El controlador Delem DA53T es un sistema de control digital de uso común en prensas plegadoras hidráulicas producido por KRRASS.
Prefacio
Este manual describe el funcionamiento del controlador Delem DA53T y está destinado a los operadores que reciben instrucciones para el funcionamiento de toda la máquina.
Garantía limitada de Delem
Este manual no le otorga ningún derecho. Delem se reserva el derecho de modificarlo sin previo aviso.
• Todos los derechos reservados. Los derechos de autor pertenecen a Delem. Queda prohibida la copia o reproducción total o parcial de esta publicación sin la autorización escrita de Delem BV.
Historial de versiones
El software de control se actualiza periódicamente para aumentar el rendimiento y agregar nuevas funcionalidades.
Este manual también se actualiza como resultado de los cambios en el software de control. La siguiente descripción general muestra la relación entre las versiones del software y del manual.
Versión del software Versión del manual Descripción
V1.5 V0817 primer número V1
Este manual es válido para la versión de software 1.5 y superiores.
1. Descripción general del funcionamiento e introducción general
1.1. La unidad de control
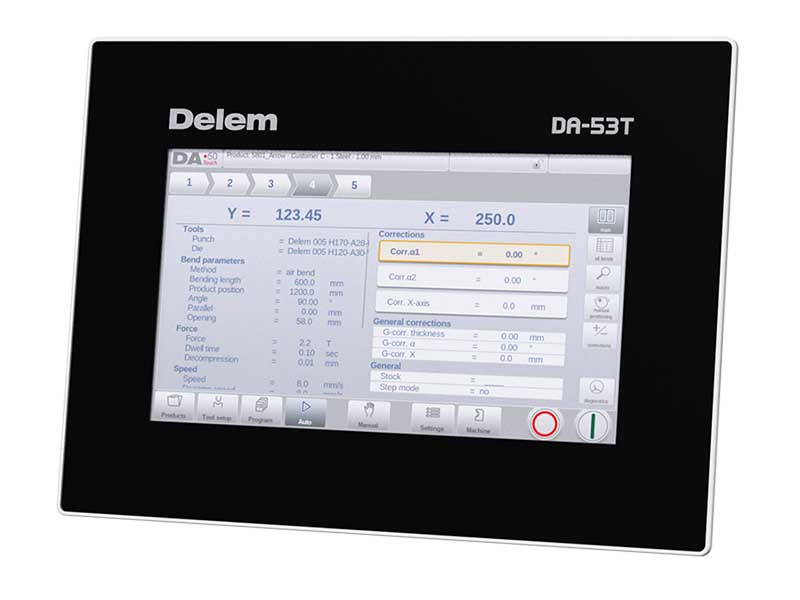
El dispositivo DA53T tiene el siguiente aspecto:
El equipamiento preciso de su control puede variar.
El control se opera principalmente mediante la pantalla táctil. En las siguientes secciones de este manual, se describe la función y los controles táctiles disponibles, además de las funciones específicas.
Este manual de usuario se centra en el software de control y las funciones relacionadas de la máquina.

1.2. Elementos de control delanteros
El botón de inicio y parada, integrado en la interfaz de usuario de la pantalla táctil.

1.3. Conectores USB
En el lado derecho del control hay un puerto USB disponible para conectar dispositivos externos, como una memoria USB o un teclado o ratón externos.

1.4. Modos de funcionamiento y programación
The DA-Touch control's main screen looks as follows:

La pantalla variará según el botón de navegación activo. La pantalla principal anterior aparecerá con la función Productos activa.
Con solo tocar los distintos modos, se seleccionará el modo específico.
La estructura de la pantalla principal es la siguiente:
Panel de título
En la parte superior, siempre se muestra el panel de título. En esta área encontrará información del logotipo, el producto cargado, la curva activa, el subdirectorio seleccionado y (cuando está activado) la fila de servicio. También encontrará indicadores de la máquina.

Panel de información
En el panel de información se muestran y pueden encontrarse todas las funciones y visualizaciones relacionadas con el modo seleccionado.

Panel de comandos
El panel de comando es parte del panel de información y es la ubicación donde se pueden encontrar los controles relacionados con el panel de información.
Panel de navegación
El panel de navegación es el área donde se encuentran todos los modos principales. Esta área siempre está visible. Los controles, botones grandes con iconos, permiten cambiar directamente de un modo a otro.
![]()
Explicación de los modos principales / botones de navegación

1.5. Primeros pasos
1.5.1. Introducción
Para obtener un programa de plegado para un producto, el control ofrece la posibilidad de crear un plano del producto y calcular una secuencia de plegado válida. Con esta información, se genera un programa de plegado.
Esto se hace con los siguientes pasos:
- Vaya al modo Productos en el panel de navegación y comience un nuevo producto tocando Nuevo producto.
- Ingrese las propiedades del producto y comience a dibujar un perfil de producto 2D en el modo de dibujo.
- Verifique las herramientas, modifíquelas o realice una nueva configuración en el modo Configuración de herramientas.
- Utilice el modo Secuencia de curvatura para determinar la secuencia de curvatura calculándola.
or manually modifying it upon your own idea's. - Cuando sea necesario, modifique el programa numérico CNC a través del modo Programa.
- Pulse Automático y presione el botón Iniciar para producir el producto programado.
1.5.2. Preparaciones
Antes de poder iniciar la programación del producto, se deben realizar los siguientes preparativos.
• Las propiedades correctas del material deben estar programadas en la biblioteca de materiales. Puede encontrarlas en la página Materiales, en el modo Configuración.
Las herramientas correctas deben programarse en la Biblioteca de Herramientas. Estas herramientas son necesarias para crear un programa CNC. Puede encontrar las bibliotecas para los diferentes tipos de herramientas en el modo Máquina.
1.5.3. Crear un dibujo
El control permite crear un plano del producto deseado. Con esta aplicación de dibujo, pulse "Dibujo" en el panel de navegación para crear un perfil 2D. En esta etapa, no se calculan curvas ni dimensiones: se puede crear cualquier perfil o plano.
El método de dibujo en el control de pantalla táctil se basa en:
- Dibujo
- Configuración de valores
Dibujo
Tanto el producto como la forma de la herramienta se pueden dibujar tocando la pantalla en las diferentes direcciones que debe tener el dibujo. La aplicación, tras tocar, dibujará una línea entre los puntos indicados. El último punto del diseño siempre mostrará un gran punto rojo. Cuando el punto de dibujo esté en la pantalla, puede mantener el dedo en esta posición y moverlo por la pantalla para mover la línea conectada en la dirección deseada o alargarla. Este método se denomina "Arrastrar". La longitud y el ángulo se verán en la pantalla y se pueden ajustar para que sean exactos o cercanos al valor solicitado.
Configuración de valores
Una vez dibujado el producto o la herramienta con el método de Boceto, los valores exactos de las longitudes y ángulos de línea se pueden optimizar mediante el método de Ajuste de valores. Simplemente toque dos veces el valor de la longitud o el ángulo de línea para cambiarlo y aparecerá el teclado. El valor se puede confirmar de dos maneras:
- Entrar en la función
- Función Enter-Next
La función Intro cerrará el teclado tras introducir el valor. La función Intro-Siguiente introducirá el valor en la línea o el ángulo que se desea modificar y el teclado permanecerá abierto para el siguiente paso de programación.
En caso de que el valor ingresado sea erróneo, se puede presionar el botón “deshacer” directamente en el campo de entrada para volver al valor original o la tecla de retroceso del teclado para eliminar el último carácter ingresado.
Función de zoom
Al juntar dos dedos en la pantalla simultáneamente, se puede ampliar y reducir la visualización del dibujo, la herramienta o la máquina. Separando los dedos, el sistema amplía la imagen; acercándolos, la reduce.
Ajustar a la pantalla
En los iconos de comando del lateral de la pantalla encontrarás la función "Ajustar a la pantalla". Esta función se puede usar cuando el tamaño del dibujo no se ve bien en la imagen. Simplemente pulsa una vez y el dibujo completo se ajustará a la pantalla.
Panorámica
Un solo dedo permitirá realizar una panorámica.
Características de la herramienta de dibujo
- Diseño gráfico de formas de productos en 2D
- Espesor de chapa a escala
- Escalado automático
- Se pueden ingresar dimensiones proyectadas horizontales y verticales
- Diseño de herramientas a escala real
- Forma de máquina única (viga de prensa y mesa)
- Cambio de longitudes y ángulos
- Adición o eliminación de curvas
- Se pueden aplicar características de curvatura especiales.
- Los dobladillos se pueden programar
- Las curvas con impacto se pueden utilizar para radios grandes.
- Los productos existentes se pueden copiar, modificar y almacenar como un producto nuevo.
- Selección de dimensión de cierre o tolerancia de máxima precisión
- Conexión de programas 2D para producción 3D
1.5.4. Determinar la secuencia de curvatura
Una vez finalizado el diseño del producto, el control ofrece el modo de configuración de herramientas para programar la configuración exacta de la herramienta tal como está organizada en la máquina. Posteriormente, puede seleccionar el modo de secuencia de plegado para determinar y simular la secuencia de plegado requerida.
En el modo Secuencia de Plegado, el control muestra el producto, la máquina y las herramientas. En este menú, se puede programar y comprobar visualmente la secuencia de plegado. Una vez determinada la secuencia de plegado, se puede generar el programa CNC.
Cálculo de la secuencia de flexión
- Cálculo automático para un tiempo mínimo de producción
- Determinación interactiva de la secuencia de curvatura
- Determinación manual de la secuencia de curvatura
- Visualización de colisiones del producto con herramientas y máquina.
- Selección libre de herramientas
- Asignaciones de tiempos de giro, velocidad de tope trasero, etc.
- Cálculo de longitud en blanco
- Indicación del tiempo de producción
- Simulación de secuencia de flexión
- Posiciones de dedos programables
1.5.5. Programa numérico
El menú Programa da acceso al programa numérico y a los valores del producto activo.
Hay dos posibilidades para crear un programa CNC:
- Ingrese a un programa numérico, iniciado a través del modo Productos, toque Nuevo Programa, paso a paso;
- generar el programa a partir de la simulación gráfica de curvatura iniciada a través del modo Productos, pulsar Nuevo Producto, a través del modo Dibujo. (ver: Modo Dibujo; dibujo de producto).
Si el programa se introduce manualmente, no se realiza ninguna comprobación de colisiones. Todos los valores del programa deben introducirse manualmente. El programa depende de la experiencia del operador.
Si el programa se genera a partir de una secuencia gráfica de plegado, puede visualizarse durante la producción. El programa generado puede editarse según las necesidades de la operación.
Cuando se ha completado un dibujo con una secuencia de plegado y se almacena el programa, éste se posprocesa y el programa numérico queda disponible.
El sistema calcula automáticamente:
- Fuerza necesaria
- Ajustes de la máquina como:
- Posición del eje Y
- Descompresión
- Posición del eje X
- Retracción del eje X
- Apertura en Y
- Ejes R
- Ejes Z
Las posiciones de los ejes se calculan según la configuración de la máquina.
1.5.6. El menú Automático y el menú Manual, modos de producción
Se puede ejecutar un programa de producto mediante el modo automático. En este modo, se puede ejecutar un programa completo, plegado tras plegado. En el modo automático, se puede seleccionar el modo por pasos para iniciar cada plegado por separado.
El modo manual del control es un modo de producción independiente. En este modo, se puede programar y ejecutar un plegado. Se utiliza normalmente para probar el comportamiento del sistema de plegado.
Puede encontrar más información sobre esto en los capítulos 7 y 8.
1.5.7. Copia de seguridad de datos, almacenamiento externo
Tanto los archivos de producto como los de herramientas pueden almacenarse externamente. Según la configuración, estos archivos pueden almacenarse en una red o en una memoria USB. Esto facilita la copia de seguridad de datos importantes y la posibilidad de intercambiar archivos entre controles Delem.
1.6. Ayudas de programación
1.6.1. Texto de ayuda
Este control cuenta con una función de ayuda en línea. Al pulsar el botón de ayuda en el panel de navegación, se proporcionará ayuda contextual.
![]()
Para activar la ventana de ayuda de un parámetro, pulse el botón Ayuda en el panel de navegación. Aparecerá una ventana emergente con información sobre el parámetro activo.

Esta ventana de ayuda contiene la misma información que el manual de operación.
La ventana de ayuda se puede utilizar de la siguiente manera:
Puede desplazarse por el texto deslizando un dedo en la dirección deseada. Al tocar la parte inferior o superior de la pantalla, puede usar la opción Página anterior / Página siguiente para navegar por el texto de ayuda.
La función Índice permite acceder directamente a la tabla de contenido. Los hipervínculos en la tabla permiten navegar directamente al tema deseado.
Pulse Finalizar para cerrar la ventana de Ayuda.
1.6.2. Funcionalidad del cuadro de lista
Varios parámetros del control tienen un número limitado de valores posibles. Al seleccionar un parámetro, al tocar la línea de parámetros en la pantalla, se abrirá la lista de opciones cerca del punto donde se tocó la línea y se podrá seleccionar el valor deseado.
Para deshacer la selección y el cuadro de lista abierto, al tocar fuera del cuadro se cerrará sin cambiar el parámetro seleccionado.
Para mejorar el enfoque en los parámetros y facilitar el uso durante la programación, la función de zoom de parámetros ampliará líneas de parámetros específicos durante la programación.
Por ejemplo, en el modo Programa, las líneas de fuerza se expandirán, lo que les dará un mejor enfoque durante el ajuste fino.

Al seleccionar cualquier otra línea de parámetros, la selección anterior se reducirá y se alejará nuevamente, mientras que la línea de parámetros recién seleccionada se acercará.
1.6.3. Navegación
Dentro de algunos modos, las pantallas del programa están divididas en pestañas.

Las pestañas se pueden seleccionar fácilmente con solo tocarlas. Cuando una pestaña no está completamente visible o no está visible en absoluto, simplemente arrastrando la fila de pestañas horizontalmente, se puede colocar la pestaña deseada a la vista y seleccionarla.
1.6.4. Entrada y edición de texto
El cursor permite introducir un valor o texto específico dentro de una entrada existente. Simplemente toque la posición deseada. El cursor aparecerá y la entrada se añadirá allí.
1.6.5. Escritura de caracteres alfanuméricos frente a caracteres especiales
Se pueden usar caracteres alfanuméricos y especiales en todo el control. Aparecerá un teclado alfanumérico completo en pantalla cuando sea necesario.
Al editar un campo puramente numérico, se ocultan los caracteres alfanuméricos. En los campos que permiten el uso de cadenas alfanuméricas, el teclado está completamente disponible.
Caracteres especiales como ? %: se pueden encontrar usando el botón de caracteres especiales en la parte inferior izquierda del teclado.

Los caracteres especiales (como á, à, â, ã, ä, å, æ) son compatibles con el teclado en pantalla manteniendo presionado un carácter (como 'a').

1.6.6. Centro de mensajes
Cuando se muestran mensajes provenientes del PLC, los sistemas de seguridad o el secuenciador, estos se pueden enviar al centro de mensajes. Cuando se muestra un mensaje simultáneamente, el símbolo del centro de mensajes se muestra en la fila superior del encabezado de la página, junto, por ejemplo, al símbolo de la cerradura. Al pulsar este símbolo, los mensajes se eliminan de la pantalla, dando paso a la programación y edición normales. Al pulsar de nuevo, se muestran los mensajes reales.
Cuando los mensajes están en segundo plano, el símbolo del centro de mensajes tiene un indicador adicional para mostrar nuevos mensajes entrantes que aún no se muestran.

1.6.7. Función de bloqueo de teclas
Para evitar cambios en los productos o programas, la función de bloqueo de teclas ofrece la posibilidad de bloquear el control.
Hay dos niveles de bloqueo del control: bloqueo de programa y bloqueo de máquina.
- En el bloqueo de programa, solo se puede seleccionar y ejecutar un producto en modo automático.
- En Machine Lock, la máquina está bloqueada y no se puede utilizar el control.
Para bloquear un control, simplemente toque el símbolo del candado en la parte superior de la pantalla. Según el código utilizado, el control estará en modo de bloqueo de programa o de máquina. El modo de bloqueo de programa mostrará un candado cerrado en gris. El modo de bloqueo de máquina mostrará el mismo candado, pero en color rojo.

Los símbolos de bloqueo cuando el bloqueo del programa está activo también aparecerán detrás de los parámetros para mostrar que el bloqueo está activo y que no es posible realizar modificaciones.
Para desbloquear el control, toque el símbolo del candado e introduzca el código correspondiente. Tras introducirlo, el símbolo del candado indicará que está desbloqueado y los símbolos de candado detrás de los parámetros desaparecerán.

Los códigos se pueden cambiar según se desee. El procedimiento para gestionarlos se encuentra en el manual de instalación.
1.6.8. Posicionamiento manual
En la página de posicionamiento manual, tanto en modo manual como automático, se puede usar un control deslizante en la parte inferior de la pantalla para posicionar el eje. La distancia recorrida con el control deslizante determina la velocidad del eje. Al soltar el control deslizante, el eje se detiene. Los botones en cada extremo del control deslizante permiten ajustar la posición del eje. Al deslizarlo, el zumbador avisa de que el eje se está moviendo.

1.6.9. Versiones de software
La versión del software bajo su control se muestra en la pestaña Información del sistema en el menú Máquina.

Ejemplo de número de versión:
Versión 1.2.3
V significa versión
V 1.xx es el número de versión principal
V x.2.x es el número de versión menor
V xx3 es el número de versión de actualización
El número de versión principal aumenta cuando se añaden nuevas funciones importantes al software. Estos cambios requieren una implementación adicional y podrían alterar el funcionamiento normal. El número de versión secundaria aumenta cuando se integran nuevas funciones y mejoras que no alteran el funcionamiento. El número de versión de actualización solo se utiliza para cambios de software cuando se requieren correcciones en la versión existente.
2. Productos, la biblioteca de productos
2.1. Introducción
En el modo Productos, se pueden seleccionar productos existentes, producidos previamente, para iniciar la producción o modificarlos para crear un producto similar. Para crear un nuevo programa, se puede usar "Nuevo Programa" desde este modo.

2.1.1. La vista principal

En el modo Productos, se ofrece una visión general de la biblioteca de programas del control. En este modo, se puede seleccionar (cargar) un programa de producto. Posteriormente, se puede modificar o ejecutar.
Cada elemento de la lista consta de su ID de producto, la descripción del producto, el número de curvas del producto y la fecha en que se utilizó o modificó por última vez.
Si un programa de producto ya está activo, su ID se muestra en la parte superior de la pantalla. Se puede cargar un programa tocando el ID del producto o cualquier otra parte de la línea de productos.
Cuando haya más productos de los que se pueden visualizar en la pantalla, simplemente arrastre la lista hacia arriba hasta que el producto sea visible. A partir de ese momento, un solo toque en el producto lo selecciona y lo activa en el control.
2.1.2. Selección de productos
Para seleccionar un producto, basta con un solo toque. El producto se seleccionará y se cargará en la memoria. Desde aquí, se puede iniciar la producción pulsando "Auto". También se puede navegar por la configuración de herramientas y el programa numérico.

2.1.3. Nuevo programa, inicio de un programa numérico
Para iniciar un nuevo programa numérico, toque Nuevo programa.
Después de elegir el nuevo programa, la programación comienza con sus detalles generales, como por ejemplo ID del producto, espesor y material.

2.1.4. Editar, copiar y eliminar un producto o programa
Para eliminar un producto en el modo Productos, selecciónelo. Quedará seleccionado. A continuación, pulse Editar y seleccione Eliminar. Para eliminarlo, confirme la pregunta. Para eliminar todos los programas a la vez, pulse Eliminar todo.

Para copiar un producto, seleccione un programa, toque Editar y utilice Copiar. Después, se puede programar el nombre del producto y se realizará la copia. El producto copiado será una copia exacta, incluyendo la configuración de la herramienta.

2.1.5. Cambio de nombre del producto
Los productos también pueden renombrarse. Esto se puede hacer en un solo paso: Cambiar nombre permite al usuario darle un nuevo nombre.
Para cambiar el nombre de un producto, seleccione un programa, toque Editar y seleccione Cambiar nombre en la lista. Para cambiar el nombre, puede asignar un nuevo nombre.
3. Configuración de la herramienta
3.1. Introducción
Para editar o modificar una configuración de herramienta para el producto, seleccione el producto de la biblioteca y utilice Configuración de herramienta.

3.2. Procedimiento estándar
Al activar la función "Configuración de herramientas", la pantalla muestra la configuración de la máquina activa. Tanto el punzón como la matriz se pueden seleccionar desde la biblioteca de herramientas.

En la máquina se muestran las herramientas superior e inferior (o punzón y matriz) y se pueden modificar.
3.3. Selección de herramientas
Al seleccionar herramientas, se pueden seleccionar tanto la herramienta superior como la inferior (resp. punzón y matriz) de la biblioteca de herramientas.
Toque Seleccionar punzón o Seleccionar matriz para cambiar las herramientas a la configuración.
4. Programación del producto
4.1. Introducción
Para generar o modificar un programa numérico, inicie un nuevo programa desde el modo Productos o utilice Programa para ingresar directamente.


Para editar un programa CNC existente, seleccione un producto en la vista general de Productos y seleccione el botón de navegación Programa. Al iniciar un nuevo programa, seleccione Nuevo Programa y, tras introducir las propiedades principales del producto y la configuración de herramientas, el sistema cambiará automáticamente a Programa.
En ambos casos, debería aparecer una pantalla como la mostrada arriba. La programación y la modificación de datos se realizan de la misma manera.
La pantalla principal muestra el programa numérico existente o, al iniciar un nuevo programa, el primer pliegue programado. El selector de pliegues, en la parte superior de la pantalla, permite navegar por los pliegues. Se puede tocar cada pliegue para seleccionar fácilmente los datos deseados. En el lateral de la pantalla principal, se indican las vistas y funciones mediante botones de comando.
Funciones
Están disponibles los siguientes modos/funciones:

4.2. Modo de programación, explicación de los parámetros
La pantalla principal muestra las curvas disponibles y desde esta pantalla principal, de cada curva disponible, se pueden ver y editar parámetros específicos.
El ID y la descripción del producto se muestran en la fila superior de la pantalla.

4.2.1. Parámetros de curvatura
Método
Seleccione el método de plegado necesario. El control admite los siguientes métodos estándar:
- curva de aire
- tocando fondo
- dobladillo
- dobladillos y bajos
Métodos de curvatura

Nota 1: Aquí se muestran los dobladillos realizados con un punzón especial, aunque no es necesario.
Nota 2: Al seleccionar la operación de remate, la posición de fin de curvado de la viga del eje Y depende de la fuerza de trabajo. Sin embargo, si la fuerza es suficiente para que la viga alcance la posición de fin de curvado calculada en el eje Y, la carrera de la viga estará limitada por el valor de la posición.
Longitud de curvatura
Longitud de la chapa entre herramientas.
Longitud de curvatura efectiva
La longitud efectiva de la chapa entre herramientas, que se utiliza para calcular la fuerza y el dispositivo de coronación (si lo hay). Esta longitud de plegado efectiva se calcula a partir de la geometría del producto; para plegados adicionales y simultáneos, este valor calculado es la suma de las longitudes de las líneas de plegado.
Posición del producto
El valor de la posición absoluta del producto en la dirección Z. El lado izquierdo de la máquina es la posición de referencia cero.
Ángulo
El ángulo requerido para esta curva. Este parámetro solo aparece si se selecciona la programación de ángulos con el parámetro "Selección de ángulo" y el método de curvatura es un curvado por aire.
Apertura del dobladillo
El dobladillo se puede realizar con una distancia de apertura determinada entre las dos bridas. El valor de la apertura se utilizará para calcular la posición del plegador durante el proceso de dobladillo.
De forma predeterminada, este parámetro tiene el valor del parámetro del modo Configuración Apertura de dobladillo predeterminada.

Eje Y (posición de curvatura)
Posición requerida en el eje Y para este plegado. Este parámetro solo aparece si se selecciona la programación absoluta con el parámetro "Selección de ángulo". También aparece si el método de plegado es dobladillo o rebordeado.
Silenciar
Punto de secuencia en el que el eje Y cambia de velocidad de cierre rápido a velocidad de prensado. El valor programado aquí es la distancia del punto de silencio sobre la chapa.
De forma predeterminada, se utiliza el valor de silenciamiento del troquel programado. La presencia o no de este parámetro depende de la configuración de la máquina.
Paralelo
Diferencia entre los cilindros izquierdo y derecho (Y1 e Y2). Si es positivo, el lado derecho baja. Si es negativo, el lado derecho sube. El valor programado está activo por debajo del punto de sujeción.

Apertura
Este parámetro genera una cierta abertura entre el punzón y la matriz después del plegado. Un valor positivo indica la abertura por encima de Mute, y un valor negativo por debajo de Mute.
Cuando desee limitar el tiempo de manipulación del producto puede programar un pequeño valor positivo o negativo.
4.3. Modos de edición y visualización
4.3.1. Todas las curvas
Cuando se pulsa la función Todas las curvas, aparece una vista general completa de las curvas.

Desde esta pantalla, se puede editar el programa CNC completo. Todos los parámetros de plegado se pueden editar en la tabla, y los plegados se pueden intercambiar, mover, añadir y eliminar.
Las columnas disponibles se pueden desplazar mediante el movimiento o deslizamiento del dedo.
4.3.2. Cambiar herramientas
Para cambiar las herramientas, se puede usar el menú Configuración de Herramientas. Si es necesario cambiar la configuración de herramientas para un solo paso de plegado, se puede usar el botón Cambiar Herramientas. El control siempre preguntará si los cambios deben aplicarse a toda la configuración o solo a un plegado. Si se requiere la configuración completa de la herramienta, se cambiará automáticamente al menú Configuración de Herramientas.
4.3.3. Propiedades del producto
Para cambiar las propiedades principales del producto, pulse "Propiedades del producto". Estos parámetros del programa son los mismos para cada curva del programa (datos principales del programa).
4.3.4. Añadir curva
Para añadir una nueva curva después de la anterior. Al pulsar esta tecla, se copia la última curva y se añade después de la anterior.
4.3.5. Golpes
A partir de programas numéricos puros, un único paso de curvatura se puede transformar en una curvatura con impacto.

4.4. Parámetros de programación
Los parámetros en modo programación se pueden programar uno por uno. El efecto de un parámetro sobre otros se calcula automáticamente. La relación entre los parámetros se visualiza con un símbolo y un color de fondo.

5. Modo automático
5.1. Introducción
Al tocar el botón de navegación Auto, el control cambia al modo de producción automático.

En modo automático con el programa activo, se puede iniciar la producción. Tras entrar en modo automático, se puede pulsar el botón de inicio para comenzar la producción.

El modo automático ejecuta el programa automáticamente, plegado por plegado, tras pulsar el botón de inicio. Al seleccionar un producto diferente en el modo Productos, que se encuentre en la biblioteca y ya se haya utilizado para la producción, se puede cambiar inmediatamente a Automático e iniciar la producción. Cada vez que se seleccione un programa de plegado diferente, es necesario comprobar las herramientas y su posición en la máquina. Esto también se indica mediante un mensaje de advertencia de "Comprobar herramientas" al entrar en el modo automático.
En el encabezado de la pantalla del modo automático se muestra el producto seleccionado junto con su descripción. En la parte superior de la pantalla, el selector de curvas muestra las curvas disponibles en el programa. Al tocar la curva deseada, se puede seleccionar. Se puede pulsar el botón de inicio para comenzar desde esta curva. Los detalles de la curva seleccionada se muestran en las vistas disponibles.
La repetición de una curva y los programas conectados, si corresponde, se muestran en el encabezado de la pantalla. Un programa conectado también se indica en la última posición de los selectores de curva.
5.1.1. Modo automático, explicación de los parámetros
A continuación se muestra una lista de los parámetros disponibles en el modo automático.
5.2. Modos de visualización
La pantalla del modo automático ofrece diversas vistas que se pueden seleccionar según el método de producción. Al seleccionar el modo automático por primera vez, aparecerá la pantalla principal. En el lado derecho de la pantalla se pueden seleccionar los modos de vista disponibles.
Están disponibles los siguientes modos de visualización:

Se puede cambiar entre las vistas correspondientes sin modificar los datos de plegado. El inicio no saltará al final al cambiar de modo de vista.
5.2.1. Principal
La vista principal muestra los datos numéricos de la curva junto con las correcciones. Estas correcciones se pueden programar aquí.

Se pueden desplazar ambas columnas para ver todos los datos.
Selector de curvatura
El selector de curvas en la parte superior de la pantalla permite navegar entre ellas. Toca las curvas indicadas para seleccionar fácilmente los datos deseados.

5.2.2. Todas las curvas
El modo de visualización de todas las curvas muestra una tabla con todos los datos de las curvas. Las curvas se muestran por filas y las columnas muestran todos los parámetros de curvatura.

5.2.3. Macro
Con el modo de vista macro, el control cambia a una vista con solo valores de ejes grandes en pantalla. Esta vista se puede usar cuando se trabaja a cierta distancia del control, permitiendo leer los valores de los ejes.

Además de la posición objetivo (programada) también se puede seguir la posición real de todos los ejes.
5.2.4. Posicionamiento manual
En el modo de visualización de posicionamiento manual, los valores de los ejes se muestran en pantalla completa. Se pueden seleccionar los ejes y, una vez seleccionados, controlar su posición moviendo el control deslizante, en la parte inferior de la pantalla, fuera de su posición central. Al soltarlo, volverá automáticamente a su posición central.
El indicador de enseñanza:

Cuando se presiona la flecha indicadora de aprendizaje, que se encuentra entre el valor real y el valor programado, el valor se enseña al paso del programa.

5.2.5. Correcciones
En este modo de vista se muestran todas las correcciones de todas las curvas. Puede explorarlas y modificarlas según sus necesidades. Si se introduce una corrección para α1, este valor se copia a la corrección para α2, según el parámetro de configuración "Programación de corrección de ángulo", o bien se mantiene la diferencia entre ambas correcciones o bien no se influye en la corrección para α2. Se pueden introducir diferentes correcciones para α2 en el mismo campo.

La columna "Corrección almacenada" solo está disponible cuando se activa la base de datos de corrección de ángulos. Al activarse, la columna "Corrección almacenada" muestra, para cada curva, el valor de corrección presente en la base de datos. Una entrada en blanco en esta columna significa que la base de datos no tiene un valor de corrección para este tipo de curva. Al introducir una nueva corrección, esta se copiará automáticamente a la base de datos.
Los marcadores ">" indican curvas que tienen el mismo valor.
Todo desde almacenado sirve para copiar las correcciones de la base de datos al programa actual: las correcciones en todas las curvas se ajustan de acuerdo a los valores de la base de datos.
Calcular correcciones, programación de ángulos medidos
Para calcular las correcciones a partir de los valores angulares medidos, se puede usar la función "Calcular correcciones" en la ventana de corrección. Esta función abrirá una ventana independiente donde, a elección, se pueden programar los ángulos medidos.

A partir del valor programado, el control determinará una corrección. El resultado propuesto se puede ver en la propia ventana. En la parte superior de la ventana se muestra el ángulo programado y, en la inferior, las correcciones resultantes. Al seleccionar "Aceptar", estos valores se transferirán a la pantalla principal de correcciones.
Al introducir un solo valor de ángulo medido, los demás valores se copiarán por igual. Si hay valores separados para el ángulo izquierdo, derecho o incluso el medio, también se pueden introducir. Los valores de corrección adecuados se determinarán a partir de los valores introducidos. El ángulo medio medido, si corresponde, se transfiere a una corrección de coronación absoluta.
Las correcciones de ejes también se pueden editar en la pantalla principal. Cuando hay varios ejes disponibles, se puede cambiar a este modo de vista especial para todas las correcciones de ejes.
5.2.6. Diagnóstico
El modo de vista de diagnóstico está diseñado principalmente para fines de servicio. En el diagnóstico, se pueden supervisar las actividades de los ejes independientes y se puede seguir la E/S del sistema de control. En raras ocasiones, esta información puede ser útil para diagnosticar el funcionamiento durante el proceso de plegado.

5.3. Corrección de golpes
En caso de una curvatura de impacto seleccionada, se puede introducir una corrección general. Esta función solo está disponible si se carga un producto con una curvatura de impacto.
Con Bumping Corr. aparece una nueva ventana en la que se puede introducir la corrección.

Al modificar la corrección general de un ángulo, se recalculan todas las correcciones individuales. Al modificar cualquiera de las correcciones individuales, se recalcula la corrección general.
Las correcciones de golpes se pueden programar de forma independiente para ambos lados, α1 y α2.
Si se introduce una corrección de bumping para α1, este valor se copia, según el parámetro de configuración "Programación de corrección de ángulo", a la corrección de bumping para α2, o bien se mantiene la diferencia entre ambas correcciones de bumping, o bien no se influye en la corrección de bumping para α2. Posteriormente, se recalculan todas las correcciones independientes para α2. Para cambiar los valores de corrección de α2, utilice la corrección de bumping α2 o una de las correcciones independientes de α2.
6. Modo manual
6.1. Introducción
Al tocar el botón de navegación Manual, el control cambia al modo de producción manual.

En el modo manual, se programan los parámetros para un plegado. Este modo es útil para pruebas, calibración y plegados individuales.

El modo manual es independiente del modo automático y se puede programar independientemente de los programas en la memoria.
En la parte superior de la pantalla del modo Manual, encontrará la posición actual del eje Y y del eje X principal. Todos los demás ejes y funciones se enumeran uno por uno en las dos columnas siguientes.
Cuando estos valores del eje Y y del eje X están resaltados significa que se han encontrado los marcadores de referencia de estos ejes y que están posicionados correctamente con respecto a sus valores programados.
6.1.1. Modo manual, explicación de los parámetros
A continuación se muestra una lista de los parámetros disponibles en el modo manual.
Parámetros de curvatura
Método
Seleccione el método de plegado necesario. El control admite los siguientes métodos estándar:
- Curva de aire
- Tocando fondo
- Dobladillo
- Dobladillos y bajos

Los métodos de curvatura se han explicado con más detalle en el modo Programa.
Longitud de curvatura
Programa la longitud de curvatura de la chapa.
Posición del producto
El valor de la posición absoluta del producto en la dirección Z. El lado izquierdo de la máquina es la posición de referencia cero.
Ángulo
Angulo a doblar.
Corr.α 1, Corr.α2
Corrección del ángulo de curvatura.
La corrección del ángulo debe ingresarse como lo indican los siguientes ejemplos:
Valor programado de 90 grados.
Valor medido de 92 grados.
-> Luego es necesario programar Corr. con -2.
Valor programado de 90 grados.
Valor medido de 88 grados.
-> Luego es necesario programar Corr. con +2.
Apertura del dobladillo
El dobladillo se puede realizar con una determinada distancia de apertura entre las 2 bridas.
El valor de apertura del dobladillo se utilizará para calcular la posición de la viga en el proceso de dobladillo.
De forma predeterminada, este parámetro tiene el valor del parámetro del modo Configuración Apertura de dobladillo predeterminada.

Corr.Y
Corrección en la posición del eje Y, en caso de que se haya seleccionado el fondo.
Eje Y
El valor del eje Y programado o calculado para realizar un ángulo determinado.
Silenciar
Punto de secuencia donde el eje Y cambia de velocidad de cierre rápido a velocidad de prensado. Se programa aquí como valor de posición del eje Y. El valor programado es el punto del eje Y sobre la chapa.

Paralelo
Diferencia entre los cilindros izquierdo y derecho (Y1 e Y2). Si es positivo, el lado derecho está más bajo. Si es negativo, el lado derecho está más alto. El valor programado está activo por debajo del punto de sujeción.
Apertura
Este parámetro genera una cierta abertura entre el punzón y la matriz después del plegado. Un valor positivo indica la abertura por encima de Mute, y un valor negativo por debajo de Mute.
Cuando desee limitar el tiempo de manipulación del producto, puede programar un pequeño valor positivo o negativo.
Fuerza
Fuerza
La fuerza programada aplicada durante el prensado.
Tiempo de permanencia
Tiempo de retención del punzón en el punto de flexión.
Descompresión
Distancia de descompresión después de la flexión para liberar la presión de trabajo del sistema.
Velocidad
Velocidad
Velocidad de prensado, la velocidad del eje Y durante el plegado.
Velocidad de descomposición
La velocidad de descompresión es la velocidad programable del haz durante la distancia de descompresión.
Funciones
Esperar a que se retracte
En caso de retracción, deje que el eje Y espere hasta que finalice la retracción, sí o no.
- No: la retracción se inicia cuando el eje Y pasa el punto de sujeción, el eje Y no se detiene.
- Sí: cuando el eje Y alcanza el punto de sujeción, se detiene y se inicia la retracción. Al finalizar la retracción, el eje Y continúa su movimiento.
Propiedades del producto
- Espesor
Programa el espesor de la chapa. - Material
Selección de uno de los materiales programados para calcular las profundidades de plegado. El control incluye 4 materiales preprogramados. Se pueden programar un total de 99 materiales. Estos materiales se pueden programar en la página Materiales del modo Configuración.

Herramientas
Puñetazo
El nombre (ID) del punzón seleccionado. Pulse para modificarlo o seleccionarlo de la biblioteca de punzones.
Morir
El nombre (ID) del troquel seleccionado. Pulse para modificarlo o seleccionarlo de la biblioteca de troqueles.
Ejes auxiliares
Eje auxiliar
Si tiene uno o más ejes auxiliares (por ejemplo, un eje X, un eje R o un eje Z), los parámetros de estos ejes aparecen aquí.
Retraer
The retract distance of the axis during the bend. The "backgauge retract" is started at the pinching point.
Velocidad
Velocidad del eje en la curva actual. Se puede programar como porcentaje de la velocidad máxima posible.
Los parámetros mencionados se pueden programar y modificar según sea necesario. Tras pulsar el botón de inicio, los parámetros programados se activan.
6.1.2. Configuración de la herramienta
La programación de la configuración de la herramienta en modo manual es similar a la del modo automático. Aunque ambos modos no comparten la misma configuración de la herramienta (lo que permite usar una completamente diferente), la configuración del modo automático también puede utilizarse en modo manual.
Al cambiar del modo automático al modo manual, el control ofrece al usuario la posibilidad de utilizar la misma configuración de herramienta en el modo manual y, de esta manera, también se le advierte que, en caso de una programación diferente, debe tener cuidado.

En el menú de configuración de herramientas se pueden agregar o quitar herramientas, de forma similar al modo principal de configuración de herramientas, como se describe en el capítulo 3.
Añadiendo herramientas (punzones/matrices)
Al igual que en Configuración de herramientas, a través de la función Agregar se pueden agregar herramientas.
6.2. Programming parameters & Views
Los parámetros en modo manual se pueden programar uno por uno. El efecto de un parámetro sobre otros se calcula automáticamente.
La relación entre los parámetros se visualiza con un símbolo y un color de fondo.

Cuando se muestra un símbolo de información con parámetros después de un valor editado, este parámetro se modificó debido a la última entrada modificada.
![]()
Se muestra un símbolo de estrella junto a los parámetros si su valor difiere del calculado por el control. Esto puede ser útil si un valor se programa intencionalmente de forma diferente o si el valor de un parámetro está limitado por los límites de los parámetros.
![]()
Se muestra un símbolo de error con los parámetros si el valor no es correcto según los valores programados. Esto ocurre, por ejemplo, cuando se programa un dobladillo sin herramientas de dobladillo.
![]()
Vista
Los botones de comando a la derecha de la pantalla dan acceso a otras vistas. Junto a la vista principal, se encuentran las vistas de Macro, Posicionamiento manual, Correcciones y Diagnóstico.

6.3. Macro
Con Macro, el control cambia a una nueva vista con solo valores de ejes grandes en pantalla. Esta vista se puede usar cuando se trabaja a cierta distancia del control, permitiendo leer los valores de los ejes.

6.4. Movimiento manual de los ejes
6.4.1. Procedimiento de movimiento
Para mover un eje manualmente a una posición específica, se puede usar el control deslizante en la parte inferior de la pantalla. Tras pulsar "Posición manual" en la pantalla principal del Modo Manual, aparece la siguiente pantalla:

En este modo, cualquiera de los ejes mostrados se puede mover moviendo el control deslizante fuera de su posición central. El procedimiento para mover el eje depende del eje que se desee mover. Al soltar el control deslizante, este volverá automáticamente a su posición central.
Ejes auxiliares
El control debe estar detenido (el botón Detener está activado).
Primero seleccione el eje del tope trasero deseado, verá el cursor en el eje requerido.
Luego puedes mover el eje moviendo el control deslizante.
Eje Y
La viga de prensa se puede posicionar manualmente del mismo modo que los ejes auxiliares.
Sin embargo, para el eje Y se deben cumplir varias condiciones:
- El control debe estar iniciado (el botón Inicio está encendido).
- The 'adjust' function must be active. If this function is not active a message is
se muestra en la esquina superior derecha. - El eje Y debe estar debajo del punto de silencio.
- Es necesario dar un comando de prensado al CNC.
6.4.2. Enseñar
Para enseñar el control, tomando una posición encontrada moviendo manualmente un eje, se puede utilizar un procedimiento simple.
Al mover un eje a una posición determinada con el control deslizante, puede que desee guardar esta posición. Para ello, toque el nombre del eje en la columna "Programado". El valor real del eje (lado izquierdo) aparecerá en el campo "Eje programado" (lado derecho).
Cuando regrese a la pantalla estándar del modo manual, el parámetro del eje tendrá el valor enseñado recientemente.
6.5. Correcciones
En este modo de visualización se muestran las correcciones para el pliegue programado en modo manual. Dado que siempre se trata de un pliegue único, se mostrará una sola línea.

Las correcciones programadas se pueden verificar aquí de forma similar a las correcciones en el modo automático.
En esta pantalla también se pueden supervisar las entradas de la base de datos de correcciones y las de la corrección inicial. Dado que estas influyen significativamente en el resultado del plegado, se puede acceder a la base de datos para modificarlas. Esto también resulta útil para encontrar correcciones adecuadas mediante pruebas de plegado y almacenar los resultados en la base de datos.

6.6. Diagnóstico
Al pulsar Diagnóstico, el control cambia a una vista que muestra el estado de los ejes. En esta ventana, se puede observar el estado actual de los ejes disponibles. Esta pantalla también puede estar activa mientras el control está en marcha. Por lo tanto, permite supervisar el comportamiento del control durante un ciclo de plegado.

6.6.1. Estado de E/S
Al pulsar la pestaña E/S en Diagnóstico, el control cambia a una vista con el estado de las entradas y salidas. En esta ventana, se puede observar el estado actual de las entradas y salidas.
Esta pantalla también puede estar activa mientras el control está en marcha. Por lo tanto, permite supervisar el comportamiento del control durante un ciclo de plegado.

6.6.2. E/S ampliada
Al tocar uno o más pines (hasta 5), se crea una página IO ampliada adicional con una vista ampliada del IO seleccionado; los pines seleccionados se mostrarán en grande, lo que permite un monitoreo a distancia.

7. Configuración
7.1. Introducción
Al tocar el botón de navegación Configuración, el control cambia al modo Configuración.

El modo de Configuración del control, que se encuentra en el panel de navegación, da acceso a todo tipo de configuraciones que influyen en la programación de nuevos productos y programas.
Se pueden establecer valores predeterminados y restricciones específicas.
La configuración se divide en varias pestañas que organizan lógicamente los diferentes temas. En las siguientes secciones se describen las pestañas disponibles y la configuración detallada.

Para navegar por las pestañas, simplemente tóquelas y seleccione el elemento que desee ajustar. Dado que puede haber más pestañas de las que muestra la pantalla en una vista, arrastrarlas horizontalmente permite ver y seleccionar todas las pestañas disponibles.
7.2. General
Seleccione la pestaña deseada y toque el parámetro que desee modificar. Si los parámetros tienen un valor numérico o alfanumérico, aparecerá el teclado para introducir el valor deseado. Si puede seleccionar la configuración o el parámetro de una lista, esta aparecerá y podrá seleccionarlo tocando. Las listas más largas permiten desplazarse verticalmente para consultar los elementos disponibles.
Seleccionar pulgadas/mm
Seleccione si desea utilizar milímetros o pulgadas como unidad a utilizar.
Selección de tonelada/kN
Seleccione esta opción para utilizar Ton o kN como unidad principal que se utilizará para todos los datos de fuerza.
Selección de resistencia por m/mm
Seleccione si desea utilizar la resistencia por metro o por milímetro.
Idioma
El idioma de la interfaz de usuario se puede seleccionar en la lista. Hay más idiomas disponibles de los que se muestran inicialmente. Desplácese verticalmente arrastrando la lista hacia arriba y hacia abajo para ver todos los idiomas disponibles. Toque para seleccionar el idioma deseado para la interfaz de usuario.
(Para los idiomas que utilizan caracteres alfanuméricos especiales no estándar, el control se reiniciará).

Disposición del teclado
Al elegir, se puede seleccionar el diseño de teclado Qwerty, Qwertz o Azerty.
Sonido clave
Activa o desactiva la función de sonido del panel de entrada.
Sonido del mensaje
Parámetro para habilitar/deshabilitar la función de sonido para los mensajes dependiendo del tipo de mensaje.
Todos los mensajes => Sonido activado para todos los mensajes.
errores + advertencias=> sonido activado solo para errores y advertencias.
errores => sonido activado solo para errores.
ninguno => sonido desactivado para todos los mensajes.
Panel de mando lateral
Cambia el panel de comando al lado izquierdo de la pantalla.
7.3. Materiales
En esta pestaña se pueden programar materiales y sus propiedades. Se pueden editar, añadir o eliminar materiales existentes. Se puede programar un máximo de 99 materiales en el control.

Para cada material hay 3 propiedades que se pueden ver y editar.
- Nombre del material
Nombre del material, tal como aparecerá en las pantallas de programación. La longitud máxima permitida es de 25 caracteres y debe comenzar con un carácter (no un número). - Resistencia a la tracción
Resistencia a la tracción del material seleccionado. - Módulo E
Módulo E del material seleccionado. - exponente de endurecimiento por deformación
El exponente de endurecimiento por deformación del material, n, es una propiedad del material que debe proporcionar el proveedor del material, al igual que la resistencia a la tracción y el módulo E.
Introducir los valores correctos para este parámetro proporcionará una mejora en el cálculo del radio interior y, por tanto, un cálculo más preciso de la profundidad de curvatura y del margen de curvatura.
A su vez, un margen de curvatura más preciso dará como resultado posiciones de tope trasero más precisas.
Inicialmente, el valor se establece en _.__ para todos los materiales. Esto significa que el parámetro n no está activo. El resultado de todos los cálculos es el mismo que en versiones anteriores del software.
El rango del parámetro n es 0,01 – 1,00.
Por ejemplo, un valor típico para el acero dulce es 0,21.
Cuando se ingresa nuevamente 0, el valor se restablecerá a _.__ - Calcular n
El exponente de endurecimiento por deformación del material, n, es una propiedad del material que debe proporcionar el proveedor del material, al igual que la resistencia a la tracción y el módulo E.
Como alternativa, también se puede derivar de la tolerancia de plegado. Se debe realizar un plegado de prueba en modo manual. Al acceder a la tabla de materiales y pulsar el botón "Calcular n", aparecerá la siguiente ventana:

Los valores de los parámetros se obtienen de la pantalla del modo manual. Tras el plegado, se debe medir la longitud lateral resultante e introducirla en la ventana. Con la diferencia entre la posición programada del eje X y la longitud lateral medida, se calculan la tolerancia de plegado y el exponente de endurecimiento por deformación (n).
La precisión del cálculo depende de la precisión del espesor de la chapa, de los parámetros de la herramienta y de la medición de la longitud lateral.
Los materiales se listan inicialmente según su número de material, que se muestra en la primera columna (ID). La lista se puede ordenar según las diferentes propiedades tocando el título de la columna. Los materiales se ordenarán en orden ascendente o descendente según la propiedad.
Para cambiar un material existente, seleccione la línea correspondiente y cambie los valores como considere oportuno.
Para eliminar un material existente, seleccione la línea correspondiente y utilice la opción "Eliminar material". Esto borrará los valores.
Para programar un nuevo material, seleccione una línea vacía y comience a programar sus valores.
7.4. Copia de seguridad/restauración
Esta pestaña permite realizar copias de seguridad y restaurar productos, herramientas, configuraciones y tablas. Si los productos o herramientas provienen de modelos de control anteriores, también se pueden restaurar con formato de archivo DLC mediante esta función de restauración específica.
Para los materiales, una copia de seguridad y restauración específicas están disponibles aquí.
Es posible realizar copias de seguridad y restaurar herramientas y productos siguiendo los siguientes procedimientos.
Los procedimientos para guardar o leer datos son similares para todos los tipos de medios de respaldo: por ejemplo, red o memoria USB.

El directorio de respaldo real consta de un dispositivo (memoria USB, red) y un directorio.
La elección de los dispositivos depende de qué dispositivos se hayan conectado al control.
Si es necesario, se pueden crear y seleccionar directorios. Las ubicaciones de las copias de seguridad para el almacenamiento de productos y herramientas se pueden configurar de forma independiente.
7.4.1. Copia de seguridad del producto
Para realizar una copia de seguridad de los programas en el disco, seleccione ‘productos’ en la sección Copia de seguridad de la página Copia de seguridad/restauración.

Una vez configurado el directorio de copia de seguridad inicial, aparece la pantalla de copia de seguridad de productos.

En la pantalla de respaldo se muestran los productos en el directorio seleccionado.
Las funciones básicas para cambiar la vista se pueden elegir de manera similar al modo Productos.
Esto permite encontrar fácilmente los productos que se deben respaldar.
En la parte superior de la pantalla, se muestra la ubicación de la fuente actual, así como la ubicación de la copia de seguridad.
Para hacer una copia de seguridad de un producto, selecciónelo en la lista. Aparecerá el marcador de copia de seguridad para confirmar la acción. Si hay un archivo de producto con el mismo nombre en la ubicación de la copia de seguridad, se le preguntará si desea reemplazarlo.
Para hacer una copia de seguridad de todos los productos a la vez, toque Todos.
La fuente donde se encuentran los productos que se deben respaldar se puede cambiar con el Directorio de origen. Aparece el explorador de directorios y se puede acceder al directorio de origen deseado.
También se puede cambiar el directorio donde se almacenan los productos que se deben respaldar. Con Directorio de Respaldo, aparece el explorador de directorios y se puede navegar al directorio de destino deseado.
7.4.2. Restauración del producto
Para restaurar programas al control, seleccione ‘productos’ en la sección Restaurar en la página Copia de seguridad/restauración.
Una vez configurado el directorio de restauración inicial, aparece la pantalla de restauración de productos.

En la pantalla de restauración se muestran los productos en el directorio seleccionado.
Las funciones básicas para cambiar la vista se pueden elegir de manera similar al modo Productos.
Esto permite encontrar fácilmente los productos necesarios para restaurar.
En la parte superior de la pantalla, se muestra la ubicación actual de la fuente de restauración, así como la ubicación en el control donde se restaurará. Para restaurar un producto, selecciónelo en la lista. El marcador de restauración aparecerá para confirmar la acción. Si hay un archivo de producto con el mismo nombre en el control, se le preguntará si desea reemplazarlo.
La ubicación de origen de los productos que se restaurarán se puede cambiar con Restaurar directorio. Aparece el explorador de directorios y se puede acceder al directorio de restauración deseado.
También se puede cambiar el directorio donde se almacenan los productos que se deben restaurar. Con "Directorio de destino", aparece el explorador de directorios y se puede navegar al directorio de destino deseado.
7.4.3. Copia de seguridad de herramientas
Para realizar una copia de seguridad de las herramientas en el disco, seleccione "herramientas" en la sección Copia de seguridad de la página Copia de seguridad/restauración.
Una vez configurado el directorio de copia de seguridad inicial, aparece la pantalla de copia de seguridad de herramientas.

Con este menú se puede realizar una copia de seguridad de las herramientas del control: punzones, matrices o formas de máquina. Los procedimientos para realizar una copia de seguridad de herramientas son similares a los de una copia de seguridad de producto.
7.4.4. Restauración de herramientas
Los procedimientos de restauración de herramientas se ejecutan de manera similar a los procedimientos de restauración de un producto.
7.4.5. Copia de seguridad y restauración de tablas y configuraciones
Para realizar copias de seguridad de la configuración y las tablas específicas del usuario, la pestaña Copia de seguridad/Restaurar ofrece funciones específicas. El procedimiento es similar al de las copias de seguridad y restauración de productos y herramientas.
La función especial Todo ejecutará automáticamente todos los pasos secuencialmente para realizar una copia de seguridad o restaurar (Productos + Herramientas + Tablas + Configuraciones).
7.4.6. Navegación por directorios
Cuando se utiliza el Directorio de respaldo, aparece una nueva ventana con una lista de directorios de respaldo disponibles.

En esta ventana puede explorar la estructura de directorios de su dispositivo de copia de seguridad. Para seleccionar el directorio en el que se encuentra, pulse "Seleccionar".
Para cambiar de un dispositivo a otro, toque el nivel más alto y desde allí seleccione el dispositivo adecuado y elija el subdirectorio correcto.
Si hay una conexión de red disponible, primero debe seleccionar "Red" y, a continuación, uno de los volúmenes de red ofrecidos. Después, funciona de forma similar a otros dispositivos.
Puede crear nuevos subdirectorios o eliminar los existentes pulsando "Crear subdirectorio" y "Eliminar subdirectorio". Si hay subdirectorios, simplemente púlselo para ir al directorio deseado y pulse "Seleccionar".
7.5. Configuración del programa

Base de datos de corrección de ángulos
Parámetro para habilitar la base de datos con correcciones de ángulos.
Las correcciones de ángulo se introducen en el modo de producción (modo automático). Estas correcciones se almacenan en el programa del producto.
La base de datos de corrección de ángulos permite almacenar estas correcciones. De esta forma, las correcciones introducidas para ciertas curvas permanecen disponibles para su uso posterior en otros productos.
Con esta configuración activada, el control comprueba durante la producción si existen correcciones para curvas similares en la base de datos. Si existen correcciones para ciertas curvas, se ofrecerán. En otras ocasiones, se pueden interpolar y ofrecer correcciones.
La base de datos de correcciones se ajusta ingresando nuevas correcciones durante la producción.
Cuando la base de datos está habilitada con este parámetro, todas las correcciones recién ingresadas se almacenan en la base de datos.
Al buscar curvas similares, el control busca curvas con las mismas propiedades que la curva activa. Se comparan las siguientes propiedades de una curva:
- Propiedades del material
- Espesor
- Apertura de matriz
- Radio de matriz
- Radio de punzón
- Ángulo
Las primeras cinco propiedades de una curva deben ser exactamente iguales a las de la curva activa para iniciar una comparación. Si el ángulo es igual al de la curva activa, se ofrece la corrección. Si el ángulo de la curva activa presenta una diferencia máxima de 10° con dos curvas adyacentes, se interpola una corrección a partir de estas dos curvas. Si la diferencia entre las correcciones de las dos curvas adyacentes es superior a 5°, no se ofrece ninguna corrección.
Corrección del ángulo inicial
Para programar correcciones de ángulos relativamente pequeños está disponible la base de datos de corrección inicial.
Este parámetro es independiente del parámetro “Base de datos de corrección de ángulo”.
La corrección inicial solo es visible y programable en la página de correcciones en los modos Automático y Manual. En la página principal, tanto en los modos Automático como Manual, la corrección inicial no se visualiza. La corrección total es la suma de la corrección visualizada y la corrección inicial.
Ejemplo:
– Programe una corrección de ángulo de -8 grados.
Programe una corrección inicial de -6 grados. Ahora la corrección total permanece sin cambios: la corrección visualizada cambia de -8 grados a -2 grados.
deshabilitado => no se pueden programar correcciones de ángulo iniciales.
habilitado => correcciones de ángulo inicial programables en la página de correcciones
Programación general de corrección de ángulos
Para programar correcciones de ángulos generales que se utilizan en todas las curvas del programa.
Estas correcciones de ángulo no están relacionadas con ángulos de curvatura específicos y, por lo tanto, no se almacenan en la base de datos de corrección de ángulos.
deshabilitado => sin correcciones de ángulos generales.
habilitado => solo G-corr. α1.
α1 y α2 => G-corr. α1 y G-corr. α2.
Correcciones de ángulo de almacenamiento en modo manual
Para permitir el almacenamiento de correcciones de ángulo programadas en modo manual. Las correcciones se pueden derivar de los resultados de plegado en modo manual, que posteriormente se pueden utilizar durante la programación del producto.
Programación de corrección de ángulos
Parámetro para cambiar entre copiar o mantener los valores delta o cambiarlos de forma independiente al cambiar las correcciones de ángulo en el modo de producción.
copiar => copiar Cα1 a Cα2 al cambiar Cα1.
delta => mantener delta entre Cα1 y C2 al cambiar Cα1.
independiente => cambia Cα1 y Cα2 independientemente.
Programación de corrección X
Parámetro para cambiar entre copiar o mantener los valores delta o cambiarlos de forma independiente al cambiar las correcciones del eje X en el modo de producción.
copiar => copiar CX1 a CX2 al cambiar CX1.
delta => mantener delta entre CX1 y CX2 al cambiar CX1.
independiente => cambia CX1 y CX2 independientemente.
Sólo disponible cuando hay un eje X2.
Y1/Y2 independiente
Parámetro para programar los dos ejes Y independientemente.
desactivado => programación de un solo eje Y.
en => programa Y1 y Y2 por separado.
Identificación de la máquina
Cuando hay varias máquinas dobladoras en una fábrica, puede ser útil otorgarle al control de cada máquina un ID de máquina único.
Este ID se comprobará al leer un programa desde un medio de respaldo. Si el ID de la máquina no coincide, deberá confirmar si desea leerlo de todas formas. Si no confirma la pregunta, la acción se cancelará.
Comprobación de identificación de la máquina
Al seleccionar un producto de una máquina con un ID de máquina diferente, aparecerá una advertencia en la pantalla. Con este parámetro, se puede desactivar esta verificación.
Descripción de la máquina
La descripción programada aquí solo se utilizará en el Perfil-T sin conexión para obtener una visión general de las diferentes máquinas disponibles en la fábrica. Con esta información, quedará más claro qué máquina se utiliza en combinación con este control.
7.6. Valores predeterminados

Y apertura predeterminada
Default Y-axis opening, used as initial value for the parameter 'opening' in a new
programa.
Velocidad de prensado predeterminada
Default pressing speed, used as initial value for the parameter 'speed' in a bend program.
Velocidad de descompresión predeterminada
Default decompression speed, used as initial value for the parameter 'decompression speed' in a bend program.
Espera predeterminada para retractación
Default value for the parameter 'wait for retract' in a bend program. This parameter determines the control behaviour in a bend program.
Código de cambio de paso predeterminado
Default value for the parameter 'step change code' in a bend program. This parameter determines the moment of step change in a bend program.
Los códigos de cambio de paso se han explicado con más detalle en el modo Programa.
Tiempo de retardo predeterminado
Durante el posprocesamiento, el tiempo de espera del eje X en el cambio de paso se establece en cero.
Con este parámetro se puede preestablecer un tiempo de espera más largo cuando sea necesario para la manipulación del producto.
Tiempo de permanencia predeterminado
Default value for the parameter 'dwell time' in a bend program.
Apertura de dobladillo predeterminada
El dobladillo se puede realizar con una distancia de apertura determinada entre las dos bridas. El valor de la apertura se utilizará para calcular la posición del plegador durante el proceso de dobladillo.
Este valor predeterminado se utilizará al programar un nuevo programa en el modo Programa. El valor inicial es de 0,0 mm para que las dos pestañas de un dobladillo queden completamente una sobre la otra sin espacio entre ellas.
Material predeterminado
Material predeterminado, utilizado como selección inicial al iniciar un nuevo programa.
7.7. Configuración de cálculo

Tolerancia de curvatura para la preparación de datos
Corrección desactivada => no se añade margen de curvatura a la programación numérica
Corrección activada => corrección de tolerancia de curvatura agregada a la programación numérica
Con este parámetro puede elegir si desea que se corrijan los valores programados para la tolerancia de plegado. Este ajuste solo se aplica a las correcciones durante la programación del producto en el modo Programa. Si se ha introducido un programa numérico con las correcciones activadas, las correcciones de los ejes se calculan y almacenan en el programa. Estas correcciones se pueden ver y editar en el modo de producción (consulte "Modo automático").
Factor de fuerza de fondo
La fuerza necesaria para realizar una curva en el aire se multiplica por este factor para obtener la fuerza de fondo.
Distancia Z
La distancia desde el borde del dedo hasta la esquina de la hoja.
Cuando se instala un eje Z automático, las posiciones de los dedos se calculan automáticamente con respecto al final de la chapa.

7.8. Configuración de producción

Modo de conteo de existencias
Configuración para el contador de stock en modo de producción, para que el contador de stock (contador de producto) cuente hacia arriba o hacia abajo.
Al seleccionar el conteo regresivo, el contador de existencias en el modo de producción se reduce después de cada ciclo de producto. Cuando el contador llega a cero, el control se detiene. En la siguiente acción de inicio, el valor de conteo de existencias se restablece a su valor original.
Cuando se selecciona el conteo progresivo, el contador se incrementa después de cada ciclo de producto.
El conteo regresivo puede ser útil si se debe producir una cuota planificada previamente. El conteo progresivo puede utilizarse para generar un informe sobre el progreso de la producción.
Paso del modo de cambio de curvatura automática
Este parámetro se puede utilizar para tener un cambio de paso automático en el proceso de doblado con el modo Paso habilitado.
Desactivado => No se realizará ningún cambio de paso automático (próximos parámetros de plegado activos). Para realizar el siguiente plegado, debe seleccionar el nuevo plegado y pulsar el botón de inicio.
habilitado => Los siguientes parámetros de plegado se cargan automáticamente, pero los ejes comenzarán a posicionarse después de presionar el botón de inicio.
Desplazamiento del paralelismo
Con este parámetro se puede programar un paralelismo general, válido para toda la carrera del eje Y. El valor programado se comparará con el valor máximo permitido durante la producción. El paralelismo programable para cada plegado (Y2) solo está activo por debajo del punto de sujeción. El paralelismo por debajo del punto de sujeción es la suma de ambos parámetros (Y2 + desplazamiento de paralelismo).
Bloquear la pantalla táctil al iniciar
Para habilitar el bloqueo de la pantalla táctil mientras se ha iniciado el control.
Corrección de presión
Porcentaje de fuerza calculada que realmente controla la válvula de presión.
Corrección de sujeción
Se calcula la posición de la viga donde se sujeta la chapa. Para asegurar una sujeción firme, es posible compensar el punto de pinzamiento calculado con el valor programado. Un valor positivo resultará en una posición más profunda, mientras que un valor negativo resultará en una posición más alta de la viga.
Desplazamiento de seguridad X
Define la zona de seguridad (valor mínimo del eje X), siguiendo el contorno del punzón y la matriz, que se utilizará si se monta un eje R. Esto evita la colisión entre el dedo y el punzón/matriz.
X intermedio para movimiento Z.
Valor de seguridad temporal para el eje X, para evitar colisiones por movimiento a lo largo del eje Z. Con este parámetro se define una zona de seguridad estándar para el eje X, válida para todos los programas. El valor 0 desactiva esta función. Este parámetro no debe confundirse con el parámetro "Desplazamiento de seguridad X".
Este parámetro es especialmente útil cuando se colocan varios troqueles de diferentes tamaños en la máquina. En ese caso, este valor X intermedio debe ser mayor que la zona de seguridad del troquel más grande instalado.

Cuando el tope trasero debe cambiarse a una posición Z diferente, se verifica si la posición X actual es segura. Se pueden distinguir las siguientes situaciones:
- Posición antigua del eje X y nueva posición fuera de la zona: los movimientos de los ejes X y Z ocurren al mismo tiempo, sin cambios.
- Posición antigua del eje X afuera, nueva posición dentro de la zona: el tope trasero se posiciona primero en los ejes Z, el movimiento X comienza cuando los ejes Z están en posición.
- Posición antigua del eje X dentro, nueva posición fuera de la zona: el tope trasero comienza a lo largo del eje Xα, el movimiento Z se inicia cuando el eje X está fuera de la zona.
- Posición anterior del eje X y nueva posición dentro de la zona: el tope trasero se mueve a la posición intermedia del eje X y, a continuación, se inicia el movimiento Z. Cuando los ejes Z están en posición, se inicia el movimiento X para mover el tope trasero a su nueva posición.
R intermedia para movimiento X
Posición temporal del eje R para evitar colisiones por movimiento del eje Xα. El valor 0 desactiva esta función. Si se programa con un valor distinto de cero, esta posición se activará cuando el eje X deba moverse dentro de la zona de seguridad del troquel.
7.9. Ajustes de tiempo

- Tiempo de visualización
Muestra la fecha y la hora en el panel de título, solo la hora o ninguna hora. - Formato de hora
Muestra la hora en formato de 24 horas o 12 horas. - Formato de fecha
Muestra la fecha en formato dd-mm-aaaa, mm-dd-aaaa o aaaa-mm-dd. - Ajustar el tiempo
Para ajustar la fecha y la hora. Al ajustar la fecha y la hora, también se ajustará la fecha y la hora del sistema operativo.
Conozca más sobre nuestros productos, visite y suscríbase a nuestro Canal de Youtube





Excelente sistema de máquina dobladora, controlador I link delem