I. Introdução
No campo do processamento industrial moderno, onde a manufatura inteligente está acelerando sua modernização, os equipamentos de conformação de metais estão em constante evolução, seguindo o caminho das “máquinas de dobra mecânica”. , prensa dobradeira hidráulica, electro-hydraulic servo bending machine". Nowadays, Prensa dobradeira elétrica A prensa dobradeira elétrica tornou-se uma escolha essencial e convencional no setor de conformação de metais. Seu desempenho impacta diretamente a precisão do produto, a eficiência da produção e os custos de fabricação, enquanto sua característica distintiva de "baixo carbono e conservação de energia" responde à tendência global de desenvolvimento sustentável. Atualmente, as empresas têm exigido cada vez mais precisão, controle do consumo de energia e adaptabilidade dos equipamentos aos processos. A compra indiscriminada não só leva ao desperdício de recursos, como também pode afetar a qualidade do produto devido à incompatibilidade entre o desempenho do equipamento e as necessidades de produção. Portanto, dominar um método de compra científico e preciso, compreender plenamente o princípio de funcionamento da prensa dobradeira elétrica desde seus fundamentos, identificar os componentes-chave para escolher a configuração ideal e verificar se ela atende plenamente às necessidades de processamento, considerando o escopo de aplicação específico da prensa dobradeira elétrica, são aspectos fundamentais.
Este guia se concentrará nos pontos principais da compra de prensas dobradeiras elétricas, destacando detalhadamente suas vantagens e limitações, ajudando as empresas a escolher com precisão o equipamento ideal que atenda às suas necessidades de produção no complexo mercado de produtos, e a alcançar os objetivos duplos de produção eficiente e desenvolvimento sustentável.

II. O princípio básico da prensa dobradeira elétrica

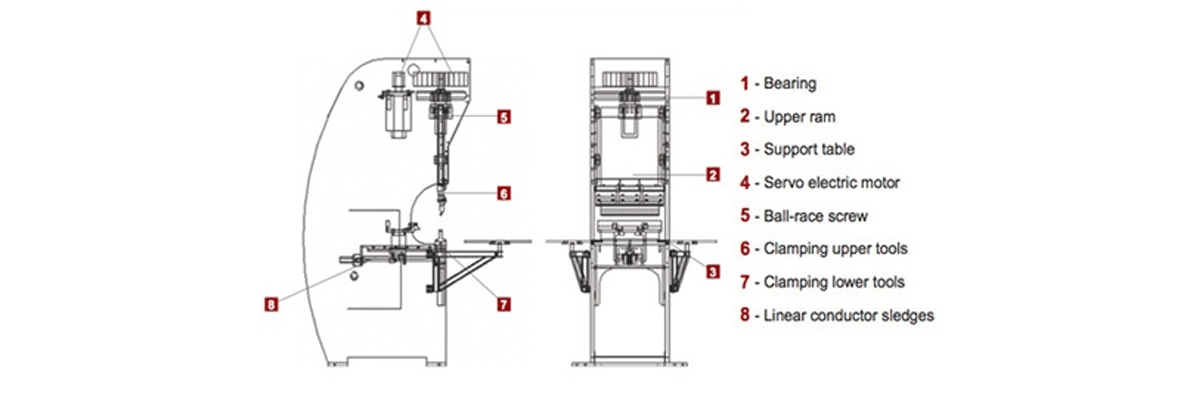
1. Definição: Uma prensa dobradeira elétrica é um equipamento de processamento de dobra de chapas metálicas que adota tecnologia de acionamento e controle totalmente elétrica. Sua principal característica é substituir os componentes hidráulicos das dobradeiras hidráulicas tradicionais (como bombas hidráulicas, cilindros e grupos de válvulas hidráulicas) por componentes de transmissão mecânica, como servomotores, fusos de esferas (ou correias sincronizadas), etc., para realizar o controle de movimento (incluindo velocidade, posição e pressão) do cursor de dobra, completando assim a deformação plástica (conformação da dobra) da chapa metálica.
2. Princípio de funcionamento: O sistema de controle numérico (CNC) envia sinais elétricos para controlar com precisão o funcionamento do servomotor. O servomotor, por sua vez, aciona o fuso de esferas ou a cremalheira, convertendo o movimento rotacional em movimento linear, que, por sua vez, move o cursor para cima e para baixo, aplicando pressão nas peças de chapa metálica colocadas na bancada, realizando assim o processo de dobra.
3. Estrutura Corporal: O corpo é o principal componente de sustentação da prensa dobradeira elétrica. Geralmente, é construído com uma estrutura soldada integral, sendo os materiais mais comuns o ferro fundido de alta resistência ou o aço. Após a soldagem, passa por um tratamento de envelhecimento (como envelhecimento natural ou artificial) para eliminar tensões internas, garantindo que o corpo não se deforme sob operação prolongada de alta intensidade. A rigidez do corpo afeta diretamente a precisão da dobra. De modo geral, a deflexão deve ser controlada em ≤0,5 mm/m, para fornecer uma plataforma de suporte estável para os demais componentes durante o processo de dobra.
4. Componente Slider: O cursor é o componente chave que impulsiona o movimento do molde superior. Seu projeto estrutural deve garantir a suavidade e a precisão do movimento. O cursor é conectado ao corpo por meio de um trilho guia. Os trilhos guia geralmente utilizam guias lineares de alta precisão para reduzir a resistência ao atrito durante o movimento do cursor e melhorar a precisão do movimento. Dentro do cursor, geralmente existem componentes conectados ao mecanismo de transmissão para converter a força e o movimento transmitidos por este mecanismo em um movimento alternado de subida e descida, realizando assim a curvatura do material em chapa.
5. Bancada de trabalho: A bancada de trabalho está localizada na parte inferior do corpo da máquina e é utilizada para posicionar a matriz inferior e os materiais a serem processados. A superfície da bancada de trabalho passa por um processamento preciso para garantir a planicidade exata, assegurando que os materiais possam ser posicionados de forma estável. Algumas bancadas de trabalho também possuem função de compensação de deflexão, que pode ser ajustada ligeiramente por meios mecânicos ou hidráulicos para contrabalançar a deflexão causada pela força durante o processo de dobra, melhorando ainda mais a precisão da dobra.
6. Mecanismo de transmissão: O mecanismo de transmissão é o componente principal de transmissão de potência da prensa dobradeira elétrica. É composto principalmente por fusos de esferas, correias sincronizadas ou engrenagens de cremalheira e pinhão. Dentre eles, os fusos de esferas são os mais utilizados. Consistem em um parafuso e uma porca. Quando o servomotor aciona a rotação do parafuso, a porca se move linearmente ao longo do parafuso, movimentando o cursor para cima e para baixo. Os fusos de esferas apresentam as vantagens de alta eficiência de transmissão, alta precisão de posicionamento e boa rigidez. Eles garantem a precisão e a estabilidade do movimento do cursor.
7. Morra: O molde consiste em uma matriz superior e uma matriz inferior, sendo o componente que entra em contato direto com a chapa e realiza o processo de conformação por dobra. A matriz superior geralmente é convexa, enquanto a inferior é côncava. Seus formatos são projetados de acordo com os requisitos de dobra. O material do molde precisa ser selecionado com base nas características do material a ser processado. Por exemplo, moldes de aço rápido são adequados para materiais de alta dureza, como o aço inoxidável, enquanto moldes de liga dura são adequados para materiais de difícil usinagem, como o aço de alta resistência. Ao mesmo tempo, a precisão do molde é extremamente alta, geralmente precisando atingir ±0,01 mm para garantir a precisão dimensional e a qualidade da superfície da chapa após a dobra.,Saiba mais sobre matrizes de prensa dobradeira.
III. Os principais componentes da prensa dobradeira elétrica
Os principais componentes da prensa dobradeira elétrica trabalham em conjunto para determinar a força de dobra, a precisão, a velocidade e a estabilidade do equipamento. Entre eles, o sistema de servoacionamento, o sistema de transmissão, o sistema de controle numérico, o sistema de refrigeração, o dispositivo de detecção e o dispositivo de proteção de segurança são as partes centrais tecnologicamente mais avançadas da prensa dobradeira elétrica e também as principais fontes de diferenças de desempenho no equipamento.
1. Sistema de Controle
Função principal: Como o "cérebro" da prensa dobradeira elétrica, ele é responsável por receber os parâmetros de dobra inseridos pelo usuário (como espessura da chapa, material, ângulo de dobra, velocidade, etc.), gerar trajetórias de movimento por meio de algoritmos integrados e enviar instruções para o sistema de servoacionamento.
Função principal: Suporta controle coordenado multieixos (como deslizador, batente traseiro, empurrador lateral, etc.), garantindo a precisão do processo de dobra. Integra um banco de dados de processos de dobra, que pode ajustar automaticamente os parâmetros de dobra de diferentes materiais (como quantidade de compensação, limite de pressão), reduzindo a dificuldade operacional. Possui funções de monitoramento em tempo real e diagnóstico de falhas, que podem exibir o status de operação do equipamento (como carga do motor, posição da haste roscada) e emitir um alarme em caso de anormalidades.
Principais marcas: DELEM, da Holanda, CYBELEC, da Suíça, e Chao Hong, de Taiwan, entre outros. A velocidade de processamento e a compatibilidade de seus sistemas afetam diretamente a velocidade de resposta e a precisão de processamento do equipamento.Entenda o controlador da prensa dobradeira.
2. Sistema de servoacionamento
Função principal: Conecta o sistema de controle numérico aos componentes de atuação (servomotores), convertendo as instruções digitais do sistema de controle numérico em movimentos reais (velocidade de rotação, torque) dos motores, servindo como "ponte" para a transmissão de potência.
Composição e função: Inclui um controlador de servo e um servomotor: O controlador recebe instruções de controle numérico e regula a corrente e a tensão do motor; o servomotor (geralmente motores síncronos de ímã permanente) converte energia elétrica em energia mecânica, fornecendo energia para o sistema de transmissão.
Suporta controle em circuito fechado: Por meio do codificador integrado do motor, é fornecido feedback em tempo real da velocidade de rotação e da posição, e o driver ajusta dinamicamente a saída com base no sinal de feedback para garantir a precisão do movimento (como erro de velocidade de rotação ≤ 0,1%).
Características de resposta rápida: Durante o início da dobra, parada de emergência ou mudança de velocidade, os ajustes de torque podem ser concluídos em milissegundos, evitando deformação ou enrugamento do material da chapa devido ao impacto.
Requisitos técnicos: É necessário que o equipamento corresponda à capacidade de tonelagem da dobradeira. Por exemplo, equipamentos de 100 toneladas geralmente são equipados com um conjunto de servomotores com potência total de 15 a 20 kW para garantir um torque de saída estável.
3. Sistema de Transmissão (Parafuso)
Função principal: Converte o movimento rotacional do servomotor em movimento linear do cursor, que é a estrutura mecânica fundamental para transmitir potência e obter a pressão de flexão necessária.
Principais tipos e características: Fuso de esferas: A opção ideal para prensas dobradeiras elétricas. Transmite força através do atrito de rolamento entre esferas, parafusos e porcas, com uma eficiência de até 90%-95% (muito superior aos 30%-50% dos parafusos comuns), apresentando baixo desgaste e alta precisão de retenção.
Projeto estrutural: Geralmente, adota-se um "arranjo simétrico de dois parafusos", garantindo força uniforme no cursor e evitando o desalinhamento da peça devido à carga unilateral durante a dobra. Os graus de precisão dos parafusos são, em sua maioria, C3-C5 (erro de posicionamento ≤ 0,01 mm/m), o que afeta diretamente a consistência do ângulo de dobra.
Pontos de manutenção: Aplique regularmente graxa lubrificante especial (como graxa lubrificante à base de lítio) para evitar a entrada de poeira no conjunto parafuso-porca. Caso contrário, isso pode causar travamento ou diminuição da precisão.

4. Sistema de refrigeração
Função principal: Para resfriar o calor gerado durante a operação do equipamento (principalmente pelo atrito de servomotores, drivers e fusos de esferas), evitando a degradação do desempenho ou danos aos componentes devido ao superaquecimento.
Métodos de resfriamento e cenários aplicáveis:
Refrigeração a ar: Ventilação forçada das placas de dissipação de calor do motor e do driver por meio de ventiladores de refrigeração, adequada para equipamentos de pequena tonelagem (≤100 toneladas) e operação com baixa carga, com estrutura simples e baixo custo.
Refrigeração líquida: O calor é dissipado pela circulação de água de refrigeração, com uma eficiência de resfriamento de 3 a 5 vezes superior à do resfriamento a ar. Adequado para equipamentos de grande porte (≥200 toneladas) ou de operação contínua de alta intensidade, capaz de manter a temperatura do motor em até 60 °C (temperaturas acima de 80 °C podem acionar a proteção contra superaquecimento).
Função adicional: Alguns modelos de alta gama estão equipados com sensores de temperatura para monitorizar a temperatura dos componentes principais em tempo real, ajustando automaticamente a intensidade do arrefecimento (como a velocidade da ventoinha e a taxa de fluxo de água), equilibrando o efeito de arrefecimento e o consumo de energia.
5. Dispositivo de Detecção e Feedback
Função principal: Coleta em tempo real de dados sobre o status de operação do equipamento (como posição, pressão, ângulo), com feedback para o sistema de controle numérico, formando um controle em malha fechada para garantir a precisão da dobra.
Componentes principais:
Tacogerador: Instalado no cursor ou na mesa de trabalho, com uma precisão de ±0,001 mm, fornece feedback em tempo real sobre a posição do cursor e serve como "escala" para garantir a precisão do posicionamento.
Sensor de pressão: Instalado no ponto de conexão da haste roscada ou do deslizador, monitora a pressão real durante o processo de dobra, evitando sobrecarga (como o desligamento automático quando o material endurece repentinamente).
Sensor de ângulo: Disponível em alguns modelos (como o medidor de ângulo a laser), detecta diretamente o ângulo da peça após a dobra, compara com o valor alvo e compensa automaticamente para melhorar ainda mais a precisão (o erro angular pode ser controlado dentro de ±0,1°).
6. Dispositivo de proteção de segurança
Função principal: Garante a segurança dos operadores e dos equipamentos, em conformidade com as normas de segurança industrial (como as normas CE da UE e as normas GB chinesas).
Cortina de luz de segurança: Instalado em ambos os lados da bancada, formando uma rede de proteção infravermelha. Quando um corpo humano (como as mãos) entra na área de flexão, o equipamento para de funcionar imediatamente, com um tempo de resposta de ≤ 20 ms.
Botão de parada de emergência: Distribuído em locais como o console de operação e o corpo do equipamento, pressioná-lo corta imediatamente a fonte de energia, garantindo um desligamento rápido em situações de emergência.
Guarda-corpo e dispositivo de intertravamento: Uma grade de proteção é instalada na área de movimentação do bloco deslizante e está interligada com a operação do equipamento (o equipamento não pode ser acionado quando a grade de proteção está aberta), evitando contatos acidentais.
Proteção contra sobrecarga: O sistema de controle numérico monitora continuamente a corrente do motor e a pressão da haste do parafuso. Quando esses valores ultrapassam o limite de segurança, o sistema para automaticamente, evitando danos aos componentes mecânicos.
IV. Aplicação da prensa dobradeira elétrica
A prensa dobradeira elétrica, com suas vantagens de alta precisão, alta eficiência, baixo consumo de energia e respeito ao meio ambiente, tem sido amplamente aplicada em diversos setores industriais que requerem o processamento de dobra de chapas metálicas. Seus cenários de aplicação abrangem tanto indústrias de manufatura tradicionais quanto campos emergentes, como segue:
1. Indústria de processamento de chapas metálicas (principal área de aplicação)
O processamento de chapas metálicas é a principal aplicação das prensas dobradeiras elétricas, abrangendo a dobra e conformação de diversas chapas metálicas finas (com espessura geralmente variando de 0,1 a 16 mm, e alguns modelos de grande tonelagem podem lidar com chapas ainda mais espessas).
Peças gerais de chapa metálica: as carcaças e estruturas internas de caixas de distribuição e painéis de controle (que exigem múltiplas dobras precisas para garantir a vedação e a precisão da montagem), as carcaças do evaporador de condicionadores de ar/refrigeradores, as estruturas metálicas de máquinas de lavar roupa, etc.
Peças de chapa metálica personalizadas: Peças dobradas com formatos especiais, processadas de acordo com as necessidades do cliente, como suportes metálicos para dispositivos médicos, trilhos-guia para linhas de montagem industrial, conectores metálicos para equipamentos de palco, etc.
A alta precisão (o erro do ângulo de dobra pode ser controlado dentro de ±0,5°) e a programabilidade da prensa dobradeira elétrica atendem às necessidades flexíveis de produção de "pequenos lotes e múltiplas variedades" para peças de chapa metálica, sendo especialmente adequada para encomendas personalizadas.
2. Fabricação de automóveis e componentes
No setor de veículos de novas energias, as carcaças das baterias (geralmente feitas de liga de alumínio ou aço de alta resistência, que exigem dobras de alta precisão e sem rebarbas para evitar vazamentos), as carcaças dos motores, os componentes metálicos das pistolas de carregamento, etc., têm requisitos extremamente elevados de precisão de dobra e qualidade superficial. A característica de baixo impacto da prensa dobradeira elétrica pode reduzir a deformação da chapa e os arranhões na superfície.
Peças automotivas tradicionais: batentes de portas, estruturas de assentos, suportes de painel, etc. Alguns modelos de alta gama utilizam materiais leves (como liga de magnésio), e o controle flexível de pressão da prensa dobradeira elétrica pode evitar rachaduras no material.
Indústria de personalização automotiva: painéis de carroceria personalizados, guarda-corpos, etc., exigem trocas rápidas de programas de dobra. A eficiência na troca de moldes e os recursos de programação das prensas dobradeiras elétricas podem melhorar a eficiência da produção.
3. Indústria de instrumentos de precisão e eletrônica
Instrumentação: As carcaças metálicas de equipamentos de precisão, como osciloscópios e espectrômetros, precisam ser dobradas para garantir que a tolerância dimensional esteja dentro de ±0,1 mm, e a aparência deve ser lisa, sem deformações. A precisão de posicionamento em nível micrométrico da prensa dobradeira elétrica atende a esses requisitos.
Equipamentos eletrônicos: As estruturas metálicas de gabinetes de servidores e estações base de comunicação, bem como componentes estruturais internos (como suportes de fixação de placas de circuito impresso), precisam ser submetidas a múltiplas dobras, garantindo folgas de montagem uniformes para cada componente. O sistema de controle numérico da prensa dobradeira elétrica pode armazenar múltiplos programas de dobra para alcançar a produção automatizada.
4. Fabricação de dispositivos médicos
Os dispositivos médicos têm requisitos rigorosos quanto à precisão, limpeza e estabilidade dos componentes metálicos. A aplicação da prensa dobradeira elétrica inclui:
Instrumentos cirúrgicos: Dobramento e conformação de fórceps e pinças cirúrgicas de aço inoxidável (que exigem simetria e precisão nos ângulos de abertura e fechamento).
Componentes estruturais de equipamentos médicos: Revestimentos metálicos de proteção para tomógrafos computadorizados e equipamentos de ressonância magnética nuclear, estruturas de elevação de camas, etc. Alguns utilizam materiais de liga antirradiação. O controle preciso da pressão na prensa dobradeira elétrica evita danos às propriedades do material.
Equipamentos de reabilitação: estruturas de cadeiras de rodas, peças de conexão para próteses, etc. Necessidade de equilibrar resistência e leveza. A prensa dobradeira elétrica pode ser adaptada para processos de dobra de alumínio, ligas de titânio, etc.
5. Transporte Aeroespacial e Ferroviário
Aeroespacial: Peças decorativas metálicas no interior de cabines de aeronaves, suportes de assentos e estruturas de fuselagem de drones (principalmente feitas de liga de titânio ou liga de alumínio de alta resistência) não requerem concentração de tensão após a dobra. O acionamento suave da prensa dobradeira elétrica pode reduzir os danos internos aos materiais.
Transporte ferroviário: As peças metálicas internas de trens de alta velocidade/metrô (como suportes de corrimão, bagageiros) e batentes de portas precisam garantir a vedação e a segurança com outros componentes após a dobra. A precisão de posicionamento repetitivo da prensa dobradeira elétrica (geralmente ≤ ±0,02 mm) atende aos requisitos de montagem.
6. A indústria da construção e decoração
Ferragens para construção: As esquadrias de portas e janelas em liga de alumínio, assim como as vigas principais de fachadas cortina (que precisam ser dobradas em ângulos específicos para se adequarem ao projeto arquitetônico), podem ser processadas por prensa dobradeira elétrica. Esta máquina consegue lidar com chapas de grandes dimensões (alguns modelos possuem mesas de trabalho com mais de 6 metros de comprimento) e garante erros de retidão extremamente pequenos.
Peças decorativas em metal: Os projetos de forros metálicos para shoppings e hotéis, assim como as peças curvadas para corrimãos de escadas, exigem um equilíbrio entre precisão e estética. O sistema de acionamento isento de óleo da prensa dobradeira elétrica evita a contaminação da superfície da peça por óleo.
V. Principais vantagens e limitações da prensa dobradeira elétrica
1. Vantagem principal:
Maior precisão de curvatura: Utilizando servomotores para acionamento direto (ou através de fusos de esferas de precisão, correias síncronas, etc. para transmissão), combinados com componentes de detecção de precisão, como escalas de grade, é possível alcançar um controle de posição em nível micrométrico. O erro de ângulo de curvatura é geralmente ≤ ±0,1° e a tolerância dimensional da peça pode ser controlada dentro de ±0,05 mm, muito superior às prensas hidráulicas (com um erro geral de ±0,5° ou mais). Na curvatura da carcaça da bateria de veículos de novas energias, evita-se o problema de vedação inadequada causada pela precisão insuficiente.
Posicionamento preciso e repetitivo: The servo system has a fast response speed (at the millisecond level), and there is no "creeping" or "lagging" phenomenon of the hydraulic system. The repeat positioning accuracy can reach ≤ ±0.02mm, ensuring the consistency of each batch of workpieces in mass production.
Controle de pressão flexível: Ao ajustar com precisão a pressão de dobra através do sistema de controle numérico (com uma unidade de ajuste de pressão mínima de até 1N), ele pode se adaptar a diferentes espessuras e materiais de chapas (como alumínio, ligas de titânio, etc., que se deformam facilmente), reduzindo o risco de fissuras na peça devido à sobrepressão ou o recuo devido à pressão insuficiente.
Consumo de energia significativamente reduzido: Não há necessidade de funcionamento contínuo das bombas hidráulicas, consumindo energia elétrica apenas durante a ação de dobra. O consumo de energia é de apenas 30% a 50% em comparação com uma prensa hidráulica da mesma tonelagem.
Para um modelo de 100 toneladas, trabalhando 8 horas por dia, o custo anual de eletricidade pode ser economizado em dezenas de milhares de yuans.
Maior eficiência de produção: A velocidade de deslocamento (o movimento rápido do cursor) é mais de 50% mais rápida do que a da prensa hidráulica (até 150-200 mm/s), e a troca de moldes e o tempo de programação são curtos (com um clique, acionando o programa de dobra armazenado através do sistema de controle numérico). Ao produzir pequenos lotes e múltiplas variedades, a eficiência geral pode ser aumentada em mais de 30%.
Custos de manutenção reduzidos: Não possui peças de fácil dano, como óleo hidráulico, anéis de vedação, etc., reduzindo o trabalho de troca de óleo e reparo de vazamentos. O custo anual de manutenção é de apenas 1/5 a 1/3 do custo de uma prensa hidráulica.
Sem emissões poluentes: Não há necessidade de óleo hidráulico, evitando completamente a poluição da oficina causada por vazamentos de óleo e a contaminação da peça de trabalho pelo óleo (especialmente adequado para máquinas médicas, alimentícias, etc., que têm altos requisitos de limpeza), e não há necessidade de lidar com óleo usado, estando em conformidade com as normas de proteção ambiental (como a RoHS da UE e as políticas nacionais de "neutralidade de carbono").
Operação silenciosa: O ruído do servomotor e da transmissão mecânica é geralmente ≤ 75 decibéis, muito inferior ao da prensa hidráulica (85-95 decibéis), melhorando o ambiente de trabalho na oficina e reduzindo o impacto da poluição sonora na saúde dos trabalhadores.
A operação é mais segura: Não há risco de ruptura de tubulações hidráulicas de alta pressão, e o sistema de controle numérico pode integrar múltiplas proteções de segurança (como proteções a laser e acionamento de parada de emergência), reduzindo a probabilidade de acidentes de trabalho.
Programação e depuração fáceis: Equipada com sistemas de controle numérico de última geração (como DELEM, Cybelec, etc.), com suporte para simulação de dobra em 3D e cálculo automático das etapas de dobra, a máquina permite que os operadores programem rapidamente, mesmo sem experiência complexa. Peças com formatos irregulares podem ser importadas diretamente para o programa, reduzindo o tempo de tentativa e erro.
Adaptar-se à produção multivarietal: Pode armazenar centenas de conjuntos de programas de dobra e, ao mudar os tipos de produção, não é necessário ajustar novamente os parâmetros mecânicos, basta um clique para alternar, sendo adequado para necessidades de fabricação flexíveis de "pequenos lotes e múltiplas variedades" (como chapas metálicas personalizadas e processamento de instrumentos de precisão).
Fácil integração de sistemas de automação: Permite a integração com robôs, máquinas de alimentação automática, armazenamento de materiais, etc., formando uma linha de produção automatizada. Por exemplo: através da conexão com Ethernet industrial e sistema MES, possibilita o monitoramento em tempo real dos dados de produção, atendendo às necessidades de fábricas de manufatura inteligente.
Resumo: Tabela de Comparação de Vantagens
| Dimensão de comparação | Prensa dobradeira elétrica | Prensa dobradeira hidráulica |
| Precisão de dobra | ±0,1° ou menos, com posicionamento em nível micrométrico | ±0,5° ou mais, com posicionamento em nível milimétrico. |
| Consumo de energia | Baixo consumo de energia (30%-50% da máquina hidráulica) | Alto (consumo contínuo de energia da bomba hidráulica) |
| respeito ao meio ambiente | Sem poluição por petróleo, baixo nível de ruído; | Risco de vazamento de óleo, ruído elevado |
| Custo de manutenção | Baixo (sem desgaste do sistema hidráulico) | Alto (requer troca regular de óleo e reparo de vazamentos) |
| Capacidade de produção flexível | Robusto (programação rápida, armazenamento de múltiplos programas) | Fraco (transição complexa de produção e depuração) |
2. Limitações
Embora a prensa dobradeira elétrica apresente vantagens significativas em termos de precisão, eficiência e proteção ambiental, ela ainda possui algumas limitações devido aos seus princípios técnicos e ao atual nível de desenvolvimento. Essas limitações se manifestam principalmente nos seguintes aspectos:
Limite inferior de capacidade de produção: As prensas dobradeiras elétricas dependem de servomotores e fusos de esferas (ou correias síncronas) para a transmissão. Devido às limitações de potência do motor, resistência do fuso e rigidez da estrutura mecânica, a capacidade de produção dos modelos mais comuns geralmente fica abaixo de 300 toneladas. Para chapas ultragrossas (como chapas de aço de alta resistência com mais de 20 mm de espessura) ou peças de grandes dimensões (como grandes estruturas de aço com mais de 6 metros de comprimento), são necessários equipamentos com capacidade de 500 toneladas ou até mesmo de mil toneladas. Nesse caso, o custo de fabricação de um modelo puramente motorizado aumenta consideravelmente (devido à necessidade de múltiplos motores interligados e reforço da estrutura), e a estabilidade operacional não é tão boa quanto a das dobradeiras hidráulicas (o sistema hidráulico pode produzir uma tonelagem maior de forma mais uniforme por meio de múltiplos cilindros interligados), pois a velocidade de dobra diminui e a precisão de posicionamento também.
A vantagem em termos de economia de energia diminui com o aumento da tonelagem: o consumo de energia de uma prensa dobradeira elétrica com tonelagem inferior a 100 toneladas é apenas 30%-50% menor do que o de máquinas hidráulicas. No entanto, quando a tonelagem ultrapassa 300 toneladas, o modelo puramente motorizado requer múltiplos servomotores trabalhando simultaneamente, e a perda de energia na transmissão mecânica (como o atrito do parafuso) aumenta, reduzindo a vantagem em economia de energia para apenas 10%-20% menor do que a de máquinas hidráulicas, chegando mesmo a se aproximar da de máquinas hidráulicas durante operações frequentes com carga máxima.
Sensibilidade a baixas temperaturas dos servomotores e da graxa lubrificante: Em ambientes de baixa temperatura (como abaixo de -10°C), a resistência do enrolamento dos servomotores aumenta e a potência de saída diminui; ao mesmo tempo, a viscosidade da graxa lubrificante dos fusos de esferas aumenta, assim como a resistência à transmissão mecânica, resultando em menor velocidade de flexão e menor precisão de posicionamento.
As máquinas de dobra hidráulicas podem manter a viscosidade aquecendo o óleo hidráulico e apresentam maior adaptabilidade em ambientes de baixa temperatura (especialmente em cenários de oficinas externas ou com temperatura variável).
VI. Operação, manutenção diária e resolução de problemas comuns da prensa dobradeira elétrica
1. Operação prática
(1) Configurações de Parâmetros (Operação do Sistema NC): Primeiro, insira a espessura da chapa, o tipo de material (o sistema possui um banco de dados integrado que suporta materiais comuns como Q235 e aço inoxidável 304), o ângulo de dobra desejado e o comprimento de dobra na interface do sistema NC. O sistema gerará automaticamente a profundidade inicial de dobra (curso do cursor) e o valor da pressão. Faça pequenos ajustes com base na experiência: por exemplo, o aço inoxidável possui alta dureza, portanto, a pressão pode ser aumentada adequadamente em 10%-15%. Para chapas finas (≤1 mm), a velocidade de dobra precisa ser reduzida para evitar deformações. Defina a posição de fixação: controle o eixo de fixação através do sistema NC para garantir que a borda da chapa esteja em contato com o dispositivo de fixação. A precisão de posicionamento pode atingir ±0,05 mm. Se for um processamento em lote, os parâmetros podem ser salvos no sistema e reutilizados posteriormente, reduzindo o tempo de configurações repetidas.
(2) Teste de dobra e calibração de precisão: Durante um teste de dobra, coloque a chapa na bancada, pise no pedal (ou pressione o botão Iniciar) e o equipamento realizará um processo de dobra de acordo com os parâmetros definidos. Observe se o movimento do cursor é suave e se há ruídos anormais. Use um paquímetro para medir o comprimento da borda da peça após a dobra e um medidor de ângulo para verificar o ângulo de dobra. Se houver um erro (como um ângulo maior), ajuste-o através da função de “compensação de ângulo” do sistema de controle numérico: por exemplo, um erro de ângulo de +0,5° pode aumentar o curso do cursor em 0,1-0,2 mm (o valor específico deve ser combinado com a espessura da chapa). Para peças de alta precisão (como um erro de ângulo ≤ ±0,1°), repita o teste de dobra 2 a 3 vezes até que os parâmetros estejam estáveis.
(3) Processamento em lote: Após confirmar que a dobra de teste está qualificada, coloque os materiais em folha um a um na área de posicionamento. Através de um pedal ou de um dispositivo de alimentação automática (para modelos de alta gama), o processamento contínuo é realizado. Durante o processamento, é necessário observar a área através da cortina de luz de segurança para evitar que as mãos entrem na zona de dobra; se houver qualquer desvio do material em folha, pressione imediatamente o botão de parada de emergência.
2. Manutenção diária
A manutenção da prensa dobradeira elétrica é crucial para garantir sua precisão e prolongar sua vida útil. Através de manutenção diária regular, a vida útil da prensa dobradeira elétrica pode ser estendida para 8 a 10 anos, mantendo uma precisão de dobra de ±0,1° por um longo período, reduzindo significativamente o tempo de inatividade da produção. Devido ao seu acionamento principal ser um servomotor com transmissão por parafuso sem-fim (sem sistema hidráulico), o foco da manutenção é significativamente diferente do das dobradeiras hidráulicas tradicionais. Operações específicas precisam ser realizadas de acordo com as características do sistema elétrico. A seguir, são detalhadas as principais etapas de manutenção:
(1) Manutenção diária: Verificações básicas e limpeza da fonte de alimentação e do sistema de controle: Antes de ligar a máquina, verifique se os conectores do cabo de alimentação e do cabo de dados estão soltos para evitar mau contato e possíveis erros do servoacionador (como “sobrecorrente” ou “falha de comunicação”). Limpe a tela e o painel de operação do sistema de controle numérico para evitar que óleo e poeira entrem nas frestas dos botões e afetem a sensibilidade operacional.
Transmissão e componentes móveis: Verifique se há detritos metálicos ou manchas de óleo nas superfícies da haste roscada e do trilho guia. Após limpar com um pano de algodão limpo, aplique o lubrificante específico para trilhos guia (como o modelo ISO VG32) para garantir um movimento suave (ponto importante: a área de contato entre a porca roscada e o deslizador do trilho guia). Observe a temperatura do servomotor durante a operação (use um termômetro infravermelho para medir; o normal deve ser ≤ 60 °C). Se ocorrer superaquecimento, verifique se o ventilador de resfriamento está obstruído.
Dispositivos de segurança: Teste se o botão de parada de emergência corta imediatamente a alimentação elétrica e se a cortina de segurança é acionada para parar a máquina quando bloqueada (use um pedaço de papel para bloquear a borda da cortina para verificar).
(2) Manutenção semanal: Calibração de Precisão e Aperto de Componentes – Calibração da Precisão de Posicionamento do Batente: Utilize um relógio comparador para medir a posição real do dispositivo de batente dentro da faixa de deslocamento de 0 a 500 mm. Se o erro exceder ±0,05 mm, utilize a função de “compensação de eixo” do sistema de controle numérico para corrigi-lo (acesse a interface de manutenção do sistema e insira o desvio entre o valor medido e o valor teórico).
Verificação do paralelismo das guias: Coloque blocos de altura igual (por exemplo, 100 mm de altura) nos pontos esquerdo, central e direito da mesa de trabalho. Use um calibrador de folga para medir o vão quando a guia descer até os blocos de altura igual. Certifique-se de que a diferença de vão nos três pontos seja ≤ 0,1 mm. Caso contrário, ajuste as porcas de travamento em ambas as extremidades da haste roscada.
Inspeção dos fixadores: Aperte os parafusos de instalação do molde e os parafusos de fixação do suporte da haste roscada (recomenda-se o uso de uma chave dinamométrica e o aperto de acordo com os valores de torque especificados no manual do equipamento, como por exemplo, parafusos M12 correspondentes a 35-40 N·m).
(3) Manutenção Mensal: Limpeza profunda e inspeção do sistema – Manutenção do sistema servo: Verifique se os cabos do encoder do servomotor estão desgastados e se os conectores estão oxidados (uma pequena quantidade de limpa-contatos eletrônico pode ser aplicada para o tratamento). Evite a perda de sinal que pode causar posicionamento impreciso. Verifique o registro de operação no painel do servoacionador e anote os códigos de alarme anormais (como “sobrecarga” ou “subtensão”) e analise se o processamento frequente de cargas pesadas causou fadiga do motor.
Manutenção da Haste Roscada e do Trilho Guia: Se o equipamento for utilizado em um ambiente com muita poeira, a tampa antipoeira da haste roscada precisa ser removida, a haste roscada deve ser lavada com um agente de limpeza específico e graxa lubrificante à base de lítio deve ser aplicada novamente (a quantidade deve ser de 1/3 a 1/2 do volume da porca da haste roscada). Verifique se a tampa protetora do trilho guia está danificada e, se houver rachaduras, ela deve ser substituída imediatamente para evitar que limalhas de ferro entrem no trilho guia e causem arranhões.
Backup do sistema NC: Faça backup dos parâmetros de dobra, da biblioteca de moldes e dos valores de compensação salvos no sistema em uma unidade USB para evitar a perda de dados causada por falhas repentinas do sistema.
(4) Notas de manutenção a longo prazo Controle ambiental: A prensa dobradeira elétrica possui requisitos ambientais rigorosos e não deve ser utilizada em locais com umidade acima de 85% ou alta concentração de poeira (um desumidificador e uma cobertura contra poeira podem ser instalados na oficina).
Gerenciamento de carga: É proibido o processamento prolongado além das especificações (como espessura da chapa excedendo o valor nominal do equipamento em 20%). Caso contrário, isso causará deformação da haste roscada e superaquecimento e envelhecimento do servomotor.
Manutenção profissional: Para o reparo de componentes essenciais (como servomotores e hastes roscadas de alta precisão), recomenda-se entrar em contato com o fabricante original do equipamento ou com fornecedores de serviços autorizados para evitar danos secundários causados por operações não profissionais.
3. Resolução de Falhas Comuns (com Soluções)
(1)Falha do tipo anomalia de precisão
| Fenômeno de falha | Possíveis causas | Métodos de exclusão |
| Instabilidade do ângulo de flexão (flutuação superior a ±1°) | 1. Lubrificação insuficiente da haste roscada, resistência de movimento irregular; 2. Erro excessivo na espessura da chapa (mais de ±0,1 mm); 3. Sensor de freio traseiro solto. | 1. Limpe a haste roscada e adicione graxa lubrificante; 2. Selecione a folha, meça novamente a espessura e corrija o valor de compensação; 3. Aperte o suporte do sensor e calibre o ponto zero. |
| Desvio de posicionamento pós-parada | 1. Correia do servomotor solta (em alguns modelos); 2. Régua de grade suja com leitura na cabeça. | 1. Ajuste a tensão da correia (flexão controlada entre 5 e 8 mm); 2. Limpe a superfície da régua de ralar com álcool anidro. |
(2) Falhas de funcionamento anormais do equipamento
O funcionamento do bloco deslizante está lento/há ruído anormal: Verifique se há algum objeto estranho preso na haste do parafuso (como limalha de ferro), remova-o e gire manualmente a haste do parafuso para confirmar que não há obstrução; Se o ruído anormal vier do motor, pode ser devido ao desgaste do rolamento e você precisará entrar em contato com o fabricante para substituir os rolamentos do servomotor (recomenda-se substituí-los a cada 20.000 horas).
Alarme do sistema servo (como “AL001 Sobrecorrente”): Pare imediatamente a máquina e verifique se o problema é devido a configurações incorretas de parâmetros (como a pressão de flexão muito acima da carga nominal do motor); Verifique se a tensão da fonte de alimentação está estável (normalmente 380V ± 10%), pois uma tensão baixa pode acionar a proteção do driver; Se houver alarmes frequentes, verifique o isolamento do enrolamento do motor (use um multímetro para medir a resistência de isolamento, que deve ser ≥ 1MΩ) e elimine o risco de curto-circuito.
(3) Falhas nos sistemas de segurança e controle
Falha na cortina de segurança: Verifique se o emissor e o receptor da cortina estão alinhados (um calibrador óptico pode ser usado como auxílio), limpe a poeira da lente; se o cabo estiver danificado, substitua-o por um cabo blindado específico (para evitar interferência eletromagnética).
Tela preta/travamento do sistema NC: Verifique a tensão de saída do módulo de alimentação (por exemplo, se 24 VCC está estável), substitua o fusível danificado; se o sistema ainda travar após a reinicialização, pode ser um erro no programa do sistema; importe a imagem do sistema de backup anterior para restaurar.
VII. Resumo
Este artigo realiza uma análise abrangente de Prensa dobradeira elétrica, Partindo do princípio de funcionamento da tecnologia de acionamento e controle totalmente elétrica, o artigo detalha como os principais componentes (sistema de servoacionamento, sistema de transmissão, sistema de controle numérico, sistema de refrigeração, dispositivo de detecção e dispositivo de proteção de segurança) trabalham em conjunto para alcançar força de flexão, precisão, velocidade e estabilidade.
A prensa dobradeira elétrica, como equipamento inovador no campo do processamento de chapas metálicas, alcançou vantagens notáveis, como economia de energia, alta eficiência, respeito ao meio ambiente, alta precisão, baixo custo de manutenção e operação inteligente e conveniente. Ela tem sido amplamente aplicada em diversos setores, incluindo dispositivos médicos, automotivo e fabricação de componentes, instrumentos de precisão, aeroespacial e outros, e demonstra uma perspectiva de mercado promissora. Com a inovação tecnológica contínua e o crescimento constante da demanda de mercado, a prensa dobradeira elétrica desempenhará um papel ainda mais importante no futuro da indústria de processamento de chapas metálicas, impulsionando o desenvolvimento de todo o setor para um nível superior.
Para as empresas, a introdução ativa da Prensa Dobradeira Elétrica não só ajuda a melhorar a eficiência da produção e a qualidade do produto, reduzindo os custos operacionais, como também está em consonância com as tendências ambientais e aumenta a competitividade da empresa, permitindo-lhe assumir a liderança na acirrada concorrência do mercado. Somente através da escolha precisa da tecnologia adequada ao negócio é que o potencial ilimitado da Prensa Dobradeira Elétrica pode ser plenamente explorado, alcançando os objetivos de produção eficiente e desenvolvimento sustentável. Para garantir que você faça a escolha certa, você pode Contate-nos e nossos especialistas técnicos fornecerão serviços de orientação durante todo o processo. Os principais aspectos da seleção de prensas dobradeiras puramente elétricas são descritos em detalhes no artigo sobre prensas dobradeiras puramente elétricas. máquina de dobrar elétrica fuso de esferas e motor.




