A presse plieuse hydraulique Elle peut générer une force de formage énorme, mais aucune structure n'est parfaitement rigide sous charge. Même un châssis à haute rigidité, un vérin à guidage de précision et un outillage de qualité subiront des contraintes. déflexion élastique—et cette déviation est l'une des principales raisons pour lesquelles les coudes longs peuvent présenter des “ extrémités serrées et un milieu ouvert ”, des angles incohérents ou une conicité sur toute la pièce.
La bonne nouvelle, c'est que la déviation n'est pas un problème mystérieux. Un système hydraulique moderne… presse plieuse il y parvient grâce à un mélange de rigidité structurelle, bombage contrôlé, contrôle synchronisé des axes et discipline de processus—pour que vous puissiez maintenir des angles stables, réduire les retouches et produire des pièces plus longues en toute confiance.
Table des matières
Comprendre ce que signifie la “ précision ” sur une presse plieuse hydraulique

La précision angulaire est un résultat systémique, et non le résultat d'un seul composant.
Quand les acheteurs disent vouloir une “ haute précision ”, ils veulent généralement dire constance de l'angle de pliage final Le résultat est influencé par la déformation de la machine, l'alignement de l'outillage, les variations du matériau et la stabilité du mouvement de l'axe Y.
Une presse plieuse hydraulique peut positionner le vérin avec une grande précision, mais si la Le lit et le vérin se séparent de manière inégale sous le tonnage, l'angle continuera de dériver le long de la pièce. Autrement dit, La précision du positionnement à elle seule ne suffit pas à expliquer tout.—la machine doit également gérer activement son comportement sous charge.
Exactitude vs. répétabilité (pourquoi les deux sont importantes)
Deux termes sont fréquemment confondus : précision et répétabilité. Dans les systèmes de mouvement, des normes comme ISO 230-2 définir des méthodes de test pour évaluer le précision et répétabilité du positionnement des axes à commande numérique, ce qui constitue une référence utile, même lorsqu'on l'applique aux équipements de formage. Normes Iteh
La répétabilité répond à la question : “ Si je commande à nouveau la même position, est-ce que j’atterris au même endroit ? ” La précision répond à la question : “ Est-ce que cet endroit est correct par rapport à la cible ? ” Si la répétabilité est bonne mais que la précision est mauvaise, vous pouvez souvent compenser par le contrôle. Si la répétabilité est faible, votre processus dérivera constamment et nécessitera des corrections fréquentes.
Pourquoi les pièces longues présentent-elles en premier des problèmes de déformation ?
Une équerre courte peut masquer de nombreux défauts car la portée chargée est faible et la surface de contact de l'outillage est limitée. Mais une équerre longue amplifie la flèche car la machine se comporte davantage comme un système de poutre. Le centre a tendance à se déformer davantage que les extrémités., créant un écart de formage différent sur toute la longueur.
C’est pourquoi de nombreuses usines signalent que les pièces “ semblent bien à 600 mm ” mais deviennent problématiques à 2 ou 3 mètres. Dès lors que la longueur augmente, la gestion de la déformation doit être considérée comme une compétence essentielle, et non comme un atout.
D'où provient la déformation lors du pliage sur presse plieuse hydraulique ?
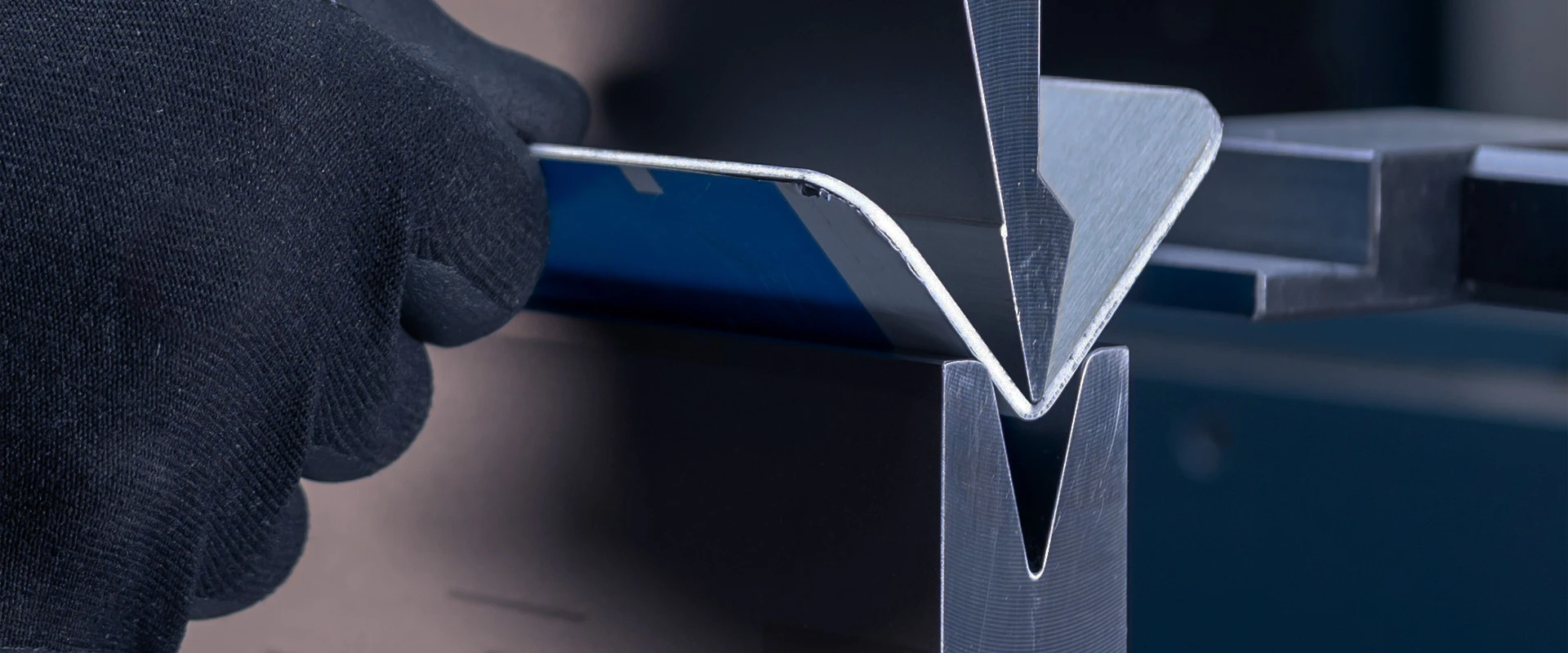
Flexion élastique du vérin et du lit sous tonnage
Dans une presse plieuse hydraulique, la force de poussée est transmise par le coulisseau, l'outillage et le bâti. Sous forte charge, le coulisseau et le bâti peuvent se déformer élastiquement ; le symptôme classique est une courbure en “ sourire ”, où le centre est plus éloigné de l'outillage que les extrémités. Les systèmes de bombage permettent précisément de contrer ce phénomène en créant une courbe opposée. Métallurgie canadienne
Cela ne signifie pas que la machine est “ faible ”. Cela signifie que la machine fait exactement ce que fait toute structure élastique : elle se déforme de manière prévisible sous la charge, et cette déformation doit être compensée de manière prévisible.
étirement du cadre et ouverture latérale du cadre
La déformation n'est pas seulement verticale. Le bâti d'une presse plieuse subit également des déformations. ouverture latérale et élasticité générale, notamment lors du formage intensif sur des outillages de grande longueur. Certaines solutions de compensation ciblent la courbe banc/piston, tandis que d'autres s'intéressent à la façon dont le bâti complet réagit à la charge et aux déplacements de la ligne de travail effective.
Concrètement, cela se traduira par une dérive angulaire lorsque vous modifierez la longueur de pliage, la qualité du matériau ou passerez d'un pliage centré à un pliage excentré. Si la compensation de la machine est standard, le profil angulaire variera en fonction des conditions de chargement.
Outillage, serrage et conformité des contacts
Même si le bâti de la machine était infiniment rigide, le système présenterait toujours une certaine souplesse :
- surfaces d'appui pour poinçons/matrices,
- serrage,
- tolérances d'empilement des outils, et
- usure ou contamination des surfaces de contact.
C’est pourquoi les opérateurs expérimentés considèrent la propreté, le couple de serrage correct et la répétabilité du positionnement de l’outil comme des outils de précision, et non comme de simples tâches d’entretien. Deux pliages identiques peuvent présenter des différences simplement parce que l’outil n’a pas été positionné de manière identique sur toute sa longueur.
Variation du matériau et retour élastique
Les matériaux sont rarement parfaitement homogènes. Les tolérances en matière de résistance à la traction et d'épaisseur modifient la force de formage et le comportement au retour élastique, ce qui influe sur la déformation de la machine et sur la façon dont l'angle final se relâche après déchargement.
Même le module d'élasticité utilisé pour les estimations d'ingénierie est souvent considéré comme étant d'environ 200 GPa pour les aciers, mais les recherches et les essais montrent qu'il peut varier selon la nuance et l'épaisseur, ce qui nous rappelle que les propriétés des matériaux introduisent une dispersion réelle que le processus doit absorber. Mine des érudits
La physique en langage clair : comment une infime déviation se traduit par une erreur angulaire visible
Considérez la presse plieuse comme un système de poutre contrôlée
Un modèle mental utile est déflexion du faisceauSi une poutre est supportée et chargée, elle fléchit en fonction de sa rigidité (E·I) et de la répartition de la charge. Pour une poutre simplement appuyée avec une charge uniformément répartie, les formules classiques incluent la flèche maximale au milieu de la portée, proportionnelle à… 5wL⁴/(384EI)—ce qui montre pourquoi la longueur a un effet si spectaculaire (L à la puissance quatre).
Votre presse plieuse hydraulique n'est pas littéralement une simple poutre, mais le principe de “ sensibilité à la longueur ” reste valable. Lorsque la longueur de pliage double, les effets liés à la déflexion peuvent augmenter de façon bien plus que linéaire, surtout si la charge est également augmentée.
Une illustration pratique des “ mathématiques industrielles ” (ceci n'est pas une garantie).
Supposons qu'une tâche de longue durée exige une force plus élevée par mètre ; vous optez alors pour une ouverture en V plus petite et un matériau plus épais. La force requise augmente, et le centre du système banc/vérin peut ne s'écarter que de quelques dixièmes de millimètre de plus que les extrémités. Cela paraît infime, mais en géométrie de flexion, une petite modification de l'écart de formage peut modifier sensiblement l'angle, notamment dans le cintrage à l'air où l'angle est sensible à l'écart.
C’est précisément pour cela que le couronnement existe : non pas parce que les opérateurs manquent de compétences, mais parce que la machine doit intentionnellement se “ préformer ” elle-même La forme chargée devient ainsi droite et uniforme sur toute sa longueur.
Pourquoi la maîtrise de l'air est particulièrement sensible
En pliage à l'air, l'angle final est fortement influencé par la profondeur/position et le retour élastique. De ce fait, de petites variations de pénétration ou d'entrefer effectif sur la longueur peuvent se traduire par des variations d'angle. Le formage en fond de joint et le martelage peuvent réduire la sensibilité dans certains cas, mais ils exigent généralement une force de formage bien plus importante et peuvent accélérer l'usure de l'outil. La gestion de la déformation reste donc essentielle, mais différemment.
Pour la plupart des productions modernes, le cintrage à l'air reste la méthode de référence pour la flexibilité et la durée de vie des outils, ce qui rend compensation de déviation prévisible L'une des capacités de précision offrant le meilleur retour sur investissement pour une presse plieuse hydraulique.
Méthodes de gestion de la déformation sur une presse plieuse hydraulique (du basique au haute précision)
Calage : la correction la plus simple, et pourquoi elle est limitée
La méthode la plus élémentaire est calage— Mise en place de cales pour ajuster le support effectif ou le logement de l’outil afin que le système compense la courbure. Cette technique, souvent décrite comme relevant de l’opérateur, peut s’avérer utile pour les petites séries ou la modernisation d’équipements anciens.
Cependant, le calage présente des limites évidentes. Sa mise en place est plus lente, son application est plus difficile sous différentes charges et il ne s'adapte pas dynamiquement aux variations d'épaisseur, de nuance de matériau ou de longueur de pliage. Dans une usine moderne visant une production stable, le calage est un outil de secours, et non la principale stratégie de précision.
bombage mécanique des coins (table anti-déflexion) : robuste et répétable
Une approche largement utilisée est une table anti-déflexion mécanique L'utilisation de systèmes de cales permet, en principe, de donner à la table une forme incurvée contrôlée qui compense la déformation du banc/de la poutre, produisant ainsi un profil angulaire constant sur toute la longueur de travail. CNC MASZYNY
Le bombage mécanique est apprécié pour sa robustesse relative et sa grande reproductibilité lorsqu'il est bien conçu. Il est également moins sensible à la dérive thermique hydraulique que les méthodes purement fluides, même s'il exige toujours une configuration et un étalonnage corrects pour refléter les charges de production réelles.
Bombage hydraulique : compensation flexible en fonction des charges variables
Le bombage hydraulique utilise des éléments hydrauliques contrôlés pour créer une courbe opposée ajustable. En pratique, cette approche s'avère très efficace pour les travaux de tonnage et de longueur variables, car la compensation peut être réglée de manière plus continue.
De nombreuses solutions industrielles décrivent les dispositifs de couronnement comme Systèmes de compensation de déformation conçus pour compenser les déformations du plateau et du vérin lors d'un cintrage. Ce cadrage est important : l’objectif n’est pas de “ faire plier la machine ”, mais plutôt en veillant à ce que la pièce se plie correctement afin qu'elle reste uniforme.
Bombage à commande numérique : rendre la compensation pratique en production quotidienne
C'est là que de nombreuses usines constatent le plus grand changement que couronnement à commande numérique, En effet, elle réduit la dépendance à l'intuition de l'opérateur et accélère les changements d'outillage. Un système de bombage CNC peut appliquer une courbe de compensation basée sur la longueur et la force de pliage, puis effectuer un réglage fin à partir des résultats mesurés, ce qui permet de réaliser des travaux mixtes tout en maintenant une précision stable.
C'est important car la déformation n'est pas fixe ; elle varie en fonction de la charge. Si votre presse plieuse hydraulique fabrique différentes pièces toute la journée, la solution gagnante est celle qui peut Modifier la compensation rapidement, de manière répétable et avec un minimum de rebuts.
Les chiffres dont vous avez besoin : estimer la force pour que la compensation corresponde à la réalité

Pourquoi l'estimation de la force fait partie de la gestion de la précision
La compensation de la déviation ne fonctionne que lorsqu'elle correspond à la charge réelle. Si votre programme suppose une force trop faible, la compensation est insuffisante et le centre s'ouvre. Si votre programme suppose une force trop élevée, la compensation est excessive et le centre se resserre.
C’est pourquoi une estimation précise du tonnage ne concerne pas seulement la sécurité des machines ; elle influe directement sur la régularité des angles et la justesse du bombage.
Formule couramment utilisée pour calculer la force de flexion de l'air (métrique)
Une formule largement répandue pour calculer la force de pliage requise utilise la résistance à la traction, l'épaisseur, la longueur de pliage et l'ouverture en V de la matrice. Voici un exemple d'expression :
F = (1,42 × σ × S² × L) / (1 000 × V) (avec des unités cohérentes), et des directives telles que V ≈ 8 × épaisseur est souvent recommandé pour le cintrage à l'air standard. Intermach
Aucune formule ne remplace l'expérience, les tableaux d'outillage ou les essais concrets. Cependant, pour la planification de la production, cette “ première estimation ” est extrêmement utile car elle permet de maintenir les paramètres clés dans une plage optimale et d'éviter des tâtonnements inutiles.
Exemple de tableau de tonnage de référence (outil pratique pour l'atelier)
De nombreuses usines utilisent des abaques de tonnage indiquant la force nécessaire au cintrage à l'air d'acier doux d'une résistance à la traction de référence, puis ajustent proportionnellement cette force en fonction des différents matériaux. C'est une méthode pratique pour garantir la cohérence des estimations de force entre les équipes et les quarts de travail.
Tableau 1 — Sources de déformation, ce que vous observez et comment une presse plieuse hydraulique y remédie
| Source de déviation/variation | Symptôme typique sur la partie | Contre-mesure pratique |
|---|---|---|
| Flexion élastique du vérin/lit sous charge | L'angle au centre diffère de celui aux extrémités dans les virages longs. | Système de bombage générant une courbe opposée (mécanique ou hydraulique) |
| Étirement du cadre / ouverture latérale du cadre | L'angle change lorsque le tonnage augmente ou que la tâche change. | Conception à cadre rigide + stratégie de compensation adaptée à la charge |
| Conformité du siège/serrage des outils | Dérive angulaire aléatoire ; résultats incohérents après changement d’outil | Surfaces d'appui propres, serrage répétable, outillage standardisé |
| variation d'épaisseur/de traction du matériau | Le même programme donne des résultats différents selon les lots. | Couronnement prenant en compte la force + programmes spécifiques aux matériaux et coupons d'essai |
| Estimation de force incorrecte | Couronnement sur/sous-jacent ; “ milieu serré ” ou “ milieu ouvert ” | Utilisez les formules/graphiques d'estimation du tonnage et validez-les par une inspection de la première pièce. |
Chaque élément ci-dessus a un point commun : la presse plieuse hydraulique doit être traitée comme une système reproductible sous charge, Il ne s'agit pas simplement d'une plateforme de mouvement. Lorsque l'estimation de la force, la méthode de compensation et la configuration sont harmonisées, la précision devient prévisible et non plus dépendante de l'opérateur.“
Tableau 2 — Comparaison des options de compensation de la déviation (Que choisir et quand)
| Approche de rémunération | Meilleure adaptation | Points forts | Limites |
|---|---|---|---|
| Calage | séries courtes, machines anciennes, correction d'urgence | Faible coût, immédiat | Lent, peu dynamique, difficile à reproduire sur des tonnages variables |
| bombage mécanique des coins | Production mixte nécessitant une répétabilité fiable | Robuste, bonne répétabilité | Nécessite un étalonnage ; la plage de réglage dépend du modèle. |
| couronnement hydraulique | Large gamme de charges et de longueurs | Ajustabilité continue, grande flexibilité | Nécessite un système hydraulique stable et un réglage correct. |
| couronnement à commande numérique | Mélange à haut rendement, haute précision, changement de format rapide | Installation rapide, répétable, adaptée à la production | Nécessite des données de processus fiables et un retour d'expérience sur le premier article. |
Pour la plupart des usines tournées vers l'exportation, la conclusion pratique est simple : si les pièces longues et les travaux mixtes font partie de votre quotidien, Le bombage à commande numérique est généralement la méthode la plus efficace pour obtenir une précision stable des presses plieuses hydrauliques., car cela transforme la gestion des déviations en un processus reproductible plutôt qu'en une astuce artisanale.
Comment mesurer la déviation là où c'est important : une “ carte angulaire ” à travers le coude
La précision d'une presse plieuse hydraulique ne se prouve pas par une simple mesure d'angle en un point donné. Elle se prouve par dans quelle mesure l'angle de pliage et la géométrie de la bride restent constants de gauche à droite sur toute la longueur de travail, sous tonnage réel et dans des conditions de cycle réelles.
L'approche la plus pratique consiste à construire un carte des angles (Parfois appelé contrôle gauche-centre-droite). On plie une pièce d'essai représentative et on mesure l'angle de pliage en plusieurs points le long de sa longueur, puis on compare l'écart (maximum moins minimum). Cette méthode révèle directement si le problème se situe au niveau du pliage. déviation du vérin/lit, siège d'outil, variabilité des matériaux, ou gestion de l'affaissement.
Que mesurer (et que consigner)
L'angle est l'indicateur le plus rapide, mais il ne doit pas être le seul. Un processus stable de pliage hydraulique enregistre les variables qui influent réellement sur le résultat, ce qui permet une correction reproductible et non basée sur le simple ressenti de l'opérateur.“
Vous devriez mesurer cohérence angulaire et valider également longueur de la bride (En particulier pour les pièces comportant des assemblages critiques). Il convient également d'enregistrer l'“ empreinte du processus ” afin que le programme CNC puisse être reproduit de manière fiable pour la série suivante et que la même configuration puisse être transférée d'une usine à l'autre.
Champs recommandés pour l'enregistrement de la production (minimum) :
- Qualité et épaisseur du matériau (mesurées, et non seulement nominales).
- Longueur du pli, ouverture en V, rayon du poinçon et méthode de pliage (pliage à l'air/repliage/frappe).
- Valeur de bombage (réglage manuel ou valeur CNC) et angle cible.
- Angles mesurés réellement à plusieurs stations le long du virage.
Gabarit “ Carte des angles ” de la première pièce (à utiliser sur les longs virages)
| Article | Extrémité gauche | Quart gauche | Centre | Quartier droit | Extrémité droite |
|---|---|---|---|---|---|
| Angle mesuré (°) | |||||
| Écart par rapport à la cible (°) | |||||
| Remarques (positionnement de l'outil, glissement, marquage) |
Un processus rigoureux de pliage hydraulique considère cette tôle comme une étape standard pour les pliages longs. Cela réduit les retouches car la correction est effectuée avant la production du lot, et non après son contrôle.
Flux de travail de configuration du couronnement qui fonctionne en production réelle

Le bombage est nécessaire car les lois de la physique sont incontournables. Sous charge, l'ensemble bâti/piston se déforme élastiquement, et une presse plieuse a besoin d'un système de bombage (dans la poutre, la table ou les deux) pour maintenir un angle de pliage constant sur toute la longueur.
L'objectif n'est pas le “ couronnement maximal ”. L'objectif est la courbe de contre-déflexion correcte pour la répartition spécifique du tonnage et la longueur de pliage, de sorte que la relation poinçon-matrice reste constante le long de la ligne de pliage.
Commencez par un empilement mécanique propre (car le bombage ne peut pas corriger un mauvais positionnement).
Si le poinçon n'est pas correctement positionné ou si la matrice n'est pas complètement en place, la machine peut sembler présenter un problème de déformation alors qu'il s'agit en réalité d'un problème d'alignement d'outillage. Si l'on applique un bombage pour compenser un défaut de positionnement, la correction devient instable et dérive à mesure que l'outil se stabilise pendant la production.
En pratique, on considère le bombage comme la “ correction finale 10% ”. La première phase de stabilité 90% provient de intégrité du serrage des outils, surfaces de contact propres, appariement correct des outils et mesure cohérente.
Établissez une base de référence, puis ajustez par petites étapes.
Une méthode reproductible consiste à réaliser un premier cintrage contrôlé, à cartographier l'angle, puis à ajuster le bombage par petits incréments. Les systèmes manuels utilisent souvent une logique de réglage par coin ; si le centre est décalé par rapport aux deux extrémités, on ajuste la zone de support centrale plutôt que de modifier la profondeur du vérin.
Une explication courante pour le bombage par cales est la suivante : si le pli est correct aux deux extrémités mais ouvert de plusieurs degrés au centre, on resserre les cales dans la zone centrale pour relever légèrement le plateau et corriger l’angle. Ce même principe de diagnostic s’applique également au bombage hydraulique ou CNC ; la différence réside dans le fait que la commande numérique ajuste la courbe.
Diagnostiquez le schéma, pas seulement le nombre.
Les erreurs d'angle suivent des schémas, et chaque schéma suggère une cause différente. Vos opérateurs gagnent considérablement en rapidité lorsqu'ils apprennent à reconnaître ces schémas et à appliquer la correction appropriée.
| Motif angulaire sur toute la longueur | Cause la plus probable | Correction la plus efficace |
|---|---|---|
| Le centre est plus ouvert que les extrémités. | Déflexion naturelle du lit/vérin non compensée | Augmenter le bombage (ou rehausser la courbe de la zone médiane) Machines Selmach™ |
| Les extrémités sont plus ouvertes que le centre. | Problèmes de sur-bosselage ou de support de bord | Réduire le bombement ; vérifier les supports et le calibrage |
| Une extrémité constamment hors tension | Positionnement/serrage de l'outil, alignement ou charge latérale | Remettre les outils en place ; vérifier le serrage et l'alignement |
| Dérive aléatoire d'une pièce à l'autre | Variabilité des matériaux ou dérive de température | Améliorer le contrôle des matériaux ; stabiliser la température et le cycle de l'huile |
Ce tableau se veut résolument pratique. Il évite le dépannage purement théorique et privilégie les actions concrètes qui stabilisent une presse plieuse hydraulique en production.
Du bombage statique au contrôle en boucle fermée : flexion adaptative et mesure d’angle
Le bombage statique est une technique efficace, mais elle repose sur une hypothèse : “ le matériau se comporte comme lors du dernier cintrage ”. Dans la réalité, l’épaisseur et la résistance des matériaux varient davantage que souhaité, et le résultat du cintrage diffère même avec une machine parfaitement réglée.
C'est pourquoi l'industrie s'est développée mesure d'angle en cours de processus et flexion adaptative. Le pliage adaptatif mesure l'angle de pliage pendant le formage et renvoie cette mesure à la commande numérique, permettant une correction automatique pendant le cycle de pliage.
Mesure d'angle en temps réel : ce que cela change
Les systèmes de mesure d'angle peuvent utiliser des méthodes optiques/laser pour mesurer l'angle de pliage en temps réel et transmettre les résultats directement au contrôleur. Le modèle de fonctionnement passe ainsi de “ plier → mesurer → replier ” à “ plier une première fois → confirmer pendant la course → terminer à la cible ”.”
Certaines solutions commerciales mettent l'accent sur la fréquence de rafraîchissement pour la mesure en temps réel, un indicateur pratique de réactivité en production. Vos acheteurs n'ont pas besoin de mémoriser la marque du capteur ; ils doivent en comprendre la valeur. moins de pièces d'essai, moins de dépendance à l'opérateur, et une plus grande stabilité entre les lots mixtes.
Quel niveau de précision est réaliste ?
Le cintrage à l'air est flexible et efficace, mais il présente naturellement une plus grande variabilité que le cintrage par frappe, car l'angle final dépend de la profondeur de pénétration, du retour élastique et des propriétés du matériau. Dans le jargon industriel, la précision angulaire du cintrage à l'air est souvent présentée comme une valeur approximative de ±0,5°. Magazine MetalForming
Grâce au contrôle basé sur la mesure, certaines références industrielles décrivent des améliorations de la tolérance d'angle de pliage d'environ ±0,2° pour les technologies de pliage de précision. Votre communication marketing doit présenter cela avec soin : capacité de la machine est un facteur, et le discipline des processus (Outillage, configuration, contrôle des matériaux) déterminent si cette capacité est atteinte en usine.
Matrice technologie-résultat (Utilisation dans la formation des acheteurs)
| Approche | Ce que cela compense | Points forts | Cas d'utilisation typique |
|---|---|---|---|
| couronnement manuel/mécanique | courbe de déflexion prévisible | Simple et économique | Des performances stables sur le long terme, des matériaux constants Machines Selmach™ |
| bombage CNC/hydraulique | Courbe programmée par charge/longueur | Installation rapide, répétabilité | Production mixte, pièces longues |
| Flexion adaptative + capteurs | Variation du matériau + dérive de retour élastique | Moins de pièces d'essai, plus de confiance | Tolérances à mélange élevé et angles serrés |
Cet outil de vente est efficace car il présente la précision comme un choix systémique. Il permet également à l'acheteur d'éviter de surpayer des systèmes de capteurs lorsque ses tolérances et sa gamme de pièces ne le justifient pas.
Quantification de la charge et de la déflexion : les chiffres qui déterminent réellement la précision
Une presse plieuse hydraulique ne “ plie ” pas le métal. Elle applique une force par l'intermédiaire d'outils sur une certaine distance, et la structure réagit élastiquement à cette force. La gestion de la déformation est importante car la déformation structurelle modifie la pénétration effective du poinçon sur toute la longueur.
La bonne nouvelle, c'est que les lois fondamentales de mise à l'échelle sont simples. Si votre équipe comprend comment le tonnage évolue, elle peut prévoir les moments où le bombage sera critique et ceux où la marge de tolérance sera plus importante.
Choix de l'ouverture de la matrice et son impact
Une règle courante en atelier est la “ règle des 8 ” pour l'ouverture de la matrice en V par rapport à l'épaisseur (V ≈ 8 × épaisseur), souvent présentée comme une règle empirique pratique pour le cintrage à l'air. Un tableau de référence des capacités de cintrage met également en évidence des ouvertures de matrice d'environ 8 × épaisseur (et d'environ 10 × épaisseur au-delà de certaines épaisseurs), confirmant ainsi que le choix de l'ouverture en V est fondamental pour la charge et la stabilité.
Le choix de l'ouverture du V est important car il influe sur le tonnage requis et sur le rayon de courbure. Si vous optez pour un V trop petit afin d'obtenir un rayon intérieur serré, le tonnage augmente fortement et la déviation devient plus difficile à contrôler.
Relations fondamentales entre la force de flexion et la force de flexion (point de vue pratique de l'ingénierie)
Un guide technique résume les principales proportions du pliage en V : la pression de pliage est inversement proportionnelle à la largeur du V, proportionnelle à la longueur de pliage, proportionnelle au carré de l’épaisseur et proportionnelle à la résistance à la traction. Ces quatre relations expliquent la plupart des problèmes de précision rencontrés sur les presses plieuses hydrauliques.
Cette même référence fournit une formule simplifiée et pratique pour le tonnage requis par mètre (dérivée de valeurs expérimentales et utilisée pour la planification), montrant explicitement comment l'épaisseur au carré et la largeur en V déterminent la sensibilité de la charge. conic.co.jp
Exemple pratique : Pourquoi le bombage devient incontournable dans les virages longs
Supposons un scénario de pliage à l'air courant pour un comportement similaire à celui de l'acier doux, en utilisant la forme simplifiée P = 68 × t² / V (tonne/m) comme référence de planification. Utilisez cet exemple pour illustrer pourquoi de petits changements de configuration peuvent avoir d'importantes conséquences concrètes.
- Épaisseur t = 2,0 mm
- Ouverture en V V = 16 mm (conformément à une règle de 8×)
- Longueur L = 2,0 m
Étape par étape :
- Calculer t² : 2,0² = 4.0.
- Calcul du tonnage par mètre : P = 68 × 4,0 / 16 = 68 × 0,25 = 17 tonnes/m.
- Tonnage total pour 2,0 m : 17 × 2,0 = 34 tonnes.
Modifiez maintenant uniquement l'ouverture en V (une “ petite modification ” courante effectuée par les opérateurs lorsque l'outillage disponible est limité). Si V devient 12 mm :
- P = 68 × 4,0 / 12 = 272 / 12 = 22,67 tonnes/m (environ). conic.co.jp
- Tonnage total : 22,67 × 2,0 = 45,34 tonnes (environ).
Le dessin de la pièce est resté inchangé. Cependant, la charge de la machine a augmenté d'environ 11,34 tonnes, ce qui augmente la déviation et rend l'uniformité de l'angle plus difficile à maintenir, surtout sur toute la longueur.
Analyse comparative des données (ce à quoi les acheteurs font confiance)
Un tableau classique de tonnage pour presse plieuse indique le tonnage requis par mètre linéaire pour l'acier doux à des limites de résistance spécifiées, et précise les ouvertures de matrice d'environ 8 fois l'épaisseur pour certaines plages de résistance. Il mentionne également les facteurs comparatifs typiques pour d'autres métaux (par exemple, l'acier inoxydable nécessitant un tonnage supérieur à celui de l'acier doux). cansaw.com
C’est pourquoi les acheteurs sérieux demandent votre tableau de tonnage et vos spécifications de bombage lors de la même discussion. Ils comprennent que la précision d’une presse plieuse hydraulique ne dépend pas d’une simple commande, mais d’un système de force et de rigidité.
Pourquoi le comportement élastique de la machine est important (Une traduction physique simple)
Au niveau structurel, la rigidité dépend de la géométrie et de l'élasticité du matériau. Pour les structures en acier, le module d'élasticité couramment utilisé est d'environ 200 GPa, C’est pourquoi les cadres en acier sont rigides mais se déforment élastiquement sous une charge élevée. Boîte à outils d'ingénierie
Pour les acheteurs, l'importance est évidente : dans les courbes longues, la flèche augmente rapidement, il faut donc la compenser par un bombage maîtrisé. C'est aussi pourquoi une force de levage plus importante ne garantit pas la précision : si la rigidité et la compensation ne sont pas correctement dimensionnées, une force de levage plus élevée ne fera qu'accroître la flèche et l'écart angulaire.
Critères de choix d'une presse plieuse hydraulique de haute précision (Liste de vérification à l'intention de l'acheteur)
Les clients soucieux de précision achètent les presses plieuses hydrauliques différemment. Ils accordent moins d'importance aux affirmations des brochures et davantage à la présence, dans la machine, d'éléments d'ingénierie garantissant la stabilité des résultats après installation.
Intégrité du cadre et de la table
Une presse plieuse doit conserver sa géométrie sous charge. Cela implique une conception de châssis rigide, une structure de table stable et une capacité de bombage adaptée à la longueur de travail et à la plage de tonnage.
Votre argumentaire de vente doit établir un lien direct entre cela et les résultats : une plus grande rigidité réduit le montant de la compensation requise, ce qui augmente la répétabilité et réduit la sensibilité aux différences mineures de configuration.
Discipline du positionnement des axes, de la répétabilité et de la vérification
Bien que les presses plieuses ne soient pas des “ machines-outils ” au sens strict du terme, la terminologie relative à la précision bénéficie d’une approche normalisée. La norme ISO 230-2 décrit les procédures d’essai permettant de déterminer la précision et la répétabilité du positionnement des axes à commande numérique. ISO
Pour un acheteur, la conclusion est simple : si un fournisseur peut expliquer comment il vérifie le positionnement et la répétabilité des axes (et à quelle fréquence), ce fournisseur parle le langage de la précision contrôlée plutôt que celui de la “ précision marketing ”.”
Capacité de couronnement (et pas seulement “ couronnement inclus ”)
Une presse plieuse nécessite un bombage pour garantir un angle constant sur toute sa longueur. Ce bombage peut être réalisé au niveau de la poutre, de la table, ou des deux. Pour l'acheteur, la question est donc : “ La capacité de bombage est-elle suffisante pour la longueur de pliage et la force de pliage maximales requises ? Le réglage et la répétition du bombage sont-ils simples ? ”
Si le système de bombage est assisté par commande numérique, il peut également réduire les efforts de réglage et l'intervention de l'opérateur, ce qui améliore directement le débit. Machines Selmach™
Guide pratique de précision pour les travaux mixtes (Ce que les usines performantes standardisent)

La plupart des problèmes de précision imputés à une presse plieuse hydraulique sont en réalité des problèmes de processus. Un manuel de procédures fiable en usine permet de réduire ces problèmes à une routine reproductible.
Contrôlez la variabilité des matériaux avant de toucher à la CNC.
L'épaisseur et les propriétés mécaniques du matériau varient d'un lot à l'autre. Si vous considérez “ 2,0 mm ” comme une donnée brute plutôt que comme une valeur mesurée, vous passerez votre temps à ajuster l'angle.
Une approche rigoureuse permet de mesurer l'épaisseur, de vérifier le sens du fil du bois le cas échéant et de standardiser la face du poinçon lorsque l'aspect esthétique est important. On obtient ainsi des corrections de bombage et de profondeur beaucoup plus stables.
Standardisez le choix des outils et n'utilisez pas plusieurs types d'ouvertures en V “ pratiques ”.
Les modifications de l'ouverture en V ne sont pas d'ordre esthétique. Comme indiqué précédemment, l'ouverture en V modifie considérablement le tonnage, et le tonnage modifie la déflexion, ce qui modifie l'angle d'ouverture.
Si votre production est très diversifiée, la fabrication d'un petit nombre d'ouvertures en V standardisées (et la documentation des pièces qui les utilisent) améliore souvent la précision davantage que n'importe quelle mise à niveau de machine.
Utilisez une stratégie de support sur les pièces longues (car la gravité ajoute une “fausse déviation”).
Les pièces longues s'affaissent. Cet affaissement peut se manifester par un problème d'angle, un problème de longueur de bride ou une torsion apparaissant après déchargement.
Pour un pliage de précision, les supports de pièces doivent être intégrés à la conception du processus. Ceci est particulièrement important lorsque l'assemblage du client exige une rectitude et des brides de retour régulières.
Comment évaluer la précision d'une presse plieuse hydraulique (Plan de test d'acceptation simple)
Si un acheteur souhaite des preuves, présentez-lui un plan de test plutôt qu'une promesse. Les meilleurs tests d'acceptation simulent une charge réelle sur une durée réelle et mesurent les résultats à plusieurs stations.
Matrice de tests d'acceptation suggérée (côté acheteur)
| Test | Matériel | Épaisseur | Longueur de courbure | Méthode | Que mesurer |
|---|---|---|---|---|---|
| uniformité de courbure longue | acier doux | milieu de gamme | Pratique proche du maximum | Courbure de l'air | Carte angulaire sur toute la longueur |
| sensibilité à la charge | Même | Deux épaisseurs | Même | Courbure de l'air | Variation de tonnage en fonction de l'écart angulaire |
| Répétabilité | Même | Même | Même | Même | Répétabilité angulaire d'une pièce à l'autre |
| Démonstration en boucle fermée (optionnelle) | Même | Même | Même | Courbure de l'air | Contrôle de l'angle de premier impact par détection |
Ce type de plan renforce la crédibilité de votre marketing car il démontre que vous considérez la précision comme un résultat technique, et non comme un simple slogan. Il rassure également l'acheteur, ce qui accélère sa prise de décision.
Où KRRASS s'intègre pour un pliage axé sur la précision
KRRASS fournit des presses plieuses hydrauliques aux usines du monde entier qui exigent à la fois un débit élevé et une qualité constante. La meilleure façon de vendre la précision est de vendre une stratégie complète de gestion de la déviation, y compris la configuration de couronnement appropriée, la documentation du processus et (le cas échéant) le contrôle basé sur la mesure.
Si un client rencontre des difficultés pour assurer la régularité du profilage des pièces longues, votre meilleure solution consiste en un diagnostic rapide : analysez la gamme de pièces, les tolérances requises, les matériaux habituels et les longueurs de pliage maximales, puis recommandez la méthode de bombage et de vérification la plus adaptée. Cela permet d’aligner les spécifications de la machine sur les besoins réels du client et de réduire les risques liés à la mise en service.
Conception d'une presse plieuse hydraulique pour une précision stable sous charge
La précision d'une presse plieuse hydraulique s'améliore considérablement lorsque la machine est conçue pour avoir un comportement prévisible. après application du tonnage, et pas seulement lorsque le vérin se déplace “ à vide ”. Concrètement, cela signifie concevoir la structure, le système de bombage, la stratégie de détection (le cas échéant) et le flux de travail de vérification comme un système de précision intégré.
La gestion de la déflexion est au cœur de ce système car le bombage existe spécifiquement pour compenser la déflexion normale entre le banc et le piston, qui modifie autrement l'angle de courbure résultant sur toute la longueur. Métallurgie canadienne
La structure d'abord : la rigidité réduit la sensibilité
Un système de bombage robuste peut compenser la déformation, mais il est toujours plus facile de corriger une petite déformation stable qu'une grande déformation instable. Un bâti plus rigide réduit la compensation nécessaire et diminue également la sensibilité du procédé aux petites variations de tonnage, de matériau ou d'outillage.
Du point de vue de l'acheteur, cela se traduit par un point simple : deux presses plieuses hydrauliques peuvent toutes deux présenter un bombage, mais celle qui offre une meilleure rigidité nécessitera moins d'essais de pliage et maintiendra l'angle de manière plus constante sur une plus grande variété de pièces.
Pourquoi la longueur est le multiplicateur caché (le problème L⁴)
Même si vous n'utilisez jamais les équations des poutres au quotidien, le comportement à l'échelle est extrêmement instructif pour la flexion. Pour une poutre simplement appuyée soumise à une charge uniformément répartie, la mécanique classique donne une flèche maximale au milieu de la portée proportionnelle à 5 w L⁴ / (384 EI), ce qui signifie que la déviation augmente avec la longueur à la puissance quatre.
Cette mise à l'échelle explique pourquoi un coude qui paraît parfait à 1 mètre peut devenir difficile à 2 mètres, même si tout le reste reste “ similaire ”. Si la longueur double et que tout le reste est comparable, le terme L⁴ à lui seul suggère que la tendance à la flèche peut augmenter d'environ 16×, C’est pourquoi la précision des pièces longues exige un bombage et un réglage rigoureux.
Les hypothèses concernant la rigidité des matériaux restent importantes.
De nombreux calculs industriels supposent que le module de Young de l'acier est d'“ environ 200 GPa ”, et les ouvrages d'ingénierie indiquent qu'il s'agit d'une pratique courante pour toutes les nuances d'acier (même en reconnaissant les variations dans le monde réel). Mine des érudits
Concernant la précision de votre presse plieuse hydraulique, l'implication est pratique : même si la rigidité du matériau est relativement stable, variation de la résistance et du retour élastique La charge requise peut varier, et la charge modifie la déflexion. Lorsque les acheteurs se plaignent de dérives angulaires d'un lot à l'autre, la cause principale est souvent la variation de charge plutôt que le positionnement de la machine.“
Le couronnement réussi : ce qui le rend vraiment efficace

Le bombage n'est pas une simple case à cocher. Il s'agit d'une courbe de contre-déviation contrôlée qui doit être appliquée correctement sur toute la longueur pour garantir une pénétration du poinçon uniforme de gauche à droite.
La couronne doit couvrir toute la longueur, et non pas “ la majeure partie ”.”
Un système de bombage réglable est plus efficace lorsqu'il couvre toute la longueur de la machine, car l'outillage supérieur doit pénétrer l'outillage inférieur à la même profondeur sur toute la zone de travail. Outils Wila
Voici l'une des explications les plus claires pour l'acheteur. Elle permet de passer d'une discussion sur de vagues “ affirmations de précision ” à une exigence physique que tout ingénieur en cintrage expérimenté comprend immédiatement.
Bombage mécanique ou hydraulique : un cadre de décision que les acheteurs comprennent
Une manière crédible d'expliquer les options de bombage consiste à montrer comment chacune se comporte en production. Le bombage mécanique par coin est généralement robuste et reproductible, tandis que le bombage hydraulique est généralement plus facilement ajustable en fonction des différentes charges, notamment dans les productions à forte mixité.
Les systèmes de bombage sont conçus pour compenser la déformation normale entre le plateau et le vérin ; le choix approprié dépend donc de la fréquence à laquelle le client change de matériau, d'épaisseur et de longueur de pliage.
Un “ diagnostic de modèles ” de pointe en atelier qui réduit les conjectures
Lorsqu'un acheteur rencontre des difficultés avec la régularité des pièces longues, il observe généralement l'un des trois schémas suivants. Ces schémas s'expliquent clairement sans nécessiter de calculs complexes et permettent d'apporter des corrections efficaces.
| Motif angulaire sur toute la longueur | Ce que cela indique habituellement | Meilleure première correction |
|---|---|---|
| Le centre est plus ouvert que les extrémités. | Déflexion sous-compensée | Augmenter le bombage (relever la courbe centrale) |
| Le centre est plus serré que les extrémités. | Déviation surcompensée | Réduisez le bombement et revérifiez l'assise. |
| Un côté constamment hors service | Positionnement, alignement ou chargement inégal des outils | Remettre l'outillage en place, vérifier le serrage, contrôler la symétrie de la charge. |
Cette table devient encore plus performante lorsqu'elle est utilisée conjointement avec un simple schéma d'angles “ gauche-centre-droite ”. Une presse plieuse hydraulique avec bombage programmable permet des réglages plus rapides et plus précis d'un poste à l'autre.
Choix de l'outillage et de l'ouverture en V : la précision commence par la charge que vous créez
La précision d'une presse plieuse hydraulique est fortement influencée par le tonnage appliqué. Le choix de l'outillage ne se limite donc pas à la simple mise en forme ; il s'agit d'un levier essentiel pour maîtriser la charge, la déformation et la répétabilité.
La règle des 8 : un point de départ pratique, pas une loi
Une directive industrielle largement citée est la “ règle des 8 ”, qui stipule que l'ouverture de la puce en V est d'environ 8 fois l'épaisseur du matériau pour le cintrage à l'air de l'acier doux.
Il est important de noter que de nombreuses références expliquent que cette règle empirique est liée à des hypothèses matérielles communes concernant résistance à la traction de 60 000 PSI pour les tableaux d'acier doux, c'est pourquoi cette directive fonctionne de manière fiable comme point de départ, mais elle nécessite tout de même un ajustement pour les matériaux à haute résistance ou les exigences de rayon spéciales.
Pourquoi l'ouverture en V contrôle le risque de déviation
Lorsque l'ouverture en V diminue, le tonnage requis augmente rapidement. Cette augmentation de tonnage entraîne une augmentation de la flèche, rendant le bombage plus sensible et critique pour obtenir un angle constant sur toute la longueur.
Pour les acheteurs, il s'agit d'un point essentiel à retenir : s'ils optent pour une ouverture en V plus petite afin d'obtenir un rayon intérieur plus serré, ils doivent s'attendre à une demande de tonnage plus élevée et privilégier une presse plieuse hydraulique dotée d'un système de bombage bien conçu et d'une rigidité structurelle stable.
Tableau — Quels éléments modifient le plus la charge (et donc la déflexion) ?
| Changement que vous faites | Qu’advient-il du tonnage ? | Que devient la sensibilité à la déviation |
|---|---|---|
| Augmenter l'épaisseur | La charge augmente fortement (elle domine souvent le changement). | Le risque de déviation augmente fortement, le bombage devient plus critique. |
| Utiliser une ouverture en V plus petite | la charge augmente | La déviation augmente, la dispersion angulaire est plus probable |
| Utilisez un matériau plus résistant. | la charge augmente | Plus de retour élastique + charge plus élevée, donc le contrôle devient plus important |
| Augmenter la longueur de courbure | augmentation du tonnage total | L'écart angulaire sur la partie longue devient le principal risque |
C’est pourquoi les acheteurs sérieux abordent les questions de “ précision ” et de “ stratégie d’outillage ” lors d’une même discussion. Si un fournisseur est incapable d’expliquer l’influence de l’outillage sur la charge, ses affirmations concernant la précision ont tendance à s’avérer erronées en production.
Mesure adaptative de la flexion et de l'angle : lorsque vous avez besoin d'une précision qui résiste aux variations des matériaux
Le bombage compense la déformation structurelle de la machine. La flexion adaptative et la mesure d'angle compensent la partie imprévisible: variations de matériaux, dérive élastique et réalités de production.
La flexion adaptative expliquée en une phrase
Un système de contrôle d'angle adaptatif contrôle l'angle en temps réel pendant le processus de pliage, permettant à la machine de s'adapter aux variations de matériau et de les compenser.
Cette définition est puissante car elle en définit correctement la valeur. Il ne s'agit pas d'“ automatisation pour le simple plaisir d'automatiser ” ; il s'agit de boucler la boucle Ainsi, le premier tir est plus proche de la cible même si la feuille de papier se comporte différemment.
Systèmes laser : fonctionnement et réduction des déchets
Les descriptions commerciales du pliage adaptatif expliquent que des lasers mesurent constamment l'angle de la pièce pendant le pliage et ajustent les paramètres de contrôle afin que l'angle résultant corresponde à la conception définie, même en cas de variations d'épaisseur ou de grain.
Les discussions industrielles sur la mesure d'angle en temps réel soulignent également qu'un véritable système en temps réel fournit un retour d'information à la commande de la machine afin que le positionnement du vérin produise un cintrage précis.
Les données de mesure d'angle en temps réel peuvent être plus riches qu'un simple angle.“
Certaines solutions de mesure d'angle décrivent la fourniture de données de mesure d'angle en temps réel qui incluent les angles intérieurs/extérieurs, les informations sur l'angle de retour élastique et les résultats de mesure associés. Lazersafe
En termes clients, cela signifie moins de corrections manuelles, moins de pièces d'essai et une production plus stable lorsque l'usine traite des lots mixtes ou achète des tôles auprès de plusieurs fournisseurs.
Quelles sont les précisions et les tolérances réalistes (et comment les communiquer de manière crédible)
On surestime souvent la précision des presses plieuses hydrauliques car on confond “ positionnement des axes ” et “ résultat du pliage ”. Pour instaurer la confiance, il est essentiel d'énoncer des tolérances de processus réalistes et d'expliquer précisément quels choix technologiques permettent de les améliorer.
Tolérances typiques d'angle de pliage par méthode
Pour des conseils généraux en ingénierie, les recommandations typiques citent souvent la maîtrise de l'air comme étant moins précis que bas et monnaie, avec des valeurs représentatives telles que la courbure de l'air autour de ±1°, le fond autour de ±0,5° et le frappe autour de ±0,25° dans certains contextes de conseils de conception. Xométrie Pro
Certaines sources générales citent une précision de l'angle de pliage à l'air d'environ ±0,5° dans certaines conditions, ce qui constitue un point de référence utile lorsqu'on explique que les résultats réels dépendent de la variation du matériau et du contrôle du processus. Wikipédia
Comment présenter cela aux acheteurs sans faire de promesses excessives ?
On peut affirmer sans hésiter qu'une presse plieuse hydraulique de haute qualité, dotée d'un bombage robuste, d'axes stables et d'un flux de travail rigoureux, permet d'obtenir des angles constants pour la plupart des applications industrielles. De plus, les systèmes de mesure en boucle fermée réduisent les essais de pliage et améliorent la stabilité, même en cas de variations de matériaux. Ceci correspond à la description du pliage adaptatif dans la documentation technique : le système s'adapte aux variations et les compense pendant le pliage.
Cette approche préserve la crédibilité car elle lie la performance aux conditions et à la stratégie de contrôle au lieu de prétendre à un “ chiffre unique ” irréaliste pour chaque tâche.
Vérification et essais d'acceptation : emprunter la discipline aux normes de positionnement ISO
Bien qu'une presse plieuse hydraulique ne soit pas une fraiseuse, les acheteurs tiennent compte des méthodes d'essai normalisées. La norme ISO 230-2:2014 décrit les méthodes d'essai et d'évaluation de la précision et de la répétabilité du positionnement des axes à commande numérique, offrant ainsi un cadre utile pour vérifier le comportement des mouvements des machines à commande numérique. ISO
Les recherches portant sur la norme ISO 230-2 soulignent également des considérations pratiques telles que la densité de points de mesure recommandée pour les axes jusqu'à certaines longueurs, ce qui renforce l'idée que la vérification doit être systématique plutôt que “ une seule mesure et c'est tout ”.” ScienceDirect
Test d'acceptation convivial pour l'acheteur pour le contrôle de la déflexion des coudes longs
Un test d'acceptation pratique et convaincant pour les clients expérimentés est simple : choisir une longueur de cintrage adaptée à leurs pièces, effectuer un cintrage à l'air sous une force réaliste, puis mesurer les angles à plusieurs points le long du cintrage. Il suffit ensuite d'ajuster le bombage si nécessaire et de vérifier que l'écart angulaire respecte les tolérances du client.
Cela confirme directement l'affirmation selon laquelle le bombage compense la déformation du lit/vérin qui affecte l'angle résultant.
Retour sur investissement du contrôle de la déflexion : pourquoi le bombage et les systèmes à boucle fermée sont rentables

Les fonctionnalités de précision sont souvent perçues comme un “ coût supplémentaire ”, mais la précision de pliage génère presque toujours des retours financiers tangibles. Ces retours se traduisent généralement par une réduction du temps de réglage, des rebuts et des retouches, ainsi que par une meilleure fiabilité des délais.
Un modèle de retour sur investissement simple que les acheteurs peuvent comprendre.
Vous trouverez ci-dessous un modèle prudent que vous pouvez utiliser dans vos échanges marketing et commerciaux. Il ne vous oblige pas à affirmer un retour sur investissement universel ; il aide l’acheteur à l’estimer en fonction de ses propres chiffres.
| Variable | Exemple conservateur | Notes |
|---|---|---|
| Nombre de pièces par jour affectées par les coudes longs | 120 pièces | N'utilisez que les parties où l'écartement angulaire sur une grande longueur engendre des rebuts/reprises. |
| Taux de rebut/reprise aujourd'hui | 4% | De nombreuses usines sous-estiment ce phénomène car les retouches ne sont pas enregistrées comme des rebuts. |
| Taux de rebut/reprise après discipline de couronnement | 1.5% | L'amélioration provient d'un nombre réduit de pièces d'essai et d'un nombre réduit de “ défaillances de la cartographie angulaire ”.” |
| Coût par pièce mise au rebut/retravaillée | $18 | Inclut la main-d'œuvre, les matériaux et les perturbations d'horaire. |
| jours ouvrables annuels | 250 | S'adapter à la réalité du client |
| Économies annuelles estimées | $13,500 | (120×250×(4%-1,5%)×$18) |
Ce tableau est convaincant car il est transparent et ajustable. Il permet également de justifier pourquoi la couverture du bombage et les fonctions de correction en temps réel ne sont pas des “ options de luxe ” lorsque le client réalise des pièces longues.
FAQ : Gestion de la précision et de la déformation des presses plieuses hydrauliques
Qu’est-ce qui provoque des angles incohérents le long d’un coude long sur une presse plieuse hydraulique ?
La cause la plus fréquente est la déformation normale entre le banc et le piston sous charge, ce qui modifie les conditions de formage effectives sur toute la longueur. Les systèmes de bombage sont conçus spécifiquement pour compenser cette déformation et maintenir un angle de pliage constant.
Le bombage garantit-il des angles parfaits pour chaque lot de matériau ?
Le bombage compense le comportement structurel de la machine, mais n'élimine pas les variations de matériau ni les différences de retour élastique. Les systèmes de pliage adaptatifs sont conçus pour s'adapter aux variations de matériau et les compenser pendant le pliage ; c'est pourquoi ils sont souvent utilisés lorsque la variabilité des lots est importante.
Pourquoi la modification de l'ouverture de la matrice en V affecte-t-elle autant la précision ?
Les variations d'ouverture en V nécessitent un tonnage spécifique, et ce tonnage influe sur la flèche. La “ règle des 8 ” (V ≈ 8 × épaisseur pour le cintrage à l'air de l'acier doux) est largement utilisée comme point de départ stable, car elle assure un bon équilibre entre charge et répétabilité dans des conditions courantes.
Quand une usine devrait-elle envisager la mesure d'angle en temps réel ?
Les usines devraient envisager cette solution pour la production de pièces très diversifiées, en cas de forte variabilité des matériaux ou lorsque les exigences de tolérance les contraignent à réduire le nombre de pièces d'essai. La documentation spécialisée décrit le contrôle d'angle en temps réel et le pliage adaptatif laser comme des systèmes mesurant l'angle pendant le formage et s'ajustant pour obtenir le résultat souhaité.
Comment un acheteur peut-il vérifier les “ affirmations concernant la précision ” d'une presse plieuse hydraulique ?
Il convient d'exiger un essai de charge sur une longueur de pliage similaire à celle des pièces, de mesurer les angles à plusieurs stations et de vérifier la répétabilité sur plusieurs pièces. Il est également utile d'appliquer une approche standardisée à la vérification des axes ; la norme ISO 230-2 constitue une référence reconnue pour les méthodes d'essai de la précision et de la répétabilité du positionnement des axes à commande numérique. ISO
Conclusion pratique : comment vendre la précision sans faire de promesses excessives
Si vous voulez votre “presse plieuse hydraulique Pour que le positionnement ” précision » soit crédible, il doit être ancré dans la gestion des déformations. Vous pouvez affirmer clairement que le bombage compense la déformation normale du banc/vérin qui, autrement, entraînerait une variation d'angle le long des courbes longues, et vous pouvez le démontrer par un test d'acceptation de cartographie angulaire.
Si le principal problème du client est la variation des matériaux et la dérive due au retour élastique, vous introduisez alors le pliage adaptatif comme couche suivante : une approche décrite dans la littérature spécialisée comme s’adaptant aux variations des matériaux et compensant en temps réel.




