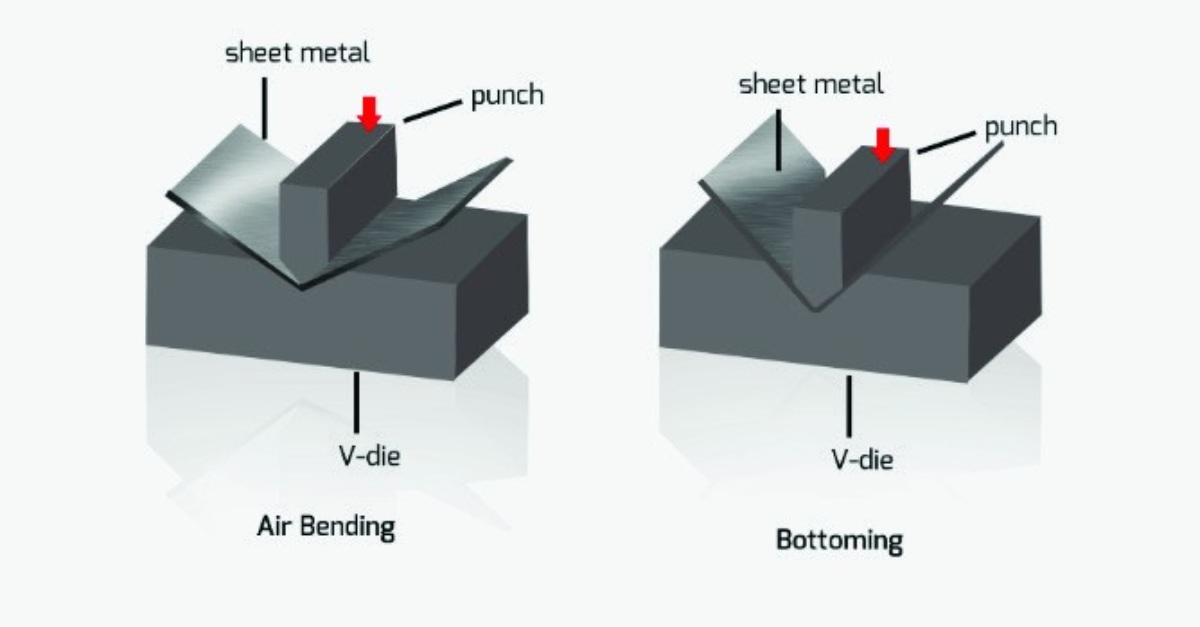
Air bending and bottom bending are two important ways to bend metal on a prensa plegadora CNC. Air bending bends metal by pushing the sheet partway into a die. Bottom bending shapes metal by pressing it all the way into the die. In sheet metal work, picking the right way affects how good and fast the work is.
| Método de doblado | Ventajas | Aplicaciones |
|---|---|---|
| Control de aire | Quicker, can change easily | Makes many parts, needs less accuracy |
| Doblado inferior | More exact, less bending back | Needs tight fit, keeps parts the same |
KRRASS is a leader with new prensa plegadora ideas. Their cnc machines help people get great results. Readers will find helpful tips for picking the best way to bend.
Tabla de contenido
Conclusiones clave
- Air bending is quick and easy to change. You can make different angles fast. You do not need new tools for each angle.
- Bottom bending is very accurate. It is good for jobs that need exact shapes. It is also good when you need to make the same part many times.
- KRRASS machines help both bending types. They use smart controls to work better. This makes the work faster and more correct.
- Operators should pick air bending for custom parts. It is also best for small batches. Bottom bending is better for making many parts. It is good for jobs that need to be very exact.
- It is important to take care of CNC press brakes. Clean them every day. Check them every week. This helps them last longer and work well.
- Operators must know about springback. They can change how they bend to fix this problem.
- Operators need training to use CNC press brakes safely. Training helps stop mistakes and accidents.
- Quality checks are important. Calibrating and looking at parts helps keep the work good.
Proceso de curvado de aire

Descripción general
Air bending is a popular way to shape sheet metal. It uses a punch and die, but the punch does not go all the way down. There is a gap between the punch and the die. This gap is why it is called air bending. Operators can change the angle by moving the punch up or down. KRRASS Sheet Metal Bending Machines have smart controls. These controls help make air bending fast and accurate.
The main steps in air bending are:
- Die Preparation: Operators pick the right die for the metal and angle.
- Placing the Metal Sheet: They put the sheet on the die and line it up with the punch.
- Apply the Pressure: The punch goes down and bends the metal, but does not touch the bottom of the die.
- Forming the Bend: The metal bends into an arc. The angle depends on how deep the punch goes and the shape of the die.
- Releasing the Material: When the angle is reached, the punch goes up. The operator takes out the part.
- Evaluate and Adjust: Operators look at the bend and make changes if needed.
This way of bending lets operators change things quickly. It works for many kinds of jobs.
Características
Air bending has special features that make it different from other ways to bend metal. The table below shows its main features:
| Característica | Descripción |
|---|---|
| Flexibilidad | Operators can make many angles with the same tools. |
| Eficiencia | It needs less force, so it is faster and easier on the machine. |
| Versatilidad | Works with many types of metal and thicknesses. |
| Influence of Die Width | The die width changes the bend radius, giving more control. |
| Recuperación elástica | The metal may bend back a little, so operators must fix it. |
KRRASS machines help with these features. They have controls that make it easy to adjust.
Ventajas
Air bending has many good points for making sheet metal parts:
- It needs less force than other ways, so the press brake lasts longer.
- Operators can use one die for many angles, which saves time and money.
- It is easy to change setups, so it is good for small jobs or custom work.
- Air bending works with many metals and thicknesses.
- KRRASS machines use smart technology to make springback smaller and improve accuracy.
Many people pick air bending because it is fast, flexible, and saves money. This way helps make parts quickly and with good quality, especially with new machines.
Desventajas
Air bending has many good points, but it also has some problems. Operators and manufacturers need to think about these issues. The table below shows the most common problems with this method:
| Desventaja | Descripción |
|---|---|
| High initial cost | Operators must buy advanced machines and keep them working. Special training costs extra money. |
| Material size and thickness limitations | Air bending works best with certain sizes and thicknesses. Very thick or big sheets may not bend well. |
| Require high pressure | The process uses a lot of pressure. Thin materials can get damaged if not handled right. |
| Restricted to simple geometries | Air bending makes simple bends. Complex shapes need other methods. |
| Need professional training | Operators need special training to use the machines safely and well. |
| Space requirement | These machines are large and take up a lot of space. This can change how a workshop is set up. |
Note: Operators should check their workspace and skills before picking air bending for a job.
Springback is another problem in air bending. When the punch goes up, the metal can bend back a little. This can change the final angle. Operators often need to change the punch depth or use smart controls, like those on KRRASS Sheet Metal Bending Machines, to fix this. Die width also changes the bend radius. Picking the right tool is important to get the right shape.
Aplicaciones
Air bending is used in many industries and projects. It is flexible and fast, so many people like to use it for sheet metal work. Here are some common uses:
- Prototipado y piezas personalizadas: Manufacturers use air bending to make prototypes or custom parts. They can change angles quickly, which helps them work faster.
- Short Production Runs: Air bending is good for small batches. Operators can switch jobs fast without changing tools, which saves time.
- General Fabrication: Many workshops use air bending for daily work. It works with many metals and thicknesses, so it fits many jobs.
- Automotriz y aeroespacial: These industries use air bending for parts that do not need very tight accuracy. The process is quick and helps make parts fast.
- Electrical Enclosures and Cabinets: Air bending is used to make panels and boxes where medium accuracy is okay.
KRRASS Sheet Metal Bending Machines help with these jobs by giving advanced controls and automation. Operators can get the same results every time, even with different materials or busy schedules. Air bending is versatile, so manufacturers can react fast to new customer needs and market changes.
Proceso de doblado inferior

Descripción general
Bottom bending is an old way to bend metal on a press brake. Operators put the metal plate between the upper and lower molds. The upper mold moves down and pushes the metal into the die. This makes the metal take the shape of the die. Bottom bending gives a lot of control over the bend angle. It is good for jobs that need to be very exact. Many manufacturers use bottom bending when they need accuracy and the same results every time. KRRASS has special tools and machines for bottom bending. These help make sure every bend is the same.
| Paso | Descripción |
|---|---|
| 1 | The plate goes between the upper and lower molds. |
| 2 | The upper mold moves down and presses on the plate. |
| 3 | The plate bends to the angle needed. |
| 4 | The bent plate comes out of the press brake. |
Bottom bending has been important since the first press brakes. Air bending is now more common, but bottom bending is still needed for very exact work.
Características
Bottom bending is not the same as air bending. It needs more force and stronger tools. Each bend matches the die angle, so you need a new die for each angle. This way gives better accuracy and less springback than air bending. The metal keeps its shape after bending, so you do not need to fix it much. But bottom bending can scratch or mark the metal more because it presses hard against the die.
| Característica | Doblado inferior | Control de aire |
|---|---|---|
| Exactitud | More accurate, good for tight jobs | Good for jobs that do not need to be exact |
| Flexibilidad | Not as flexible, needs new dies | More flexible, same tools for many angles |
| Acabado de la superficie | Can scratch the metal | Softer on the metal, better finish |
| Force Requirements | Needs more force and stronger tools | Needs less force, easier on tools |
| Costo | Costs more because of many dies | Cheaper, fewer dies needed |
KRRASS makes bottom bending better with special tools and smart controls. Their machines check the angle as you bend. This helps operators get the right bend every time.
Ventajas
Bottom bending has some big benefits for press brake work. It is very accurate because each bend matches the die. This makes it great for making lots of parts that must be the same. There is less springback, so the metal stays in shape after bending. Operators do not need to fix the parts as much, which saves time.
| Ventaja | Descripción |
|---|---|
| Alta precisión | Each bend matches the die, so parts are the same. |
| Menos recuperación elástica | The metal keeps its shape, so less fixing is needed. |
| Great Repeatability | Good for making many parts that must all be alike. |
KRRASS bottom bending uses very exact tools and smart machines. Their press brakes have controls that help keep every bend the same. These features help factories make parts that meet high standards. Bottom bending is still a good choice for jobs that need perfect bends and steady results.
Desventajas
Bottom bending is very accurate, but it has some problems. These problems can make work harder and cost more money in a shop.
- Shops need special dies for each bend angle. If a job needs angles that are not 90 degrees, they must buy more tools. This makes the starting cost of press brake forming higher.
- Tooling costs can go up fast if designs change a lot. Every new angle or part shape might need a new die. This adds more spending to the project.
- The metal touches the die directly and can get scratched or marked. This is bad for parts where looks are important or the surface will show.
- Skilled operators are needed for bottom bending. They must know how to set up press brake forming the right way. If they make mistakes, the machine or tools can get damaged.
- Shops have to plan for longer setup times. Changing dies for new angles or parts takes time and slows down the work.
Note: KRRASS has smart machines that help with these problems. Their machines make press brake forming more exact and help workers get the same results with fewer mistakes.
Aplicaciones
Bottom bending is used in many jobs where parts must be the same every time. Factories pick this way when they need tight sizes and good part quality.
- Fabricación de automóviles: Car factories use bottom bending for parts that must fit just right. This way makes sure every piece meets tough rules.
- Componentes aeroespaciales: Airplane parts need exact angles and shapes. Bottom bending gives the accuracy needed for safety and good work.
- Electrical Enclosures: Makers of control panels and boxes use bottom bending. It helps them make parts that fit together with no gaps.
- Producción de electrodomésticos: Companies use press brake forming to make covers and panels for appliances. This keeps every part the same size and shape.
- Producción en masa: When a shop must make thousands of the same part, bottom bending gives the repeatability needed for big jobs.
KRRASS machines help with these jobs by giving smart controls and tool choices. Their technology lets workers do press brake bending with confidence. Each part will meet the needed rules. Bottom bending is still a top pick for jobs where quality and sameness are most important.
Doblado aéreo vs. doblado inferior

Exactitud
Accuracy is very important in press brake forming. People often look at air bending and bottom bending to see which is better for their job. Bottom bending is more accurate. The punch pushes the metal all the way into the die. This helps stop springback and keeps the angle close to the die shape. Air bending leaves a space between the punch and die. This space can cause more springback and small mistakes in the bend angle.
The table below shows how each method is different for accuracy:
| Método | Bending Angle Error | Springback Impact | Bending Force Required |
|---|---|---|---|
| Control de aire | ~0.5 degrees | Higher due to material strength | Relatively low |
| Doblado inferior | Más bajo | Less after load release | Más alto |
Bottom bending is best for jobs that need very exact sizes and shapes. Air bending works well when small changes in the angle are okay. KRRASS machines help workers get good accuracy with both ways. They use smart controls and feedback to help.
Flexibilidad
Flexibility means how easy it is to change angles, materials, or thicknesses. Air bending is very flexible. Workers can use the same tools for many angles. They just change how far the punch goes down. Air bending works with many types of metal and thicknesses. It helps stop cracking and lets workers switch jobs fast.
Bottom bending is less flexible. Each angle needs its own die. Workers must change tools for every new angle or part. This takes more time and makes it harder to do new jobs quickly.
The table below shows how flexible each way is:
| Método de doblado | Flexibilidad | Force Requirement | Ideal Use Case |
|---|---|---|---|
| Control de aire | Alto | Requires less force | Suitable for a range of materials, reduces cracking |
| Doblado inferior | Less | Requires more force | Best for materials that can handle higher stresses |
Shops that do lots of custom work or small batches like air bending. Bottom bending is better for making lots of the same part.
Estampación
Tooling changes how much press brake forming costs and how fast it goes. Air bending uses fewer tools. One die can make many angles. Workers only change how deep the punch goes and the shape of the tool. This saves time and money, especially for shops with many jobs.
Bottom bending needs a special die for each angle. This means more tools and more setup time. But it also gives better accuracy and repeatable results. The punch and die must fit together tightly. The metal must be the same each time for the best results.
- Air bending needs careful control of punch depth and tool shape. This lets workers change angles easily but may not be the most accurate.
- Bottom bending uses tight-fitting tools and full contact between punch and die. This gives the same results every time but costs more for tools.
- Quick-change tools and segmented tools help both ways. These tools make setup faster and let workers make custom setups. This helps save time and reduce waste.
KRRASS has smart tooling for both air bending and bottom bending. Their machines let workers change tools quickly and use segmented setups. This helps shops work faster and make better parts.
Material
The kind of metal you pick is very important. Each metal bends in its own way. Operators need to know how springback and shape change with each method.
| Tipo de material | Springback (Degrees) | Método de doblado |
|---|---|---|
| acero inoxidable 304 | 2 to 3 | Control de aire |
| Mild aluminum | 1.5 to 2 | Control de aire |
| Cold-rolled steel | 0.75 to 1.0 | Doblado inferior |
| Hot-rolled steel | 0.5 to 1.0 | Doblado inferior |
| Copper and brass | 0.00 to 0.5 | Doblado inferior |
Stronger metals like stainless steel bend back more with air bending. Softer metals, such as copper and brass, keep their shape better with bottom bending. Operators pick bottom bending for metals that need sharp angles and less springback.
- Air bending means the tool does not touch the metal as much. The final angle depends a lot on the metal’s own traits.
- Bottom bending pushes the metal all the way into the die. Operators use a sharper angle for strong metals to get the right shape.
- Springback is different for each metal. Stainless steel bends back more than copper or brass.
KRRASS Sheet Metal Bending Machines help operators fix springback. Their smart controls let users set the punch depth and die angle for each metal. This makes sure every bend is right, no matter what metal is used.
Consejos para la configuración de la prensa plegadora

Mejores prácticas
Operators get good results by following a simple setup. First, they pick the right tools for the metal and bend. The tools must fit the metal’s thickness and type. Next, they put all needed data into the machine’s controls. This means entering the punch and die sizes. Operators do a test run with scrap metal to check if the bend is correct before making real parts.
Para best results, workers should:
- Put most bends in the center of the ram. This gives better power and control.
- Use tools that can handle the needed force.
- Press the tools lightly before tightening them.
- Make sure materials are clean, flat, and in the right spot.
- Follow the setup steps from the manufacturer.
KRRASS machines help with these steps. They have smart controls and easy instructions. Operators who use these tips make fewer mistakes and get better bends.
Mistakes to Avoid
Some mistakes can cause bad bends or damage. Operators may read instructions wrong and bend the metal the wrong way. Using the wrong tools can slow work and hurt the machine. Skipping setup or care makes bends less accurate.
Other mistakes are:
- Not checking alignment or calibration. This can mess up the bend angle. Laser tools help center the die.
- Using big dies on small machines. This can break parts or bend rails. The die should not be longer than the table by more than 200mm.
- Using the same V-die opening for every job. This can wear out the die. Operators should change the V-width for each metal.
Tip: Always check instructions and tools before starting a job.
Seguridad
Safety is always most important in a shop. Operators must know how the machine works and get training. They should warm up the machine when it is cold. Workers must hold the sheet straight and keep hands away from the bending area.
| Hazard Type | Ejemplo |
|---|---|
| Clamping or Cutting | Metal going into the bending area |
| Falling Object | Tools or metal dropping |
| Mechanical Movement | Getting pinched or crushed by moving parts |
| High Temperature | Sparks or heat causing burns |
| Eléctrico | Shock or fire from machine parts |
| Chemical | Bad gases or chemicals during bending |
| Operating Errors | Accidents from not knowing what to do |
| Equipment Failure | Accidents from not fixing machines |
Operators should wear safety gear and know how to stop the machine fast. KRRASS machines have safety features to help keep workers safe during every press brake job.
Mantenimiento
Taking care of a CNC press brake helps it work well for a long time. Operators who do mantenimiento regular have fewer problems and better bends. KRRASS suggests a simple plan that anyone can use.
Daily Maintenance Tasks:
- Clean the machine to get rid of dust and metal bits. Dirt can hurt moving parts.
- Check the hydraulic fluid level. If it is low, bending may not work right.
- Look for leaks near hydraulic lines and cylinders. Leaks can harm the machine and cause safety problems.
- Wipe the control panel and buttons. Clean controls help stop mistakes.
Weekly and Monthly Checks:
- Put oil on moving parts like the ram and bearings. Oil helps parts move easily and last longer.
- Make sure the back gauge moves smoothly. If it is not lined up, bends can be wrong.
- Look at the punch and die. Change tools that are worn or broken to keep bends good.
- Test the emergency stop and safety devices. Good safety systems keep operators safe.
Annual Deep Maintenance:
| Task | Objetivo |
|---|---|
| Calibrate the machine | Makes sure bends are always correct |
| Inspect hydraulic pump pressure | Keeps bending force the same |
| Check electrical connections | Stops problems and keeps machine running |
| Review software and firmware | Updates controls for better use |
Operators should write down each maintenance task in a log. Keeping records helps track the machine’s health and plan future service.
Tip: Do maintenance when work is slow. This helps keep the press brake ready for busy times.
KRRASS machines have easy-to-read maintenance guides. These guides show each step for every task. Operators who use these guides help their machines work their best every day.
Regular care stops expensive repairs and makes sure every bend is good. A press brake that is well cared for is safe, works fast, and makes precise sheet metal parts.
Consideraciones avanzadas

Recuperación elástica
Springback can make bends less accurate in both air bending and bottom bending. When metal is bent, it tries to go back to its old shape. This can change the angle and size of the finished part. KRRASS machines have smart controls to help with springback. Operators use different ways to fix this problem:
- Bend the part a little more so it ends up at the right angle after springback.
- Do not make sharp bends in metals that spring back a lot.
- Make the bend bigger for soft metals to lower stress and get better results.
- Bend the part again if the first try is not right.
- Use more force to help the metal stay in its new shape.
CNC programming lets workers set exact bend depths and angles. The machine figures out how much to adjust for each type of metal. This helps workers get the right bend every time.
Tip: Operators should bend a test piece before making many parts. This helps them check if the springback fix is right.
Automatización
Automation helps shops work faster and makes fewer mistakes on a cnc press brake. KRRASS uses smart automation to help workers do more in less time. Automated systems change bending settings as the job goes on. Sensors watch the process and make quick changes to keep every part correct.
- Automation makes jobs go faster and stops many human mistakes.
- The system cuts down setup time, so shops can finish jobs on time.
- CNC press brakes change settings for different metals to keep bends right.
- Sensors watch the bending and fix problems right away.
- Automation keeps every part just as accurate as the first one.
KRRASS uses these tools to help workers make good parts every time. Automation lets shops take on more work and keep their results steady.
Control de calidad
Quality control helps make sure air bending and bottom bending are always precise. KRRASS machines support many ways to keep parts correct and reliable. Operators use tools and checks to look at every part.
| Quality Control Measure | Descripción |
|---|---|
| Calibration of Tools | Operators check micrometers and calipers often to keep them correct. |
| Consistent Measurement Practices | Workers measure parts the same way each time to stop mistakes. |
| Advanced Design Implementation | Design software helps plan and see bends before making them. |
| Rigorous Quality Control Checks | Careful checks with calipers and micrometers make sure sizes and angles are right. |
| Inspecciones visuales | Operators look for surface problems using magnifying tools. |
| Non-Destructive Testing (NDT) Methods | Pruebas especiales como las ecografías o las radiografías permiten detectar problemas ocultos sin dañar la pieza. |
| Documentación de las inspecciones | Los trabajadores anotan los resultados de los controles para supervisar la calidad y detectar problemas a tiempo. |
La programación CNC ayuda a los operarios a seguir estrictos pasos de control de calidad. Las máquinas KRRASS facilitan la verificación y el registro de cada pliegue. Estos pasos ayudan a los talleres a fabricar piezas que cumplen con altos estándares.
Estudios de caso
Doblado de aire industrial
Muchas fábricas utilizan el doblado neumático por su rapidez y flexibilidad. Los operarios pueden fabricar piezas con distintos ángulos sin cambiar de herramienta, lo que ahorra tiempo y reduce costes. En un caso concreto, los ingenieros emplearon el análisis de recuperación elástica con redes neuronales artificiales (RNA). Su objetivo era predecir cuánto recuperaría el metal su forma original tras el conformado. Esto les permitió definir el proceso adecuado y obtener doblados más precisos.
Los investigadores también probaron el doblado con aire caliente en acero NM400TP. Calentaron el metal antes de doblarlo. Esto hizo que el ángulo límite de doblado aumentara en 54%. La fuerza necesaria para doblar el metal era menor que con el doblado en frío. Esto significa que los trabajadores podían doblar metales más resistentes con menos esfuerzo. Cada vez más equipos utilizan el modelado de procesos para el doblado en frío. Prueban sus modelos informáticos con experimentos reales. Esto les ayuda a ver cómo las diferentes configuraciones modifican la pieza final. Estas nuevas ideas hacen del doblado en frío una buena opción para muchos trabajos de fábrica.
| Solicitud | Resultado |
|---|---|
| Análisis de recuperación elástica mediante redes neuronales artificiales | Recuperación elástica prevista, mayor precisión del proceso |
| Doblado en aire caliente de acero NM400TP | Mayor flexibilidad, menor carga de conformado. |
| Modelado de procesos para doblado de aire | Simulaciones validadas, mejor comprensión de los parámetros de flexión. |
El doblado al aire permite a las fábricas adaptarse rápidamente y fabricar piezas de buena calidad con menos cambios de herramientas.
Plegado de fondo de precisión
Plegado de fondo de precisión Es importante para trabajos que requieren formas exactas. Los trabajadores presionan el metal hasta el fondo del molde. Esto crea ángulos precisos y definidos. Gracias a este método, cada pieza se ajusta al diseño. Las empresas de automóviles, aviones y electrónica utilizan el doblado inferior para cumplir con normas estrictas.
El doblado inferior evita la mayor parte del efecto de recuperación elástica. El ángulo final se mantiene cerca del necesario. Los operarios obtienen alta precisión y resultados uniformes en cada ocasión. Esto mejora la calidad de las piezas. El doblado inferior proporciona ángulos repetibles, por lo que es ideal para trabajos donde la precisión es fundamental. Muchos talleres utilizan el doblado inferior para fabricar grandes cantidades de la misma pieza y para piezas importantes.
El doblado de precisión de la parte inferior ayuda a las fábricas a producir piezas que siempre satisfacen las necesidades del cliente.
Historias de éxito de KRRASS
KRRASS ha ayudado a muchos clientes a tomar mejores decisiones. piezas de chapa metálica. Una empresa de electrónica necesitaba paneles de control con dimensiones reducidas. KRRASS les proporcionó una plegadora con controles y herramientas inteligentes. El equipo logró realizar los mismos pliegues en cada ocasión y desperdició menos metal.
Un taller especializado quería alternar entre el curvado al aire y el curvado inferior. KRRASS les proporcionó una máquina con herramientas de cambio rápido y automatización inteligente. Los trabajadores terminaron trabajos de cualquier tamaño sin esperas. El taller trabajó más rápido y cumplió con los plazos de entrega.
KRRASS sigue ayudando a sus clientes con nuevas ideas. Sus máquinas permiten obtener alta precisión, flexibilidad y velocidad en cada trabajo.
El doblado neumático es rápido y flexible. El doblado inferior es muy preciso y ofrece los mismos resultados cada vez. Estos métodos funcionan mejor para diferentes trabajos. Los operarios eligen el doblado neumático cuando necesitan hacer cambios rápidamente. Utilizan el doblado inferior cuando desean dobleces perfectos. KRRASS fabrica prensas plegadoras con tecnología inteligente Para todos los talleres. Sus máquinas ayudan a los usuarios a realizar excelentes curvaturas. Pruebe los productos KRRASS para optimizar el trabajo con chapa metálica.
Preguntas frecuentes
¿Cuál es la principal diferencia entre el doblado aéreo y el doblado inferior?
El doblado al aire deja un espacio entre el punzón y la matriz. Esto permite a los operarios crear diversos ángulos. El doblado inferior empuja el metal completamente dentro de la matriz. Crea ángulos muy precisos y evita la mayor parte del efecto de recuperación elástica.
¿Qué método funciona mejor para la producción en grandes volúmenes?
El doblado inferior es ideal para fabricar muchas piezas. Ofrece resultados uniformes en cada ocasión. Esto permite a las fábricas producir numerosas piezas idénticas.
¿Pueden las máquinas KRRASS realizar tanto el doblado al aire como el doblado inferior?
Las máquinas dobladoras de chapa metálica KRRASS pueden funcionar en ambos sentidos. Los operarios pueden cambiar de método rápidamente, lo que les permite trabajar con diversos materiales y proyectos.
¿Cómo afecta la recuperación elástica al proceso de doblado?
El efecto de recuperación elástica provoca que el metal vuelva a su posición original ligeramente después de doblarlo. Los operarios deben modificar el ángulo de doblado o utilizar los controles de la máquina para solucionar este problema.
¿Qué materiales se pueden doblar con una plegadora CNC?
Los operarios pueden doblar acero, aluminio, cobre y latón. Cada metal se dobla de forma diferente. La máquina y las herramientas deben ser adecuadas para cada tipo de metal.
¿Los operarios necesitan formación especial para utilizar una plegadora CNC?
Los operarios deben aprender a utilizar una plegadora CNC. La formación incluye la configuración, la selección de herramientas, la seguridad y la comprobación de la calidad de las piezas.
¿Con qué frecuencia se debe realizar el mantenimiento de una prensa plegadora?
Los operarios deben limpiar y revisar la máquina a diario. Realizan revisiones más exhaustivas semanal, mensual y anualmente. El mantenimiento regular garantiza el buen funcionamiento de la máquina y permite realizar curvas correctamente.
¿Qué características de seguridad ofrecen las máquinas KRRASS?
Las máquinas KRRASS cuentan con botones de parada de emergencia y protecciones de seguridad. Además, utilizan sensores para garantizar la seguridad de los trabajadores y prevenir accidentes durante las maniobras de flexión.




