. Le logiciel générera alors le nombre de pas, le dé et la date.
2.8.2 Modifier le programme
Placez le curseur sur l'identifiant du programme que vous souhaitez modifier, puis appuyez sur la touche Entrée pour accéder à la page de modification en plusieurs étapes. Le programme sélectionné sera alors chargé.
Pour plus de détails sur le programme, voir la section 2.4 Multi-étape.
2.8.3 Supprimer un programme
Placez le curseur sur l'identifiant du programme à supprimer, puis appuyez sur la touche EFFACER. Une boîte de dialogue peut s'afficher pour vous demander confirmation. Appuyez sur OK pour supprimer le programme sélectionné.
2.9 Enseignement
Afin d'obtenir les valeurs de position des axes servo, l'utilisateur doit effectuer une opération d'apprentissage avant le processus de pliage, ce qui permet d'indiquer la position actuelle de l'axe servo.
Le schéma du système de coordonnées de la machine est présenté sur la figure 2-9. Vous pouvez vous référer à ce schéma pour compléter la valeur pédagogique de la mesure et du réglage.
 - Images 13")
Saisissez le mot de passe 1212 dans la page Constante pour accéder à la page TechIn Para, comme indiqué dans la figure 2-10.
 - Images 14")
Appuyez sur les touches fléchées HAUT et BAS pour sélectionner un paramètre, puis saisissez la valeur souhaitée.
- Point d'enseignement et de serrage Y
L'objectif de l'enseignement de l'axe Y est d'obtenir la valeur de position comparative du point de serrage. Lors de l'enseignement de l'axe Y, il est nécessaire d'estimer au préalable la valeur de sa position. Par exemple, si la position de l'axe Y est estimée à 50 mm, la procédure est la suivante :
Étape 2 Sélectionnez le paramètre Y Enseignement dans la page TechIn Para et définissez-le sur 50.
Étape 3 Retournez à la page Étape unique et définissez le paramètre Angle sur 180 ; les autres paramètres peuvent être définis arbitrairement.
En général, lorsque la machine est en mode de serrage, le poinçon s'arrête juste contre le dessus de la tôle, l'angle de pliage est donc réglé à 180°, afin de garantir le serrage de la tôle.
Étape 4 : Mettez l'appareil en marche et notez la position de l'axe Y affichée sur l'appareil lorsque le processus est en pause.
Étape 5 : Entrez à nouveau dans la page TechIn Parapage et renseignez la valeur enregistrée dans le paramètre Point de serrage.
- X Enseignement
Pour enseigner l'axe X, vous pouvez mesurer la position réelle de l'axe X, c'est-à-dire mesurer la distance linéaire entre le centre de l'ouverture en V de la matrice et la butée arrière.
Bien qu'il existe de nombreuses méthodes pour programmer l'axe X, leur objectif est de garantir la précision d'usinage. Il est recommandé à l'utilisateur de faire fonctionner la machine une première fois après avoir mesuré approximativement la distance, c'est-à-dire de programmer un programme simple en une seule étape. Par exemple, pour mesurer une distance de 100 mm sur l'axe X, la procédure est la suivante :
Étape 6 Sélectionnez le paramètre X Enseignement dans TechIn Parapage et définissez-le sur 100.
Étape 7 Retournez à la page Étape unique et définissez le paramètre Axe X sur 100 ; les autres paramètres peuvent être définis arbitrairement.
Ici, il n'est pas nécessaire de tenir compte de l'erreur provenant de la machine elle-même.
Étape 8 : Mettez la machine en marche. Une fois le pliage terminé, mesurez et notez les dimensions de la feuille travaillée.
Étape 9 Accédez à nouveau à la page TechIn Para et saisissez la valeur enregistrée dans le paramètre X Enseignement.
- Enseignement R
Pour paramétrer l'axe R, vous pouvez mesurer et enregistrer directement sa position réelle, c'est-à-dire mesurer la distance verticale entre le haut de la matrice et la butée arrière. Ensuite, retournez sur la page TechIn Para et saisissez la valeur enregistrée dans le champ « Paramètre R ».
Chapter 3 - Basic Operation
3.1 Démarrage
- Comment commencer
Appuyez sur la touche DÉMARRER pour démarrer la machine une fois le programme terminé sur la page « Étape unique » ou « Étapes multiples ». L'axe servo-commandé commencera alors à se positionner. Lorsque la machine est prête, la production peut commencer. Il est cependant impossible d'appuyer sur la touche DÉMARRER sur les autres pages.
- État initial
Lorsque l'appareil est en marche, son voyant peut s'allumer. De plus, l'état « RUN » s'affiche en haut de la page.
3.2 Arrêt
- Comment arrêter
Il existe 3 cas de figure pour arrêter l'appareil.
- Arrêt en cas de panne : Si une panne survient pendant le fonctionnement, la machine peut s'arrêter automatiquement.
- Normalement, arrêtez : cela inclut également le cas suivant :
- Arrêt manuel : appuyez sur la touche STOP pour arrêter la machine en marche.
- Le comptage est terminé : en mode comptage descendant, lorsque le stock atteint 0, la machine en fonctionnement s’arrête automatiquement.
- Arrêt d'urgence : appuyez sur le bouton ARRÊT D'URGENCE pour couper l'alimentation électrique du système.
- État d'arrêt
Lorsque l'appareil est arrêté, son voyant peut s'allumer. De plus, l'état (Veille ou Alarme) s'affiche en haut de la page.
3.3 Alarme et réinitialisation
- Informations d'alarme
Comme le montre la figure 3-1, une panne est survenue pendant le fonctionnement. Il est nécessaire de la résoudre pour remettre la machine en marche.
 - 15 images")
- Comment réinitialiser
Suivez les instructions de la section Annexe D Liste des alarmes, résolvez le problème en fonction du message d'erreur, puis déplacez le curseur sur Effacer et appuyez sur la touche ENTRÉE pour que le système puisse tenter de se réinitialiser.
Toutefois, le message d'erreur peut s'afficher à nouveau si le problème n'a pas été correctement résolu.
Déplacez le curseur sur Annuler et appuyez sur la touche Entrée ; la boîte de dialogue AlarmInfo peut être masquée temporairement. Pour l’afficher à nouveau, appuyez sur la touche Effacer lorsque la page est sur Étape unique ou Étapes multiples.
Moniteur 3.4
Vous pouvez consulter la répartition des ports, l'état des vannes et la liste des défauts sur la page de surveillance de l'état.
- Maintenez la touche START enfoncée pendant 3 secondes lorsque la machine est en marche.
- Maintenez la touche STOP enfoncée pendant 3 secondes lorsque la machine n'est pas en marche.
- État de la vanne
Lorsque vous accédez à la page de surveillance de l'état, vous pouvez consulter l'onglet État de la vanne, comme illustré dans la figure 3-2.
 - 16 images")
L'onglet « État des vannes » vous permet de visualiser l'état de sortie des vannes. Un fond bleu indique que le port est activé, tandis qu'un fond blanc indique qu'il est désactivé.
Vous pouvez consulter l'état actuel de la vanne sur Curr.row, et les autres lignes indiquent l'affectation dans le processus correspondant.
Par exemple, vous avez attribué le processus Presse aux variables YV1 et YV3 ; lorsque la machine est en mode Presse, la ligne Curr.Row s'affiche sur YV1 et YV3.
- État d'E/S
Appuyez sur la touche flèche DROITE sur l'onglet État de la vanne, vous pouvez afficher le tableau d'état des E/S, comme indiqué dans la figure 3-3.
 - 17 images")
Un fond vert indique que le port est activé, tandis qu'un fond blanc indique que le port est désactivé.
- Historique des alarmes
Appuyez sur la touche flèche DROITE dans l'onglet État des E/S pour afficher le tableau d'enregistrement des alarmes, comme illustré dans la figure 3-4.
 - 18 images")
- ID : numérotation de la liste des alarmes, tri décroissant par date d’alarme, c’est-à-dire que l’ID 1 correspond au message de défaut le plus récent.
- Numéro d'alarme : indique le code du défaut. Pour plus de détails sur la résolution des défauts, consultez l'annexe D, Liste des alarmes.
- Motif de l'alarme : afficher un résumé de l'historique du défaut.
- Date de l'alarme : indique la date à laquelle ce défaut s'est produit.
3,5 Constante
Les paramètres couramment utilisés sont affichés sur la page Constante, comme indiqué dans la figure 3-5.
 - Images 19")
Tableau 3-1 Description des paramètres de la page Constante
 - 20 images")
Annexe A Glossaire
Annexe B Listes des paramètres
- Constante
- Mourir
Annexe C Diagrammes de synchronisation
Comme le montrent les figures C-1 et C-2, vous pouvez visualiser deux chronogrammes, qui prennent une étape de pliage ordinaire comme exemples pour représenter l'état de fonctionnement de chaque composant.
 - 24 images")
 - 25 images")
 - 26 images")
Annexe D Liste des alarmes
 - 27 images")
 - 28 images")
 - Images 29")
 - 30 images")
 - 31 images")
 - 32 images")
 - 33 images")
Pour en savoir plus sur nos produits, veuillez visiter et vous abonner à notre newsletter. chaîne YouTube




