O controlador DA52S para prensa dobradeira CNC é um dos sistemas de controle digital mais utilizados para esse fim. prensas dobradeiras hidráulicas Produzido por KRRASS.
Prefácio
Este manual descreve o funcionamento do Controlador Delem DA52s e destina-se a operadores que receberam instruções para operar a máquina completa.
Garantia limitada Delem
- Este manual não lhe confere quaisquer direitos. A Delem reserva-se o direito de alterar este manual sem aviso prévio.
- Todos os direitos reservados. Os direitos autorais pertencem à Delem. Nenhuma parte desta publicação pode ser copiada ou reproduzida sem a autorização por escrito da Delem BV.
Histórico de versões
O software de controle é atualizado regularmente para aumentar o desempenho e adicionar novas funcionalidades.
Este manual também é atualizado em função de alterações no software de controle. A seguir, apresentamos uma visão geral da relação entre as versões do software e do manual.
Versão do software Versão do manual Descrição V3.2 V0812 primeira edição V3
Este manual é válido para a versão 3.2 do software.
1. Visão geral da operação e introdução geral
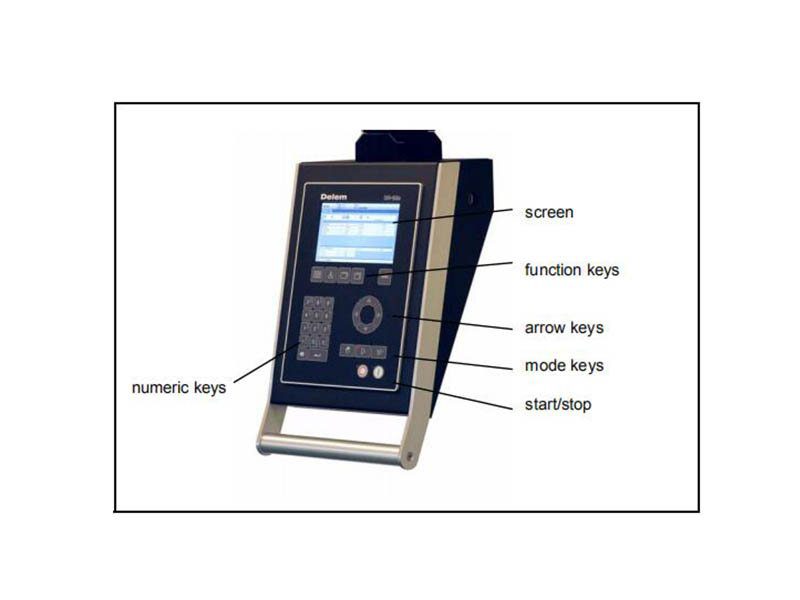
1.1. A unidade de controle
O controle tem a seguinte aparência:
A configuração exata do seu controle pode variar.
O controle é operado por meio das diversas teclas no painel frontal. Uma descrição de todas as teclas e suas funções é apresentada na próxima seção.
1.2. Modos de operação
O controle possui os seguintes 3 modos:

Cada modo pode ser selecionado pressionando o botão correspondente. Um LED no botão indica se o modo está ativo ou não.
1.3. Modos de programação
O controle possui as seguintes funções de programação:

You select one of the programming modes in the manual- or automatic operation mode while the controller is in the 'stop'-status.
1.4. Outras teclas do painel frontal
O painel frontal é composto pelos seguintes itens:



1.5. Versões de software
A versão do software em seu controle é exibida na parte superior da tela do menu no modo de programação.
Exemplo de número de versão:
V 1.2
V significa versão.
1 é o número da versão
2 é o nível de versão
O número da versão é incrementado quando novas funcionalidades são adicionadas ao software, e o número do nível é incrementado quando pequenas correções são necessárias na versão existente.
2. Programação de produtos
2.1. Seleção do programa
Para editar ou criar um programa, proceda da seguinte forma:

A tela da biblioteca de programas é exibida.

Um programa também pode ser selecionado digitando seu número diretamente.
Para criar um novo programa:
Digite um número que ainda não existe. Ao digitá-lo, o controle perguntará se deseja ou não criar um novo programa.
![]()
Para excluir um programa:

2.2. Edição do programa
2.2.1. Propriedades gerais
Quando um programa é selecionado (ou criado), uma tela é exibida com os parâmetros gerais do produto. Esses parâmetros são os mesmos para todas as dobras do programa.

Esta página apresenta todos os dados que são iguais para todas as versões do programa (dados principais do programa).
![]()
2.2.2. Explicação dos parâmetros
Número do desenho . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DN
Nome ou descrição do programa. O comprimento máximo é de 20 caracteres.
Número de curvas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .NB
O número de curvas no programa atual.
Quando esse valor é aumentado, as dobras adicionais são copiadas da última dobra.
Ao diminuir esse valor, as curvas supérfluas são eliminadas.
Seleção de ângulo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .ma
Seleção do modo de programação para o eixo Y.
0 = absoluto: programe a posição absoluta do eixo Y para uma curvatura.
1 = a: programe o ângulo de curvatura. A posição necessária no eixo Y é calculada.
Dependendo desse parâmetro, o parâmetro 'ângulo' ou o parâmetro 'posição da dobra' aparecerá em uma etapa de dobra.
Espessura . ...
Espessura da folha.
Material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M
Seleção de um dos materiais programados, que são usados para calcular as profundidades de dobra. O controlador contém 4 materiais pré-programados e 2 programáveis. No total, 6 materiais podem ser programados no controlador. Consulte o capítulo sobre programação de constantes para saber como programar os materiais.

Soco. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . PARA CIMA
Número de registros na biblioteca.
Morra. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .UN
Número de dados na biblioteca.
Comprimento de curvatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BL
Comprimento da folha entre as ferramentas.
Ao programar uma dobra, presume-se que as ferramentas programadas tenham o comprimento necessário.

Estoque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .ST
O número de produtos que devem ser criados com este programa.
G-Corr α. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Gα
Correção geral do ângulo, válida para cada dobra do programa. O valor deve ser programado da mesma forma que a correção por dobra.
G-Corr X. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Gx
Correção geral da posição do eixo X, válida para cada dobra do programa. O valor deve ser programado da mesma forma que a correção por dobra.
2.3. Programação de curvas
2.3.1. Introdução
Os parâmetros de uma dobra são divididos em duas páginas da tela. O número da dobra, o número do produto e o número do desenho são exibidos na linha superior da tela.

Os parâmetros abaixo da linha são correções. Eles não são necessários na programação do produto, mas são usados para corrigir o comportamento da máquina durante a produção.
2.3.2. Bend parameters - first page
Método . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BM
Selecione o método de dobra desejado. O controle suporta 2 métodos:
0 = Curva de ar
1 = Fundo
Métodos de dobra:

Observação:
Quando a operação de apoio no fundo é selecionada, a posição final de curvatura da viga do eixo Y depende da tonelagem de trabalho. Se, no entanto, a força for suficiente para a viga chegar ao fundo,
Com base no cálculo da posição final da curvatura no eixo Y, o curso da viga será limitado pelo valor dessa posição.
Ângulo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .α
O ângulo necessário para esta dobra. Este parâmetro só aparece se a programação de ângulo estiver selecionada com o parâmetro 'Seleção de ângulo' e o método de dobra for dobra a ar.
Posição de flexão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Y
A posição necessária no eixo Y para esta dobra. Este parâmetro só aparece se a programação absoluta estiver selecionada com o parâmetro 'Seleção de ângulo'. Este parâmetro também aparece se o método de dobra for por contato direto e/ou achatamento.
Abertura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DY
Este parâmetro resulta em uma determinada abertura entre o punção e a matriz após a dobra. Um valor positivo indica uma abertura acima do ponto de silenciamento (Mute), enquanto um valor negativo indica uma abertura abaixo do ponto de silenciamento.
Quando você quiser limitar o tempo de manuseio do produto, pode programar um pequeno valor positivo ou negativo.
Repetição . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CY
0 = a flexão é ignorada.
De 1 a 99 = o número de vezes que essa dobra será repetida.
Eixo X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .X
Posição do batente traseiro. Quando um sinal negativo é programado, essa dimensão do batente traseiro é uma dimensão incremental. A dimensão incremental é subtraída da posição real do eixo Xα. Portanto, esse parâmetro também pode ser usado como uma medida de encadeamento.
Retrair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DX
Distância de retração do batente traseiro durante a dobra. A “retração do batente traseiro” inicia-se no ponto de pinçamento da chapa.
Eixo auxiliar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..R/Z/Aux.
Se você tiver um ou mais eixos auxiliares (por exemplo, um eixo R), os parâmetros desses eixos aparecerão aqui.
Código . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CX
Parâmetro programável que determina quando os valores dos parâmetros para a próxima dobra estarão ativos. As possibilidades são:
0 = Alteração no número de dobras (alteração de passo) ao final da descompressão (próximos parâmetros de dobra ativos).
1 = Mudança abrupta na posição de silenciamento quando o feixe se move na direção de abertura.
2 = Mudança abrupta no ponto morto superior.
3 = Mudança abrupta no ponto morto superior sem movimento de nenhum eixo e o controle vai para “parar”.
4 = Mudança abrupta se o sinal de entrada C se tornar ativo, sem movimento do feixe. Quando
Se ainda houver movimento do feixe, a função de retração do batente traseiro não será executada. Veja também o código 5.
5 = Mudança de passo se o sinal de entrada C se tornar ativo e o feixe estiver no ponto morto superior. Agora você pode mover o feixe e a função de retração do batente traseiro será executada.
10 = Mudança de passo no final da descompressão com a viga do eixo Y aguardando no ponto de estrangulamento até que o batente traseiro esteja na posição de retração.
11 = Mudança de passo na posição de silenciamento quando o feixe se move na direção de abertura, com o feixe do eixo Y aguardando no ponto de pinçamento até que o batente traseiro esteja na posição de retração.
12 = Mudança de passo no ponto morto superior, com a viga do eixo Y aguardando no ponto de estrangulamento até que o batente traseiro esteja na posição de retração.
13 = Mudança de passo no ponto morto superior sem movimento de nenhum eixo. A viga do eixo Y aguardará no ponto de fixação da chapa até que o batente traseiro esteja na posição de retração. Após a dobra com este código, o controle passa para “parar”.
15 = Mudança de passo se o sinal de entrada C se tornar ativo e a viga estiver no ponto morto superior. A viga pode ser movida, mas não necessariamente. A viga do eixo Y permanecerá no ponto de fixação da chapa até que o batente traseiro esteja na posição de retração.
Os valores CX não mencionados não têm significado.
2.3.3. Bend parameters - second page
Esta página contém os parâmetros adicionais de uma curva.
Força . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .P
Força necessária durante a prensagem (calculada automaticamente). Essa força é pré-calculada a partir das propriedades de dobra: material, espessura, comprimento de dobra e abertura em V da matriz.
Velocidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .V
Velocidade de trabalho (velocidade de prensagem). Inicialmente, o valor deste parâmetro é copiado do parâmetro 'velocidade de prensagem padrão' no menu de constantes de programação.
Tempo de permanência . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .T
Tempo de retenção da punção no ponto de flexão.
Descompressão. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DC
Curso de descompressão após flexão para liberar a pressão de trabalho.
Velocidade de descompressão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BS
A velocidade de descompressão é a velocidade programável que fica ativa durante o curso de descompressão programado.
Tempo de atraso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .TX
Tempo de atraso programável antes da mudança de passo (0-30 segundos).
Paralelismo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Y2
Diferença entre os cilindros esquerdo e direito (Y1 e Y2). Quando positiva, o lado direito fica mais baixo. Quando negativa, o lado direito fica mais alto. O valor programado é válido abaixo do ponto de fixação.

2.3.4. Bend parameters - third page
Ao pressionar o botão "alterar visualização" em qualquer uma das páginas de dobra, uma terceira página com valores ampliados é exibida. Esses "valores reais ampliados" são úteis ao trabalhar na máquina à distância do painel de controle. Os valores mais importantes são exibidos em tamanho de caractere grande e podem ser monitorados facilmente.
O controle pode ser iniciado a partir desta visualização.
Ao pressionar novamente o botão 'alterar visualização', a primeira página de parâmetros de dobra é exibida novamente.
2.3.5. Vista de todas as curvas
Ao clicar no botão "Alterar visualização" na página de propriedades gerais de um programa de dobra (guia Programa), a lista com todas as dobras do programa ativo é exibida. Nessa visualização, todas as dobras podem ser vistas em uma única página e as propriedades de cada dobra podem ser modificadas.

O controle também pode ser iniciado a partir desta visualização.
Ao pressionar novamente o botão 'alterar visualização', a página de propriedades gerais é exibida novamente.
2.3.6. Programação de bumping
Para curvas de grande raio feitas com o método de "impacto", é possível programar facilmente os dados necessários em um programa numérico. Primeiro, o operador pode selecionar o método de curvatura:
0 = Dobra de ar
1 = Fundo
2 = Batendo

Ao selecionar o método de dobra 'Bumping', o operador pode programar os seguintes parâmetros:
- Raio de impacto necessário
- Ângulo total de impacto
- O número de segmentos no raio
O controlador calculará:
- O número de dobras necessárias
- Os ângulos das curvas separadas
- As posições do batente traseiro das dobras individuais
A primeira dobra tem uma posição de batente traseiro absoluta; as outras dobras serão tratadas como dobras encadeadas com posições de batente traseiro relativas.

3. Programação de ferramentas
3.1. Introdução
Este capítulo descreve a programação das ferramentas.

3.2. Programação de Punções
3.2.1. Biblioteca de perfurações
A programação das punções é iniciada pressionando a tecla de ferramentas.

É possível programar um máximo de 30 punções. As ferramentas que não estão programadas apresentam um asterisco (*) ao lado do número da ferramenta.

3.2.2. Parâmetros de punção
Altura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .H
Altura da ferramenta. Importante: este valor de altura será usado no cálculo da profundidade de dobra.
Ângulo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .a
O ângulo da ponta do punção.
Raio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .RA
O raio do punção.
Este parâmetro deve ser usado como critério de seleção; o valor não será utilizado nas fórmulas de cálculo.
Resistência . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .R
Força máxima admissível no punção em kN/mm.
3.3. Programação de matrizes inferiores
3.3.1. Biblioteca de dados
A programação das matrizes é iniciada pressionando a tecla de ferramentas.

É possível programar no máximo 30 matrizes.
3.3.2. Parâmetros do chip
Altura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .H
Altura da ferramenta. Importante: este valor de altura será usado no cálculo da profundidade de dobra.
Abertura em V . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .W
A abertura em V do molde.
Abertura em V:

A largura V é a distância entre as linhas tangentes que se cruzam.
Ângulo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..α
O ângulo do dado.
Raio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .RA
O raio das bordas da abertura em V.
Silenciar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M
Distância de silenciamento. Distância acima da folha na qual ocorre a mudança de velocidade.

X-safe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .SN
Zona de segurança calculada (valor mínimo do eixo X), que será utilizada caso um eixo R seja montado. Isso evita a colisão do dedo com a matriz. O valor mínimo indicado é calculado automaticamente a partir das dimensões da matriz, conforme descrito a seguir:
X-SAFE = FS + ½ V em que:
FS = seção plana na parte de trás do sulco em V
V = valor de abertura
Nessa fórmula também foi adicionado um pequeno valor de segurança adicional (0,5 mm).
Resistência . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .R
Força máxima admissível na matriz em kN/mm
4. Constantes do Programa
4.1. Introdução

4.2. Geral


Polegadas/mm - selecione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .IS
1 = dimensões em polegadas
0 = dimensões em milímetros
Seleção de ton/kN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .TS
1 = Tonelada
0 = kN
É possível selecionar as unidades para que todos os dados de Força sejam expressos em toneladas ou kN.
Linguagem. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .LA
Selecione o idioma da interface do usuário. Os seguintes idiomas são suportados:
0 = Inglês 11 = Polonês
1 = Alemão 12 = Lituano
2 = Dinamarquês 13 = Esloveno
3 = Francês 14 = Turco
4 = Italiano 15 = Russo
5 = Holandês 16 = Brasileiro
6 = Sueco 17 = Húngaro
7 = Checo 21 = Chinês
8 = Espanhol 22 = Chinês Tradicional
9 = finlandês 23 = coreano
10 = Português 24 = Japonês
4.3. Materiais

Nesta janela, é possível programar as propriedades dos materiais. Você pode editar materiais existentes, programar novos materiais ou excluir materiais existentes. É possível programar no máximo 6 materiais no controlador.
Para cada material, três propriedades estão presentes e podem ser visualizadas e editadas.
Nome do material. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..N / D
Nome do material. O nome do material deve ter no máximo 25 caracteres e começar com uma letra (não um número).
Resistência à tração . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .S
Resistência à tração do material selecionado.
Módulo E. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..E
Módulo E do material selecionado.
Os materiais são inicialmente listados de acordo com seu número de identificação, que é mostrado na primeira coluna (ID).
Para alterar um material existente, acesse a linha correspondente e modifique os valores conforme achar melhor.
Utilize a tecla ENTER para confirmar um valor digitado.
Para excluir um material existente, mova o cursor para a linha relevante e pressione a tecla de função 'excluir material' (S6) para apagar os valores.
Para programar um novo material, mova o cursor para um espaço vazio e comece a programar seus valores.
4.4. Configurações do programa

Número da máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .MN
Quando existem várias máquinas de dobrar em uma fábrica, pode ser útil atribuir um número de controle exclusivo a cada máquina.
O número da máquina selecionada será armazenado com o programa de dobra. Esse número será verificado quando um programa for lido da chave USB. Caso o número da máquina não corresponda, você deverá confirmar se deseja ou não lê-lo mesmo assim. Se você não confirmar, a ação será cancelada.
O número da máquina também é armazenado nos nomes dos arquivos das ferramentas. Quando o número da máquina é alterado nesta tela, você será solicitado a fazer um novo backup de suas ferramentas, pois os nomes dos arquivos de todas as ferramentas foram alterados de acordo com o novo número da máquina.
Banco de dados de correção de ângulo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CD
Função de alternância para ativar ou desativar o banco de dados com correções de ângulo. As correções de ângulo são inseridas no modo de produção (automático/passo a passo). Essas correções são armazenadas no programa do produto. Além disso, também é possível armazená-las em um banco de dados geral com correções de ângulo. Dessa forma, as correções inseridas para determinadas curvas permanecem disponíveis para uso futuro em outros produtos. Quando essa configuração está ativada, o controle verifica durante a produção se existem correções para curvas semelhantes no banco de dados. Se houver correções disponíveis para determinadas curvas, elas serão oferecidas. Em outras ocasiões, as correções podem ser interpoladas e oferecidas.
O banco de dados de correções é ajustado com a inserção de novas correções durante a produção.
Quando o banco de dados está habilitado com esse parâmetro, todas as correções inseridas recentemente são armazenadas no banco de dados.
Ao procurar por dobras semelhantes, o controle busca por dobras que possuam as mesmas propriedades da dobra ativa. As seguintes propriedades de uma dobra são comparadas: - Propriedades do material
- Grossura
– Abertura de matriz
– Raio do chip
– Raio de punção
– Ângulo
As cinco primeiras propriedades de uma curva devem ser exatamente as mesmas da curva ativa para que uma comparação possa ser iniciada.
Se for encontrado um ângulo com o mesmo valor que o ângulo da curva ativa, a correção será oferecida.
Caso não seja encontrado um ângulo correspondente, o controle tentará interpolar uma correção a partir de correções já existentes. Para calcular uma correção, as duas condições seguintes devem ser satisfeitas:
– Se o ângulo da curva ativa tiver uma diferença máxima de 10° em relação a duas curvas adjacentes.
– As correções dessas duas curvas adjacentes não podem diferir em mais de 5°.
Abertura Y padrão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Valor padrão de abertura do eixo Y.
O valor programado aqui é usado como valor inicial para o parâmetro 'Abertura do eixo Y' ao criar um novo programa de dobra.
Código padrão do eixo X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..XC
Valor padrão para o parâmetro 'código' em um programa de dobra. Este parâmetro determina o momento da mudança de passo em um programa de dobra. Inicialmente, o parâmetro 'código' é definido com o valor programado aqui durante o pós-processamento e durante a programação.
O valor padrão deste parâmetro é 2.
Consulte o capítulo 'edição de programa' para obter mais informações sobre o parâmetro de código.
Tempo padrão X. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .XT
Tempo de espera padrão para mudança de etapa. Com este parâmetro, você pode predefinir um tempo de espera maior quando necessário para o manuseio do produto.
Tempo de espera padrão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .HT
Valor padrão para o tempo de permanência, o tempo que a viga de prensa permanece na posição de dobra.
4.5. Configurações de computação

Tolerância de dobra para preparação de dados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BA
0 = correção desativada
1 = correção em
Com este parâmetro, você pode escolher se deseja ou não que os valores programados sejam corrigidos para a tolerância de curvatura. Esta configuração (ligado/desligado) refere-se apenas às correções durante a programação de um novo programa no menu "editar programa". Se um programa numérico for inserido com as correções ativadas, as correções dos eixos serão calculadas e armazenadas no programa. Essas correções podem ser visualizadas e editadas no modo de produção (consulte "Modo automático").
4.6. Configurações de produção
Modo de contagem de estoque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .SC
Configuração do contador de estoque no modo de produção, para que o contador de estoque (contador de produtos) conte para cima ou para baixo.
Quando a contagem regressiva é selecionada, o contador de estoque no modo de produção é decrementado após a conclusão de cada produto. Quando o contador chega a zero, o controle é interrompido. Na próxima inicialização, o valor da contagem de estoque é redefinido para o seu valor original.
Quando a contagem progressiva é selecionada, o contador é incrementado após cada conclusão de um produto.
A contagem regressiva pode ser útil se uma cota pré-planejada precisar ser atingida. A contagem progressiva pode ser usada para gerar um relatório sobre o progresso da produção.
Correção de pressão. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .PC
Percentagem da tonelagem calculada que efetivamente controla a válvula de pressão.
Correção de fixação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CC
A posição da viga onde a chapa é fixada é calculada. Para garantir uma fixação firme da chapa, é possível compensar o ponto de fixação calculado com o valor programado aqui. Um valor positivo resultará em uma posição mais profunda, enquanto um valor negativo resultará em uma posição mais alta da viga.
Correção de referência X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..C1
Quando a posição real do eixo X, medida mecanicamente, não corresponde ao valor exibido, é possível corrigir a posição com este parâmetro. Programe a diferença calculada.
Exemplo:
– Quando o valor programado e exibido for igual a 250 e a posição mecânica real for igual a 250
valor = 252 o parâmetro XR = -2.
– Quando o valor programado e exibido for igual a 250 e a posição mecânica real for igual a 250
valor = 248 o parâmetro XR = +2.
R intermediário para movimento X. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .RS
Posição temporária para o eixo R, para evitar colisões resultantes do movimento do eixo X. O valor 0 desativa essa funcionalidade. Quando programado com um valor diferente de zero, essa posição estará ativa quando o eixo X precisar se mover dentro da zona de segurança da matriz.

4.7. Dimensões do batente traseiro

Deslocamento do medidor R . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .RO
Um valor de deslocamento para o eixo R quando a posição do eixo X está fora da zona de segurança da matriz.

Um valor negativo resulta em uma posição mais baixa para o indicador traseiro. Esse deslocamento é válido apenas para a posição 0 do indicador.
Altura do dedo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .FH
A altura do nível de dedo padrão.
Utilizado para corrigir a posição do eixo R em caso de sobreposição.
Comprimento do dedo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .FL
O comprimento do primeiro dedo nivelado.
Utilizado para corrigir a posição do eixo X em caso de sobreposição.
4.8. Manutenção

Horas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
O número de horas em que a máquina está funcionando.
Traços. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
O número de golpes executados pela viga de pressão.
4.9. Transferência de dados

A partir deste menu, todos os dados do programa no controle podem ser armazenados em um dispositivo USB externo ou restaurados a partir de tal dispositivo.
Faça backup dos produtos. Copie todos os produtos do painel de controle para o disco USB.
Os produtos existentes no disco USB com o mesmo nome serão substituídos.
Restaurar produtos: Copie todos os produtos presentes no disco USB para o controle.
Os produtos existentes no sistema de controle com o mesmo nome serão substituídos.
Ferramentas de backup: Copia todas as ferramentas do painel de controle para o disco USB. As ferramentas existentes no disco USB com o mesmo nome serão substituídas.
Além das ferramentas, as constantes do programa também são armazenadas.
Restaurar ferramentas: Copie todas as ferramentas presentes no disco USB para o controle.
As ferramentas existentes no controle com o mesmo nome são substituídas.
5. Modo manual
5.1. Introdução

No modo manual, você programa os parâmetros para uma dobra específica.
Após pressionar o botão 'Iniciar', todos os parâmetros ficam ativos e o batente traseiro se posiciona. Também é possível mover os eixos manualmente; consulte a seção 5.2.


5.2. Explicação dos parâmetros
Todos os parâmetros podem ser programados independentemente dos programas na memória.
Soco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..PARA CIMA
Número de pontos selecionados na biblioteca.
Morra. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..UN
Número de dados selecionados na biblioteca.
Modo manual: Ao pressionar esta tecla, a CNC entra no modo manual.
Use a tecla 'alterar visualização' para mudar para uma tela com valores ampliados.
Material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .MA
Seleção de um dos materiais programados, que são usados para calcular as profundidades de dobra. O controlador contém 4 materiais pré-programados. No total, 6 materiais podem ser programados no controlador. Consulte o capítulo sobre programação de constantes para saber como programar os materiais.
Espessura . ...
Espessura da folha.
Comprimento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BL
Comprimento da folha entre as ferramentas.
Método . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BM
Selecione o método de dobra desejado. O controle suporta 2 métodos:
Dobra de ar
Fundo
Corr. α. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cα
Correção do ângulo de curvatura
A correção do ângulo deve ser inserida da seguinte forma:
– Valor programado de 90 graus.
– Valor medido de 92 graus.
Então é necessário programar Corr._ com -2.
– Valor programado de 90 graus.
– Valor medido de 88 graus.
Então é necessário programar Corr._ com +2.
Ângulo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .α
Ângulo de curvatura.
Eixo Y1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Y
O valor do eixo Y programado ou calculado para obter um determinado ângulo.
Eixo Y2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Y
O valor do eixo Y programado ou calculado para obter um determinado ângulo. Normalmente, Y2 é copiado de Y1. Y2 pode ser programado de forma diferente em caso de curvatura cônica.
Silenciar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M
Ponto da sequência onde o eixo Y passa da velocidade de fechamento rápido para a velocidade de prensagem.
Está programado aqui como um valor de posição do eixo Y.

Descompressão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BP
Curso de descompressão após a flexão para liberar a pressão de trabalho. O mesmo parâmetro que em modo automático (DC).
Força. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .P
Força necessária durante a pressão (calculada automaticamente).
Essa força é pré-calculada a partir das propriedades de dobra: Material, Espessura, Comprimento de dobra e abertura em V da matriz.
Eixo X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..X
O valor programado na direção X para obter uma determinada posição do batente traseiro.
Retrair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DX
Distância de retração do batente traseiro durante a dobra. A “retração do batente traseiro” inicia-se no ponto de pinçamento da chapa.
Eixo auxiliar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .R
Se você tiver um ou mais eixos auxiliares (por exemplo, um eixo R, eixo Z ou suporte de peça), os parâmetros desses eixos aparecerão aqui.
Abertura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DY
Este parâmetro resulta em uma determinada abertura entre o punção e a matriz após a dobra. Um valor positivo indica uma abertura acima do ponto de silenciamento (Mute), enquanto um valor negativo indica uma abertura abaixo do ponto de silenciamento.
Quando você quiser limitar o tempo de manuseio do produto, pode programar um pequeno valor positivo ou negativo.
Velocidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .S
Velocidade de compressão.
Velocidade de descompressão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BS
A velocidade de pressão de descompressão é a velocidade programável do feixe durante o curso de descompressão.
Tempo de espera . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .T
Tempo de permanência do punção no ponto de flexão.
Paralelismo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Y2
Diferença entre os cilindros esquerdo e direito (Y1 e Y2). Quando positivo, o lado direito fica mais baixo. Quando negativo, o lado direito fica mais alto. O valor programado é aplicado abaixo do ponto de fixação.

Após pressionar o botão Iniciar, todos os parâmetros programados ficam ativos.
5.3. Valores ampliados

Nesta tela, são exibidos os valores dos eixos controlados.
5.4. Operação manual dos eixos
5.4.1. Geral

É possível mover um eixo pressionando as teclas de seta no painel frontal do controle. Após pressionar a tecla 'manual pos', a seguinte tela aparece:

Posicione a barra de cursor no eixo que deseja mover usando as teclas de seta. Em seguida, basta pressionar as teclas e observar o movimento do eixo desejado.

O procedimento para mover o eixo depende do eixo que você deseja mover.
– Eixos auxiliares:
Com as teclas, o batente traseiro pode ser posicionado manualmente. Esta operação só é possível no modo “Parar” + “Manual”.
Primeiro, selecione o respectivo eixo do batente traseiro com a ajuda da tecla "Posicionamento manual", de forma que a barra de cursor apareça no eixo desejado. Em seguida, você pode mover o eixo com o auxílio das teclas.
– Eixo Y:
Com as teclas, o punção pode ser posicionado manualmente da mesma forma que os eixos auxiliares.
Esta operação só é possível no modo “Iniciar” + ”Manual”. Além disso, as seguintes condições devem ser atendidas:
• A função 'ajustar' deve estar ativa, indicada na tela por "Ajustar" no canto inferior direito.
• O eixo Y deve estar abaixo do ponto de silenciamento.
• É necessário enviar um comando de pressão para a CNC.
5.4.2. Ensinar
Você pode definir a posição correta de um eixo no modo de posicionamento manual. Depois de mover um eixo para uma determinada posição usando as teclas de cursor, você pode querer salvar essa posição.
Para isso, pressione a tecla ENTER nesta tela.
O valor real do eixo (lado esquerdo) aparecerá no campo do eixo programado (lado direito).
6. Modo automático
6.1. Introdução

No modo automático, um programa de dobra pode ser executado automaticamente, dobra por dobra, após pressionar a tecla 'iniciar'. Ao selecionar um novo programa de dobra, você deve verificar suas ferramentas e suas posições na máquina.
No cabeçalho, são exibidas informações sobre o número de dobras, a repetição de uma dobra, o número do produto e o número do desenho.
Acima da linha horizontal são exibidos os parâmetros programados e calculados.
Os parâmetros abaixo da linha horizontal são correções dos valores programados.
Se o bloqueio de teclas estiver ativo, os parâmetros do programa (acima da linha) não podem ser alterados. Os parâmetros de correção (abaixo da linha) podem sempre ser alterados.
6.2. Parâmetros
Selecione repetir . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CY
Seleção de um dos passos repetidos de uma curva. Útil se uma curva tiver um valor de repetição maior que 1.
Corr α1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cα
Corr α2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cα
Correções nos valores angulares (Cα) nesta flexão.
As correções de ângulo podem ser programadas para ambos os lados da máquina, Y1 e Y2. Quando a correção α1 é inserida para um lado, esse valor é automaticamente copiado para a correção α2 do outro lado. A correção do outro lado pode então ser alterada.
Após a inserção das duas correções angulares, as correções resultantes para o eixo Y e o paralelismo são calculadas. As correções serão salvas no programa de curvatura ativo.
A correção do ângulo deve ser inserida conforme indicado nos exemplos a seguir:
1) Valor programado de 90 graus.
Valor medido de 92 graus.
Então é necessário programar Corr. α com -2.
2) Valor programado de 90 graus.
Valor medido de 88 graus.
Então é necessário programar Corr. α com +2.
Caso a base de dados de correção de ângulos esteja ativada, o controle verifica se existe uma correção para esse tipo de curvatura na base de dados. O resultado dessa verificação é exibido no campo de entrada:
Nenhuma correção armazenada. Nenhuma correção foi encontrada para esta curva.
Correção armazenada. Foi encontrada uma correção que corresponde à curvatura atual.
Correção interpolada. Uma correção foi calculada (interpolada) com base em outras correções existentes.
Se uma correção for inserida, ela será armazenada no banco de dados. Em cada curva subsequente com as mesmas propriedades, essa mesma correção será oferecida.
Consulte o capítulo 'Constantes do programa' para obter mais informações sobre o banco de dados de correção de ângulo.
Corr X. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cx
Correções nas posições do eixo X (Cx) nesta dobra. Caso a tolerância de dobra esteja ativada (consulte CONSTANTES DO PROGRAMA) e um programa tenha sido inserido na preparação de dados, os valores de correção do eixo X são o resultado do cálculo da tolerância de dobra. As correções serão salvas no programa de dobra ativo.
A correção do eixo X deve ser inserida conforme indicado nos exemplos a seguir:
1) Valor programado de 200 milímetros.
Valor medido de 202 milímetros.
Então é necessário programar Corr.x com -2
2) Valor programado de 200 milímetros.
Valor medido de 198 milímetros.
Então é necessário programar Corr.x com +2
6.3. Valores ampliados
Ao pressionar a tecla de função 'valores ampliados', o controle alterna para uma nova visualização com apenas os valores dos eixos na tela.
6.4. Operação manual dos eixos

É possível mover um eixo pressionando as teclas de seta no painel frontal do controle.
Após pressionar a tecla 'manual pos', a seguinte tela aparece:

O procedimento para movimentação manual é descrito na seção 5.2.
Para saber mais sobre nossos produtos, visite e inscreva-se em nosso canal. Canal do YouTube




