Découvrez les produits phares et les procédés de base des presses plieuses.
Presse plieuse, Le pliage, véritable prouesse technique dans le travail de la tôle, permet de cintrer avec précision diverses formes en quelques étapes seulement. Parmi les nombreux produits offrant une maîtrise parfaite du pliage, nous avons sélectionné trois produits phares. Le premier est la cintreuse tridimensionnelle de la série HAX, modèle HAX-20, lancée par RK Trading Company. Sa particularité ? Elle permet de cintrer rapidement le fil d'acier en formes complexes et variées, avec une qualité de pliage exceptionnelle.
Passons maintenant à l'analyseur d'axes MB8-110T3200 DA53T 4+1 Presse plieuse CNC KRRASS lance la presse plieuse en acier inoxydable la plus rapide du marché. Cette machine alimente intelligemment la tôle et la plie efficacement. Elle se caractérise par une vitesse extrême, un positionnement précis et le bruit régulier qu'elle produit en fonctionnement, ce qui est impressionnant.
Passons maintenant à la presse plieuse de Salvagnini. Bien que cet équipement haut de gamme soit performant pour les petites séries, il peine à répondre aux besoins de production à grande échelle, ce qui limite son champ d'application. Le niveau technologique présenté dans la vidéo est impressionnant. “ Les plieurs resteront bouche bée en la voyant, et les maîtres tôliers en seront émerveillés. ”
Points clés à connaître concernant le processus de pliage CNC : Les paramètres principaux d’une presse plieuse comprennent la pression et la longueur de la table de travail.
1. Principaux types de couteaux de pliage

2. L'application des couteaux droits au pliage.
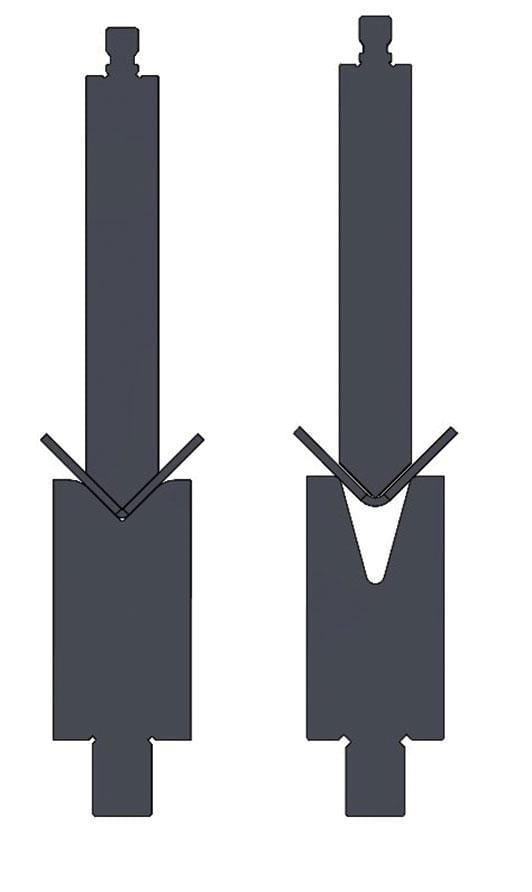
Les couteaux droits conviennent généralement aux situations où une seule courbure est nécessaire et où il n'est pas nécessaire de tenir compte de l'évitement, comme illustré sur la figure :


La figure 3 illustre une situation d'interférence manifeste, rendant l'opération de pliage difficile. Pour y remédier, il convient d'envisager l'utilisation d'autres types de couteaux de pliage. Dans la situation représentée à gauche de la figure 3, il est possible de privilégier l'utilisation d'un petit couteau courbe pour un traitement d'évitement adapté aux conditions réelles, ce qui permet de résoudre efficacement le problème d'interférence, comme le montre la figure 4.

Dans la situation illustrée à droite de la figure 3, l'utilisation d'un couteau tranchant est plus appropriée pour éviter les accrocs. Cependant, il convient de noter que, du fait de sa conception, la lame d'un couteau tranchant est relativement fragile et ne convient donc pas au pliage de tôles épaisses. De manière générale, pour les tôles d'une épaisseur supérieure à 1,5 mm, l'utilisation d'un couteau tranchant est déconseillée. Dans ce cas, il est nécessaire d'adapter le processus, par exemple en plaçant la pose des écrous à sertir après le pliage afin de garantir un fonctionnement optimal.

Parfois, même si la petite machette ne permet pas d'éviter la position, il est nécessaire d'utiliser une machette plus grande pour intervenir. Cette situation est illustrée par la figure 6 :

Cependant, il arrive parfois que même une grande machette ne puisse éviter la position, et des étapes supplémentaires sont alors nécessaires. Tout d'abord, une pré-impression est réalisée sur la ligne de pliage (comme illustré sur la figure 7). Ceci permet de plier la pièce selon un angle précis lors de l'étape de pliage suivante, afin d'éviter toute collision avec l'outil. Ensuite, le tranchant est pressé à 90 degrés (comme illustré sur la figure 8). Ce procédé d'estampage est généralement adapté aux opérations de pliage qui ne peuvent être réalisées en une seule étape. Ainsi, lors du second pliage, la ligne de pliage est formée avec plus de précision le long de la marque initiale, évitant ainsi les problèmes de déviation dus au second pliage ou à un contrôle imprécis de l'angle de pliage.

Lors du pliage, un repère est préalablement marqué sur la ligne de pliage. Cette opération permet de définir un angle prédéfini pour le pliage ultérieur, évitant ainsi les collisions d'outils. Il s'agit d'une étape importante pour garantir le bon déroulement de l'opération et améliorer la précision du pliage.

Lors de la conception, il est essentiel d'examiner attentivement les avantages et les inconvénients du cintrage. Bien que d'autres procédés puissent convenir dans certains cas, le cintrage direct offre généralement de meilleures performances et permet un contrôle plus précis des dimensions et des angles. De plus, la cintreuse est non seulement adaptée au cintrage des pièces, mais aussi au formage des bords. Lors de la planification du processus, il convient de prendre en compte divers facteurs afin de garantir un déroulement fluide et une finition de haute qualité. Il est important de noter que les dimensions de cintrage des pièces d'épaisseurs différentes sont soumises à des restrictions strictes, des dimensions trop faibles pouvant engendrer des problèmes de qualité. Pour le choix de la matrice inférieure, il est généralement recommandé d'opter pour une rainure dont la profondeur est six fois supérieure à l'épaisseur de la tôle, afin de garantir un coefficient de cintrage conforme aux valeurs théoriques et d'améliorer ainsi la stabilité de la qualité du produit.

Lors du cintrage, l'utilisation d'une rainure trop étroite entraîne souvent des problèmes d'indentation. Généralement, les rainures de moins de 6 mm produisent des indentations importantes lors du cintrage, surtout lorsque la surface de la pièce est brute et que le bord de cintrage est petit. Ces indentations affectent non seulement l'aspect, mais peuvent également favoriser la corrosion. Il est donc essentiel d'y prêter une attention particulière dès la conception.
De plus, lors du cintrage proprement dit, diverses situations complexes peuvent survenir, et l'impact du cintrage sur les autres étapes du processus doit être considéré de manière exhaustive. Pour chaque problème, une analyse spécifique et une organisation judicieuse du flux de production sont nécessaires. Par ailleurs, les fournisseurs fabriquent également des outils de cintrage de formes spécifiques selon les besoins particuliers, mais il convient de noter que plus la forme de l'outil est complexe ou plus la courbure est importante, plus sa rigidité risque d'être affectée, ce qui réduit sa durée de vie.




