Лазерная резка Это инновационная технология, позволяющая с беспрецедентной эффективностью и точностью разрезать материалы с помощью сфокусированных лазерных лучей. При работе с металлами, полимерами и даже деревом станки лазерной резки предлагают гибкий способ создания сложных узоров и поверхностей превосходного качества.
Однако, как работает станок лазерной резки? От основ генерации лазерного луча до детального описания процесса резки, в этом эссе подробно рассматриваются механические аспекты этого сложного процесса.
Понимание принципа работы этих лазерных станков не только доказывает их полезность в современном производстве, но и открывает новые возможности для инноваций в масштабах всей отрасли. Присоединяйтесь ко мне, чтобы вместе исследовать захватывающую область технологии лазерной резки!
Оглавление
Принципы лазерной резки
Что такое лазер?
Усиление света путем стимулированного излучения, или лазерное излучение, — это уникальный источник света, обладающий следующими специфическими свойствами:
- Высокая плотность энергии: Сосредотачивая энергию в крошечной фокусной точке, лазерный луч производит достаточно тепла, чтобы расплавить или испарить материалы.
- Монохроматичность: The laser's single wavelength of light ensures stability and great energy concentration.
- Направленность: Передача на большие расстояния с минимальными потерями энергии становится возможной благодаря чрезвычайно постоянной траектории распространения лазерного луча.
Лазеры идеально подходят для промышленных применений, таких как промышленная резка и сварка, поскольку они ярче, обладают большей когерентностью и более сильной направленностью, чем обычные источники света.
Как работают лазерные резаки?

Как работает лазерная резка? Метод, известный как лазерная резка, создает кромку путем испарения материала с помощью лазера. Источник лазерного излучения (также известный как лазерный генератор), например, CO2-лазер, Nd:YAG-лазер или волоконный лазер, производит высококонцентрированный луч света, запускающий процесс лазерной обработки. Вещество обрабатываемой детали поглощает концентрированный лазерный луч и преобразует его в тепловую энергию.
Лазерная резка нагревает и разрезает материалы локально, преобразуя световую энергию в тепловую. В её основной принцип работы входят следующие элементы:
Принцип теплового эффекта
При воздействии на вещество лазерного луча высокой интенсивности его энергия быстро поглощается и преобразуется в тепловую энергию, физически изменяя материал следующими способами:
- Плавление: Для получения чистого среза материал плавится и подвергается воздействию струи газа под высоким давлением.
- Испарение: Метод, часто используемый для истончения материалов, представляет собой прямое превращение твердого вещества в газообразное.
- Горящий: Материалы могут иногда загораться, особенно при использовании кислородной струи для ускорения процесса резки.
Благодаря точному контролю и концентрированной энергии лазерная резка позволяет получать замечательные результаты в самых разных областях применения.
Процесс преобразования энергии
Когда фотоны лазерного луча взаимодействуют с частицами на поверхности материала, они передают им свою кинетическую энергию, генерируя сильные колебания, которые в конечном итоге приводят к выделению тепла. Быстро повышая локальную температуру, этот метод увеличивает температуру плавления или испарения материала.
Физические изменения в процессе резки
В процессе резки для завершения обработки взаимодействуют следующие физические явления:
- Локальный нагрев и плавление: Концентрированный лазерный луч создает на поверхности заготовки крошечную горячую точку, которая быстро плавится или испаряется.
- Помощь в организации газовой атаки: Для удаления испарившегося или расплавленного материала из пропила через сопло подается кислород, азот или инертный газ. Это охлаждает заготовку и предотвращает окисление.
- Формирование керна: Точный пропил создается за счет прохождения лазерной головки через высокотемпературную зону, которая постоянно плавит или удаляет материал на своем пути.
Основные компоненты станка лазерной резки
Для осуществления правильной и эффективной резки, станки для лазерной резки Они состоят из ряда основных частей. Эти элементы и их назначение подробно описаны ниже.
Лазерный источник
Центр станка — это источник лазерного излучения, который формирует лазерный луч для резки. Многочисленные типы лазеров, используемые в лазерной резке, имеют свои преимущества, ограничения и принципы работы:
CO2-лазер
- Принцип: В качестве среды генерации лазерного излучения используется комбинация газов (CO₂, N₂ и ОнДлина волны инфракрасного света, излучаемого возбужденными молекулами CO₂, составляет 10,6 мкм.
- Преимущества:
- Высокая выходная мощность (15 кВт), хорошо подходит для работы с тонкими металлами и неметаллами.
- Длительный срок службы (до 20 000 часов) и низкая стоимость за ватт.
- Недостатки:
- Для выработки тепла необходима система охлаждения.
- 10% – 20% менее эффективны, чем волоконные лазеры.
Лазерное волокно
- Принцип: В качестве среды генерации лазерного излучения используется легированное оптическое волокно. Свет излучается на длине волны 1,06 мкм.
- Преимущества:
- минимальные требования к техническому обслуживанию и высокая эффективность (30–35%).
- более высокая скорость резки, особенно для тонких металлов.
- Недостатки:
- На начальном этапе они дороже, чем CO₂-лазеры.
Nd:YAG лазер
- Принцип: В качестве лазерной среды используется кристалл иттрий-алюминиевого граната, легированный неодимом. Работает на длине волны 1,06 мкм.
- Преимущества:
- Идеально подходит для работы с отражающими материалами, такими как медь и алюминий, а также для точной микрообработки.
- Недостатки:
- Более медленная обработка для более толстых материалов и низкая эффективность (1%–4%).
| Тип | Длина волны | Диапазон мощности | Применимые материалы | Фотоэлектрическая эффективность |
|---|---|---|---|---|
| CO₂-лазер | 10,6 мкм | 1-15 кВт (до 50 кВт) | Неметаллические/тонкие металлические листы | 10%-20% |
| Волоконный лазер | 1,06 мкм | 1-12 кВт (до 30 кВт) | Металлы с высокой отражательной способностью (например, алюминий, медь, латунь) | 30%-35% |
| Nd:YAG лазер | 1,06 мкм | 50 Вт-7 кВт | Высокоточная микрообработка и специализированные применения | 1%-4% |
Доставка и фокусировка пучка
Лазерный луч необходимо правильно сфокусировать в зоне резки и направить от источника к заготовке с минимальными потерями энергии.
Путь прохождения луча
- Волоконные лазеры используют гибкие оптические волокна для упрощения интеграции, в то время как CO₂-лазеры используют зеркала для направления луча.
Сосредоточение внимания на оптике
- Высокоточная резка обеспечивается линзами и зеркалами, которые концентрируют лазерный луч в крошечной области с высокой плотностью энергии.
- Выравнивание имеет решающее значение, поскольку неправильное выравнивание может привести к повреждению детали или низкому качеству резки.
Система управления
Система управления регулирует движение, мощность и параметры резки, гарантируя правильную работу.
Система ЧПУ
- Создает G-код на основе чертежей CAD/CAM для последующего выполнения на станках.
- Precisely regulates the cutting head's movement.

Система сервоуправления
- Для точного позиционирования и плавного перемещения во время резки используются серводвигатели.
Режущая головка и сопло
Фокусирующая линза и сопло, расположенные в режущей головке, являются важными компонентами для направления лазерного луча и вспомогательного газа.
Функции форсунок:
- Регулирует поток вспомогательных газов (азота, кислорода) для очистки зоны резания от расплавленного материала.
- Предотвращает загрязнение оптических компонентов мусором.
Типы форсунок:
- Однослойные форсунки для азота и других инертных газов.
- Двухслойные сопла для высокоскоростной резки с подачей кислорода.
Программное обеспечение/Панель управления
Операторы взаимодействуют с машиной посредством программного обеспечения управления, которое обрабатывает проектные данные, корректирует параметры и осуществляет мониторинг в режиме реального времени.
В качестве примеров можно привести проприетарное программное обеспечение для эффективного выполнения резки и программное обеспечение CAM для разработки траекторий движения инструмента.
Вспомогательные системы
Система охлаждения
- Предотвращает термическое повреждение, поддерживая постоянную рабочую температуру лазерного источника и оптики.
Выхлопная система
- Удаляет дым, испарения и стружку, образующиеся в процессе резки, сохраняя качество резки и гарантируя безопасность.
Дополнительные газы
- Кислород: Способствует горению и ускоряет резку (используется для резки углеродистой стали).
- Азот: При использовании на нержавеющей стали предотвращает окисление, обеспечивая превосходное качество поверхности.
- Воздух: Доступный вариант для простых задач.
Процесс лазерной резки
Шаг 1. Подготовка проекта и программирование.
Использование программного обеспечения CAD/CAM
- САПР (система автоматизированного проектирования): Используйте такие программы, как SolidWorks, AutoCAD или Fusion 360, для создания сложных 2D или 3D моделей. С помощью этих инструментов проектировщики могут гарантировать точность размеров и назначать свойства материалов.
- Компьютерное проектирование и производство (CAM): Для задания параметров резки, таких как скорость, мощность лазера и траектория, импортируйте файлы САПР в программное обеспечение CAM. Затем с помощью программного обеспечения CAM создаются траектории инструмента, адаптированные под материал и требования к резке.
Преобразование G-кода
Траектории движения инструмента преобразуются в G-код — язык программирования, понятный станкам с ЧПУ, — с помощью программного обеспечения CAM. Перемещение режущей головки и лазерного луча по осям X, Y и Z управляется с помощью G-кода. Для отправки этого G-кода на контроллер лазерного станка используется USB-драйвер или Wi-Fi-соединение. Настройка оптимальных параметров процесса производится после этапа проектирования.
Шаг 2. Настройка станка.

Поместите детали, которые необходимо разрезать, в станок лазерной резки, отрегулировав положение в зависимости от толщины и типа материала. Такая конфигурация позволяет регулировать мощность лазера, скорость перемещения и фокусировку луча.
Модель оборудования для лазерной резки и тип обрабатываемых материалов определяют оптимальные параметры.
Шаг 3. Процесс резки и гравировки.
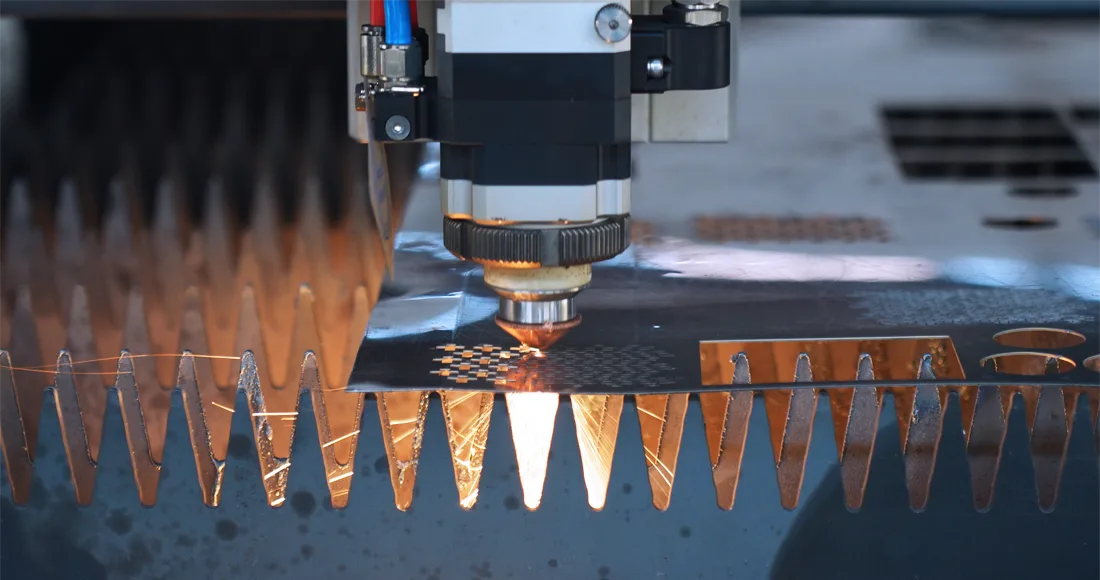
После настройки и запуска оборудования вы можете приступать к резке и гравировке. Все начинается с лазерного источника, который излучает устойчивый, ровный свет.
С помощью системы зеркал лазерный резонатор, являющийся источником лазерного излучения, направляет режущую головку точечный луч. Линза на режущей головке концентрирует лазерный луч в узкий, концентрированный пучок.
Для резки или сканирования исходного материала этот луч можно направить на материал по траектории, заданной цифровым устройством. Теорию лучше понять, если разжечь огонь солнечным светом и использовать увеличительное стекло.
Вещество будет плавиться, сгорать или испаряться по мере распространения света вдоль траектории, обеспечивая правильную резку и гравировку.
С помощью газоструйной обработки станок лазерной резки может также удалять излишки материала. Обычно режущая головка крепится к порталу — механическому устройству.
Это устройство часто приводится в движение ремнем или цепью, что обеспечивает точное перемещение режущей головки внутри заданной прямоугольной области (размера рабочей поверхности).
Портал позволяет режущей головке точно резать в любой точке рабочей поверхности, перемещаясь вперед и назад по заготовке. Для достижения наилучших условий резки лазер должен быть сфокусирован на разрезаемом материале.
Для обеспечения превосходного эффекта лазерной резки все лазерные станки должны быть сфокусированы перед началом резки. Помимо собственного лазера, лазерный станок имеет вспомогательный газ.
В процессе резки этот газ выбрасывается из режущей головки и помогает охлаждать материалы и очищать расплавленный металл. В результате станок лазерной резки обеспечивает гладкую и чистую поверхность реза, а также высокую точность резки.

Шаг 4. Послерезка и контроль качества.
Проверки качества
- С помощью таких инструментов, как штангенциркуль или станок для снятия заусенцев, проверьте срезанные кромки на наличие заусенцев, шероховатость, вертикальность и правильность размеров.
Этапы после обработки
- Удаление заусенцев: Для сглаживания острых краев или дефектов используйте шлифовальные инструменты.
- Обработка поверхности: Для улучшения внешнего вида или предотвращения коррозии можно использовать покраску, анодирование или полировку.
Последний экзамен
- Перед упаковкой или сборкой проверьте каждую деталь на соответствие проектным параметрам, чтобы гарантировать качество и единообразие.
Характеристики лазерной резки различных материалов
Лазерная резка обеспечивает высокую точность и универсальность, что полезно как для металлов, так и для неметаллов. Ниже представлен подробный анализ характеристик, настроек лазера и других факторов для каждой категории материалов.
1. Металлические материалы
Соответствующая мощность и типы лазеров
- COЛазер: Хорошо подходит для тонких металлических листов, хотя для качественной резки необходимы дополнительные газы.
- Волоконный лазер: Благодаря высокой эффективности и меньшей длине волны (1,06 мкм) этот лазер идеально подходит для работы с металлами, особенно с высокоотражающими материалами, такими как медь и алюминий.
- Nd:YAG лазер: Этот лазер, реже используемый в промышленной резке, применяется для точной микрообработки металла.
В зависимости от толщины материала задаются различные параметры мощности:
| Толщина материала | Диапазон мощности (ватт) |
|---|---|
| Тонкие листы (до 1 мм) | 500–1000 |
| Средняя толщина (1–5 мм) | 1000–2000 |
| Толстые материалы (более 5 мм) | 2000–4000 |
Ключевые элементы резки
- Власть: Для гарантированного проникновения более толстые материалы требуют большей мощности.
- Скорость: Для сохранения качества кромки при обработке более толстых металлов необходимы более низкие скорости.
- Help Gas:
- Процесс сквозного окисления ускоряется кислородом (используется для углеродистой стали).
- Азот поддерживает чистоту кромок и предотвращает окисление (используется для нержавеющей стали).
Сравнение типичных металлов
| Тип металла | Характеристики | Проблемы |
|---|---|---|
| Углеродистая сталь | Экономичный, прочный, легко режется. | Склонен к ржавению; требует защитного покрытия. |
| Нержавеющая сталь | Коррозионностойкий, долговечный. | Для отражающей поверхности необходимы тщательные настройки. |
| Алюминий | Легкий, коррозионностойкий. | Высокая отражательная способность; риск деформации при резке. |
| Медь и латунь | Превосходная тепло- и электропроводность. | Для отражающих поверхностей требуется более высокая мощность. |
| Титан и никель | Высокая прочность и коррозионная стойкость; применяется в аэрокосмической и медицинской отраслях. | Дорогостоящий; требует точного контроля. |
Неметаллические материалы
Качества
Неметаллические материалы обладают особыми свойствами, позволяющими использовать их различными способами:
- Древесина: Идеально подходит для рукоделия и изготовления мебели, режется чисто и почти не горит.
- Акрил Благодаря высокой точности изготовления и гладким краям, этот материал широко используется в декоративных изделиях и вывесках.
- Ткани/Текстиль: Подходит как для креативных, так и для промышленных выкроек; не осыпается.
- Бумага/картон: Точная резка с минимальным риском возгорания при правильной настройке параметров.
Настройка параметров
| Тип материала | Мощность (%) | Скорость (мм/с) | Фокусная позиция |
|---|---|---|---|
| Древесина | 30–50% | 50–150 | 1–2 мм над материалом |
| Акрил | 40–70% | 100–200 | Оптимальная фокусировка обеспечивает идеально ровные края. |
| Ткань/Текстиль | 30–50% | 50–150 | Предотвратите расслоение с помощью точной фокусировки. |
| Бумага/Картон | 10–30% | 200–400 | Избегайте использования низкой мощности при перегреве. |
Сравнение качества резки и толщины материала.

- Поскольку более тонкие материалы оказывают меньшее тепловое воздействие, их можно резать быстрее и чище.
- Для полного проникновения более толстых материалов без обгорания или деформации требуется более низкая скорость и большее усилие.
Технологии лазерной резки
Одним из преимуществ лазерной резки металлов по сравнению с плазменной резкой является повышенная точность. Мощный лазер выделяет тепло при контакте с обрабатываемым материалом, плавя или испаряя поверхность. Существует четыре основные категории процессов лазерной резки в зависимости от типа используемого вспомогательного газа:
Cutting Fusion
Вспомогательный газ при инфузионной резке не способствует расплавлению материала; он действует только после того, как лазер это сделает. Азот, или инертный газ, обычно рассматривается как вспомогательный газ для резки.
Выталкивая расплавленный металл из пропила, сжатый газ ускоряет резку и снижает мощность лазера, необходимую для прорезания материала. Металл также может быть разрезан методом термоплавкой резки. Этот метод также известен как ударная резка и плавление.
Резка пламенем
При газовой резке кислород, вспомогательный газ, участвует в горении и плавлении материала. Вещество нагревается лазерным лучом, и когда нагретый материал реагирует с кислородом, образуется пламя. Это помогает лазерному лучу резать материал за счет увеличения мощности, подаваемой на материал.
Для осуществления резки я одновременно сдуваю обгоревший металл потоком кислорода под высоким давлением. Материалы из толстой углеродистой стали часто разрезают пламенем. Этот метод также известен как реактивная резка из-за реакции, происходящей между нагретым материалом и кислородом.
Сублимационная резка
При резке тонких материалов (таких как пленка и текстиль) без использования вспомогательного газа становится видна сублимационная резка. Вместо расплавления материала лазерный луч мгновенно испаряет его в этом процессе.
Из-за высокой интенсивности излучения материал в фокусе может испариться, образуя тонкий надрез. Этот тип резки называется испарительной резкой.
Ударная резка
Материалы, которые сложно разрезать непрерывным лазерным лучом, разрезаются с помощью ударной резки. Для создания перекрывающихся отверстий в материале на его поверхность воздействует короткий импульсный лазерный луч.
Ударная резка обычно используется для резки хрупких материалов, таких как стекло и керамика. Тип используемого лазера должен определяться материалом и конкретным применением. Например, волоконный лазер часто используется для резки металла, в то время как CO2-лазер обычно применяется для резки различных материалов.
Для обеспечения точной и эффективной резки металлических материалов станок лазерной резки использует взаимодополняющее воздействие высокоэнергетического лазерного луча и вспомогательного газа.
При работе с оборудованием для лазерной резки крайне важно следовать инструкциям и обладать соответствующими навыками. Например, необходимо обеспечить надлежащую вентиляцию, избегать прямого контакта глаз с лазерным лучом и использовать защитные очки. Таким образом, обеспечивается безопасность и достигаются наилучшие результаты. Для бесперебойной работы оборудования также необходимо регулярное техническое обслуживание.

Заключение
Мощные лазеры используются в станках лазерной резки для точной и эффективной резки в самых разных отраслях. Многие методы резки, включая термоплавкую и пламенную резку, становятся все более важными для современных лазерных технологий и производства.
В металлообрабатывающей промышленности, производстве листового металла и других областях машиностроения лазерные станки KRRASS обеспечивают непревзойденную точность и эффективность.
Действуйте прямо сейчас, чтобы революционизировать свой производственный процесс! Чтобы выбрать идеальное оборудование, ознакомьтесь с нашим ассортиментом или поговорите с менеджером по продажам для получения подробной информации.
Часто задаваемые вопросы
Как лазерный резак определяет, что именно нужно вырезать?
Один из видов станков с ЧПУ (числовым программным управлением) — это лазерный резак, управляемый компьютером. Простым нажатием кнопки дизайнер может создать что угодно с помощью программного обеспечения для проектирования, а затем отправить это на лазерный резак для автоматической резки.
Что не может разрезать лазерный резак?
Вещества, выделяющие токсины. Хлорированные пластмассы, такие как винил и ПВХ: при резке ПВХ выделяется газообразный хлор, ядовитый для человека и способный повредить детали лазерного резака. АБС-пластик: при лазерной резке выделяет пары цианида. Кроме того, обычно происходит плавление, а не чистый разрез.
Какова максимальная толщина, которую может разрезать лазерный резак?
При использовании волоконного лазерного станка мощностью 2000 Вт максимальная толщина резки различных материалов составляет: углеродистая сталь может достигать 20 мм, нержавеющая сталь — 8 мм, алюминий — 6 мм, а медь — 4 мм.




