Le contrôleur DA52S pour presse plieuse CNC est l'un des systèmes de contrôle numérique les plus utilisés pour presses plieuses hydrauliques Produit par KRRASS.
Préface
Ce manuel décrit le fonctionnement du Contrôleur Delem DA52s et est destiné aux opérateurs formés au fonctionnement de la machine complète.
Garantie limitée Delem
- Ce manuel ne vous confère aucun droit. Delem se réserve le droit de modifier ce manuel sans préavis.
- Tous droits réservés. Le droit d'auteur appartient à Delem. Aucune partie de cette publication ne peut être copiée ou reproduite sans l'autorisation écrite de Delem BV.
Historique des versions
Le logiciel de contrôle est régulièrement mis à jour afin d'améliorer ses performances et d'ajouter de nouvelles fonctionnalités.
Ce manuel a également été mis à jour suite aux modifications apportées au logiciel de commande. Le tableau ci-dessous présente la correspondance entre les versions du logiciel et celles du manuel.
Version du logiciel Version du manuel Description V3.2 V0812 première édition V3
Ce manuel est valable pour la version 3.2 du logiciel.
1. Présentation générale et aperçu du fonctionnement
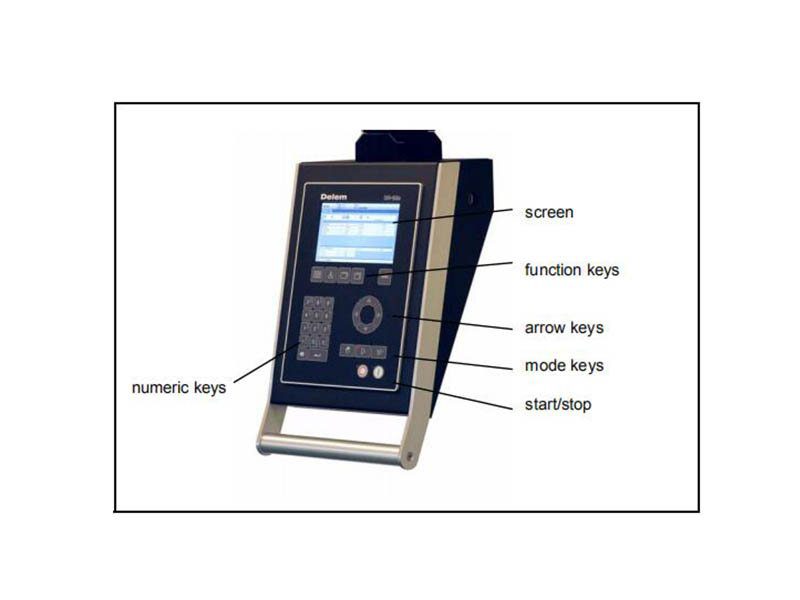
1.1. L'unité de commande
Le contrôle se présente comme suit :
La configuration précise de votre commande peut varier.
La commande s'effectue à l'aide des différentes touches du panneau avant. La description de chaque touche et de sa fonction est fournie dans la section suivante.
1.2. Modes de fonctionnement
La commande comporte les 3 modes suivants :

Chaque mode peut être sélectionné en appuyant sur le bouton-poussoir correspondant. Une LED intégrée au bouton-poussoir indique si le mode est actif ou non.
1.3. Modes de programmation
La commande possède les fonctions de programmation suivantes :

You select one of the programming modes in the manual- or automatic operation mode while the controller is in the 'stop'-status.
1.4. Autres touches du panneau avant
Le panneau avant se compose des éléments suivants :



1.5. Versions logicielles
La version du logiciel de votre commande est affichée en haut de l'écran du menu en mode programmation.
Exemple de numéro de version :
V 1.2
V signifie version
1 est le numéro de version
2 est le niveau de version
Le numéro de version est incrémenté lorsque de nouvelles fonctionnalités sont ajoutées au logiciel, le numéro de niveau est incrémenté lorsque des corrections mineures sont nécessaires dans la version existante.
2. Programmation produit
2.1. Sélection du programme
Pour modifier ou créer un programme, procédez comme suit :

L'écran de la bibliothèque de programmes s'affiche.

Un programme peut également être sélectionné en saisissant directement son numéro.
Pour créer un nouveau programme :
Saisissez un nombre qui n'existe pas encore. Une fois saisi, le système vous demandera si vous souhaitez créer un nouveau programme.
![]()
Pour supprimer un programme :

2.2. Édition du programme
2.2.1. Propriétés générales
Lorsqu'un programme est sélectionné (ou créé), un écran affichant les paramètres généraux du produit apparaît. Ces paramètres sont identiques pour chaque variante du programme.

Cette page présente toutes les données qui sont identiques pour chaque variante du programme (données principales du programme).
![]()
2.2.2. Explication des paramètres
Numéro de tirage : . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DN
Nom ou description du programme. Longueur maximale : 20 caractères.
Nombre de virages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..NB
Le nombre de coudes dans le programme actuel.
Lorsque cette valeur est augmentée, les coudes supplémentaires sont copiés à partir du dernier coude.
Lorsque cette valeur est diminuée, les coudes superflus sont supprimés.
Sélection de l'angle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..ma
Sélection du mode de programmation pour l'axe Y.
0 = absolu : programmer la position absolue sur l'axe Y pour un coude.
1 = a : programmer l'angle de flexion. La position requise sur l'axe Y est calculée.
En fonction de ce paramètre, le paramètre ‘ angle ’ ou le paramètre ‘ position de pliage ’ apparaîtra dans une étape de pliage.
Épaisseur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..TH
Épaisseur de la feuille.
Matériau . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..M
Sélection d'un matériau programmé pour calculer les profondeurs de pliage. La commande numérique comprend 4 matériaux préprogrammés et 2 programmables. Au total, 6 matériaux peuvent être programmés. Consultez le chapitre relatif à la programmation des constantes pour savoir comment programmer les matériaux.

Coup de poing. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .HAUT
Nombre de pointeuses à la bibliothèque.
Mourir . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .ONU
Nombre de dés dans la bibliothèque.
Longueur de flexion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BL
Longueur de la feuille entre les outils.
Lors de la programmation d'un cintrage, on suppose que les outils programmés ont la longueur nécessaire.

Stock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .ST
Nombre de produits à créer avec ce programme.
G-Corr α. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Gα
Correction générale de l'angle, valable pour chaque coude du programme. La valeur doit être programmée de la même manière que pour la correction par coude.
G-Corr X. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Gx
Correction générale de la position de l'axe X, valable pour chaque coude du programme. La valeur doit être programmée de la même manière que pour la correction par coude.
2.3. Programmation de la courbure
2.3.1. Introduction
Les paramètres d'un pli sont répartis sur deux pages d'écran. Le numéro de pli, le numéro de produit et le numéro de dessin sont affichés en haut de l'écran.

Les paramètres situés sous la ligne correspondent à des corrections. Ils ne sont pas nécessaires lors de la programmation d'un produit, mais servent à corriger le comportement de la machine pendant la production.
2.3.2. Bend parameters - first page
Méthode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..BM
Sélectionnez la méthode de pliage souhaitée. La commande prend en charge 2 méthodes :
0 = Courbure de l'air
1 = Bottoming
Méthodes de pliage :

Note:
Lorsque l'opération de fin de course est sélectionnée, la position d'extrémité de flexion de la poutre de l'axe Y dépend du tonnage de travail. Toutefois, si la force est suffisante pour que la poutre atteigne la fin de la course, la poutre peut se mettre en butée.
Calcul de la position d'extrémité de courbure sur l'axe Y ; la course de la poutre sera limitée par la valeur de position.
Angle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .α
Angle requis pour ce cintrage. Ce paramètre n'apparaît que si la programmation des angles est sélectionnée avec le paramètre ‘ Sélection d'angle ’ et si la méthode de cintrage est un cintrage pneumatique.
Position de flexion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Y
Position requise sur l'axe Y pour ce pli. Ce paramètre apparaît uniquement si la programmation absolue est sélectionnée avec le paramètre ‘ Sélection d'angle ’. Il apparaît également si la méthode de pli est le pliage en fond de joint et/ou l'aplatissement.
Ouverture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DY
Ce paramètre détermine l'ouverture de l'espace entre le poinçon et la matrice après le pliage. Une valeur positive correspond à une ouverture supérieure à « Muet », une valeur négative à une ouverture inférieure à « Muet ».
Pour limiter le temps de traitement du produit, vous pouvez programmer une petite valeur positive ou négative.
Répétition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CY
0 = l'étape de pliage est ignorée.
1 à 99 = le nombre de fois où ce pliage sera répété.
Axe des abscisses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .X
Position de la butée arrière. Lorsqu'un signe négatif est programmé, cette cote de butée arrière est une cote incrémentale. La cote incrémentale est soustraite de la position réelle sur l'axe Xα. Ce paramètre peut donc également servir de mesure de chaînage.
Rétracter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DX
Rétracter la butée arrière pendant le pliage. La rétraction de la butée arrière commence au point de pincement de la tôle.
Axe auxiliaire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..R/Z/Aux.
Si vous avez un ou plusieurs axes auxiliaires (par exemple un axe R), les paramètres de ces axes apparaissent ici.
Code . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..CX
Paramètre programmable qui détermine quand les valeurs des paramètres pour la prochaine flexion seront actives. Les possibilités sont :
0 = Changement du nombre de flexion (changement par palier) à la fin de la décompression (paramètres de flexion suivants actifs).
1 = Changement d'étape en position de mise en sourdine lorsque le faisceau se déplace dans la direction d'ouverture.
2 = Changement brusque au point mort supérieur.
3 = Changement d'étape au point mort supérieur sans mouvement d'aucun axe et la commande passe à “ arrêt ”.
4 = Changement brusque si le signal d'entrée C devient actif, sans déplacement du faisceau.
Le mouvement de la poutre persiste ; la fonction de rétraction de la butée arrière ne sera pas effectuée. Voir également le code 5.
5 = Changement d'étape si le signal d'entrée C devient actif et que le faisceau se trouve au point mort supérieur. Vous pouvez alors déplacer le faisceau ; la fonction de rétraction de la butée arrière sera alors exécutée.
10= Changement d'étape à la fin de la décompression avec la poutre de l'axe Y attendant au point de pincement jusqu'à ce que la butée arrière soit en position de rétraction.
11= Changement d'étape en position muette lorsque le faisceau se déplace dans la direction d'ouverture, le faisceau de l'axe Y attendant au point de pincement jusqu'à ce que la butée arrière soit en position de rétraction.
12= Changement d'étape au point mort supérieur, avec la poutre de l'axe Y attendant au point de pincement jusqu'à ce que la butée arrière soit en position de rétraction.
13 = Changement d'étape au point mort haut sans déplacement d'aucun axe. La poutre de l'axe Y restera au point de serrage de la tôle jusqu'à ce que la butée arrière soit en position rétractée. Après le pliage avec ce code, la commande passe à l'état “ arrêt ”.
15 = Changement d'échelon si le signal d'entrée C est activé et que le faisceau se trouve au point mort supérieur. Le faisceau peut être déplacé, mais ce n'est pas obligatoire. Le faisceau de l'axe Y restera au point de serrage de la tôle jusqu'à ce que la butée arrière soit en position de rétraction.
Les valeurs CX non mentionnées n'ont aucune signification.
2.3.3. Bend parameters - second page
Cette page contient les paramètres supplémentaires d'un coude.
Force . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .P
Force requise lors du pressage (calculée automatiquement). Cette force est précalculée à partir des propriétés de pliage : matériau, épaisseur, longueur de pliage et ouverture en V de la matrice.
Vitesse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .V
Vitesse de travail (vitesse de pression). Initialement, la valeur de ce paramètre est copiée à partir du paramètre ‘ vitesse de pression par défaut ’ du menu des constantes de programmation.
Temps de séjour . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .T
Temps de maintien du poinçon au point de flexion.
Décompression. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DC
Course de décompression après flexion pour relâcher la pression de travail.
Vitesse de décompression . ...
La vitesse de décompression est la vitesse programmable qui est active pendant la course de décompression programmée.
Délai . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .TX
Délai programmable avant changement d'étape (0-30 secondes).
Parallélisme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..Y2
Différence entre les vérins gauche et droit (Y1 et Y2). Valeur positive : vérin droit abaissé ; valeur négative : vérin droit relevé. La valeur programmée est active en dessous du point de serrage.

2.3.4. Bend parameters - third page
En appuyant sur le bouton ‘ Changer d'affichage ’ depuis n'importe quelle page de pliage, une troisième page affichant des valeurs en grand format apparaît. Ces “ valeurs réelles en grand format ” sont utiles lors de travaux à distance sur la machine. Les valeurs les plus importantes y sont affichées en gros caractères et peuvent être facilement surveillées.
Le contrôle peut être lancé à partir de cette vue.
En appuyant à nouveau sur le bouton ‘ changer de vue ’, la première page des paramètres de pliage s'affiche de nouveau.
2.3.5. Vue de tous les virages
En cliquant sur le bouton ‘ Changer d’affichage ’ depuis la page des propriétés générales d’un programme de pliage (onglet Programme), la liste de tous les pliages du programme actif s’affiche. Dans cet affichage, tous les pliages sont visibles sur une seule page et les propriétés de chacun peuvent être modifiées.

Le contrôle peut également être lancé à partir de cette vue.
En appuyant à nouveau sur le bouton ‘ Changer d’affichage ’, les pages des propriétés générales s’affichent de nouveau.
2.3.6. Programmation de rebond
Pour les courbes à grand rayon réalisées par ‘ bossage ’, il est possible de programmer simplement les données nécessaires dans un programme numérique. L’opérateur peut d’abord sélectionner la méthode de cintrage :
0 = Airbend
1 = Bottoming
2 = Bosse

Lors de la sélection du mode de pliage ‘ Bumping ’, l’opérateur peut programmer les paramètres suivants :
- Rayon de butée requis
- Angle de choc total
- Le nombre de segments dans le rayon
Le contrôleur calculera :
- Le nombre de virages requis
- Les angles des coudes séparés
- Les positions de butée arrière des coudes séparés
Le premier pli a une position de butée arrière absolue ; les autres plis seront traités comme des plis enchaînés avec des positions de butée arrière relatives.

3. Programmation des outils
3.1. Introduction
Ce chapitre décrit la programmation des outils.

3.2. Programmation des poinçons
3.2.1. Bibliothèque Punch
La programmation des poinçons démarre en appuyant sur la touche outils.

Il est possible de programmer jusqu'à 30 poinçons. Les outils non programmés sont signalés par un astérisque (*) à côté de leur numéro.

3.2.2. Paramètres du poinçon
Hauteur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..H
Hauteur de l'outil. Important : cette valeur de hauteur sera utilisée pour le calcul de la profondeur de pliage.
Angle. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..a
L'angle de la pointe du poinçon.
Rayon. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..RA
Le rayon du poinçon.
Ce paramètre doit être utilisé comme critère de sélection ; sa valeur ne sera pas utilisée dans les formules de calcul.
Résistance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..R
Force maximale admissible sur le poinçon en kN/mm.
3.3. Programmation des matrices inférieures
3.3.1. La bibliothèque
La programmation des matrices démarre en appuyant sur la touche outils.

Il est possible de programmer un maximum de 30 puces.
3.3.2. Paramètres de la puce
Hauteur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..H
Hauteur de l'outil. Important : cette valeur de hauteur sera utilisée pour le calcul de la profondeur de pliage.
Ouverture en V . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..W
L'ouverture en V de la matrice.
Ouverture de la matrice V :

La largeur V est la distance entre les lignes touchantes qui se croisent.
Angle. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..α
L'angle du dé.
Rayon. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..RA
Le rayon des bords de l'ouverture en V.
Muet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..M
Distance de coupure du son. Distance au-dessus de la feuille à laquelle le changement de vitesse s'effectue.

X-safe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .SN
Zone de sécurité calculée (valeur minimale de l'axe X), utilisée en cas de montage d'un axe R. Ceci afin d'éviter toute collision entre le doigt et la matrice. La valeur minimale indiquée est calculée automatiquement à partir des dimensions de la matrice, comme suit :
X-SAFE = FS + ½ V où :
FS = section plate à l'arrière de la rainure en V
V = valeur d'ouverture
Dans cette formule, une petite valeur de sécurité supplémentaire (0,5 mm) a également été ajoutée.
Résistance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .R
Force maximale admissible sur la matrice en kN/mm
4. Constantes du programme
4.1. Introduction

4.2. Généralités


Sélection pouces/mm . ...
1 = dimensions en pouces
0 = dimensions en millimètres
Sélection Ton/kN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .TS
1 = Tonne
0 = kN
Il est possible de choisir les unités pour que toutes les données de force soient exprimées en tonnes ou en kN.
Langue. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .LA
Sélectionnez la langue de l'interface utilisateur. Les langues suivantes sont prises en charge :
0 = Anglais 11 = Polonais
1 = Allemand 12 = Lituanien
2 = Danois 13 = Slowenien
3 = Français 14 = Turc
4 = Italien 15 = Russe
5 = Néerlandais 16 = Brésilien
6 = Suédois 17 = Hongrois
7 = Tchèque 21 = Chinois
8 = Espagnol 22 = Chinois traditionnel
9 = Finlandais 23 = Coréen
10 = Portugais 24 = Japonais
4.3. Matériaux

Cette fenêtre permet de programmer les propriétés des matériaux. Vous pouvez modifier les matériaux existants, en programmer de nouveaux ou supprimer des matériaux existants. La commande permet de programmer jusqu'à 6 matériaux.
Pour chaque matériau, trois propriétés sont présentes et peuvent être consultées et modifiées.
Nom du matériau. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..N / A
Nom du matériau. La longueur maximale autorisée pour le nom du matériau est de 25 caractères ; le nom doit commencer par une lettre (et non par un chiffre).
Résistance à la traction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..S
Résistance à la traction du matériau sélectionné.
Module E. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..E
Module électronique du matériau sélectionné.
Les matériaux sont initialement listés selon leur numéro de matériau, qui est indiqué dans la première colonne (ID).
Pour modifier un matériau existant, accédez à la ligne correspondante et modifiez les valeurs selon vos besoins.
Utilisez la touche ENTRÉE pour confirmer une valeur saisie.
Pour supprimer un matériau existant, déplacez le curseur sur la ligne concernée et appuyez sur la touche de fonction ‘ supprimer matériau ’ (S6) pour effacer les valeurs.
Pour programmer un nouveau matériau, déplacez le curseur vers un espace vide et commencez à programmer ses valeurs.
4.4. Paramètres du programme

Numéro de machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .MN
Lorsqu'une usine comporte plusieurs machines de pliage, il peut être utile d'attribuer à chaque machine un numéro de machine unique.
Le numéro de machine sélectionné sera enregistré avec le programme de pliage. Ce numéro sera vérifié lors de la lecture du programme depuis la clé USB. Si le numéro de machine ne correspond pas, vous devrez confirmer ou non la lecture. En l'absence de confirmation, l'opération sera annulée.
Le numéro de la machine est également enregistré dans le nom des fichiers d'outils. Lorsque vous modifiez ce numéro sur cet écran, un message vous invite à effectuer une nouvelle sauvegarde de vos outils, car le nom de tous les fichiers d'outils a été mis à jour en fonction du nouveau numéro de machine.
Base de données de correction d'angle. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CD
Fonction bascule permettant d'activer ou de désactiver la base de données de corrections d'angles. Les corrections d'angles sont saisies en mode production (automatique/étape par étape) et enregistrées dans le programme produit. Il est également possible de les enregistrer dans une base de données générale. Ainsi, les corrections déjà saisies pour certains pliages restent disponibles pour d'autres produits. Lorsque cette option est activée, le système vérifie en cours de production si des corrections pour des pliages similaires sont présentes dans la base de données. Si c'est le cas, elles sont proposées. Dans le cas contraire, des corrections peuvent être interpolées et proposées.
La base de données de corrections est mise à jour par la saisie de nouvelles corrections pendant la production.
Lorsque la base de données est activée avec ce paramètre, toutes les corrections nouvellement saisies sont stockées dans la base de données.
Lors de la recherche de coudes similaires, le système recherche les coudes présentant les mêmes propriétés que le coude actif. Les propriétés suivantes d'un coude sont comparées : propriétés du matériau.
- Épaisseur
– Ouverture de la matrice
– Rayon de la matrice
– Rayon de poinçonnage
- Angle
Pour qu'une comparaison puisse commencer, les cinq premières propriétés d'un coude doivent être exactement les mêmes que celles du coude actif.
Si un angle est trouvé ayant la même valeur que l'angle de la courbure active, la correction est proposée.
Si aucun angle correspondant n'est trouvé, le système de contrôle tentera d'interpoler une correction à partir des corrections existantes. Pour calculer une correction, les deux conditions suivantes doivent être respectées :
– Si l’angle du coude actif doit avoir une différence maximale de 10° avec deux coudes adjacents.
– Les corrections de ces deux coudes adjacents ne peuvent différer de plus de 5°.
Ouverture par défaut de Y . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..13
Valeur d'ouverture par défaut de l'axe Y.
La valeur programmée ici est utilisée comme valeur initiale pour le paramètre ‘ ouverture de l'axe Y ’ lors de la création d'un nouveau programme de pliage.
Code par défaut de l'axe X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..XC
Valeur par défaut du paramètre ‘ code ’ dans un programme de pliage. Ce paramètre détermine le moment du changement d'étape dans le programme de pliage. Initialement, le paramètre « code » est défini sur la valeur programmée ici lors du post-traitement et de la programmation.
La valeur par défaut de ce paramètre est 2.
Consultez le chapitre ‘ Édition de programme ’ pour plus d'informations sur le paramètre de code.
Durée par défaut de X. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..XT
Délai d'attente par défaut pour le changement de palier. Ce paramètre permet de prédéfinir un délai d'attente plus long si nécessaire pour la manutention du produit.
Durée de maintien par défaut . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..HT
Valeur par défaut du temps de maintien, soit le temps pendant lequel la poutre de presse reste en position de pliage.
4.5. Paramètres de calcul

Tolérance de pliage pour la préparation des données . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BA
0 = correction désactivée
1 = correction sur
Ce paramètre permet d'activer ou de désactiver la correction des valeurs programmées pour tenir compte du jeu de pliage. Cette option (activée/désactivée) concerne uniquement les corrections effectuées lors de la programmation d'un nouveau programme dans le menu ‘ Édition de programme ’. Si un programme numérique a été saisi avec les corrections activées, les corrections d'axes sont calculées et enregistrées dans le programme. Ces corrections peuvent être consultées et modifiées en mode production (voir ‘ Mode automatique ’).
4.6. Paramètres de production
Mode de comptage des stocks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..SC
Paramétrage du compteur de stock en mode production, pour que le compteur de stock (compteur de produits) s'incrémente ou se décrémente.
En mode de décompte, le compteur de stock est décrémenté après chaque produit fabriqué. Lorsque le compteur atteint zéro, la production s'arrête. Au prochain démarrage, le compteur est réinitialisé à sa valeur initiale.
Lorsque l'option de comptage incrémentiel est sélectionnée, le compteur est incrémenté après chaque produit terminé.
Le décompte peut s'avérer utile pour atteindre un quota prédéfini. Le décompte peut servir à rendre compte de l'avancement de la production.
Correction de pression. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..PC
Pourcentage du tonnage calculé qui contrôle effectivement la soupape de pression.
Correction du serrage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..CC
La position de la poutre sur laquelle la tôle est fixée est calculée. Pour une fixation optimale, il est possible de décaler le point de pincement calculé à l'aide de la valeur programmée ici. Une valeur positive correspond à une position plus profonde, une valeur négative à une position plus haute de la poutre.
Correction de la référence X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..C1
Lorsque la position réelle de l'axe X mécanique ne correspond pas à la valeur affichée, il est possible de corriger la position à l'aide de ce paramètre. Programmez la différence calculée.
Exemple:
– Lorsque la valeur programmée et affichée est égale à 250 et que la position mécanique réelle est…
valeur = 252 le paramètre XR = -2.
– Lorsque la valeur programmée et affichée est égale à 250 et que la position mécanique réelle est…
valeur = 248 le paramètre XR = +2.
R intermédiaire pour le mouvement X. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .RS
Position temporaire de l'axe R, afin d'éviter les collisions dues au déplacement de l'axe X. La valeur 0 désactive cette fonction. Si cette valeur est différente de zéro, cette position sera active lorsque l'axe X doit se déplacer dans la zone de sécurité de la matrice.

4.7. Dimensions de la butée arrière

Décalage de la jauge R . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..RO
Valeur de décalage pour l'axe R lorsque la position de l'axe X est en dehors de la zone de sécurité de la matrice.

Une valeur négative indique une position de butée arrière plus basse. Ce décalage n'est valable que pour la position de butée 0.
Hauteur des doigts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..FH
Hauteur du niveau de doigt par défaut.
Utilisé pour corriger la position de l'axe R en cas de superposition.
Longueur des doigts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..FL
La longueur du premier doigt.
Utilisé pour corriger la position de l'axe X en cas de superposition.
4.8. Maintenance

Heures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Le nombre d'heures de fonctionnement de la machine.
Accidents vasculaires cérébraux. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Le nombre de coups exécutés par le faisceau de presse.
4.9. Transfert de données

Ce menu permet de sauvegarder toutes les données du programme de la commande sur un périphérique USB externe ou de les restaurer à partir de ce périphérique.
Sauvegarde des produits : Copiez tous les produits du panneau de contrôle vers le disque USB.
Les produits existants sur la clé USB portant le même nom sont remplacés.
Restaurer les produits Copier tous les produits présents sur le disque USB vers la console.
Les produits existants sur la chaîne de commande portant le même nom sont remplacés.
Outils de sauvegarde : Copiez tous les outils du panneau de contrôle vers la clé USB. Les outils existants sur la clé USB portant le même nom seront remplacés.
Outre les outils, les constantes du programme sont également stockées.
Restaurer les outils : Copiez tous les outils présents sur le disque USB vers la console.
Les outils existants sur la commande portant le même nom sont remplacés.
5. Mode manuel
5.1. Introduction

En mode manuel, vous programmez les paramètres pour un pliage.
Après avoir appuyé sur le bouton ‘ Démarrer ’, tous les paramètres sont activés et la butée arrière se met en place. Il est également possible de déplacer les axes manuellement (voir section 5.2).


5.2. Explication des paramètres
Tous les paramètres peuvent être programmés indépendamment des programmes en mémoire.
Coup de poing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..HAUT
Nombre de poinçons sélectionnés dans la bibliothèque.
Mourir . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..ONU
Nombre de dés sélectionnés dans la bibliothèque.
Mode manuel : En appuyant sur cette touche, la CNC passe en mode manuel.
Utilisez la touche ‘ changer de vue ’ pour passer à un écran avec des valeurs zoomées.
Matériau . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .MA
Sélection d'un matériau programmé pour calculer les profondeurs de pliage. La commande numérique contient 4 matériaux préprogrammés. Au total, 6 matériaux peuvent être programmés. Consultez le chapitre sur la programmation des constantes pour savoir comment programmer les matériaux.
Épaisseur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .TH
Épaisseur de la feuille.
Longueur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BL
Longueur de la feuille entre les outils.
Méthode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BM
Sélectionnez la méthode de pliage souhaitée. La commande prend en charge 2 méthodes :
Courbure de l'air
Bottoming
Corr. α. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cα
Correction de l'angle de pliage
La correction d'angle doit être saisie comme suit :
– Valeur programmée de 90 degrés.
– Valeur mesurée de 92 degrés.
Il est alors nécessaire de programmer Corr._ avec -2.
– Valeur programmée de 90 degrés.
– Valeur mesurée de 88 degrés.
Il est alors nécessaire de programmer Corr._ avec +2.
Angle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .α
Angle de pliage.
Axe Y1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Y
La valeur programmée ou calculée de l'axe Y pour réaliser un certain angle.
Axe Y2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Y
La valeur programmée ou calculée de l'axe Y pour obtenir un angle donné. Normalement, Y2 est une copie de Y1. Y2 peut être programmé différemment en cas de pliage conique.
Muet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..M
Point de séquence où l'axe Y passe de la vitesse de fermeture rapide à la vitesse de pression.
Elle est programmée ici comme une valeur de position sur l'axe Y.

Décompression . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..BP
Course de décompression après le pliage pour relâcher la pression de service. Paramètre identique à celui du mode automatique (DC).
Force. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..P
La force requise lors de la pression (calculée automatiquement).
Cette force est précalculée à partir des propriétés de pliage : matériau, épaisseur, longueur de pliage et ouverture en V de la matrice.
Axe X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..X
La valeur programmée dans la direction X pour obtenir une certaine position de butée arrière.
Rétracter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..DX
Rétracter la butée arrière pendant le pliage. La rétraction de la butée arrière commence au point de pincement de la tôle.
Axe auxiliaire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..R
Si vous disposez d'un ou plusieurs axes auxiliaires (par exemple un axe R, un axe Z ou un support de pièce), les paramètres de ces axes apparaissent ici.
Ouverture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..DY
Ce paramètre détermine l'ouverture de l'espace entre le poinçon et la matrice après le pliage. Une valeur positive correspond à une ouverture supérieure à « Muet », une valeur négative à une ouverture inférieure à « Muet ».
Pour limiter le temps de traitement du produit, vous pouvez programmer une petite valeur positive ou négative.
Vitesse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..S
Vitesse de pression.
Vitesse de décompression . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..BS
La vitesse de pression de décompression est la vitesse programmable du faisceau pendant la course de décompression.
Temps d'attente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..T
Temps de maintien du poinçon au point de flexion.
Parallélisme. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Y2
Différence entre les vérins gauche et droit (Y1 et Y2). Valeur positive : vérin droit abaissé ; valeur négative : vérin droit relevé. La valeur programmée est active en dessous du point de serrage.

Après avoir appuyé sur le bouton de démarrage, tous les paramètres programmés sont actifs.
5.3. Valeurs zoomées

Sur cet écran, les valeurs des axes contrôlés sont affichées.
5.4. Fonctionnement manuel des axes
5.4.1. Généralités

Il est possible de déplacer un axe en appuyant sur les touches fléchées du panneau avant de la commande. Après avoir appuyé sur la touche ‘ position manuelle ’, l’écran suivant s’affiche :

Placez le curseur sur l'axe que vous souhaitez déplacer à l'aide des flèches directionnelles. Appuyez ensuite sur les touches et observez le mouvement de l'axe souhaité.

La procédure de déplacement de l'axe dépend de l'axe que vous souhaitez déplacer.
– Axes auxiliaires :
Le réglage manuel de la butée arrière s'effectue à l'aide des touches. Cette opération est uniquement possible en mode “ Arrêt ” + “ Manuel ”.
Commencez par sélectionner l'axe de butée arrière correspondant à l'aide de la touche “ Positionnement manuel ”, de sorte que le curseur se positionne sur l'axe souhaité. Vous pouvez ensuite déplacer cet axe à l'aide des touches correspondantes.
– Axe Y :
À l'aide des touches, le poinçon peut être positionné manuellement de la même manière que pour les axes auxiliaires.
Cette opération n'est possible qu'en mode “ Démarrage ” + ” Mode manuel ”. De plus, les conditions suivantes doivent être remplies :
• La fonction ‘ régler ’ doit être active, ce qui est indiqué à l’écran par la mention “ Régler ” dans le coin inférieur droit.
• L'axe Y doit être inférieur au point de coupure du son.
• Une commande de pression doit être donnée à la CNC.
5.4.2. Enseigner
En mode de positionnement manuel, vous pouvez définir la position correcte d'un axe. Une fois l'axe positionné à l'aide des flèches directionnelles, vous pouvez enregistrer cette position.
Pour ce faire, appuyez sur la touche ENTRÉE sur cet écran.
La valeur réelle de l'axe (à gauche) apparaîtra dans le champ d'axe programmé (à droite).
6. Mode automatique
6.1. Introduction

En mode automatique, un programme de pliage s'exécute automatiquement, pli par pli, après avoir appuyé sur la touche ‘ Démarrer ’. Lors de la sélection d'un nouveau programme de pliage, il est impératif de vérifier vos outils et leur position sur la machine.
L'en-tête affiche des informations sur le nombre de plis, la répétition d'un pli, le numéro de produit et le numéro de dessin.
Au-dessus de la ligne horizontale, les paramètres programmés et calculés sont affichés.
Les paramètres situés sous la ligne horizontale correspondent à des corrections apportées aux valeurs programmées.
Si le verrouillage par clé est activé, les paramètres du programme (au-dessus de la ligne) ne peuvent pas être modifiés. Les paramètres de correction (en dessous de la ligne) peuvent toujours être modifiés.
6.2. Paramètres
Sélectionnez Répéter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CY
Sélection d'une des étapes répétées d'un pli. Utile si le nombre de répétitions d'un pli est supérieur à 1.
Corr α1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cα
Corr α2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cα
Corrections sur les valeurs d'angle (Cα) dans cette flexion.
Il est possible de programmer des corrections d'angle pour les deux côtés de la machine, Y1 et Y2. Lorsqu'une correction α1 est saisie pour un côté, sa valeur est automatiquement reportée sur la correction α2 de l'autre côté. La correction de l'autre côté peut ensuite être modifiée.
Une fois les deux corrections angulaires saisies, les corrections résultantes pour l'axe Y et le parallélisme sont calculées. Ces corrections seront enregistrées dans le programme de pliage actif.
La correction d'angle doit être saisie comme indiqué dans les exemples suivants :
1) Valeur programmée de 90 degrés.
Valeur mesurée : 92 degrés.
Il est alors nécessaire de programmer Corr. α avec -2.
2) Valeur programmée de 90 degrés.
Valeur mesurée : 88 degrés.
Il est alors nécessaire de programmer Corr. α avec +2.
Si la base de données de correction d'angle est activée, le système vérifie si une correction existe pour ce type de courbure. Le résultat de cette vérification s'affiche dans le champ de saisie.
Aucune correction enregistrée. Aucune correction n'a été trouvée pour ce virage.
Correction enregistrée. Une correction correspondant à la courbure actuelle a été trouvée.
Correction interpolée. Une correction a été calculée (interpolée) à partir d'autres corrections existantes.
Si une correction est saisie, elle sera enregistrée dans la base de données. À chaque virage suivant présentant les mêmes caractéristiques, cette même correction sera proposée.
Consultez le chapitre ‘ Constantes du programme ’ pour plus d'informations sur la base de données de correction d'angle.
Corr X. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cx
Corrections des positions sur l'axe X (Cx) lors de ce pliage. Si la tolérance de pliage est activée (voir CONSTANTES DU PROGRAMME) et qu'un programme a été saisi lors de la préparation des données, les valeurs de correction de l'axe X résultent du calcul de la tolérance de pliage. Ces corrections seront enregistrées dans le programme de pliage actif.
La correction de l'axe X doit être saisie comme indiqué dans les exemples suivants :
1) Valeur programmée de 200 millimètres.
Valeur mesurée : 202 millimètres.
Il est alors nécessaire de programmer Corr.x avec -2
2) Valeur programmée de 200 millimètres.
Valeur mesurée : 198 millimètres.
Il faut ensuite programmer Corr.x avec +2
6.3. Valeurs zoomées
Lorsque la touche de fonction ‘ valeurs zoomées ’ est enfoncée, la commande bascule vers une nouvelle vue n'affichant à l'écran que les valeurs des axes.
6.4. Fonctionnement manuel des axes

Il est possible de déplacer un axe en appuyant sur les touches fléchées du panneau avant de la commande.
Après avoir appuyé sur la touche ‘ position manuelle ’, l’écran suivant apparaît :

La procédure de déplacement manuel est décrite dans la section 5.2.
Pour en savoir plus sur nos produits, veuillez visiter et vous abonner à notre newsletter. chaîne YouTube




