O controlador Delem DA53T é um sistema de controle digital comumente usado em prensas dobradeiras hidráulicas Produzido por KRRASS.
Prefácio
Este manual descreve o funcionamento do controlador Delem DA53T e destina-se a operadores que receberam instruções para operar a máquina completa.
Garantia limitada Delem
• Este manual não lhe confere quaisquer direitos. A Delem reserva-se o direito de alterar este manual sem aviso prévio.
• Todos os direitos reservados. Os direitos autorais pertencem à Delem. Nenhuma parte desta publicação pode ser copiada ou reproduzida sem a autorização por escrito da Delem BV.
Histórico de versões
O software de controle é atualizado regularmente para aumentar o desempenho e adicionar novas funcionalidades.
Este manual também é atualizado em função de alterações no software de controle. A seguir, uma visão geral da relação entre as versões do software e do manual.
Versão do software Versão do manual Descrição
V1.5 V0817 primeira edição V1
Este manual é válido para a versão 1.5 e superiores do software.
1. Visão geral da operação e introdução geral
1.1. A unidade de controle
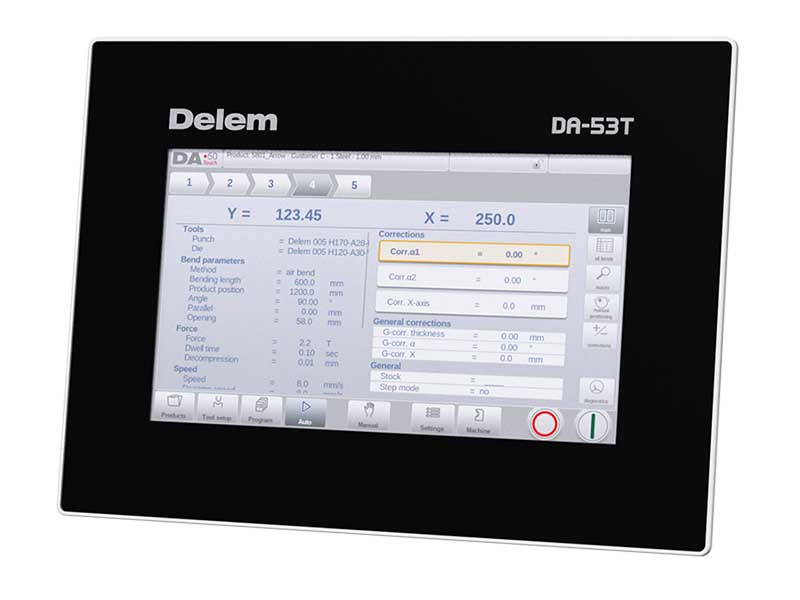
O dispositivo DA53T tem a seguinte aparência:
A configuração exata do seu controle pode variar.
O controle é operado principalmente através da tela sensível ao toque. Uma descrição das funções e dos controles de toque disponíveis é apresentada nas próximas seções deste manual, além da descrição das funções específicas.
Este manual do usuário concentra-se no software de controle e nas funções da máquina relacionadas.

1.2. Elementos de controle frontal
Os botões Iniciar e Parar estão integrados na interface de usuário da tela sensível ao toque.

1.3. Conectores USB
Na lateral direita do controle, há uma porta USB disponível para conexão de dispositivos externos, como um pen drive, um teclado ou um mouse externos.

1.4. Modos de operação e programação
A tela principal do controlador DA-Touch tem a seguinte aparência:

Dependendo do botão de navegação que estiver ativo, a tela será diferente. A tela principal acima será exibida com a função Produtos ativa.
Basta tocar nos diferentes modos para selecionar o modo específico.
A estrutura da tela principal é a seguinte:
Painel de título
Na parte superior, o painel de título é sempre exibido. Nessa área, você encontra informações sobre o logotipo, o produto carregado, a dobra ativa, o subdiretório selecionado e (quando ativado) a linha de serviço. Os indicadores da máquina também podem ser encontrados aqui.

Painel informativo
No painel de informações, todas as funções e visualizações relacionadas ao modo selecionado são exibidas e podem ser encontradas.

Painel de comando
O painel de comandos faz parte do painel de informações e é onde se encontram os controles relacionados ao painel de informações.
Painel de navegação
O painel de navegação é a área onde se encontram todos os principais modos. Esta área está sempre visível. Os controles, botões grandes com ícones, podem ser usados para alternar diretamente entre os modos.
![]()
Explicação dos principais modos/botões de navegação

1.5. Primeiros passos
1.5.1. Introdução
Para obter um programa de dobra para um produto, o controle oferece a possibilidade de criar um desenho do produto e calcular uma sequência de dobra válida para o mesmo. Com essas informações, um programa de dobra é gerado.
Isso é feito seguindo os passos abaixo:
- Acesse o modo Produtos no painel de navegação e inicie um novo produto tocando em Novo Produto.
- Insira as propriedades do produto e comece a desenhar um perfil 2D do produto no modo de desenho.
- Verifique as ferramentas, modifique-as ou crie uma nova configuração no modo de Configuração de Ferramentas.
- Utilize o modo Sequência de Dobras para determinar a sequência de dobras através de cálculos.
ou modificando-o manualmente de acordo com suas próprias ideias. - Quando necessário, modifique o programa numérico CNC através do modo de Programação.
- Toque em Automático e pressione o botão Iniciar para produzir o produto programado.
1.5.2. Preparativos
Antes de iniciar a programação do produto, os seguintes preparativos devem ser feitos.
• As propriedades corretas do material devem ter sido programadas na biblioteca de Materiais. Você pode encontrar essa informação na página Materiais, no modo Configurações.
• As ferramentas corretas devem ser programadas na Biblioteca de Ferramentas. As ferramentas são necessárias para criar um programa CNC. Você pode encontrar as bibliotecas para os diferentes tipos de ferramentas no modo Máquina.
1.5.3. Criar um desenho
O controle oferece a funcionalidade de criar um desenho do produto desejado. Com este aplicativo de desenho, toque em "Desenho" no painel de navegação para criar um perfil 2D. Nesta etapa, não há cálculo de dobras ou dimensões: qualquer perfil ou desenho pode ser criado.
O método de desenho no controle da tela sensível ao toque é baseado em:
- Esboço
- Definição de valores
Esboço
O esboço do produto e da ferramenta pode ser feito tocando na tela nas diferentes direções desejadas para o desenho. O aplicativo seguirá o toque, desenhando uma linha entre os pontos indicados. O último ponto do desenho sempre será exibido como um grande ponto vermelho. Quando o ponto de desenho estiver na tela, você pode manter o dedo pressionado sobre essa posição e movê-lo pela tela para mover a linha conectada em outra direção ou aumentar seu comprimento. Esse método é conhecido como recurso de "arrastar". O comprimento e o ângulo serão exibidos na tela e podem ser ajustados para serem exatos ou próximos ao valor solicitado.
Definição de valor
Após desenhar o produto ou ferramenta no método de Esboço, os valores exatos do comprimento da linha e dos ângulos podem ser otimizados pelo método de Configuração de Valores. Basta tocar duas vezes no valor do comprimento da linha ou do ângulo para alterá-lo e o teclado será exibido. O valor pode ser inserido de duas maneiras diferentes para confirmação:
- Função de entrada
- Função Enter-Next
A função Enter fechará o teclado após a inserção do valor. A função Enter-Próximo inserirá o valor na linha ou ângulo a ser alterado e o teclado permanecerá aberto para a próxima etapa de programação.
Caso o valor digitado esteja incorreto, o botão "desfazer" diretamente no campo de entrada pode ser acionado para retornar ao valor original, ou a tecla Backspace do teclado pode ser usada para apagar o último caractere digitado.
Função de zoom
Ao pinçar a tela com dois dedos simultaneamente, é possível ampliar e reduzir o zoom na visualização do desenho, da ferramenta ou da máquina. Ao afastar os dedos, o sistema amplia o zoom; ao aproximá-los, reduz o zoom.
Ajuste à tela
Nos ícones de comando na lateral da tela, você encontrará a função "Ajustar à Tela". Ela pode ser usada quando o tamanho do desenho não estiver claro na imagem. Basta tocar uma vez e o desenho inteiro será redimensionado para caber na tela.
Panorâmica
Um único dedo permite o movimento panorâmico.
Características da ferramenta de desenho
- Design gráfico de formas de produtos em 2D
- espessura da folha em escala
- Dimensionamento automático
- É possível inserir as dimensões projetadas horizontal e verticalmente.
- Projeto de ferramentas em escala real
- Formato de máquina única (viga de prensa e mesa)
- Mudança de comprimentos e ângulos
- Adicionar ou remover curvas
- Podem ser aplicadas características especiais de curvatura.
- As dobras de bainha podem ser programadas.
- As curvas com lombada podem ser usadas para raios grandes.
- Os produtos existentes podem ser copiados, alterados e armazenados como um novo produto.
- Seleção da dimensão de fechamento ou da tolerância de maior precisão
- Conectando programas 2D para produção em 3D
1.5.4. Determinar a sequência de dobras
Após a conclusão do desenho do produto, o controle oferece o modo de configuração de ferramentas para programar a configuração exata das ferramentas conforme organizadas na máquina. Em seguida, você pode selecionar o modo de sequência de dobras para determinar e simular a sequência de dobras necessária.
No modo de Sequência de Dobras, o painel de controle exibe o produto, a máquina e as ferramentas. Neste menu, a sequência de dobras pode ser programada e verificada visualmente. Após a definição da sequência de dobras, o programa CNC pode ser gerado.
Cálculo da sequência de dobras
- Cálculo automático para tempo mínimo de produção
- Determinação interativa da sequência de curvas
- Determinação da sequência de dobra manual
- Visualização da colisão do produto com ferramentas e máquinas
- Seleção de ferramentas gratuita
- Atribuição de tempos de giro, velocidade do batente traseiro, etc.
- Cálculo do comprimento do espaço em branco
- Indicação do tempo de produção
- Simulação de sequência de flexão
- Posições programáveis dos dedos
1.5.5. Programa numérico
O menu Programa dá acesso ao programa numérico e aos valores do produto ativo.
Existem duas possibilidades para criar um programa CNC:
- Insira um programa numérico, iniciado através do modo Produtos, toque em Novo Programa, passo a passo;
- Gere o programa a partir da simulação gráfica de dobra iniciada pelo modo Produtos, toque em Novo Produto, através do modo Desenho. (consulte: Modo Desenho; desenho do produto).
Se o programa for inserido manualmente, não haverá verificação de colisão. Todos os valores do programa devem ser inseridos manualmente. O programa depende da experiência do operador.
Se o programa for gerado a partir de uma sequência gráfica de dobras, ele poderá ser visualizado durante a produção. Um programa gerado pode ser editado de acordo com as necessidades da operação.
Quando um desenho com uma sequência de dobras é concluído e o programa é armazenado, ele é pós-processado e o programa numérico fica disponível.
O sistema calcula automaticamente:
- Força necessária
- Ajustes na máquina, tais como:
- posição do eixo Y
- Descompressão
- posição do eixo X
- Retração do eixo X
- Abertura em Y
- Eixos R
- Eixo Z
As posições dos eixos são calculadas de acordo com a configuração da máquina.
1.5.6. Menu Automático e Menu Manual, modos de produção
Um programa de produto pode ser executado no modo Automático. No modo Automático, um programa completo pode ser executado dobra após dobra. No modo Automático, o modo Passo a Passo pode ser selecionado para que cada dobra seja iniciada separadamente.
O modo Manual do controle é um modo de produção independente. Nesse modo, uma dobra pode ser programada e executada. Ele é normalmente usado para testar o comportamento do sistema de dobra.
Mais informações sobre isso podem ser encontradas nos capítulos 7 e 8.
1.5.7. Dados de backup, armazenamento externo
Tanto os arquivos do produto quanto os da ferramenta podem ser armazenados externamente. Dependendo da configuração, esses arquivos podem ser armazenados em uma rede ou em um pen drive. Isso facilita o backup de dados importantes e a possibilidade de troca de arquivos entre os controles Delem.
1.6. Auxílios de programação
1.6.1. Texto de ajuda
Este controle possui uma função de Ajuda online. Ao pressionar o botão Ajuda no painel de navegação, será fornecida ajuda contextual.
![]()
Para ativar a janela de ajuda de um parâmetro, toque no botão Ajuda no painel de navegação. Uma janela pop-up será exibida com informações sobre o parâmetro ativo.

Esta janela de Ajuda contém as mesmas informações que o manual de operação.
A janela de ajuda pode ser usada da seguinte forma:
Você pode percorrer o texto deslizando um dedo na direção desejada. Tocando na parte inferior ou superior da tela, os botões Página Anterior/Próxima Página podem ser usados para navegar pelo texto de ajuda.
A função Índice permite acessar o sumário. Os hiperlinks no sumário ajudam a navegar diretamente para o tópico desejado.
Toque em Finalizar para fechar a janela de Ajuda.
1.6.2. Funcionalidade de caixa de listagem
Vários parâmetros no controle possuem um número limitado de valores possíveis. Ao selecionar um desses parâmetros, tocando na linha do parâmetro na tela, a lista de opções será aberta próxima ao local onde você tocou na linha, e o valor desejado poderá ser selecionado.
Para desfazer a seleção e fechar a caixa de listagem, toque fora da caixa para fechá-la sem alterar o parâmetro selecionado.
Para melhorar o foco nos parâmetros e facilitar o uso durante a programação, a função de zoom de parâmetros ampliará linhas de parâmetros específicos durante a programação.
Por exemplo, ao aplicar força no modo Programa, as linhas de força se expandirão, proporcionando melhor foco durante o ajuste fino.

Ao selecionar qualquer outra linha de parâmetro, a seleção anterior será reduzida e o zoom será diminuído novamente, pois a nova linha de parâmetro selecionada será ampliada.
1.6.3. Navegação
Em alguns modos, as telas do programa são divididas em abas.

As abas podem ser facilmente selecionadas com um simples toque. Quando uma aba não estiver totalmente visível ou não estiver visível de todo, basta arrastar a linha de abas horizontalmente para que a aba desejada seja "puxada" para a tela e selecionada.
1.6.4. Entrada e edição de texto
O cursor pode ser usado para inserir um valor ou texto específico em um campo de entrada existente. Basta tocar na posição desejada. O cursor aparecerá e o texto será inserido ali.
1.6.5. Digitação de caracteres alfanuméricos versus caracteres especiais
É possível usar caracteres alfanuméricos e caracteres especiais em todo o painel de controle. Um teclado alfanumérico completo aparecerá na tela quando necessário.
Ao editar um campo puramente numérico, os caracteres alfanuméricos ficarão ocultos. Para campos que permitem o uso de sequências alfanuméricas, o teclado estará totalmente disponível.
Caracteres especiais como ? % podem ser encontrados usando o botão de caracteres especiais no canto inferior esquerdo do teclado.

Os caracteres especiais (como á, à, â, ã, ä, å, æ) são suportados pelo teclado na tela mantendo um caractere (como 'a') pressionado.

1.6.6. Central de mensagens
Quando mensagens provenientes do CLP, dos sistemas de segurança ou do sequenciador são exibidas, essas mensagens podem ser "enviadas" para a "Central de Mensagens". Quando uma mensagem é exibida simultaneamente, o símbolo da Central de Mensagens é mostrado na linha superior do cabeçalho da página, ao lado, por exemplo, do símbolo de cadeado. Ao tocar nesse símbolo da Central de Mensagens, as mensagens são removidas da tela, permitindo a programação e edição normais. Ao tocar novamente, as mensagens reais são exibidas.
Quando há mensagens em segundo plano, o ícone da central de mensagens exibe um indicador adicional para mostrar novas mensagens recebidas que ainda não foram exibidas.

1.6.7. Função de bloqueio de teclas
Para evitar alterações em produtos ou programas, a função de bloqueio de teclas oferece a possibilidade de bloquear o controle.
Existem dois níveis de bloqueio do controle: Bloqueio de Programa e Bloqueio da Máquina.
- No modo de bloqueio de programa, apenas um produto pode ser selecionado e executado no modo automático.
- No modo de bloqueio da máquina, a máquina fica travada e o controle não pode ser usado.
Para bloquear um controle, basta tocar no símbolo de cadeado na parte superior da tela. Dependendo do código usado, o controle estará em Bloqueio de Programa ou Bloqueio de Máquina. O Bloqueio de Programa exibirá um cadeado fechado em cinza. O Bloqueio de Máquina exibirá o mesmo cadeado, mas colorido (vermelho).

Os símbolos de bloqueio, quando o Bloqueio de Programa está ativo, também aparecerão atrás dos parâmetros para indicar que o bloqueio está ativo e que não é possível modificá-lo.
Para desbloquear o controle, toque no símbolo de cadeado e digite o código correspondente. Após a inserção, o símbolo de cadeado indicará que está desbloqueado e os símbolos de cadeado atrás dos parâmetros desaparecerão.

Os códigos podem ser alterados conforme desejado. O procedimento para gerenciar os códigos pode ser encontrado no manual de instalação.
1.6.8. Posicionamento manual
Na página de posicionamento manual, tanto no modo Manual quanto no modo Automático, um controle deslizante na parte inferior da tela pode ser usado para posicionar o eixo. A distância percorrida com o controle deslizante determina a velocidade do eixo. Quando o controle deslizante é liberado, o eixo para. Os botões em cada extremidade do controle deslizante podem ser usados para ajustar a posição do eixo com precisão. Ao deslizar o controle, um sinal sonoro indica que o eixo está se movendo.

1.6.9. Versões de software
A versão do software que você controla é exibida na guia Informações do Sistema, no menu Máquina.

Exemplo de número de versão:
V 1.2.3
V significa versão.
V 1.xx é o número da versão principal.
V x.2.x é o número da versão secundária.
V xx3 é o número da versão da atualização.
O número da versão principal é incrementado quando novas funcionalidades importantes são adicionadas ao software. Essas alterações exigem uma introdução adicional e podem modificar o funcionamento normal do software. O número da versão secundária é incrementado quando novas funcionalidades e melhorias são integradas sem alterar o funcionamento normal. O número da versão de atualização é utilizado exclusivamente para correções necessárias na versão existente do software.
2. Produtos, a biblioteca de produtos
2.1. Introdução
No modo Produtos, é possível selecionar produtos existentes, produzidos anteriormente, para iniciar a produção ou para modificá-los a fim de criar um produto similar. Para iniciar a criação de um novo programa, utilize a opção Novo Programa neste modo.

2.1.1. A vista principal

No modo Produtos, é apresentada uma visão geral da biblioteca de programas no controlador. Nesse modo, um programa de produto pode ser selecionado (carregado). Depois disso, um programa pode ser modificado ou executado.
Cada item da lista consiste em seu ID do produto, a descrição do produto, o número de dobras no produto e a data em que foi usado ou modificado pela última vez.
Se um programa de produto já estiver ativo, seu ID será exibido na parte superior da tela. Um programa pode ser carregado tocando no ID do produto ou em qualquer outra parte da linha do produto.
Quando houver mais produtos do que podem ser visualizados na tela, basta arrastar a lista para cima até que o produto fique visível. A partir daí, um único toque no produto o seleciona e o ativa no painel de controle.
2.1.2. Seleção de produtos
Para selecionar um produto, basta um único toque. O produto será selecionado e carregado na memória. A partir daí, a produção pode ser iniciada tocando em "Automático". A navegação também pode ser iniciada através da Configuração da Ferramenta e do Programa Numérico.

2.1.3. Novo Programa, iniciando um programa numérico
Para iniciar um novo programa numérico, toque em Novo Programa.
Após selecionar "Novo Programa", a programação inicia com seus detalhes gerais, como ID do Produto, Espessura e Material.

2.1.4. Editar, copiar e excluir um produto ou programa
Para excluir um produto no modo Produtos, selecione-o tocando nele. Ele será selecionado. Em seguida, toque em Editar e use Excluir. Para excluir definitivamente, confirme a pergunta. Para excluir todos os programas de uma só vez, toque em Excluir tudo.

Para copiar um produto, selecione um programa, toque em Editar e use Copiar. Em seguida, o nome do produto pode ser programado e a cópia será feita. O produto copiado será uma cópia exata, incluindo a configuração da ferramenta.

2.1.5. Renomear produto
Os produtos também podem ser renomeados. Isso pode ser feito em uma única etapa: a opção "Renomear" permite que o usuário atribua um novo nome ao produto.
Para renomear um produto, selecione o programa, toque em Editar e escolha Renomear na lista. Em seguida, você pode atribuir um novo nome ao produto.
3. Configuração da ferramenta
3.1. Introdução
Para editar ou modificar a configuração de uma ferramenta para o produto, selecione o produto na biblioteca e use Configuração da Ferramenta.

3.2. Procedimento padrão
Quando a função Configuração de Ferramentas é ativada, a tela exibe a configuração ativa da máquina. Tanto o punção quanto a matriz podem ser selecionados na biblioteca de ferramentas.

As ferramentas superior e inferior, respectivamente punção e matriz, na máquina, são mostradas e podem ser trocadas.
3.3. Seleção de ferramentas
Ao selecionar ferramentas, tanto a ferramenta superior quanto a inferior (ou seja, o punção e a matriz) podem ser selecionadas na biblioteca de ferramentas.
Toque em Selecionar Punção ou Selecionar Matriz para alterar as ferramentas de acordo com a configuração.
4. Programação de produtos
4.1. Introdução
Para gerar ou modificar um programa numérico, inicie um novo programa a partir do modo Produtos ou use Programa para inserir os dados diretamente.


Para editar um programa CNC existente, selecione um produto na visão geral de Produtos e clique no botão de navegação Programa. Ao iniciar um novo programa, selecione Novo Programa e, após inserir as principais propriedades do produto e a configuração da ferramenta, o sistema mudará automaticamente para Programa.
Em ambos os casos, uma tela como a mostrada acima deve aparecer. A programação e a alteração de dados são feitas da mesma maneira em ambos os casos.
A tela principal exibe o programa numérico existente ou, ao iniciar um novo programa, a primeira dobra a ser programada. O seletor de dobras na parte superior da tela pode ser usado para navegar entre as dobras. As dobras indicadas podem ser tocadas para selecionar facilmente os dados de dobra desejados. Ao lado da tela principal, as visualizações e funções são indicadas por botões de comando.
Funções
Os seguintes modos/funções estão disponíveis:

4.2. Modo de programação, explicação dos parâmetros
A tela principal exibe as curvas disponíveis e, a partir dessa tela, os parâmetros específicos de cada curva podem ser visualizados e editados.
O ID do produto e a descrição do produto são exibidos na linha superior da tela.

4.2.1. Parâmetros de curvatura
Método
Selecione o método de dobra desejado. O controle suporta os seguintes métodos padrão:
- dobra de ar
- fundo
- bainha
- bainha e acabamento
Métodos de dobra

Nota 1: As dobras da bainha são mostradas aqui com um furador de bainha especial, mas isso não é necessário.
Nota 2: Quando a operação de contato com o fundo é selecionada, a posição final de curvatura da viga no eixo Y depende da força aplicada. Contudo, se a força for suficiente para que a viga atinja a posição final de curvatura calculada no eixo Y, o curso da viga será limitado pelo valor dessa posição.
Comprimento de curvatura
Comprimento da folha entre as ferramentas.
Comprimento de curvatura efetivo
O comprimento efetivo da chapa entre as ferramentas, utilizado para o cálculo da força e do dispositivo de correção de curvatura (se presente). Esse comprimento efetivo de dobra é calculado a partir da geometria do produto; para dobras adicionais e dobras simultâneas, esse valor calculado é a soma dos comprimentos das linhas de dobra individuais.
Posicionamento do produto
O valor da posição absoluta do produto na direção Z. O lado esquerdo da máquina é a posição de referência zero.
Ângulo
O ângulo necessário para esta dobra. Este parâmetro só aparece se a programação de ângulo estiver selecionada com o parâmetro 'Seleção de ângulo' e o método de dobra for dobra a ar.
Abertura da bainha
A dobra da bainha pode ser feita com uma determinada distância de abertura entre as duas flanges. O valor da abertura da bainha será usado para calcular a posição da viga no processo de dobragem.
Por padrão, este parâmetro tem o valor do parâmetro "Abertura padrão da bainha" do modo de configurações.

Eixo Y (Posição de dobra)
A posição necessária no eixo Y para esta dobra. Este parâmetro só aparece se a programação absoluta estiver selecionada com o parâmetro 'Seleção de ângulo'. Este parâmetro também aparece se o método de dobra for de fundo e/ou bainha.
Mudo
Ponto de sequência em que o eixo Y passa da velocidade de fechamento rápido para a velocidade de prensagem. O valor programado aqui é a distância do ponto de silenciamento acima da folha.
Por padrão, o valor de silenciamento do chip programado é utilizado. A presença ou não desse parâmetro depende das configurações da máquina.
Paralelo
Diferença entre os cilindros esquerdo e direito (Y1 e Y2). Quando positiva, o lado direito fica mais baixo. Quando negativa, o lado direito fica mais alto. O valor programado é válido abaixo do ponto de fixação.

Abertura
Este parâmetro resulta em uma determinada abertura entre o punção e a matriz após a dobra. Um valor positivo indica uma abertura acima do ponto de silenciamento (Mute), enquanto um valor negativo indica uma abertura abaixo do ponto de silenciamento.
Quando você quiser limitar o tempo de manuseio do produto, pode programar um pequeno valor positivo ou negativo.
4.3. Modos de edição/visualização
4.3.1. Todas as curvas
Ao selecionar a função "Todas as Curvas", uma visão geral completa das curvas é exibida.

A partir desta tela, é possível editar todo o programa CNC. Todos os parâmetros de dobra podem ser editados na tabela, e as dobras podem ser trocadas, movidas, adicionadas e excluídas.
As colunas disponíveis podem ser percorridas deslizando o dedo na tela.
4.3.2. Alterar ferramentas
Para alterar as ferramentas, utilize o menu Configuração de Ferramentas. Se a configuração da ferramenta precisar ser alterada apenas para uma etapa de dobra, use o botão Alterar Ferramentas. O controle sempre perguntará se as alterações devem ser feitas em toda a configuração ou apenas para uma dobra específica. Se a alteração for necessária em toda a configuração da ferramenta, o menu Configuração de Ferramentas será exibido automaticamente.
4.3.3. Propriedades do produto
Para alterar as principais propriedades do produto, toque em Propriedades do Produto. Esses parâmetros do programa são os mesmos para todas as versões do programa (dados principais do programa).
4.3.4. Adicionar curva
Para adicionar uma nova dobra após a última dobra. Ao pressionar, a última dobra é copiada e adicionada após a última dobra.
4.3.5. Bumping
A partir de programas puramente numéricos, uma simples dobra pode ser transformada em uma dobra com solavancos.

4.4. Parâmetros de programação
No modo de programação, os parâmetros podem ser configurados um a um. O efeito de um parâmetro sobre os demais é calculado automaticamente. A relação entre os parâmetros é visualizada por meio de um símbolo e uma cor de fundo.

5. Modo automático
5.1. Introdução
Ao tocar no botão de navegação Auto, o controle é alternado para o modo de produção automático.

No modo automático com o programa ativo, a produção pode ser iniciada. Após entrar no modo automático, o botão Iniciar pode ser pressionado e a produção pode começar.

O modo automático executa o programa automaticamente, dobra por dobra, após pressionar o botão Iniciar. Ao selecionar um produto diferente no modo Produtos, que esteja na biblioteca e já tenha sido usado para produção, é possível alternar imediatamente para o modo Automático e iniciar a produção. Sempre que um programa de dobra diferente for selecionado, você deve verificar suas ferramentas e suas posições na máquina. Isso também é indicado por uma mensagem de aviso "verificar ferramentas" ao entrar no modo automático.
No cabeçalho da tela do modo automático, o produto selecionado é exibido juntamente com a descrição do produto. Na parte superior da tela, o seletor de dobras mostra as dobras disponíveis no programa. Ao tocar na dobra desejada, ela pode ser selecionada. O botão Iniciar pode ser pressionado para começar a partir dessa dobra. Os detalhes da dobra selecionada são exibidos nas visualizações disponíveis.
A repetição de uma dobra e os programas associados, quando aplicáveis, são exibidos no cabeçalho da tela. Um programa associado também é indicado na última posição do seletor de dobras.
5.1.1. Modo automático, explicação dos parâmetros
Segue abaixo uma lista dos parâmetros disponíveis no modo Automático.
5.2. Modos de visualização
A tela do modo automático oferece uma variedade de visualizações que podem ser selecionadas dependendo do método de produção. Ao selecionar o modo automático pela primeira vez, a tela principal será exibida. No lado direito da tela, os modos de visualização disponíveis podem ser selecionados.
Os seguintes modos de visualização estão disponíveis:

É possível alternar entre as visualizações apropriadas sem alterar os dados de curvatura. O botão Iniciar não pulará para o botão Parar ao alternar entre os modos de visualização.
5.2.1. Principal
A vista principal mostra os dados numéricos da curvatura juntamente com as correções. As correções podem ser programadas aqui.

É possível rolar ambas as colunas para visualizar todos os dados.
Seletor de curvatura
O seletor de curvas na parte superior da tela pode ser usado para navegar entre as curvas. É possível tocar nas curvas indicadas para selecionar facilmente os dados de curvatura desejados.

5.2.2. Todas as curvas
O modo de visualização "Todas as dobras" exibe uma tabela com todos os dados das dobras. As dobras são exibidas em linhas e as colunas mostram todos os parâmetros de dobra.

5.2.3. Macro
No modo de visualização macro, o controle alterna para uma visualização que exibe apenas os valores dos eixos maiores na tela. Essa visualização pode ser usada quando se trabalha um pouco afastado do controle, mantendo a capacidade de ler os valores dos eixos.

Além da posição alvo (programada), também é possível acompanhar a posição real de todos os eixos.
5.2.4. Posicionamento manual
No modo de visualização de posicionamento manual, os valores dos eixos são exibidos em tamanho grande. Os eixos podem ser selecionados e, enquanto selecionados, a posição pode ser controlada movendo o controle deslizante, na parte inferior da tela, para fora de sua posição central. Ao soltar o controle deslizante, ele retornará automaticamente à sua posição central.
O indicador de ensino:

Ao pressionar a seta indicadora de aprendizado, posicionando-se entre o valor atual e o valor programado, o valor é ensinado à etapa de programação.

5.2.5. Correções
Neste modo de visualização, todas as correções de todas as curvaturas são exibidas. Você pode navegar por todas as correções e alterá-las conforme necessário. Se uma correção para α1 for inserida, esse valor será, dependendo do parâmetro de configuração 'Programação de correção de ângulo', copiado para a correção de α2, ou manterá a diferença entre as duas correções, ou não influenciará a correção de α2. Correções diferentes para α2 podem ser inseridas diretamente no campo.

A coluna 'Correção armazenada' só está disponível quando o banco de dados de correção de ângulo está ativado. Quando ativada, a coluna 'Correção armazenada' mostra, para cada dobra, o valor de correção presente no banco de dados. Uma entrada em branco nesta coluna significa que o banco de dados não possui um valor de correção para esse tipo de dobra. Quando uma nova correção for inserida, ela será copiada automaticamente para o banco de dados.
Os marcadores '>' indicam curvas que têm o mesmo valor.
A opção "Todas as correções armazenadas" serve para copiar as correções do banco de dados para o programa atual: as correções em todas as curvas são ajustadas de acordo com os valores do banco de dados.
Calcular correções, programar ângulos medidos
Para calcular as correções a partir dos valores de ângulo medidos, pode-se usar a função “calcular correções” na janela de correções. A função “calcular correções” abrirá uma janela separada na qual, mediante seleção, o(s) ângulo(s) medido(s) poderá(ão) ser programado(s).

A partir do valor programado, o controle determinará uma correção. O resultado proposto pode ser visualizado na própria janela. Na parte superior da janela, é exibido o ângulo programado e, na parte inferior, as correções resultantes. Ao selecionar "Aceitar", esses valores serão transferidos para a tela principal de correções.
Quando apenas um valor de ângulo medido é inserido, os demais valores serão copiados igualmente. Se houver valores separados para os ângulos esquerdo, direito ou mesmo central, estes também podem ser inseridos. Os valores de correção apropriados serão determinados a partir dos valores inseridos. O ângulo medido central, se aplicável, é transferido para uma correção de coroamento absoluto.
As correções dos eixos também podem ser editadas na tela principal. Quando houver vários eixos disponíveis, esse modo de visualização especial pode ser ativado para todas as correções de eixos.
5.2.6. Diagnóstico
O modo de visualização de diagnóstico destina-se principalmente à manutenção. Nele, é possível monitorar as atividades de eixos independentes e acompanhar as entradas e saídas do sistema de controle. Em raras situações, essas informações podem ser úteis para diagnosticar a operação durante o processo de dobra.

5.3. Correção de impacto
Caso seja selecionada uma dobra de impacto, é possível inserir uma correção geral para essa dobra. Essa função só está disponível se o produto carregado contiver uma dobra de impacto.
Com a opção "Bumping Corr.", uma nova janela aparece, na qual a correção pode ser inserida.

Quando a correção geral de um ângulo é alterada, todas as correções individuais são recalculadas. Quando qualquer uma das correções individuais é alterada, a correção geral é recalculada.
As correções de bumping podem ser programadas independentemente para ambos os lados, α1 e α2.
Se uma correção de compensação para α1 for inserida, esse valor será, dependendo do parâmetro de configuração 'Programação de correção de ângulo', copiado para a correção de compensação para α2, ou manterá a diferença entre ambas as correções de compensação, ou não influenciará a correção de compensação para α2. Posteriormente, todas as correções separadas para α2 serão recalculadas. Para alterar os valores de correção de α2, use a correção de compensação α2 ou uma das correções separadas de α2.
6. Modo manual
6.1. Introdução
Ao tocar no botão de navegação Manual, o controle é alternado para o modo de produção manual.

No modo manual, você programa os parâmetros para uma única dobra. Esse modo é útil para testes, calibração e dobras individuais.

O modo manual é independente do modo automático e pode ser programado independentemente dos programas na memória.
Na parte superior da tela do modo Manual, você encontra a posição atual do eixo Y e do eixo X principal. Todos os outros eixos e funções são listados um a um nas duas colunas abaixo.
Quando os valores dos eixos Y e X são destacados, significa que os marcadores de referência desses eixos foram encontrados e que estão posicionados corretamente em relação aos seus valores programados.
6.1.1. Modo manual, explicação dos parâmetros
Segue abaixo uma lista dos parâmetros disponíveis no modo Manual.
Parâmetros de curvatura
Método
Selecione o método de dobra desejado. O controle suporta os seguintes métodos padrão:
- Dobra de ar
- Fundo
- Bainha
- Bainha e acabamento

Os métodos de dobra foram explicados com mais detalhes no modo de Programação.
Comprimento de curvatura
Programe o comprimento de dobra da chapa.
Posicionamento do produto
O valor da posição absoluta do produto na direção Z. O lado esquerdo da máquina é a posição de referência zero.
Ângulo
Ângulo de curvatura.
Corr.α 1, Corr.α2
Correção do ângulo de curvatura.
A correção do ângulo deve ser inserida conforme indicado nos exemplos a seguir:
Valor programado de 90 graus.
Valor medido de 92 graus.
-> Então é necessário programar Corr. com -2.
Valor programado de 90 graus.
Valor medido de 88 graus.
-> Então é necessário programar Corr. com +2.
Abertura da bainha
A dobra da bainha pode ser feita com uma determinada distância de abertura entre as duas abas.
O valor da abertura da bainha será usado para calcular a posição da viga no processo de bainhamento.
Por padrão, este parâmetro tem o valor do parâmetro "Abertura padrão da bainha" do modo de configurações.

Corr.Y
Correção na posição do eixo Y, caso a opção de contato com o fundo tenha sido selecionada.
Eixo Y
O valor do eixo Y programado ou calculado para obter um determinado ângulo.
Mudo
Ponto de sequência onde o eixo Y passa da velocidade de fechamento rápido para a velocidade de prensagem. Este ponto é programado como a posição do eixo Y acima da folha.

Paralelo
Diferença entre os cilindros esquerdo e direito (Y1 e Y2). Quando positiva, o lado direito fica mais baixo. Quando negativa, o lado direito fica mais alto. O valor programado é aplicado abaixo do ponto de fixação.
Abertura
Este parâmetro resulta em uma determinada abertura entre o punção e a matriz após a dobra. Um valor positivo indica uma abertura acima do ponto de silenciamento (Mute), enquanto um valor negativo indica uma abertura abaixo do ponto de silenciamento.
Quando você quiser limitar o tempo de manuseio do produto, pode programar um pequeno valor positivo ou negativo.
Vigor
Vigor
A força programada aplicada durante a pressão.
Tempo de permanência
Tempo de sustentação da punção no ponto de flexão.
Descompressão
Distância de descompressão após a flexão para liberar a pressão de trabalho do sistema.
Velocidade
Velocidade
Velocidade de prensagem, a velocidade do eixo Y durante a dobra.
Velocidade de decomposição
A velocidade de descompressão é a velocidade programável do feixe durante a distância de descompressão.
Funções
Aguarde a retração
Em caso de retração, deixe o eixo Y aguardar até que a retração seja concluída, sim ou não.
- Não: o mecanismo de retração é iniciado quando o eixo Y passa pelo ponto de fixação; o eixo Y não para.
- Sim: quando o eixo Y atinge o ponto de fixação, ele é parado e o recolhimento é iniciado. Quando o recolhimento é concluído, o eixo Y continua se movendo.
Propriedades do produto
- Grossura
Programe a espessura da folha. - Material
Seleção de um dos materiais programados, que são usados para calcular as profundidades de dobra. O controlador contém 4 materiais pré-programados. No total, 99 materiais podem ser programados no controlador. Os materiais podem ser programados na página Materiais, no modo Configuração.

Ferramentas
Soco
O nome (ID) do carimbo selecionado. Toque para modificar ou selecionar na biblioteca de carimbos.
Morrer
O nome (ID) da matriz selecionada. Toque para modificar ou selecionar na biblioteca de matrizes.
Eixos auxiliares
Eixo auxiliar
Se você tiver um ou mais eixos auxiliares (por exemplo, um eixo X, eixo R ou eixo Z), os parâmetros desses eixos aparecerão aqui.
Retrair
Distância de retração do eixo durante a curvatura. A “retração do batente traseiro” inicia-se no ponto de pinçamento.
Velocidade
Velocidade do eixo na curvatura atual. A velocidade pode ser programada como uma porcentagem da velocidade máxima possível.
Os parâmetros mencionados acima podem ser programados e modificados conforme necessário. Após pressionar o botão Iniciar, os parâmetros programados entram em vigor.
6.1.2. Configuração da ferramenta
A programação da configuração da ferramenta no modo Manual é semelhante à programação da configuração da ferramenta usada no modo Automático. Apesar de os dois modos não compartilharem a mesma configuração de ferramenta (permitindo o uso de uma configuração completamente diferente), a configuração da ferramenta do modo Automático também pode ser usada no modo Manual.
Ao alternar do modo Automático para o modo Manual, o controle oferece ao usuário a opção de usar a mesma configuração de ferramenta do modo Manual, alertando-o de que, caso a programação seja diferente, deve-se ter cuidado.

No menu de configuração de ferramentas, as ferramentas podem ser adicionadas ou removidas, de forma semelhante ao modo principal de Configuração de Ferramentas, conforme descrito no capítulo 3.
Adicionando ferramentas (Punções/Matrizes)
Assim como na Configuração de Ferramentas, as ferramentas podem ser adicionadas através da função Adicionar.
6.2. Parâmetros de programação e visualizações
No modo manual, os parâmetros podem ser programados um a um. O efeito de cada parâmetro sobre os demais é calculado automaticamente.
A relação entre os parâmetros é visualizada com um símbolo e uma cor de fundo.

Quando um símbolo de informação é exibido com parâmetros após um valor editado, esse parâmetro foi alterado devido à última alteração feita no valor de entrada.
![]()
Um símbolo de estrela é exibido junto aos parâmetros se o valor do parâmetro for diferente do valor calculado pelo controle. Isso pode ser útil se um valor for programado intencionalmente para ser diferente ou se o valor de um parâmetro for limitado pelos limites do parâmetro.
![]()
Um símbolo de erro é exibido junto aos parâmetros se o valor não puder ser considerado correto de acordo com os valores programados. Isso ocorre, por exemplo, quando uma dobra de bainha é programada sem nenhuma ferramenta de bainha programada.
![]()
Visualizar
Os botões de comando no lado direito da tela dão acesso a outras visualizações. Ao lado da visualização Principal, encontram-se as visualizações Macro, Posicionamento Manual, Correções e também a visualização Diagnóstico.

6.3. Macro
Com a Macro, o controle alterna para uma nova visualização com apenas os valores dos eixos principais na tela. Essa visualização pode ser usada quando se trabalha um pouco afastado do controle, ainda sendo possível ler os valores dos eixos.

6.4. Movimentação manual dos eixos
6.4.1. Procedimento de movimentação
Para mover um eixo para uma posição específica manualmente, utilize o controle deslizante na parte inferior da tela. Após tocar em "Posição Manual" na tela principal do Modo Manual, a seguinte tela será exibida:

Nesse modo, qualquer um dos eixos exibidos pode ser movido deslizando o controle deslizante para fora da posição central. O procedimento para mover o eixo depende do eixo que você deseja mover. Ao soltar o controle deslizante, ele retornará automaticamente à posição central.
Eixos auxiliares
O controle deve ser parado (o botão Parar está ligado).
Primeiro, selecione o eixo do batente traseiro desejado; você verá o cursor no eixo correto.
Em seguida, você pode mover o eixo movendo o controle deslizante.
Eixo Y
A viga de prensagem pode ser posicionada manualmente da mesma forma que os eixos auxiliares.
No entanto, para o eixo Y, várias condições devem ser atendidas:
- O controle deve ser iniciado (o botão Iniciar deve estar ligado).
- A função 'ajustar' deve estar ativa. Se esta função não estiver ativa, uma mensagem será exibida.
mostrado no canto superior direito. - O eixo Y deve estar abaixo do ponto de silenciamento.
- É necessário enviar um comando de pressão para a máquina CNC.
6.4.2. Ensinar
Para ensinar o controle, assumindo uma posição encontrada movendo manualmente um eixo, pode-se usar um procedimento simples.
Depois de mover um eixo para uma determinada posição com o controle deslizante, você pode querer salvar essa posição. Para isso, toque no nome do eixo na coluna Programado. O valor real do eixo (lado esquerdo) aparecerá no campo do eixo programado (lado direito).
Ao retornar à tela padrão do modo manual, o parâmetro do eixo terá o valor recentemente aprendido.
6.5. Correções
Neste modo de visualização, são exibidas as correções para a dobra programada no modo Manual. Como se trata sempre de uma única dobra, será exibida apenas uma linha.

As correções programadas podem ser verificadas aqui, de forma semelhante às correções no Modo Automático.
Nesta tela, também é possível monitorar as entradas no banco de dados de correções e as correções iniciais. Como elas têm influência significativa no resultado do teste de dobramento, o acesso ao banco de dados pode ser usado para modificá-las. Isso também pode ser útil para encontrar correções apropriadas durante os testes de dobramento e armazenar os resultados encontrados no banco de dados.

6.6. Diagnóstico
Ao tocar em Diagnóstico, o controle muda para uma visualização que mostra os estados dos eixos. Nesta janela, é possível observar o estado atual dos eixos disponíveis. Esta tela também pode permanecer ativa enquanto o controle estiver em execução. Dessa forma, ela pode ser usada para monitorar o comportamento do controle durante um ciclo de curvatura.

6.6.1. Estado de E/S
Ao tocar na aba E/S em Diagnóstico, o controle muda para uma visualização com o estado das entradas e saídas. Nesta janela, é possível observar o estado atual das entradas e saídas.
Esta tela também pode permanecer ativa enquanto o controle estiver em execução. Dessa forma, ela pode ser usada para monitorar o comportamento do controle durante um ciclo de curvatura.

6.6.2. E/S ampliada
Ao tocar em um ou mais pinos (até 5), uma página adicional de E/S ampliada é criada com uma visualização ampliada da E/S selecionada; os pinos selecionados serão exibidos em tamanho grande, permitindo o monitoramento remoto.

7. Configurações
7.1. Introdução
Ao tocar no botão de navegação "Configurações", o controle alterna para o modo de configurações.

O modo Configurações do controlador, que pode ser encontrado no painel de navegação, dá acesso a todos os tipos de configurações que influenciam a programação de novos produtos e programas.
É possível definir valores padrão e restrições específicas.
As configurações estão divididas em várias abas, organizando logicamente os diferentes assuntos. Nas seções seguintes, as abas disponíveis e as configurações detalhadas serão discutidas.

A navegação entre as abas pode ser feita simplesmente tocando nelas e selecionando o item desejado para ajustar. Como pode haver mais abas do que a tela comporta em uma única visualização, arrastar as abas horizontalmente permite visualizar e selecionar todas as abas disponíveis.
7.2. Geral
Selecione a aba desejada e toque no parâmetro que deseja alterar. Quando os parâmetros tiverem um valor numérico ou alfanumérico, o teclado aparecerá para que você insira o valor desejado. Quando a configuração ou o parâmetro puder ser selecionado em uma lista, a lista aparecerá e a seleção poderá ser feita tocando no item. Listas mais longas permitem a rolagem vertical para verificar os itens disponíveis.
Seleção em polegadas/mm
Selecione se deseja usar milímetros ou polegadas como unidade de medida.
Seleção de ton/kN
Selecione Ton ou kN como a unidade principal a ser usada para todos os dados de força.
Seleção de resistência por m/mm
Selecione se deseja usar a resistência por metro ou por milímetro.
Linguagem
O idioma da interface do usuário pode ser selecionado na lista. Há mais idiomas disponíveis do que os exibidos inicialmente. Deslize a lista verticalmente arrastando-a para cima e para baixo para visualizar todos os idiomas disponíveis. Toque para selecionar o idioma desejado para a interface do usuário.
(Para idiomas que utilizam caracteres alfanuméricos especiais e não padronizados, o controle será reiniciado.)

Layout do teclado
Ao escolher, pode-se selecionar o layout de teclado Qwerty, Qwertz ou AZERTY.
Som de tecla
Ligue ou desligue a função de som do painel de entrada.
Som da mensagem
Parâmetro para ativar/desativar a função de som para mensagens, dependendo do tipo de mensagem.
Todas as mensagens => som ativado para todas as mensagens.
erros + avisos => som ativado somente para erros e avisos.
erros => som ativado somente em caso de erros.
nenhum => desativar o som para todas as mensagens.
Painel de comando lateral
Mova o painel de comandos para o lado esquerdo da tela.
7.3. Materiais
Nesta aba, é possível programar materiais com suas respectivas propriedades. Materiais existentes podem ser editados, novos materiais podem ser adicionados ou materiais existentes podem ser excluídos. Um máximo de 99 materiais podem ser programados no painel de controle.

Para cada material, estão presentes 3 propriedades que podem ser visualizadas e editadas.
- Nome do material
Nome do material, tal como aparecerá nas telas de programação. O nome do material deve ter no máximo 25 caracteres e começar com uma letra (não um número). - Resistência à tracção
Resistência à tração do material selecionado. - Módulo E
Módulo E do material selecionado. - expoente de endurecimento por deformação
O expoente de endurecimento por deformação do material, n, é uma propriedade do material que deve ser fornecida pelo fornecedor, assim como a resistência à tração e o módulo de elasticidade.
Inserir os valores corretos para este parâmetro resultará em um cálculo mais preciso do raio interno e, consequentemente, em um cálculo mais preciso da profundidade de curvatura e da tolerância de curvatura.
Por sua vez, uma tolerância de curvatura mais precisa resultará em posições mais precisas do batente traseiro.
Inicialmente, o valor é definido como _.__ para todos os materiais. Isso significa que o parâmetro n não está ativo. O resultado de todos os cálculos é o mesmo que nas versões anteriores do software.
O intervalo do parâmetro n é de 0,01 a 1,00.
Por exemplo, um valor típico para aço macio é 0,21.
Quando 0 for inserido novamente, o valor será redefinido para _.__ - Calcule n
O expoente de endurecimento por deformação do material, n, é uma propriedade do material que deve ser fornecida pelo fornecedor, assim como a resistência à tração e o módulo de elasticidade.
Como alternativa, também pode ser derivado da tolerância de dobra. Um teste de dobra deve ser feito no modo Manual. Ao acessar a tabela de materiais e tocar no botão 'calcular n', a seguinte janela aparecerá na tela:

Os valores dos parâmetros são obtidos na tela do modo Manual. Após a dobra, o comprimento lateral resultante deve ser medido e inserido na janela. Com a diferença entre a posição programada no eixo X e o comprimento lateral medido, são calculados a tolerância de dobra e o expoente de endurecimento por deformação (n).
A precisão do cálculo depende da precisão da espessura da chapa, dos parâmetros da ferramenta e da medição do comprimento lateral.
Os materiais são inicialmente listados de acordo com seu número de identificação, exibido na primeira coluna (ID). A lista pode ser classificada de acordo com as diferentes propriedades tocando no título da coluna. Os materiais serão classificados em ordem crescente ou decrescente dessa propriedade.
Para alterar um material existente, selecione a linha relevante e altere os valores conforme achar melhor.
Para excluir um material existente, selecione a linha correspondente e use "Excluir Material". Isso apagará os valores.
Para programar um novo material, selecione uma linha vazia e comece a programar seus valores.
7.4. Backup/restauração
Esta aba oferece a possibilidade de fazer backup e restaurar produtos, ferramentas, configurações e tabelas. Quando os produtos ou ferramentas são originários de modelos de controle mais antigos, os arquivos DLC também podem ser restaurados usando esta função específica de restauração.
Para materiais específicos, um sistema de backup e restauração está disponível aqui.
As ferramentas e os produtos podem ser copiados e restaurados de acordo com os seguintes procedimentos.
Os procedimentos para salvar ou ler dados são semelhantes para todos os tipos de mídia de backup: por exemplo, rede ou pen drive.

O diretório de backup propriamente dito consiste em um dispositivo (pen drive, rede) e um diretório.
A escolha dos dispositivos depende de quais dispositivos foram conectados ao controle.
Caso necessário, diretórios podem ser criados e selecionados. Os locais de backup para armazenamento de produtos e ferramentas podem ser definidos independentemente.
7.4.1. Backup do produto
Para fazer um backup dos programas no disco, selecione 'produtos' na seção Backup da página Backup/restauração.

Após a configuração do diretório de backup inicial, a tela de backup dos produtos é exibida.

Na tela de backup, os produtos no diretório selecionado são exibidos.
As funções básicas para alterar a visualização podem ser escolhidas de forma semelhante ao modo Produtos.
Isso permite encontrar facilmente os produtos que precisam ser copiados.
Na parte superior da tela, são exibidos o local de origem atual, bem como o local de backup.
Para fazer backup de um produto, selecione-o tocando no ícone na lista. O marcador de backup aparecerá para confirmar a ação. Se um arquivo de produto com o mesmo nome estiver presente no local de backup, será exibida uma mensagem perguntando se você deseja ou não substituir esse arquivo.
Para fazer backup de todos os produtos de uma só vez, toque em Todos.
A origem dos produtos que precisam ser copiados pode ser alterada com a opção "Diretório de Origem". O navegador de diretórios será exibido e você poderá navegar até o diretório de origem desejado.
O diretório onde os produtos que precisam ser copiados devem ser armazenados também pode ser alterado. Com o Backup Directory, o navegador de diretórios é exibido e o diretório de destino desejado pode ser acessado.
7.4.2. Restauração do produto
Para restaurar os programas ao sistema de controle, selecione 'produtos' na seção Restaurar da página Backup/restauração.
Após a configuração do diretório de restauração inicial, a tela de restauração de produtos é exibida.

Na tela de restauração, os produtos no diretório selecionado são exibidos.
As funções básicas para alterar a visualização podem ser escolhidas de forma semelhante ao modo Produtos.
Isso permite encontrar facilmente os produtos necessários para restauração.
Na parte superior da tela, são exibidos o local de origem da restauração atual, bem como o local no controle para onde a restauração será feita. Para restaurar um produto, selecione-o tocando no ícone na lista. O marcador de restauração aparecerá para confirmar a ação. Se um arquivo de produto com o mesmo nome estiver presente no controle, será exibida uma mensagem perguntando se você deseja ou não substituir esse arquivo.
É possível alterar a origem dos produtos a serem restaurados com a opção "Restaurar Diretório". O navegador de diretórios será exibido e você poderá navegar até o diretório de restauração desejado.
O diretório para onde os produtos que precisam ser restaurados devem ser direcionados também pode ser alterado. Com a opção "Diretório de Destino", o navegador de diretórios é exibido e o diretório de destino desejado pode ser acessado.
7.4.3. Backup da ferramenta
Para fazer um backup das ferramentas no disco, selecione 'ferramentas' na seção Backup da página Backup/restauração.
Após a configuração do diretório de backup inicial, a tela de backup das ferramentas é exibida.

Com este menu, é possível fazer um backup das ferramentas no controle: punções, matrizes ou formatos de máquina. Os procedimentos para backup de ferramentas são semelhantes aos procedimentos para backup de produtos.
7.4.4. Restauração da ferramenta
Os procedimentos de restauração de ferramentas são semelhantes aos procedimentos de restauração de um produto.
7.4.5. Backup e restauração para tabelas e configurações
Para fazer backup de configurações e tabelas específicas do usuário, a guia Backup/Restauração oferece funcionalidades específicas. O procedimento é semelhante ao backup e restauração de produtos e ferramentas.
A função especial "Tudo" executará automaticamente todas as etapas sequencialmente, tanto para Backup quanto para Restauração (Produtos + Ferramentas + Tabelas + Configurações).
7.4.6. Navegação por diretório
Ao usar o Diretório de Backup, uma nova janela é exibida com uma lista dos diretórios de backup disponíveis.

Nesta janela, você pode navegar pela estrutura de diretórios do seu dispositivo de backup. Para selecionar o diretório em que você está, toque em Selecionar.
Para alternar entre dispositivos, toque no nível mais alto e, em seguida, selecione o dispositivo correto e escolha o subdiretório apropriado.
Se houver uma conexão de rede disponível, primeiro você deve selecionar "Rede" e, em seguida, um dos volumes de rede oferecidos. Depois disso, o funcionamento é semelhante ao de outros dispositivos.
Você pode criar novos subdiretórios ou excluir os existentes tocando em Criar Subdiretório e Remover Subdiretório. Se houver subdiretórios, basta tocar neles para navegar até o diretório desejado e tocar em Selecionar para escolhê-los.
7.5. Configurações do programa

Banco de dados de correção de ângulo
Parâmetro para habilitar o banco de dados com correções de ângulo.
As correções de ângulo são inseridas no modo de produção (modo automático). Essas correções são armazenadas no programa do produto.
O banco de dados de correção de ângulos permite armazenar essas correções em um banco de dados. Dessa forma, as correções que foram inseridas para determinadas curvaturas permanecem disponíveis para uso futuro em outros produtos.
Com essa configuração ativada, o controle verifica durante a produção se existem correções para dobras semelhantes no banco de dados. Se houver correções disponíveis para determinadas dobras, elas serão oferecidas. Em outras ocasiões, as correções podem ser interpoladas e oferecidas.
O banco de dados de correções é ajustado com a inserção de novas correções durante a produção.
Quando o banco de dados está habilitado com esse parâmetro, todas as correções inseridas recentemente são armazenadas no banco de dados.
Ao procurar curvas semelhantes, o controle busca curvas que tenham as mesmas propriedades da curva ativa. As seguintes propriedades de uma curva são comparadas:
- Propriedades do material
- Grossura
- abertura de matriz
- Raio do molde
- Raio de punção
- Ângulo
As cinco primeiras propriedades de uma curva devem ser exatamente iguais às da curva ativa para que a comparação seja iniciada. Se o ângulo for igual ao ângulo da curva ativa, a correção será aplicada. Se o ângulo da curva ativa apresentar uma diferença máxima de 10° em relação a duas curvas adjacentes, uma correção será interpolada a partir dessas duas curvas. Se a diferença entre as correções das duas curvas adjacentes for superior a 5°, nenhuma correção será aplicada.
Correção inicial do ângulo
Para programar correções relativas de pequenos ângulos, o banco de dados de correção inicial está disponível.
Este parâmetro é independente do parâmetro “Banco de dados de correção de ângulo”.
A correção inicial só é visível e programável na página de correções nos modos Automático e Manual. Na página principal, tanto no modo Automático quanto no Manual, a correção inicial não é visualizada. A correção total é a soma da correção visualizada com a correção inicial.
Exemplo:
– Programe uma correção de ângulo de -8 graus.
– Programe uma correção inicial de -6 graus. Agora a correção total permanece inalterada: a correção visualizada passa de -8 graus para -2 graus.
desativado => nenhuma correção de ângulo inicial programável.
Ativado => correções de ângulo inicial programáveis na página de correções.
Programação geral de correção de ângulo
Programar correções angulares gerais que são utilizadas em todas as curvas do programa.
Essas correções de ângulo não estão relacionadas a ângulos de curvatura específicos e, portanto, não são armazenadas no banco de dados de correção de ângulo.
desativado => sem correções gerais de ângulo.
ativado => somente G-corr. α1.
α1 e α2 => G-corr. α1 e G-corr. α2.
O modo manual armazena correções de ângulo.
Para permitir o armazenamento de correções de ângulo programadas no modo Manual. As correções podem ser derivadas dos resultados de dobra no modo Manual e posteriormente utilizadas durante a programação do produto.
Programação de correção de ângulo
Parâmetro para alternar entre copiar ou manter os valores delta, ou alterá-los independentemente ao modificar as correções de ângulo no modo de produção.
copiar => copiar Cα1 para Cα2 ao alterar Cα1.
delta => manter o delta entre Cα1 e Cα2 ao alterar Cα1.
independente => alterar Cα1 e Cα2 independentemente.
Programação de correção X
Parâmetro para alternar entre copiar ou manter os valores delta, ou alterá-los independentemente ao modificar as correções do eixo X no modo de produção.
copiar => copiar CX1 para CX2 ao alterar CX1.
delta => manter a diferença entre CX1 e CX2 ao alterar CX1.
independente => alterar CX1 e CX2 independentemente.
Disponível apenas quando um eixo X2 estiver presente.
Y1/Y2 independente
Parâmetro para programar os dois eixos Y independentemente.
Desligado => programação de eixo Y único.
ligado => programar Y1 e Y2 separadamente.
ID da máquina
Quando existem várias máquinas de dobra em uma fábrica, pode ser útil atribuir um ID de máquina exclusivo ao controle de cada máquina.
Este ID será verificado quando um programa for lido de uma mídia de backup. Caso o ID da máquina não corresponda, você deverá confirmar se deseja ou não prosseguir com a leitura. Se você não confirmar, a ação será cancelada.
Verificação de ID da máquina
Quando um produto de uma máquina com um ID de máquina diferente é selecionado, um aviso será exibido na tela. Com este parâmetro, essa verificação pode ser desativada.
Descrição da máquina
A descrição aqui programada será utilizada apenas no Profile-T offline para obter uma visão geral das diferentes máquinas disponíveis na fábrica. Com essa informação, ficará mais claro qual máquina é utilizada em conjunto com esse controle.
7.6. Valores padrão

Abertura Y padrão
Abertura padrão do eixo Y, usada como valor inicial para o parâmetro 'abertura' em um novo
programa.
Velocidade de pressionamento padrão
Velocidade de prensagem padrão, usada como valor inicial para o parâmetro 'velocidade' em um programa de dobra.
Velocidade de descompressão padrão
Velocidade de descompressão padrão, usada como valor inicial para o parâmetro 'velocidade de descompressão' em um programa de curvatura.
Aguarde o tempo de retração padrão.
Valor padrão para o parâmetro 'aguardar retração' em um programa de dobra. Este parâmetro determina o comportamento do controle em um programa de dobra.
Código de alteração de etapa padrão
Valor padrão para o parâmetro 'código de mudança de passo' em um programa de dobra. Este parâmetro determina o momento da mudança de passo em um programa de dobra.
Os códigos de mudança de etapa foram explicados com mais detalhes no modo de Programação.
Tempo de atraso padrão
Durante o pós-processamento, o tempo de espera do eixo X na mudança de passo é definido como zero.
Com esse parâmetro, você pode predefinir um tempo de espera maior quando necessário para o manuseio do produto.
Tempo de permanência padrão
Valor padrão para o parâmetro 'tempo de permanência' em um programa de dobra.
Abertura de bainha padrão
A dobra da bainha pode ser feita com uma determinada distância de abertura entre as duas flanges. O valor da abertura da bainha será usado para calcular a posição da viga no processo de dobragem.
Este valor padrão programado será usado ao programar um novo programa no modo Programa. O valor inicial é 0,0 mm para que as duas abas de uma dobra fiquem completamente sobrepostas, sem nenhum espaço entre elas.
Material padrão
Material padrão, usado como seleção inicial ao iniciar um novo programa.
7.7. Configurações de computação

tolerância de dobra de preparação de dados
correção desativada => nenhuma tolerância de curvatura adicionada à programação numérica
Correção em => correção de tolerância de curvatura adicionada à programação numérica
Com este parâmetro, você pode escolher se deseja ou não que os valores programados sejam corrigidos para a tolerância de curvatura. Esta configuração se refere apenas às correções durante a programação do produto no modo Programa. Se um programa numérico for inserido com as Correções Ativadas, as correções dos eixos serão calculadas e armazenadas no programa. Essas correções podem ser visualizadas e editadas no modo de produção (consulte 'Modo Automático').
fator de força de fundo
A força necessária para uma flexão no ar é multiplicada por esse fator para se obter a força de contato com o solo.
Distância Z
A distância da ponta do dedo até o canto da folha.
Quando um eixo Z automático é instalado, as posições dos dedos são calculadas automaticamente em relação à extremidade da chapa.

7.8. Configurações de produção

Modo de contagem de estoque
Configuração do contador de estoque no modo de produção, para que o contador de estoque (contador de produtos) conte para cima ou para baixo.
Quando a contagem regressiva é selecionada, o contador de estoque no modo de produção é decrementado após cada ciclo de produção. Quando o contador chega a zero, o controle é interrompido. Na próxima inicialização, o valor da contagem de estoque é redefinido para o seu valor original.
Quando a contagem crescente é selecionada, o contador é incrementado após cada ciclo de produção.
A contagem regressiva pode ser útil se uma cota pré-planejada precisar ser atingida. A contagem progressiva pode ser usada para gerar um relatório sobre o progresso da produção.
Etapa de mudança automática de curvatura
Este parâmetro pode ser usado para ativar a mudança automática de etapa no processo de dobra com o modo Etapa habilitado.
Desativado => Nenhuma mudança automática de etapa (próximos parâmetros de dobra ativos) ocorrerá. Para realizar a próxima dobra, você deve selecionar a nova dobra e pressionar o botão Iniciar.
Ativado => Os próximos parâmetros de curvatura são carregados automaticamente, mas os eixos começarão a se posicionar após o botão Iniciar ser pressionado.
Deslocamento de paralelismo
Um paralelismo geral, válido para todo o curso do eixo Y, pode ser programado com este parâmetro. O valor programado será verificado em relação ao valor máximo permitido durante a produção. O paralelismo que pode ser programado para cada dobra (Y2) só é ativo abaixo do ponto de fixação. O paralelismo abaixo do ponto de fixação é a soma dos dois parâmetros (Y2 + Deslocamento de paralelismo).
Bloquear a tela sensível ao toque ao iniciar
Para permitir o bloqueio da tela sensível ao toque enquanto o controle estiver em execução.
Correção de pressão
Percentagem da força calculada que efetivamente controla a válvula de pressão.
Correção de fixação
A posição da viga onde a chapa é fixada é calculada. Para garantir uma fixação firme da chapa, é possível compensar o ponto de fixação calculado com o valor programado aqui. Um valor positivo resultará em uma posição mais profunda, enquanto um valor negativo resultará em uma posição mais alta da viga.
Deslocamento de segurança X
Define a zona de segurança (valor mínimo no eixo X), seguindo o contorno do punção e da matriz, que será utilizada caso um eixo R seja montado. Isso evita a colisão entre o dedo e o punção/matriz.
X intermediário para movimento Z.
Valor de segurança temporário para o eixo X, para evitar colisões resultantes do movimento ao longo do eixo Z. Com este parâmetro, define-se uma zona de segurança padrão para o eixo X, válida para todos os programas. O valor 0 desativa esta funcionalidade. Este parâmetro não deve ser confundido com o parâmetro 'Deslocamento de segurança X'.
Esse parâmetro é especialmente útil quando várias matrizes de tamanhos diferentes são colocadas na máquina. Nessa situação, esse valor intermediário de X deve ser maior que a zona de segurança da maior matriz instalada.

Quando o batente traseiro precisa se mover para uma posição Z diferente, verifica-se se a posição X atual é segura. Podemos distinguir as seguintes situações:
- A posição antiga do eixo X, bem como a nova posição fora da zona: os movimentos dos eixos X e Z ocorrem simultaneamente, sem alterações.
- Posição antiga do eixo X fora da zona, nova posição dentro da zona: o batente traseiro é posicionado primeiro no eixo Z, o movimento em X começa quando o eixo Z está posicionado.
- Posição antiga do eixo X dentro da zona, nova posição fora da zona: o batente traseiro inicia o movimento ao longo do eixo Xα, o movimento em Z é iniciado quando o eixo X está fora da zona.
- Posição antiga do eixo X e nova posição dentro da zona: o batente traseiro move-se para a posição intermediária do eixo X e, em seguida, inicia-se o movimento em Z. Quando os eixos Z estão posicionados, inicia-se o movimento em X para mover o batente traseiro para sua nova posição.
R intermediário para movimento X
Posição temporária para o eixo R, para evitar colisões resultantes do movimento do eixo Xα. O valor 0 desativa essa funcionalidade. Quando programado com um valor diferente de zero, essa posição estará ativa quando o eixo X precisar se mover dentro da zona de segurança da matriz.
7.9. Configurações de hora

- Tempo de exibição
Exibir a data e a hora no painel de título, apenas a hora ou nenhuma hora. - Formato de tempo
Exibir a hora no formato de 24 horas ou de 12 horas. - Formato de data
Exiba a data no formato dd-mm-aaaa, mm-dd-aaaa ou aaaa-mm-dd. - Ajustar horário
Para ajustar a data e a hora. Ajustar a data e a hora também ajustará a data e a hora do sistema operacional.
Para saber mais sobre nossos produtos, visite e inscreva-se em nosso canal. Canal do YouTube





Avaliado pelo usuário 1
Pressione o freio
Excelente sistema de máquina de dobrar, controlador I link delem