Le contrôleur Delem DA53T est un système de contrôle numérique couramment utilisé sur presses plieuses hydrauliques Produit par KRRASS.
Préface
Ce manuel décrit le fonctionnement du contrôleur Delem DA53T et est destiné aux opérateurs formés à l'utilisation de la machine complète.
Garantie limitée Delem
Ce manuel ne vous confère aucun droit. Delem se réserve le droit de le modifier sans préavis.
Tous droits réservés. Le droit d'auteur appartient à Delem. Aucune partie de cette publication ne peut être copiée ou reproduite sans l'autorisation écrite de Delem BV.
Historique des versions
Le logiciel de contrôle est régulièrement mis à jour afin d'améliorer ses performances et d'ajouter de nouvelles fonctionnalités.
Ce manuel a également été mis à jour suite aux modifications apportées au logiciel de commande. Le tableau ci-dessous présente la correspondance entre les versions du logiciel et du manuel.
Version du logiciel Version du manuel Description
V1.5 V0817 première version V1
Ce manuel est valable pour la version 1.5 et les versions ultérieures du logiciel.
1. Présentation générale et aperçu du fonctionnement
1.1. L'unité de commande
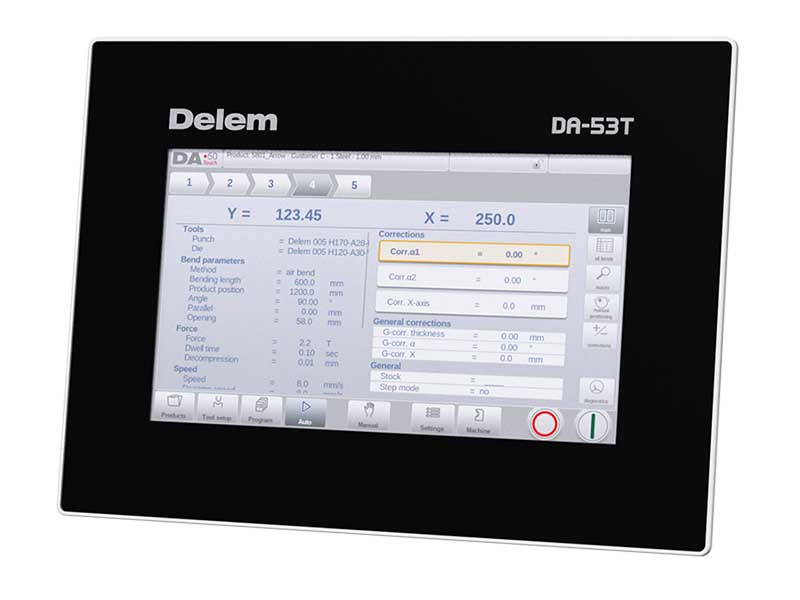
Le dispositif DA53T se présente comme suit :
La configuration précise de votre commande peut varier.
L’utilisation de la commande s’effectue principalement via l’écran tactile. Outre la description des fonctions spécifiques, les sections suivantes de ce manuel présentent les fonctions et les commandes tactiles disponibles.
Ce manuel d'utilisation est consacré au logiciel de commande et aux fonctions machine associées.

1.2. Éléments de commande avant
Le bouton Démarrer et Arrêter est intégré à l'interface utilisateur tactile.

1.3. Connecteurs USB
Sur le côté droit de la commande se trouve un port USB permettant de connecter des périphériques externes, tels qu'une clé USB, un clavier ou une souris externe.

1.4. Modes de fonctionnement et de programmation
The DA-Touch control's main screen looks as follows:

L'écran affiché dépend du bouton de navigation actif. L'écran principal ci-dessus apparaît lorsque la fonction Produits est activée.
Il suffit d'appuyer sur les différents modes pour sélectionner le mode souhaité.
La structure de l'écran principal est la suivante :
Panneau de titre
En haut, le panneau de titre est toujours affiché. On y trouve le logo, le produit chargé, la courbe active, le sous-répertoire sélectionné et (lorsqu'il est activé) la ligne de service. Les indicateurs de la machine y figurent également.

Panneau d'information
Dans le panneau d'informations, toutes les fonctions et visualisations relatives au mode sélectionné sont affichées et accessibles.

Panneau de commande
Le panneau de commandes fait partie du panneau d'informations et c'est là que se trouvent les commandes liées à ce panneau.
Panneau de navigation
Le panneau de navigation regroupe tous les modes principaux. Il est toujours visible. Les commandes, de gros boutons avec icônes, permettent de passer directement d'un mode à l'autre.
![]()
Explication des principaux modes / boutons de navigation

1.5. Premiers pas
1.5.1. Introduction
Pour obtenir un programme de pliage pour un produit, la commande numérique permet de créer un dessin du produit et de calculer une séquence de pliage valide. À partir de ces informations, un programme de pliage est généré.
Cela se fait en suivant les étapes suivantes :
- Accédez au mode Produits dans le panneau de navigation et créez un nouveau produit en appuyant sur Nouveau produit.
- Saisissez les propriétés du produit et commencez à dessiner un profil de produit 2D en mode Dessin.
- Vérifiez l'outillage, modifiez-le ou créez une nouvelle configuration en mode Configuration des outils.
- Utilisez le mode Séquence de pliage pour déterminer la séquence de pliage en la calculant.
or manually modifying it upon your own idea's. - Si nécessaire, modifiez le programme numérique CNC via le mode Programme.
- Appuyez sur Auto puis sur le bouton Démarrer pour produire le produit programmé.
1.5.2. Préparatifs
Avant de pouvoir démarrer la programmation du produit, les préparatifs suivants doivent être effectués.
• Les propriétés des matériaux doivent avoir été correctement programmées dans la bibliothèque de matériaux. Vous trouverez ces informations sur la page Matériaux, en mode Paramètres.
Les outils appropriés doivent être programmés dans la bibliothèque d'outils. Ces outils sont indispensables à la création d'un programme CNC. Vous trouverez les bibliothèques correspondant aux différents types d'outils en mode Machine.
1.5.3. Créez un dessin
Cette fonction permet de créer un dessin du produit. Pour cela, appuyez sur « Dessin » dans le panneau de navigation ; un profil 2D est alors créé. À ce stade, aucun calcul de pliage ou de dimensions n'est effectué : vous pouvez créer n'importe quel profil ou dessin.
La méthode de dessin sur la commande à écran tactile est basée sur :
- Dessiner
- Définition des valeurs
Dessiner
Le dessin de la forme du produit et de l'outil peut être réalisé en tapotant l'écran dans les différentes directions souhaitées. L'application tracera alors une ligne entre les points indiqués. Le dernier point du dessin sera toujours marqué d'un gros point rouge. Lorsque ce point est affiché, vous pouvez maintenir votre doigt appuyé dessus et le déplacer sur l'écran pour modifier la direction de la ligne ou allonger sa longueur. Cette méthode est appelée ‘ glisser-déposer ’. La longueur et l'angle seront affichés à l'écran et pourront être ajustés avec précision.
Définition des valeurs
Une fois le produit ou l'outil dessiné à l'aide de la méthode Esquisse, les valeurs exactes des longueurs de ligne et des angles peuvent être optimisées grâce à la méthode de réglage des valeurs. Il suffit d'appuyer deux fois sur la valeur de la longueur de ligne ou de l'angle à modifier pour que le clavier s'affiche. La valeur peut être validée de deux manières :
- Fonction de saisie
- Fonction Entrée-Suivant
La touche Entrée ferme le clavier après la saisie de la valeur. La touche Entrée-Suivant permet de saisir la valeur sur la ligne ou l'angle à modifier, et le clavier reste ouvert pour l'étape de programmation suivante.
En cas d'erreur dans la valeur saisie, il est possible d'appuyer sur le bouton “ Annuler ” situé à droite du champ de saisie pour revenir à la valeur d'origine ou d'utiliser la touche Retour arrière du clavier pour supprimer le dernier caractère saisi.
Fonction zoom
En pinçant l'écran avec deux doigts simultanément, il est possible de zoomer et dézoomer sur le dessin, l'outil ou la visualisation de la machine. Écarter les doigts permet d'effectuer un zoom avant, tandis que les rapprocher permet de dézoomer.
Ajuster à l'écran
Parmi les icônes de commande situées sur le côté de l'écran, vous trouverez la fonction « Ajuster à l'écran ». Elle peut être utilisée lorsque la taille du dessin n'est pas clairement visible sur l'image. Il suffit d'appuyer une fois pour que le dessin soit redimensionné automatiquement pour s'adapter à la taille de l'écran.
Panoramique
Un seul doigt suffit pour effectuer un panoramique.
Caractéristiques de l'outil de dessin
- Conception graphique des formes de produits en 2D
- Épaisseur de feuille à l'échelle
- Mise à l'échelle automatique
- Les dimensions horizontales et verticales projetées peuvent être saisies.
- Conception d'outils à l'échelle réelle
- Forme de machine unique (poutre de presse et table)
- Changement de longueurs et d'angles
- Ajout ou suppression de coudes
- Des caractéristiques de pliage spéciales peuvent être appliquées
- Les ourlets peuvent être programmés
- Les coudes à bossage peuvent être utilisés pour les grands rayons.
- Les produits existants peuvent être copiés, modifiés et stockés en tant que nouveau produit.
- Sélection de la dimension de fermeture ou de la tolérance de plus haute précision
- Connexion des logiciels 2D pour la production 3D
1.5.4. Déterminer la séquence de pliage
Une fois le dessin du produit terminé, la commande numérique propose le mode Configuration d'outillage pour programmer la configuration exacte des outils telle qu'elle est organisée sur la machine. Vous pouvez ensuite sélectionner le mode Séquence de pliage pour déterminer et simuler la séquence de pliage requise.
En mode Séquence de pliage, la commande affiche le produit, la machine et les outils. Ce menu permet de programmer et de vérifier visuellement la séquence de pliage. Une fois la séquence définie, le programme CNC peut être généré.
Calcul de la séquence de flexion
- Calcul automatique pour un temps de production minimal
- détermination interactive de la séquence de virage
- détermination manuelle de la séquence de pliage
- Visualisation de la collision du produit avec les outils et la machine
- sélection d'outils gratuits
- Affectation des temps de virage, de la vitesse de voie arrière, etc.
- calcul de la longueur vide
- indication du temps de production
- simulation de séquence de flexion
- Positions des doigts programmables
1.5.5. Programme numérique
Le menu Programme donne accès au programme numérique et aux valeurs du produit actif.
Il existe deux possibilités pour créer un programme CNC :
- Saisissez un programme numérique, lancé via le mode Produits, appuyez sur Nouveau programme, étape par étape ;
- Générez le programme à partir de la simulation de pliage graphique lancée via le mode Produits, appuyez sur Nouveau produit, via le mode Dessin. (voir : Mode Dessin ; dessin de produit).
Si le programme est saisi manuellement, aucun contrôle des collisions n'est effectué. Toutes les valeurs du programme doivent être saisies manuellement. La maîtrise du programme dépend de l'expérience de l'opérateur.
Si le programme est généré à partir d'une séquence de pliage graphique, il peut être visualisé pendant la production. Un programme généré peut être modifié en fonction des besoins opérationnels.
Une fois le dessin complété avec une séquence de pliage et le programme enregistré, celui-ci est post-traité et le programme numérique devient disponible.
Le système calcule automatiquement :
- Force nécessaire
- Réglages de la machine tels que :
- Position sur l'axe Y
- Décompression
- Position sur l'axe X
- Rétraction de l'axe X
- Ouverture en Y
- Axes R
- Axes Z
Les positions des axes sont calculées en fonction de la configuration de la machine.
1.5.6. Menus Auto et Manuel, modes de production
Un programme de production peut être exécuté en mode automatique. Dans ce mode, un programme complet s'exécute courbe après courbe. Le mode pas à pas permet de démarrer chaque courbe séparément.
Le mode manuel de la commande est un mode de production indépendant. Dans ce mode, un seul cintrage peut être programmé et exécuté. Il est généralement utilisé pour tester le comportement du système de cintrage.
Vous trouverez plus d'informations à ce sujet dans les chapitres 7 et 8.
1.5.7. Sauvegarde des données, stockage externe
Les fichiers produits et outils peuvent être stockés en externe. Selon la configuration, ces fichiers peuvent être enregistrés sur un réseau ou sur une clé USB. Ceci facilite la sauvegarde des données importantes et l'échange de fichiers entre les systèmes de contrôle Delem.
1.6. Outils de programmation
1.6.1. Texte d'aide
Cette commande est dotée d'une fonction d'aide en ligne. Lorsque vous appuyez sur le bouton Aide du panneau de navigation, une aide contextuelle s'affiche.
![]()
Pour afficher l'aide relative à un paramètre, appuyez sur le bouton Aide dans le panneau de navigation. Une fenêtre contextuelle contenant des informations sur le paramètre actif s'affiche.

Cette fenêtre d'aide contient les mêmes informations que le manuel d'utilisation.
La fenêtre d'aide peut être utilisée comme suit :
Vous pouvez faire défiler le texte en faisant glisser un doigt dans la direction souhaitée. En touchant la partie inférieure ou supérieure de l'écran, les boutons Page précédente / Page suivante permettent de naviguer dans le texte d'aide.
La fonction Index permet d'accéder directement à la table des matières. Les liens hypertextes dans la table permettent de naviguer directement vers le sujet souhaité.
Appuyez sur Fin pour fermer la fenêtre d'aide.
1.6.2. Fonctionnalités de la liste déroulante
Plusieurs paramètres de la commande possèdent un nombre limité de valeurs possibles. Pour sélectionner un tel paramètre, appuyez sur sa ligne à l'écran ; une liste d'options s'affichera alors à proximité de l'endroit où vous avez appuyé, et vous pourrez choisir la valeur souhaitée.
Pour annuler la sélection et fermer la liste déroulante, appuyez en dehors de celle-ci pour la fermer sans modifier le paramètre sélectionné.
Pour améliorer la mise au point sur les paramètres et faciliter leur utilisation lors de la programmation, la fonction de zoom sur les paramètres agrandit les lignes de paramètres spécifiques pendant la programmation.
Par exemple, en mode Programme, les lignes de force s'élargissent, ce qui permet une meilleure mise au point lors du réglage fin.

Lors de la sélection d'une autre ligne de paramètre, la sélection précédente sera réduite et dézoomée à nouveau, tandis que la ligne de paramètre nouvellement sélectionnée sera zoomée.
1.6.3. Navigation
Dans certains modes, les écrans du programme sont divisés en onglets.

Les onglets sont facilement sélectionnables d'un simple clic. Si un onglet est partiellement ou totalement invisible, il suffit de faire glisser horizontalement la barre d'onglets pour le rendre visible et le sélectionner.
1.6.4. Saisie et édition de texte
Le curseur permet de saisir une valeur ou du texte dans un champ de saisie existant. Il suffit d'appuyer à l'endroit souhaité : le curseur apparaîtra et le texte sera ajouté à cet emplacement.
1.6.5. Saisie de caractères alphanumériques et de caractères spéciaux
Les caractères alphanumériques et les caractères spéciaux sont tous deux utilisables dans le contrôle. Un clavier alphanumérique complet s'affiche à l'écran lorsque nécessaire.
Lors de la modification d'un champ exclusivement numérique, les caractères alphanumériques seront masqués. Pour les champs autorisant la saisie de chaînes alphanumériques, le clavier reste entièrement accessible.
Les caractères spéciaux tels que ? % – peuvent être trouvés en utilisant le bouton de caractères spéciaux situé en bas à gauche du clavier.

Les caractères spéciaux (comme á, à, â, ã, ä, å, æ) sont pris en charge par le clavier à l'écran en maintenant un caractère (comme 'a') enfoncé.

1.6.6. Centre de messagerie
Lorsque des messages provenant de l'automate programmable, des systèmes de sécurité ou du séquenceur s'affichent, ils peuvent être envoyés au centre de messages. Lorsqu'un message s'affiche simultanément, l'icône du centre de messages apparaît en haut de la page, à côté par exemple de l'icône de verrouillage. En appuyant sur cette icône, les messages disparaissent de l'écran, laissant place à la programmation et à l'édition. Un nouvel appui permet d'afficher les messages eux-mêmes.
Lorsque des messages sont en arrière-plan, l'icône du centre de messagerie comporte un indicateur supplémentaire pour signaler les nouveaux messages entrants qui ne sont pas encore affichés.

1.6.7. Fonction de verrouillage à clé
Pour empêcher toute modification des produits ou des programmes, la fonction de verrouillage des touches offre la possibilité de verrouiller la commande.
Le verrouillage de la commande comporte deux niveaux : le verrouillage du programme et le verrouillage de la machine.
- En mode Verrouillage de programme, seul un produit peut être sélectionné et exécuté en mode automatique.
- En mode verrouillage machine, la machine est verrouillée et la commande est inutilisable.
Pour verrouiller une commande, appuyez simplement sur le symbole de verrouillage en haut de l'écran. Selon le code utilisé, la commande sera verrouillée par programme ou par machine. Le verrouillage par programme est représenté par un cadenas fermé gris. Le verrouillage par machine est représenté par le même cadenas, mais coloré (rouge).

Lorsque le verrouillage de programme est actif, des symboles de verrouillage apparaissent également derrière les paramètres pour indiquer que le verrouillage est actif et qu'aucune modification n'est possible.
Pour déverrouiller la commande, appuyez sur le symbole de verrouillage et saisissez le code correspondant. Une fois la saisie effectuée, le symbole de verrouillage indiquera que la commande est déverrouillée et les symboles de verrouillage associés aux paramètres disparaîtront.

Les codes peuvent être modifiés à tout moment. La procédure de gestion des codes est décrite dans le manuel d'installation.
1.6.8. Positionnement manuel
Sur la page de positionnement manuel, en mode manuel et automatique, un curseur situé en bas de l'écran permet de positionner l'axe. La vitesse de l'axe est déterminée par le déplacement du curseur. Lorsque le curseur est relâché, l'axe s'arrête. Les boutons situés à chaque extrémité du curseur permettent d'ajuster précisément la position de l'axe. Un signal sonore retentit lors du déplacement de l'axe.

1.6.9. Versions du logiciel
La version du logiciel de votre machine est affichée dans l'onglet Informations système du menu Machine.

Exemple de numéro de version :
V 1.2.3
V signifie version
V 1.xx est le numéro de version majeure
V x.2.x est le numéro de version mineure
V xx3 est le numéro de version de la mise à jour
Le numéro de version majeure est incrémenté lors de l'ajout de nouvelles fonctionnalités importantes au logiciel. Ces modifications nécessitent une introduction et peuvent perturber son fonctionnement normal. Le numéro de version mineure est incrémenté lors de l'intégration de nouvelles fonctionnalités et améliorations qui ne modifient pas le fonctionnement normal. Le numéro de version de mise à jour est exclusivement utilisé pour les corrections apportées à la version existante du logiciel.
2. Produits, la bibliothèque de produits
2.1. Introduction
En mode Produits, vous pouvez sélectionner des produits existants, déjà fabriqués, pour lancer une nouvelle production ou les modifier afin de créer un produit similaire. Pour créer un nouveau programme, utilisez l'option « Nouveau programme » depuis ce mode.

2.1.1. Vue principale

En mode Produits, un aperçu de la bibliothèque de programmes de la commande est fourni. Dans ce mode, un programme produit peut être sélectionné (chargé). Il est ensuite possible de le modifier ou de l'exécuter.
Chaque élément de la liste comprend son identifiant produit, sa description, le nombre de plis du produit et la date de sa dernière utilisation ou modification.
Si un programme produit est déjà actif, son identifiant s'affiche en haut de l'écran. Pour lancer un programme, il suffit de toucher l'identifiant du produit ou n'importe quel autre élément de sa fiche produit.
Lorsque le nombre de produits dépasse la capacité d'affichage à l'écran, faites glisser la liste vers le haut jusqu'à ce que le produit soit visible. Ensuite, un simple clic sur le produit le sélectionne et l'active dans le menu.
2.1.2. Sélection des produits
Pour sélectionner un produit, un simple clic suffit. Le produit sera sélectionné et chargé en mémoire. La production peut ensuite être lancée en appuyant sur « Auto ». La navigation est également possible via la configuration des outils et le programme numérique.

2.1.3. Nouveau programme, démarrage d'un programme numérique
Pour démarrer un nouveau programme numérique, appuyez sur Nouveau programme.
Une fois le nouveau programme sélectionné, la programmation commence par ses détails généraux tels que l'identifiant du produit, l'épaisseur et le matériau.

2.1.4. Modification, copie et suppression d'un produit ou d'un programme
Pour supprimer un produit en mode Produits, sélectionnez-le en appuyant dessus. Il sera alors sélectionné. Appuyez ensuite sur Modifier, puis sur Supprimer. Confirmez la suppression en répondant à la question. Pour supprimer tous les programmes en une seule fois, appuyez sur Tout supprimer.

Pour copier un produit, sélectionnez un programme, puis appuyez sur Modifier et utilisez Copier. Vous pourrez ensuite saisir le nom du produit et la copie sera effectuée. Le produit copié sera une copie conforme, y compris la configuration des outils.

2.1.5. Renommage du produit
Les produits peuvent également être renommés. Cela peut se faire en une seule étape : la fonction Renommer permet à l’utilisateur de lui attribuer un nouveau nom.
Pour renommer un produit, sélectionnez-le, puis appuyez sur Modifier et choisissez Renommer dans la liste. Vous pouvez ensuite lui attribuer un nouveau nom.
3. Configuration de l'outil
3.1. Introduction
Pour modifier la configuration d'un outil pour un produit, sélectionnez le produit dans la bibliothèque et utilisez Configuration de l'outil.

3.2. Procédure standard
Lorsque la fonction Configuration des outils est activée, l'écran affiche la configuration machine active. Le poinçon et la matrice peuvent être sélectionnés dans la bibliothèque d'outils.

L'outil supérieur et l'outil inférieur, respectivement le poinçon et la matrice, de la machine sont représentés et peuvent être changés.
3.3. Sélection des outils
Lors de la sélection des outils, l'outil supérieur et l'outil inférieur (respectivement le poinçon et la matrice) peuvent être sélectionnés dans la bibliothèque d'outils.
Appuyez sur Sélectionner le poinçon ou Sélectionner la matrice pour modifier la configuration des outils.
4. Programmation produit
4.1. Introduction
Pour générer ou modifier un programme numérique, démarrez un nouveau programme à partir du mode Produits ou utilisez Programme pour saisir directement.


Pour modifier un programme CNC existant, sélectionnez un produit dans la vue d'ensemble des produits, puis cliquez sur le bouton de navigation « Programme ». Pour créer un nouveau programme, sélectionnez « Nouveau programme », puis, après avoir renseigné les principales propriétés du produit et la configuration de l'outil, le système basculera automatiquement vers le mode « Programme ».
Dans les deux cas, un écran similaire à celui présenté ci-dessus devrait s'afficher. La programmation et la modification des données s'effectuent de la même manière dans les deux cas.
L'écran principal affiche le programme numérique en cours ou, lors du lancement d'un nouveau programme, le premier cintrage à programmer. Le sélecteur de cintrage en haut de l'écran permet de naviguer entre les différents cintrages. Un simple appui sur un cintrage sélectionné permet d'accéder facilement aux données souhaitées. Sur le côté de l'écran principal, des boutons de commande indiquent les vues et les fonctions.
Fonctions
Les modes/fonctions suivants sont disponibles :

4.2. Mode de programmation, explication des paramètres
L'écran principal affiche les courbes disponibles et, à partir de cet écran principal, pour chaque courbe disponible, il est possible de visualiser et de modifier des paramètres spécifiques.
L'identifiant et la description du produit sont affichés dans la première ligne de l'écran.

4.2.1. Paramètres de courbure
Méthode
Sélectionnez la méthode de pliage requise. La commande prend en charge les méthodes standard suivantes :
- courbure de l'air
- bas
- ourlet
- ourlets et bas
Méthodes de pliage

Note 1 : Les ourlets sont présentés ici avec une pince à ourlet spéciale, mais cela n'est pas nécessaire.
Note 2 : En mode de fin de course, la position d'extrémité de flexion de la poutre de l'axe Y dépend de la force appliquée. Toutefois, si cette force est suffisante pour que la poutre atteigne la position d'extrémité de flexion calculée sur l'axe Y, sa course sera limitée par cette valeur.
Longueur de flexion
Longueur de la feuille entre les outils.
longueur de courbure effective
La longueur effective de la tôle entre les outils sert au calcul de la force et du dispositif de bombage (le cas échéant). Cette longueur de pliage effective est calculée à partir de la géométrie du produit ; pour les pliages supplémentaires et les pliages simultanés, cette valeur calculée correspond à la somme des longueurs des lignes de pliage individuelles.
Positionnement du produit
Valeur de la position absolue du produit selon l'axe Z. Le côté gauche de la machine constitue la position zéro de référence.
Angle
Angle requis pour ce cintrage. Ce paramètre n'apparaît que si la programmation des angles est sélectionnée avec le paramètre ‘ Sélection d'angle ’ et si la méthode de cintrage est un cintrage pneumatique.
Ouverture de l'ourlet
Le pli de l'ourlet peut être réalisé avec une certaine ouverture entre les deux brides. La valeur de cette ouverture servira à calculer la position de la poutre lors du processus d'ourlet.
Par défaut, ce paramètre a la valeur du paramètre « Ouverture d'ourlet par défaut » du mode Réglages.

Axe Y (Position de pliage)
Position requise sur l'axe Y pour ce pli. Ce paramètre apparaît uniquement si la programmation absolue est sélectionnée avec le paramètre ‘ Sélection d'angle ’. Il apparaît également si la méthode de pli est un ourlet ou un pli de fond.
Muet
Point de séquence où l'axe Y passe de la vitesse de fermeture rapide à la vitesse de pressage. La valeur programmée ici correspond à la distance du point de blocage au-dessus de la feuille.
Par défaut, la valeur de mise en sourdine de la puce programmée est utilisée. La présence de ce paramètre dépend des paramètres de la machine.
Parallèle
Différence entre les vérins gauche et droit (Y1 et Y2). Valeur positive : vérin droit abaissé ; valeur négative : vérin droit relevé. La valeur programmée est active en dessous du point de serrage.

Ouverture
Ce paramètre détermine l'ouverture de l'espace entre le poinçon et la matrice après le pliage. Une valeur positive correspond à une ouverture supérieure à « Muet », une valeur négative à une ouverture inférieure à « Muet ».
Pour limiter le temps de traitement du produit, vous pouvez programmer une petite valeur positive ou négative.
4.3. Modes d'édition/d'affichage
4.3.1. Tous les virages
Lorsque la fonction « Tous les coudes » est activée, un aperçu complet des coudes apparaît.

Depuis cet écran, le programme CNC complet peut être modifié. Tous les paramètres de pliage sont modifiables dans le tableau ; il est possible d’intervertir, de déplacer, d’ajouter et de supprimer des plis.
Les colonnes disponibles peuvent être défilées par glissement de doigt.
4.3.2. Outils de changement
Pour modifier les outils, utilisez le menu Configuration des outils. Si la configuration des outils ne doit être modifiée que pour une seule étape de pliage, utilisez le bouton Changer d'outils. Le système vous demandera systématiquement si les modifications concernent l'ensemble de la configuration ou seulement un pli. Si la modification concerne l'ensemble de la configuration, le menu Configuration des outils s'affichera automatiquement.
4.3.3. Propriétés du produit
Pour modifier les principales propriétés du produit, appuyez sur Propriétés du produit. Ces paramètres du programme sont identiques pour chaque itération du programme (données principales du programme).
4.3.4. Ajouter un cintrage
Pour ajouter un nouveau pli après le dernier pli. Lorsque vous appuyez sur cette touche, le dernier pli est copié et ajouté après le dernier pli.
4.3.5. Remontée
À partir de programmes purement numériques, une simple étape de pliage peut être transformée en un pliage par à-coups.

4.4. Paramètres de programmation
En mode programme, les paramètres peuvent être configurés individuellement. L'influence de chaque paramètre sur les autres est calculée automatiquement. La relation entre les paramètres est visualisée par un symbole et une couleur de fond.

5. Mode automatique
5.1. Introduction
En appuyant sur le bouton de navigation Auto, la commande passe en mode de production automatique.

En mode automatique, avec le programme actif, la production peut être lancée. Après avoir sélectionné le mode automatique, appuyez sur le bouton Démarrer pour démarrer la production.

Le mode automatique exécute le programme automatiquement, pli par pli, après avoir appuyé sur le bouton Démarrer. En sélectionnant un autre produit dans le mode Produits, déjà utilisé en production et présent dans la bibliothèque, vous pouvez immédiatement passer en mode automatique et lancer la production. Après chaque sélection d'un nouveau programme de pliage, vous devez vérifier vos outils et leur position sur la machine. Un message d'avertissement ‘ Vérifier les outils ’ s'affiche également lorsque vous activez le mode automatique.
En mode automatique, l'en-tête de l'écran affiche le produit sélectionné ainsi que sa description. En haut de l'écran, le sélecteur de pliage présente les pliages disponibles. Appuyez sur le pliage souhaité pour le sélectionner. Cliquez ensuite sur le bouton « Démarrer » pour lancer le processus. Les détails du pliage sélectionné s'affichent dans les vues disponibles.
La répétition d'un virage et les programmes associés, le cas échéant, sont affichés dans l'en-tête de l'écran. Un programme associé est également indiqué par la dernière position du sélecteur de virage.
5.1.1. Mode automatique, explication des paramètres
Voici la liste des paramètres disponibles en mode automatique.
5.2. Modes d'affichage
L'écran du mode automatique propose différents affichages, à choisir selon votre méthode de production. Lors de la première utilisation du mode automatique, l'écran principal s'affiche. Les modes d'affichage disponibles sont accessibles sur la droite.
Les modes d'affichage suivants sont disponibles :

Il est possible de basculer entre les vues sans modifier les données de courbure. Le point de départ ne bascule pas vers l'arrêt lors du changement de mode d'affichage.
5.2.1. Principal
La vue principale affiche les données numériques du coude ainsi que les corrections. Ces corrections peuvent être programmées ici.

Les deux colonnes peuvent être défilées pour afficher toutes les données.
Sélecteur de courbe
Le sélecteur de courbes situé en haut de l'écran permet de naviguer entre les courbes. Il suffit d'appuyer sur les courbes indiquées pour sélectionner facilement les données de courbe souhaitées.

5.2.2. Tous les virages
Le mode d'affichage « Tous les coudes » présente un tableau contenant toutes les données relatives aux coudes. Les coudes sont affichés par ligne et les colonnes affichent tous leurs paramètres.

5.2.3. Macro
En mode macro, la commande affiche uniquement les grandes valeurs des axes. Ce mode est pratique lorsqu'on travaille à distance de la commande, tout en conservant la possibilité de lire les valeurs des axes.

Outre la position cible (programmée), la position réelle de tous les axes peut également être suivie.
5.2.4. Positionnement manuel
En mode de positionnement manuel, les valeurs des axes sont affichées en grand. Il est possible de sélectionner un axe et, une fois sélectionné, de contrôler sa position en déplaçant le curseur situé en bas de l'écran. Le curseur revient automatiquement à sa position centrale lorsqu'on le relâche.
L'indicateur d'enseignement :

Lorsque la flèche indicatrice d'apprentissage est enfoncée, positionnée entre la valeur réelle et la valeur programmée, la valeur est transmise à l'étape du programme.

5.2.5. Corrections
Dans ce mode d'affichage, toutes les corrections de tous les coudes sont visibles. Vous pouvez les parcourir et les modifier à votre guise. Si une correction est saisie pour α1, sa valeur est, selon le paramètre ‘ Programmation des corrections d'angle ’, copiée dans la correction de α2, ou bien l'écart entre les deux corrections est conservé, ou encore elle n'a aucune incidence sur la correction de α2. Différentes corrections pour α2 peuvent être saisies directement dans le champ.

La colonne ‘ Correction enregistrée ’ est disponible uniquement lorsque la base de données de correction d'angle est activée. Une fois activée, cette colonne affiche, pour chaque pli, la valeur de correction présente dans la base de données. Une valeur vide dans cette colonne signifie que la base de données ne contient aucune valeur de correction pour ce type de pli. Lorsqu'une nouvelle correction est saisie, elle est automatiquement copiée dans la base de données.
Les symboles '>' indiquent les coudes qui ont la même valeur.
La fonction « Tout à partir des données stockées » permet de copier les corrections de la base de données dans le programme actuel : les corrections de tous les coudes sont ajustées en fonction des valeurs de la base de données.
Calculer les corrections, programmer les angles mesurés
Pour calculer les corrections à partir des valeurs d'angle mesurées, on peut utiliser la fonction “ Calculer les corrections ” dans la fenêtre de correction. Cette fonction ouvrira une nouvelle fenêtre dans laquelle il sera possible de programmer le ou les angles mesurés.

À partir de la valeur programmée, le système de contrôle détermine une correction. Le résultat proposé s'affiche dans la fenêtre. L'angle programmé est indiqué en haut de la fenêtre, et les corrections appliquées en bas. En cliquant sur « Accepter », ces valeurs sont transférées vers l'écran principal des corrections.
Lorsqu'une seule valeur d'angle mesuré est saisie, les autres valeurs sont automatiquement copiées. Si des valeurs distinctes existent pour la gauche, la droite ou le centre, elles peuvent également être saisies. Les corrections appropriées sont calculées à partir des valeurs saisies. L'angle mesuré au centre, le cas échéant, est converti en correction de bombage absolue.
Les corrections des axes peuvent également être modifiées sur l'écran principal. Lorsqu'il existe plusieurs axes, ce mode d'affichage spécial peut être activé pour toutes les corrections d'axes.
5.2.6. Diagnostic
Le mode d'affichage des diagnostics est principalement destiné à la maintenance. Il permet de surveiller l'activité des axes indépendants et de suivre les entrées/sorties du système de commande. Dans de rares cas, ces informations peuvent s'avérer utiles pour diagnostiquer un dysfonctionnement lors du processus de pliage.

5.3. Correction du bumping
En cas de pliure anormale sélectionnée, une correction générale peut être saisie. Cette fonction est disponible uniquement pour les produits contenant une pliure anormale.
Avec la fonction Bumping Corr., une nouvelle fenêtre apparaît dans laquelle la correction peut être saisie.

Lorsqu'on modifie la correction générale d'un angle, toutes les corrections individuelles sont recalculées. Lorsqu'on modifie l'une des corrections individuelles, la correction générale est recalculée.
Les corrections de bosses peuvent être programmées indépendamment pour les deux côtés, α1 et α2.
Si une correction de bumping est saisie pour α1, cette valeur est, selon le paramètre ‘ Programmation de la correction d'angle ’, copiée dans la correction de bumping pour α2, ou bien la différence entre les deux corrections de bumping est conservée, ou bien elle n'influence pas la correction de bumping pour α2. Ensuite, toutes les corrections individuelles pour α2 sont recalculées. Pour modifier les valeurs de correction de α2, utilisez la correction de bumping α2 ou l'une des corrections individuelles de α2.
6. Mode manuel
6.1. Introduction
En appuyant sur le bouton de navigation Manuel, la commande passe en mode de production manuelle.

En mode manuel, vous programmez les paramètres d'un pliage. Ce mode est utile pour les essais, l'étalonnage et les pliages uniques.

Le mode manuel est indépendant du mode automatique et peut être programmé indépendamment des programmes en mémoire.
En haut de l'écran du mode manuel, vous trouverez la position actuelle de l'axe Y et de l'axe X principal. Tous les autres axes et fonctions sont listés un par un dans les deux colonnes inférieures.
Lorsque les valeurs des axes Y et X sont mises en évidence, cela signifie que les marqueurs de référence de ces axes ont été trouvés et qu'ils sont correctement positionnés par rapport à leurs valeurs programmées.
6.1.1. Mode manuel, explication des paramètres
Voici la liste des paramètres disponibles en mode manuel.
Paramètres de courbure
Méthode
Sélectionnez la méthode de pliage requise. La commande prend en charge les méthodes standard suivantes :
- Courbure de l'air
- Bottoming
- Ourlet
- Ourlet et fond

Les méthodes de pliage ont été expliquées plus en détail dans le mode Programme.
Longueur de flexion
Programmez la longueur de pliage de la tôle.
Positionnement du produit
Valeur de la position absolue du produit selon l'axe Z. Le côté gauche de la machine constitue la position zéro de référence.
Angle
Angle de pliage.
Corr.α 1, Corr.α2
Correction de l'angle de pliage.
La correction d'angle doit être saisie comme indiqué dans les exemples suivants :
Valeur programmée de 90 degrés.
Valeur mesurée : 92 degrés.
-> Il est alors nécessaire de programmer Corr. avec -2.
Valeur programmée de 90 degrés.
Valeur mesurée : 88 degrés.
-> Il est alors nécessaire de programmer Corr. avec +2.
Ouverture de l'ourlet
Le pli de l'ourlet peut être réalisé avec une certaine distance d'ouverture entre les 2 brides.
La valeur d'ouverture de l'ourlet sera utilisée pour calculer la position du faisceau lors du processus d'ourlet.
Par défaut, ce paramètre a la valeur du paramètre « Ouverture d'ourlet par défaut » du mode Réglages.

Corr.Y
Correction de la position sur l'axe Y, dans le cas où l'option « basculement » a été sélectionnée.
Axe Y
La valeur programmée ou calculée de l'axe Y pour réaliser un certain angle.
Muet
Point de séquence où l'axe Y passe de la vitesse de fermeture rapide à la vitesse de pressage. Ce point est programmé ici comme une valeur de position de l'axe Y. La valeur programmée correspond à la position de l'axe Y au-dessus de la feuille.

Parallèle
Différence entre les vérins gauche et droit (Y1 et Y2). Une valeur positive indique que le vérin droit est plus bas, et une valeur négative, qu'il est plus haut. La valeur programmée est active en dessous du point de serrage.
Ouverture
Ce paramètre détermine l'ouverture de l'espace entre le poinçon et la matrice après le pliage. Une valeur positive correspond à une ouverture supérieure à « Muet », une valeur négative à une ouverture inférieure à « Muet ».
Pour limiter le temps de traitement du produit, vous pouvez programmer une petite valeur positive ou négative.
Forcer
Forcer
La force programmée appliquée lors de la pression.
Temps de séjour
Maintenir le coup de poing au point de flexion.
Décompression
Distance de décompression après la flexion pour libérer la pression de travail du système.
Vitesse
Vitesse
Vitesse de pressage, vitesse de l'axe Y pendant le pliage.
vitesse de décompilation
La vitesse de décompression est la vitesse programmable du faisceau pendant la distance de décompression.
Fonctions
Attendez la rétraction
En cas de rétraction, faut-il laisser l'axe Y attendre la fin de la rétraction ? (oui ou non).
- Non : la rétraction commence lorsque l'axe Y passe le point de serrage ; l'axe Y ne s'arrête pas.
- Oui : lorsque l’axe Y atteint le point de serrage, il s’arrête et la rétraction commence. Une fois la rétraction terminée, l’axe Y reprend sa course.
propriétés du produit
- Épaisseur
Programmez l'épaisseur de la feuille. - Matériel
Sélection d'un matériau programmé pour calculer les profondeurs de pliage. La commande contient 4 matériaux préprogrammés. Au total, 99 matériaux peuvent être programmés. La programmation des matériaux s'effectue sur la page « Matériaux » du mode « Paramètres ».

Outils
Punch
Nom (identifiant) de la perforation sélectionnée. Appuyez pour modifier ou sélectionner une perforation dans la bibliothèque.
Mourir
Nom (identifiant) du dé sélectionné. Appuyez pour modifier ou sélectionner un dé dans la bibliothèque.
Axes auxiliaires
Axe auxiliaire
Si vous avez un ou plusieurs axes auxiliaires (par exemple un axe X, un axe R ou un axe Z), les paramètres de ces axes apparaissent ici.
Rétracter
The retract distance of the axis during the bend. The "backgauge retract" is started at the pinching point.
Vitesse
Vitesse de l'axe dans la courbe actuelle. La vitesse peut être programmée en pourcentage de la vitesse maximale possible.
Les paramètres mentionnés ci-dessus peuvent être programmés et modifiés selon les besoins. Après avoir appuyé sur le bouton Démarrer, les paramètres programmés sont activés.
6.1.2. Configuration de l'outil
La programmation de la configuration d'outils en mode manuel est similaire à celle utilisée en mode automatique. Bien que les deux modes n'utilisent pas la même configuration d'outils (permettant ainsi l'utilisation d'une configuration totalement différente), la configuration d'outils du mode automatique peut également être utilisée en mode manuel.
Lors du passage du mode automatique au mode manuel, la commande propose à l'utilisateur d'utiliser la même configuration d'outils en mode manuel et l'avertit également qu'en cas de programmation différente, il convient d'être prudent.

Dans le menu de configuration des outils, il est possible d'ajouter ou de supprimer des outils, de manière similaire au mode de configuration des outils principal décrit au chapitre 3.
Ajout d'outils (Poinçons / Matrices)
Comme dans la configuration des outils, il est possible d'ajouter des outils via la fonction Ajouter.
6.2. Programming parameters & Views
En mode manuel, les paramètres peuvent être programmés un par un. L'effet de chaque paramètre sur les autres est calculé automatiquement.
La relation entre les paramètres est visualisée par un symbole et une couleur de fond.

Lorsqu'un symbole d'information s'affiche avec des paramètres après une valeur modifiée, cela signifie que ce paramètre a été modifié suite à la dernière modification apportée à la saisie.
![]()
Un astérisque s'affiche à côté des paramètres si leur valeur diffère de la valeur calculée par le système de contrôle. Cela peut s'avérer utile si une valeur différente a été programmée intentionnellement ou si la valeur d'un paramètre est limitée par ses propres limites.
![]()
Un symbole d'erreur s'affiche avec les paramètres si la valeur ne peut pas être correcte selon les valeurs actuellement programmées. C'est le cas, par exemple, lorsqu'un pli de ourlet est programmé sans qu'aucun outil d'ourlet ne soit programmé.
![]()
Voir
Les boutons de commande situés à droite de l'écran permettent d'accéder à d'autres vues. À côté de la vue principale se trouvent les vues Macro, Positionnement manuel, Corrections et Diagnostics.

6.3. Macro
En mode Macro, la commande bascule vers un nouvel affichage ne présentant que les grandes valeurs des axes. Cet affichage est pratique lorsqu'on travaille à distance de la commande, tout en conservant la possibilité de lire les valeurs des axes.

6.4. Déplacement manuel des axes
6.4.1. Procédure de déplacement
Pour déplacer manuellement un axe vers une position spécifique, utilisez le curseur situé en bas de l'écran. Après avoir appuyé sur « Position manuelle » dans l'écran principal du mode manuel, l'écran suivant s'affiche :

Dans ce mode, vous pouvez déplacer n'importe quel axe affiché en déplaçant le curseur hors de sa position centrale. La procédure de déplacement dépend de l'axe souhaité. Lorsque vous relâchez le curseur, il revient automatiquement à sa position centrale.
Axes auxiliaires
La commande doit être arrêtée (le bouton Arrêt est activé).
Sélectionnez d'abord l'axe de butée arrière souhaité ; le curseur se positionnera alors sur l'axe requis.
Vous pouvez ensuite déplacer l'axe en déplaçant le curseur.
Axe Y
Le bras de presse peut être positionné manuellement de la même manière que les axes auxiliaires.
Cependant, pour l'axe Y, plusieurs conditions doivent être remplies :
- La commande doit être démarrée (le bouton Démarrer est allumé).
- The 'adjust' function must be active. If this function is not active a message is
affiché dans le coin supérieur droit. - L'axe Y doit être inférieur au point de mise en sourdine.
- Une commande de pression doit être donnée à la CNC.
6.4.2. Enseigner
Pour enseigner la commande, en prenant le contrôle d'une position trouvée en déplaçant manuellement un axe, une procédure simple peut être utilisée.
Après avoir déplacé un axe à l'aide du curseur, vous pouvez enregistrer sa position. Pour ce faire, appuyez sur le nom de l'axe dans la colonne « Programmé ». La valeur réelle de l'axe (à gauche) s'affichera dans le champ « Axe programmé » (à droite).
Lorsque vous reviendrez à l'écran standard du mode manuel, le paramètre d'axe affichera la valeur récemment enregistrée.
6.5. Corrections
Dans ce mode d'affichage, les corrections de la courbure programmée en mode manuel sont affichées. Comme il s'agit toujours d'une seule courbure, une seule ligne sera affichée.

Les corrections programmées peuvent être vérifiées ici de la même manière que les corrections en mode automatique.
Les entrées de la base de données de correction et celles relatives à la correction initiale peuvent également être consultées sur cet écran. Étant donné leur influence significative sur le résultat du pliage, l'accès à la base de données permet de les modifier. Cette fonctionnalité s'avère également utile pour identifier les corrections appropriées par essais de pliage et enregistrer les résultats obtenus dans la base de données.

6.6. Diagnostic
En appuyant sur Diagnostics, la commande affiche un affichage de l'état des axes. Cette fenêtre permet de visualiser l'état actuel des axes disponibles. Cet écran peut également rester actif pendant le démarrage de la commande. Il peut ainsi servir à surveiller le comportement de la commande lors d'un cycle de pliage.

6.6.1. État des E/S
En sélectionnant l'onglet E/S dans la section Diagnostics, l'interface affiche l'état des entrées et des sorties. Cette fenêtre permet de visualiser l'état actuel des entrées et des sorties.
Cet écran peut également rester actif pendant le démarrage de la commande. Il permet ainsi de surveiller le comportement de la commande lors d'un cycle de flexion.

6.6.2. E/S zoomées
Lorsque vous appuyez sur une ou plusieurs broches (jusqu'à 5), une page supplémentaire Zoomed IO est créée avec une vue agrandie de l'E/S sélectionnée ; les broches sélectionnées seront affichées en grand, permettant une surveillance à distance.

7. Paramètres
7.1. Introduction
En appuyant sur le bouton de navigation « Paramètres », la commande bascule en mode Paramètres.

Le mode Réglages de la commande, accessible depuis le panneau de navigation, donne accès à tous les types de paramètres qui influencent la programmation des nouveaux produits et programmes.
Des valeurs par défaut et des contraintes spécifiques peuvent être définies.
Les paramètres sont répartis sur plusieurs onglets, organisant logiquement les différents sujets. Les sections suivantes présentent les onglets disponibles et leurs paramètres détaillés.

La navigation entre les onglets s'effectue par simple pression, suivie de la sélection de l'élément souhaité. Comme le nombre d'onglets peut dépasser la capacité d'affichage à l'écran, un glissement horizontal permet de visualiser et de sélectionner tous les onglets disponibles.
7.2. Généralités
Sélectionnez l'onglet souhaité et appuyez sur le paramètre à modifier. Si le paramètre possède une valeur numérique ou alphanumérique, le clavier s'affiche pour vous permettre de saisir la valeur. Si le paramètre est sélectionnable dans une liste, celle-ci apparaît et vous pouvez sélectionner l'élément en appuyant dessus. Pour les listes plus longues, vous pouvez faire défiler verticalement afin de consulter les éléments disponibles.
Sélection pouces/mm
Choisissez l'unité de mesure à utiliser : millimètres ou pouces.
sélection Ton/kN
Choisissez d'utiliser la tonne ou le kN comme unité principale pour toutes les données de force.
Sélection de la résistance par m/mm
Choisissez d'utiliser la résistance par mètre ou par millimètre.
Langue
Vous pouvez sélectionner la langue de l'interface utilisateur dans la liste. Davantage de langues sont disponibles que celles affichées initialement. Faites défiler la liste verticalement vers le haut ou vers le bas pour afficher toutes les langues disponibles. Appuyez pour sélectionner la langue souhaitée pour l'interface utilisateur.
(Pour les langues utilisant des caractères alphanumériques spéciaux et non standard, le système redémarrera.)

disposition du clavier
On peut choisir la disposition de clavier Qwerty, Qwertz ou Azerty.
Son clé
Activez ou désactivez la fonction audio du panneau d'entrée.
Son du message
Paramètre permettant d'activer/désactiver la fonction sonore pour les messages en fonction de leur type.
Tous les messages => activer le son pour tous les messages.
erreurs + avertissements => activer le son uniquement pour les erreurs et les avertissements.
erreurs => activer le son uniquement pour les erreurs.
Aucun => désactiver le son pour tous les messages.
côté du panneau de commande
Déplacez le panneau de commandes vers la gauche de l'écran.
7.3. Matériaux
Cet onglet permet de programmer les matériaux et leurs propriétés. Il est possible de modifier les matériaux existants, d'en ajouter de nouveaux ou d'en supprimer. La commande permet de programmer jusqu'à 99 matériaux.

Pour chaque matériau, 3 propriétés sont présentes et peuvent être consultées et modifiées.
- Nom du matériau
Nom du produit, tel qu'il apparaîtra dans les écrans de programmation. La longueur maximale autorisée est de 25 caractères et le nom doit commencer par une lettre (et non un chiffre). - Résistance à la traction
Résistance à la traction du matériau sélectionné. - Module E
Module électronique du matériau sélectionné. - Exposant d'écrouissage
L'exposant d'écrouissage du matériau, n, est une propriété du matériau qui doit être fournie par le fournisseur du matériau, tout comme la résistance à la traction et le module E.
Saisir les valeurs correctes pour ce paramètre permettra d'améliorer le calcul du rayon intérieur et donc d'obtenir un calcul plus précis de la profondeur de pliage et de la tolérance de pliage.
À son tour, une tolérance de pliage plus précise permettra d'obtenir des positions de butée arrière plus précises.
Initialement, la valeur est fixée à _.__ pour tous les matériaux. Cela signifie que le paramètre n est inactif. Le résultat de tous les calculs est identique à celui des versions précédentes du logiciel.
La plage du paramètre n est de 0,01 à 1,00.
Par exemple, une valeur typique pour l'acier doux est de 0,21.
Lorsque 0 est saisi à nouveau, la valeur sera réinitialisée à _.__ - Calculer n
L'exposant d'écrouissage du matériau, n, est une propriété du matériau qui doit être fournie par le fournisseur du matériau, tout comme la résistance à la traction et le module E.
Il est également possible de calculer cette valeur à partir de la tolérance de pliage. Un essai de pliage doit être effectué en mode manuel. Lorsque vous accédez au tableau des matériaux et appuyez sur le bouton ‘ Calculer n ’, la fenêtre suivante s'affiche :

Les valeurs des paramètres sont extraites de l'écran du mode manuel. Après le pliage, la longueur du côté résultant doit être mesurée et saisie dans la fenêtre. La différence entre la position programmée sur l'axe X et la longueur mesurée permet de calculer la tolérance de pliage et le coefficient d'écrouissage (n).
La précision du calcul dépend de la précision de l'épaisseur de la tôle, des paramètres de l'outil et de la mesure de la longueur du côté.
Les matériaux sont initialement classés par numéro, indiqué dans la première colonne (ID). Il est possible de trier la liste selon différentes propriétés en touchant l'en-tête de la colonne. Les matériaux seront alors triés par ordre croissant ou décroissant de la propriété concernée.
Pour modifier un matériau existant, sélectionnez la ligne correspondante et modifiez les valeurs selon vos besoins.
Pour supprimer un article existant, sélectionnez la ligne correspondante et utilisez « Supprimer l’article ». Cette action effacera les valeurs.
Pour programmer un nouveau matériau, sélectionnez une ligne vide et commencez à programmer ses valeurs.
7.4. Sauvegarde / restauration
Cet onglet permet de sauvegarder et de restaurer des produits, des outils, ainsi que des paramètres et des tables. Les produits et outils au format DLC provenant d'anciens modèles de contrôle peuvent également être restaurés grâce à cette fonction de restauration spécifique.
Pour les documents, une sauvegarde et une restauration spécifiques sont disponibles ici.
Les outils et les produits peuvent être sauvegardés et restaurés selon les procédures suivantes.
Les procédures d'enregistrement ou de lecture des données sont similaires pour tous les types de supports de sauvegarde : par exemple, réseau ou clé USB.

Le répertoire de sauvegarde proprement dit se compose d'un périphérique (clé USB, réseau) et d'un répertoire.
Le choix des appareils dépend des appareils connectés à la commande.
Au besoin, des répertoires peuvent être créés et sélectionnés. Les emplacements de sauvegarde pour le stockage des produits et des outils peuvent être définis indépendamment.
7.4.1. Sauvegarde du produit
Pour effectuer une sauvegarde des programmes sur disque, choisissez ‘ Produits ’ dans la section Sauvegarde de la page Sauvegarde/restauration.

Une fois le répertoire de sauvegarde initial défini, l'écran de sauvegarde des produits s'affiche.

L'écran de sauvegarde affiche les produits du répertoire sélectionné.
Les fonctions de base permettant de modifier l'affichage peuvent être sélectionnées de la même manière que dans le mode Produits.
Cela permet de trouver facilement les produits à sauvegarder.
En haut de l'écran, l'emplacement source actuel ainsi que l'emplacement de sauvegarde sont affichés.
Pour sauvegarder un produit, sélectionnez-le dans la liste. Un indicateur de sauvegarde apparaîtra pour confirmer l'opération. Si un fichier produit portant le même nom est déjà présent à l'emplacement de sauvegarde, un message vous demandera si vous souhaitez le remplacer.
Pour sauvegarder tous les produits en une seule fois, appuyez sur Tout.
Le répertoire source des produits à sauvegarder peut être modifié via l'option « Répertoire source ». L'explorateur de répertoires s'affiche alors et vous pouvez accéder au répertoire source souhaité.
Le répertoire de destination des produits à sauvegarder peut également être modifié. L'option « Répertoire de sauvegarde » ouvre l'explorateur de fichiers et permet de sélectionner le répertoire de destination souhaité.
7.4.2. Restauration du produit
Pour restaurer les programmes sur la console, choisissez ‘ Produits ’ dans la section Restaurer de la page Sauvegarde/restauration.
Une fois le répertoire de restauration initial défini, l'écran de restauration du produit s'affiche.

L'écran de restauration affiche les produits du répertoire sélectionné.
Les fonctions de base permettant de modifier l'affichage peuvent être sélectionnées de la même manière que dans le mode Produits.
Cela permet de trouver facilement les produits nécessaires à la restauration.
En haut de l'écran, l'emplacement de la source de restauration actuelle est affiché, ainsi que l'emplacement de destination sur le contrôleur. Pour restaurer un produit, sélectionnez-le en appuyant sur l'icône correspondante dans la liste. Le marqueur de restauration apparaîtra pour confirmer l'opération. Si un fichier produit portant le même nom est déjà présent sur le contrôleur, un message vous demandera si vous souhaitez le remplacer.
L'emplacement source des produits à restaurer peut être modifié via l'option « Répertoire de restauration ». L'explorateur de répertoires s'affiche et vous pouvez accéder au répertoire de restauration souhaité.
Le répertoire de destination des produits à restaurer peut également être modifié. L'option « Répertoire de destination » ouvre l'explorateur de fichiers et permet de sélectionner le répertoire souhaité.
7.4.3. Sauvegarde de l'outil
Pour effectuer une sauvegarde des outils sur disque, choisissez ‘ outils ’ dans la section Sauvegarde de la page Sauvegarde/restauration.
Une fois le répertoire de sauvegarde initial défini, l'écran de sauvegarde des outils s'affiche.

Ce menu permet de sauvegarder les outils de la commande : poinçons, matrices ou formes usinées. La procédure de sauvegarde d’un outil est similaire à celle d’une sauvegarde de produit.
7.4.4. Restauration de l'outil
Les procédures de restauration des outils sont similaires aux procédures de restauration d'un produit.
7.4.5. Sauvegarde et restauration des tables et paramètres
Pour sauvegarder les paramètres et tables spécifiques à l'utilisateur, l'onglet Sauvegarde/Restauration propose des fonctionnalités dédiées. La procédure est similaire à celle utilisée pour la sauvegarde et la restauration des produits et outils.
La fonction spéciale All exécutera automatiquement toutes les étapes séquentiellement pour la sauvegarde ou la restauration (Produits + Outils + Tables + Paramètres).
7.4.6. Navigation dans le répertoire
Lorsque l'option « Répertoire de sauvegarde » est utilisée, une nouvelle fenêtre apparaît avec une liste des répertoires de sauvegarde disponibles.

Dans cette fenêtre, vous pouvez parcourir l'arborescence de votre périphérique de sauvegarde. Pour sélectionner le répertoire actuel, appuyez sur Sélectionner.
Pour passer d'un appareil à un autre, appuyez sur le niveau supérieur, puis sélectionnez l'appareil approprié et choisissez le sous-répertoire correspondant.
Si une connexion réseau est disponible, vous devez d'abord sélectionner Réseau, puis l'un des volumes réseau proposés. Ensuite, son fonctionnement est similaire à celui des autres appareils.
Vous pouvez créer de nouveaux sous-répertoires ou supprimer ceux existants en appuyant sur « Créer un sous-répertoire » et « Supprimer un sous-répertoire ». S'il existe déjà des sous-répertoires, appuyez dessus pour accéder au répertoire souhaité, puis sur « Sélectionner » pour le choisir.
7.5. Paramètres du programme

Base de données de correction d'angle
Paramètre permettant d'activer la base de données avec corrections d'angle.
Les corrections d'angle sont saisies en mode production (mode automatique). Ces corrections sont enregistrées dans le programme produit.
La base de données de correction d'angle permet d'enregistrer ces corrections. Ainsi, les corrections déjà saisies pour certains coudes restent disponibles pour une utilisation ultérieure dans d'autres produits.
Lorsque ce paramètre est activé, le système vérifie en cours de production si des corrections pour des pliages similaires sont présentes dans la base de données. Si des corrections sont disponibles pour certains pliages, elles seront proposées. Dans le cas contraire, des corrections pourront être interpolées et proposées.
La base de données de corrections est mise à jour par la saisie de nouvelles corrections pendant la production.
Lorsque la base de données est activée avec ce paramètre, toutes les corrections nouvellement saisies sont stockées dans la base de données.
Lors de la recherche de coudes similaires, le système recherche les coudes présentant les mêmes propriétés que le coude actif. Les propriétés suivantes d'un coude sont comparées :
- propriétés des matériaux
- Épaisseur
- Ouverture de la matrice
- Rayon de la matrice
- Rayon de poinçonnage
- Angle
Pour qu'une comparaison puisse être effectuée, les cinq premières propriétés d'un coude doivent être identiques à celles du coude actif. Si l'angle est le même que celui du coude actif, une correction est appliquée. Si l'angle du coude actif diffère au maximum de 10° avec celui de deux coudes adjacents, une correction est interpolée à partir de ces deux coudes. Si la différence entre les corrections de deux coudes adjacents est supérieure à 5°, aucune correction n'est appliquée.
correction d'angle initiale
Pour programmer les corrections relatives aux petits angles, la base de données de corrections initiales est disponible.
Ce paramètre est indépendant du paramètre “ Base de données de correction d'angle ”.
La correction initiale est visible et programmable uniquement sur la page des corrections, en mode automatique et manuel. Sur la page principale, en modes automatique et manuel, elle n'est pas affichée. La correction totale correspond à la somme de la correction affichée et de la correction initiale.
Exemple:
– Programmer une correction d'angle de -8 degrés.
– Programmez une correction initiale de -6 degrés. La correction totale reste inchangée : la correction affichée passe de -8 degrés à -2 degrés.
désactivé => aucune correction d'angle initiale programmable.
activé => corrections d'angle initiales programmables sur la page des corrections
Programmation générale de correction d'angle
Programmer les corrections d'angle générales utilisées dans tous les virages du programme.
Ces corrections d'angle ne sont pas liées à des angles de pliage spécifiques et ne sont donc pas stockées dans la base de données de correction d'angle.
désactivé => aucune correction d'angle générale.
activé => uniquement G-corr. α1.
α1 et α2 => G-corr. α1 et G-corr. α2.
En mode manuel, les corrections d'angle sont enregistrées.
Pour permettre la mémorisation des corrections d'angle programmées en mode manuel. Ces corrections peuvent être déduites des résultats de pliage en mode manuel et utilisées ultérieurement lors de la programmation du produit.
Programmation de correction d'angle
Paramètre permettant de basculer entre la copie ou la conservation des valeurs delta, ou leur modification indépendante lors du changement des corrections d'angle en mode production.
copier => copier Cα1 dans Cα2 lors de la modification de Cα1.
delta => conserver delta entre Cα1 et Cα2 lors du changement de Cα1.
indépendant => modifier Cα1 et Cα2 indépendamment.
Programmation de correction X
Paramètre permettant de basculer entre la copie ou la conservation des valeurs delta, ou leur modification indépendante lors de la modification des corrections de l'axe X en mode production.
copier => copier CX1 dans CX2 lors de la modification de CX1.
delta => conserver le delta entre CX1 et CX2 lors de la modification de CX1.
indépendant => modifier CX1 et CX2 indépendamment.
Disponible uniquement lorsqu'un axe X2 est présent.
Indépendance Y1/Y2
Paramètre permettant de programmer les deux axes Y indépendamment.
Désactivé => programmation mono-axe Y.
sur => programmer Y1 et Y2 séparément.
ID de la machine
Lorsqu'une usine comporte plusieurs machines de pliage, il peut être utile d'attribuer à chaque machine un identifiant unique.
Cet identifiant sera vérifié lors de la lecture d'un programme depuis un support de sauvegarde. Si l'identifiant de la machine ne correspond pas, vous devrez confirmer ou non la lecture. En l'absence de confirmation, l'opération sera annulée.
Vérification de l'identifiant de la machine
Lorsqu'un produit provenant d'une machine dont l'identifiant est différent est sélectionné, un avertissement s'affiche à l'écran. Ce paramètre permet de désactiver cette vérification.
Description de la machine
La description programmée ici ne sera utilisée que dans le profil T hors ligne pour obtenir une vue d'ensemble des différentes machines disponibles en usine. Grâce à ces informations, il sera plus facile de déterminer quelle machine est utilisée avec cette commande.
7.6. Valeurs par défaut

Ouverture par défaut de l'Y
Default Y-axis opening, used as initial value for the parameter 'opening' in a new
programme.
vitesse de pression par défaut
Default pressing speed, used as initial value for the parameter 'speed' in a bend program.
vitesse de décompression par défaut
Default decompression speed, used as initial value for the parameter 'decompression speed' in a bend program.
Attente par défaut pour la rétraction
Default value for the parameter 'wait for retract' in a bend program. This parameter determines the control behaviour in a bend program.
Code de changement d'étape par défaut
Default value for the parameter 'step change code' in a bend program. This parameter determines the moment of step change in a bend program.
Les codes de changement d'étape ont été expliqués plus en détail dans le mode Programme.
délai par défaut
Lors du post-traitement, le temps d'attente de l'axe X lors du changement d'étape est fixé à zéro.
Ce paramètre permet de prédéfinir un temps d'attente plus long lorsque cela est nécessaire pour la manutention du produit.
temps de séjour par défaut
Default value for the parameter 'dwell time' in a bend program.
Ouverture de l'ourlet par défaut
Le pli de l'ourlet peut être réalisé avec une certaine ouverture entre les deux brides. La valeur de cette ouverture servira à calculer la position de la poutre lors du processus d'ourlet.
Cette valeur par défaut programmée sera utilisée lors de la programmation d'un nouveau programme en mode Programme. La valeur initiale est de 0,0 mm afin que les deux bords d'un ourlet soient parfaitement alignés, sans aucun espace entre eux.
matériau par défaut
Matériau par défaut, utilisé comme sélection initiale lors du démarrage d'un nouveau programme.
7.7. Paramètres de calcul

Préparation des données tolérance de pliage
correction désactivée => aucune tolérance de flexion n'est ajoutée à la programmation numérique
correction sur => correction de tolérance de flexion ajoutée à la programmation numérique
Ce paramètre permet de choisir si les valeurs programmées doivent être corrigées pour tenir compte du jeu de pliage. Ce réglage concerne uniquement les corrections effectuées lors de la programmation du produit en mode Programme. Si un programme numérique a été saisi avec l'option ‘ Corrections activées ’, les corrections d'axe sont calculées et enregistrées dans le programme. Ces corrections peuvent être consultées et modifiées en mode Production (voir « Mode automatique »).
Facteur de force de fond
La force nécessaire pour un virage en soufflerie est multipliée par ce facteur afin d'obtenir la force de fin de course.
Distance Z
La distance entre le bord du doigt et le coin de la feuille.
Lorsqu'un axe Z automatique est installé, les positions des doigts sont calculées automatiquement par rapport à l'extrémité de la feuille.

7.8. Paramètres de production

Mode de comptage des stocks
Paramétrage du compteur de stock en mode production, pour que le compteur de stock (compteur de produits) s'incrémente ou se décrémente.
En mode de décompte, le compteur de stock est décrémenté après chaque cycle de production. Lorsque le compteur atteint zéro, la production s'arrête. Au prochain démarrage, le compteur est réinitialisé à sa valeur initiale.
Lorsque le comptage incrémental est sélectionné, le compteur est incrémenté après chaque cycle de produit.
Le comptage à rebours peut s'avérer utile pour atteindre un quota prédéfini. Le comptage à rebours peut servir à rendre compte de l'avancement de la production.
Étape de changement de mode de pliage automatique
Ce paramètre peut être utilisé pour activer le changement automatique d'étape dans le processus de pliage lorsque le mode Step est activé.
Désactivé => Aucun changement d'étape automatique (paramètres de pliage suivants actifs) n'aura lieu. Pour effectuer le pliage suivant, vous devez sélectionner le nouveau pliage et appuyer sur le bouton de démarrage.
Activé => Les paramètres de pliage suivants sont chargés automatiquement, mais les axes commenceront à se positionner après que le bouton de démarrage ait été enfoncé.
Décalage du parallélisme
Ce paramètre permet de programmer un parallélisme global, valable pour toute la course de l'axe Y. La valeur programmée sera comparée à la valeur maximale autorisée en production. Le parallélisme programmable pour chaque pliage (Y2) est actif uniquement en dessous du point de serrage. Le parallélisme en dessous du point de serrage correspond à la somme des deux paramètres (Y2 + décalage de parallélisme).
Verrouiller l'écran tactile au démarrage
Pour permettre le verrouillage de l'écran tactile une fois la commande lancée.
Correction de pression
Pourcentage de la force calculée qui contrôle réellement la soupape de pression.
correction du serrage
La position de la poutre sur laquelle la tôle est fixée est calculée. Pour une fixation optimale, il est possible de décaler le point de pincement calculé à l'aide de la valeur programmée ici. Une valeur positive correspond à une position plus profonde, une valeur négative à une position plus haute de la poutre.
Décompensation de sécurité X
Définit la zone de sécurité (valeur minimale sur l'axe X), suivant le contour du poinçon et de la matrice, qui sera utilisée en cas de montage d'un axe R. Ceci afin d'éviter toute collision entre le doigt et le poinçon/la matrice.
X intermédiaire pour le mouvement Z.
Valeur de sécurité temporaire pour l'axe X, afin d'éviter les collisions lors des déplacements le long de l'axe Z. Ce paramètre définit une zone de sécurité standard pour l'axe X, valable pour tous les programmes. La valeur 0 désactive cette fonction. Ce paramètre ne doit pas être confondu avec le paramètre ’ Décalage de sécurité X ’.
Ce paramètre est particulièrement utile lorsque plusieurs matrices de tailles différentes sont installées sur la machine. Dans ce cas, la valeur X intermédiaire doit être supérieure à la zone de sécurité de la plus grande matrice installée.

Lorsque la butée arrière doit être déplacée vers une autre position Z, on vérifie si la position X actuelle est sûre. On peut distinguer les situations suivantes :
- Ancienne position sur l'axe X ainsi que nouvelle position en dehors de la zone : les mouvements des axes X et Z se produisent simultanément, aucun changement.
- Ancien axe X à l'extérieur, nouveau axe à l'intérieur de la zone : la butée arrière est d'abord positionnée sur les axes Z, le mouvement X commence lorsque les axes Z sont en position.
- Ancienne position de l'axe X à l'intérieur, nouvelle position à l'extérieur de la zone : la butée arrière commence le long de l'axe Xα, le mouvement Z est lancé lorsque l'axe X est à l'extérieur de la zone.
- Position initiale de l'axe X et nouvelle position dans la zone : la butée arrière se déplace vers la position intermédiaire de l'axe X, puis le mouvement selon l'axe Z est lancé. Une fois l'axe Z en position, le mouvement selon l'axe X est lancé pour déplacer la butée arrière vers sa nouvelle position.
R intermédiaire pour le mouvement X
Position temporaire de l'axe R, afin d'éviter les collisions dues au déplacement de l'axe Xα. La valeur 0 désactive cette fonction. Lorsqu'elle est programmée différemment de zéro, cette position est active lorsque l'axe X doit se déplacer dans la zone de sécurité de la matrice.
7.9. Réglage de l'heure

- Afficher l'heure
Afficher la date et l'heure sur le panneau de titre, l'heure seulement ou pas du tout. - Format de l'heure
Afficher l'heure au format 24 heures ou 12 heures. - Format de date
Afficher la date au format jj-mm-aaaa, mm-jj-aaaa ou aaaa-mm-jj. - Ajuster l'heure
Pour régler la date et l'heure. Le réglage de la date et de l'heure modifiera également la date et l'heure du système d'exploitation.
Pour en savoir plus sur nos produits, veuillez visiter et vous abonner à notre newsletter. chaîne YouTube





Excellent système de cintreuse, contrôleur I link delem