Изучите лучшие продукты и основные технологические процессы для листогибочных прессов.
Листогибочный пресс, Гибкий способ обработки листового металла, позволяющий гибко сгибать различные формы до желаемой формы всего несколькими разрезами. Среди множества изделий, демонстрирующих глубокие знания в области гибки, мы выбрали три лучших образца для представления. Первый — это трехмерный станок для гибки проволоки серии HAX, выпущенный компанией RK Trading Company, модель HAX-20, уникальность которого заключается в возможности быстро скручивать стальную проволоку в различные сложные формы, демонстрируя превосходные результаты гибки.
Next, let's take a look at the MB8-110T3200 DA53T 4+1 Axis листогибочный пресс с ЧПУ Компания KRRASS выпустила самый быстрый листогибочный пресс для нержавеющей стали. Этот станок умело подает плоскую плиту и эффективно ее гнет. Он отличается чрезвычайно высокой скоростью, точным позиционированием и впечатляющим ритмичным звуком, который издает во время работы.
Next, we turn to Salvagnini's press brake. Although this high-end equipment performs well in small-batch production, it is difficult to cope with large-scale processing needs, so its application field is relatively limited. The level of technology shown in the video is amazing. "Bending workers will be silent when they see it, and sheet metal masters will cry when they see it."
Ключевые моменты, касающиеся процесса гибки на станке с ЧПУ: Основные параметры листогибочного пресса включают давление и длину рабочего стола.
1. Основные типы гибочных ножей

2. Применение прямых ножей при гибке.
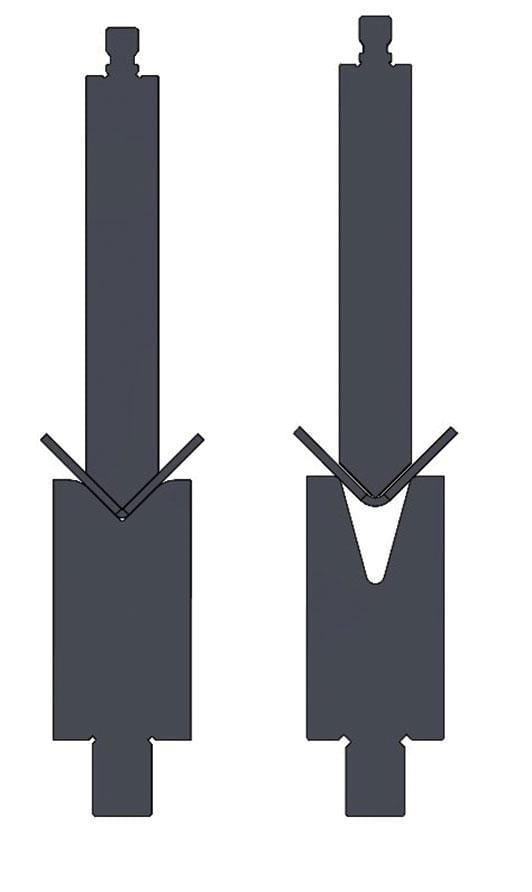
Прямые ножи обычно подходят для ситуаций, когда требуется только один изгиб и нет необходимости учитывать предотвращение его повреждения, как показано на рисунке:


На рисунке 3 показана очевидная ситуация с помехами, при которой операция гибки сталкивается с трудностями. Для решения этой проблемы необходимо рассмотреть возможность использования других типов гибочных ножей. В ситуации, показанной в левой части рисунка 3, в соответствии с реальными условиями можно отдать приоритет использованию небольшого изогнутого ножа для предотвращения обработки с помехами, что позволит эффективно решить проблему помех, как показано на рисунке 4.

В ситуации, показанной на правой стороне рисунка 3, целесообразнее использовать острый нож. Однако следует отметить, что из-за заостренной конструкции головки прочность острого ножа относительно невелика, поэтому он не подходит для гибки толстых пластин. Как правило, для пластин толщиной более 1,5 мм использование острого ножа следует избегать. В таких случаях необходимо внести корректировки в технологическую схему, например, разместить процесс заклепки гайкой после процесса гибки для обеспечения бесперебойной работы.

Иногда, даже если небольшой мачете не позволяет избежать опасной ситуации, нам все равно приходится использовать мачете большего размера. Эту ситуацию можно понять, обратившись к рисунку 6:

Но иногда возникают ситуации, когда даже большой мачете не может избежать попадания в нужное положение, и требуются дополнительные технологические меры. Сначала на линии сгиба делается предварительный оттиск (как показано на рисунке 7). Цель этого — обеспечить возможность сгибания под определенным углом в последующем процессе гибки, чтобы избежать столкновения с инструментом. Затем кромка прижимается под углом 90 градусов (как показано на рисунке 8). Обычно этот процесс штамповки подходит для операций гибки, которые невозможно выполнить за один раз. Таким образом, при выполнении второго сгиба линия сгиба может быть сформирована более точно вдоль первоначальной метки сгиба, избегая проблем отклонения, вызванных вторым сгибом, или неправильного контроля угла сгиба.

В процессе гибки на линии гибки предварительно наносится метка. Эта операция предназначена для обеспечения заданного угла для последующей гибки, что позволяет эффективно избежать столкновения инструментов. Это важный шаг для обеспечения плавного протекания операции гибки и повышения точности гибки.

В процессе проектирования необходимо в полной мере учитывать преимущества и недостатки процесса гибки. Хотя в некоторых случаях другие процессы могут соответствовать требованиям, прямая гибка обычно работает лучше и позволяет более точно контролировать размеры и углы. Кроме того, гибочный станок подходит не только для гибки заготовок, но и для прессования мертвых кромок. При планировании процесса необходимо тщательно взвесить различные факторы, чтобы обеспечить бесперебойное выполнение и высокое качество гибки. Следует отметить, в частности, что существуют строгие ограничения на размеры гибки заготовок с различной толщиной листа, и слишком малые размеры могут привести к проблемам с качеством. При выборе нижней матрицы обычно рекомендуется выбирать канавку ножа, в 6 раз превышающую толщину листа, чтобы обеспечить соответствие коэффициента гибки эмпирическому значению, тем самым повышая стабильность качества продукции.

В процессе гибки использование слишком маленьких канавок часто приводит к проблемам с образованием вмятин. Обычно канавки меньше № 6 создают заметные вмятины во время гибки, особенно если поверхность заготовки не обработана, а кромка гибки мала. Эти вмятины не только влияют на внешний вид, но и могут вызывать проблемы с коррозией. Поэтому таким проблемам необходимо уделять всестороннее внимание на этапе проектирования.
Кроме того, в процессе фактической гибки возникают различные сложные ситуации, и необходимо всесторонне учитывать влияние гибки на другие звенья процесса. Для решения различных проблем требуется специальный анализ и рациональная организация технологического процесса. В то же время поставщики также изготавливают гибочные ножи определенной формы в соответствии со специальными потребностями, но следует отметить, что чем сложнее форма инструмента или чем больше кривизна, тем больше может быть затронута его жесткость, что сократит срок службы инструмента.




