Vous êtes-vous déjà interrogé sur l'art et la précision qui se cachent derrière le pliage de la tôle ? Dans cet article de blog détaillé, nous explorons le processus fascinant de transformation des tôles en formes complexes. Notre ingénieur mécanicien expert dévoile les secrets des différentes techniques de pliage, du pliage sur presse plieuse au pliage en moule, en abordant des matériaux comme l'aluminium et l'acier. Découvrez les équipements et méthodes essentiels qui font du pliage de la tôle une étape cruciale de la fabrication métallique moderne.
pliage de tôle Le formage par noyau est un procédé utilisé pour modifier la géométrie des tôles ou panneaux métalliques en créant des plis angulaires autour d'un axe droit. Cette méthode polyvalente permet de réaliser divers profils, tels que des formes en V, en U et même des formes plus complexes, ce qui la rend essentielle à la fabrication de composants dans des secteurs comme l'automobile, l'aérospatiale et la construction.
Deux méthodes principales dominent pliage de tôle: cintrage de moule et presse plieuse flexion. Chaque méthode présente des avantages distincts et convient à des besoins de production différents :
- Cintrage de moules:
- Idéal pour les pièces aux géométries complexes et aux structures sophistiquées.
- Convient aussi bien aux prototypes en petite série qu'aux productions en grande série.
- Utilise des matrices conçues sur mesure pour des résultats précis et reproductibles
- Garantit une excellente stabilité dimensionnelle et une qualité constante
- pliage sur presse plieuse:
- Idéal pour les composants en tôle de grande taille
- Flexible, permettant des changements rapides entre différents profils de pliage
- Rentable pour les volumes de production faibles à moyens
- Offre un contrôle précis des angles et des rayons de pliage grâce à un outillage réglable.
Le choix entre ces méthodes dépend de facteurs tels que la complexité des pièces, le volume de production, les propriétés des matériaux et les tolérances requises. Ces deux techniques jouent un rôle crucial dans l'usinage moderne. techniques de pliage des métaux, offrant des caractéristiques uniques adaptées à des besoins de fabrication spécifiques.

1. Matériaux et métaux courants
pliage de tôle Le choix des matériaux est un processus essentiel dans la fabrication moderne, car il influe considérablement sur les performances et la rentabilité des produits. Cette section explore les métaux les plus couramment utilisés. pliage de tôle, en mettant en évidence leurs propriétés, leurs applications et leurs caractéristiques uniques qui influent sur leur formabilité et la qualité globale du produit final.
Acier
L'acier, un alliage de fer et de carbone, est la pierre angulaire de pliage de tôle Grâce à son rapport résistance/coût exceptionnel et à sa polyvalence, l'acier se décline en différentes nuances offrant des propriétés adaptées à diverses applications de pliage.
- Acier doux (acier à faible teneur en carbone)Ce matériau contient de 0,051 à 0,251 % de carbone, ce qui lui confère une excellente formabilité et soudabilité. Sa faible limite d'élasticité facilite le pliage, le rendant idéal pour les panneaux de carrosserie automobile, les composants structuraux et la fabrication générale. Cependant, sa sensibilité à la corrosion exige l'application de revêtements protecteurs pour de nombreuses applications.
- Acier inoxydableAllié à un minimum de 10,51 % de chrome (TP3T), l'acier inoxydable offre une résistance supérieure à la corrosion grâce à la formation d'une couche d'oxyde de chrome auto-cicatrisante. Les nuances courantes comprennent :
- 304 (austénitique): Offre une excellente formabilité et une résistance à la corrosion ; largement utilisé dans les équipements de transformation alimentaire et les dispositifs médicaux.
- 316 (austénitique)Résistance accrue à la corrosion grâce à sa teneur en molybdène ; particulièrement adaptée aux environnements marins et de traitement chimique.
- 430 (ferritique): Magnétique avec une bonne formabilité ; couramment utilisé dans les garnitures automobiles et les appareils électroménagers.
- Acier à haute résistance et faiblement allié (HSLA)Offrant une résistance et une formabilité supérieures à celles de l'acier doux, grâce à l'ajout d'éléments de micro-alliage comme le niobium ou le vanadium, les aciers HSLA sont de plus en plus utilisés dans les industries automobile et aérospatiale pour réduire le poids tout en préservant l'intégrité structurelle.
Aluminium
Les alliages d'aluminium offrent un équilibre optimal entre légèreté, résistance à la corrosion et formabilité, ce qui les rend essentiels dans les industries qui privilégient la réduction du poids et la durabilité :
- Alliage 5052Reconnu pour son excellente formabilité et sa résistance à la corrosion ; couramment utilisé dans les applications marines, les boîtiers électroniques et les réservoirs de carburant.
- Alliage 6061Offre une bonne résistance et une bonne soudabilité ; largement utilisé dans les composants structuraux, les équipements de transport et les pièces de machines.
- Alliage 3003: Présente une grande formabilité et une résistance modérée ; idéal pour une utilisation générale travail de la tôle, des composants de systèmes de chauffage, ventilation et climatisation, et des ustensiles de cuisine.
Principaux avantages de l'aluminium dans pliage de tôle inclure:
- Rapport résistance/poids supérieur, permettant des conceptions légères
- Résistance naturelle à la corrosion grâce à la formation d'une couche d'oxyde
- Compatibilité avec diverses techniques de finition de surface, notamment l'anodisation et le revêtement en poudre
- Excellente conductivité thermique et électrique
Cuivre
La combinaison unique de conductivité électrique élevée, de propriétés de gestion thermique et de formabilité du cuivre le rend irremplaçable dans certaines applications :
- conductivité électrique: 100% IACS (Norme internationale du cuivre recuit), établissant la référence pour les applications électriques.
- conductivité thermique: 401 W/(m·K), facilitant une dissipation thermique efficace dans les systèmes de gestion thermique.
- propriétés antimicrobiennesCaractéristiques intrinsèques qui rendent le cuivre adapté aux applications dans le secteur de la santé et les espaces publics.
Qualités courantes de cuivre pour pliage de tôle inclure:
- C11000 (Pas électrolytique résistant)Reconnu pour sa haute conductivité, il est couramment utilisé dans les barres omnibus électriques et les toitures.
- C12200 (DHP Cuivre): Offre une excellente formabilité, ce qui la rend idéale pour les applications de plomberie et de CVC.
Laiton
Le laiton, un alliage principalement composé de cuivre et de zinc, offre une combinaison unique de propriétés qui le rendent précieux pour des applications à la fois fonctionnelles et esthétiques :
- Excellente usinabilité et formabilitéPermet la création de formes complexes et de détails fins.
- résistance à la corrosionParticulièrement efficace en eau douce.
- apparence attrayanteSa teinte dorée en fait un choix populaire pour les éléments décoratifs et architecturaux.
Alliages de laiton courants utilisés dans pliage de tôle inclure:
- C26000 (Cartographie en laiton)Composé de 70% Cu et de 30% Zn ; connu pour son excellente formabilité et couramment utilisé dans la quincaillerie et les douilles de munitions.
- C36000 (Laiton décolleté)Contient du plomb pour améliorer l'usinabilité ; idéal pour les composants de précision.
Lors de la sélection des matériaux pour pliage de tôle, Il est donc crucial de prendre en compte non seulement les propriétés des matériaux, mais aussi les exigences spécifiques de pliage, telles que le rayon de courbure, la compensation du retour élastique et le risque de fissuration sous contrainte. Les outils avancés d'analyse par éléments finis (FEA) et de simulation sont de plus en plus utilisés pour optimiser le choix des matériaux et les paramètres de pliage, garantissant ainsi des résultats optimaux dans des applications complexes. formage de tôle opérations.
2. Techniques de pliage
Courbure de l'air
Le cintrage de l'air est une technique polyvalente et largement utilisée dans fabrication de tôlerie. Le procédé consiste à positionner la pièce sur une matrice en forme de V tandis qu'un poinçon descend pour appliquer une pression contrôlée. Lors de la pénétration du poinçon, la tôle se déforme élastiquement et plastiquement, créant ainsi un pli. L'angle de pli final est déterminé par la profondeur de pénétration du poinçon, les propriétés du matériau (telles que la limite d'élasticité et l'épaisseur) et la largeur d'ouverture de la matrice. Les principaux avantages du pliage à l'air sont les suivants :
- Faibles coûts d'outillage, car plusieurs angles peuvent être obtenus avec un seul jeu d'outils.
- Flexibilité accrue, permettant des réglages d'angle rapides sans changer d'outils.
- Usure réduite de la matrice, car la tôle ne se conforme pas entièrement à la forme de la matrice.
- Exigences de tonnage minimales, permettant l'utilisation de presses plieuses de plus petite capacité.
Création de monnaie
Le poinçonnage est une technique de pliage de précision qui utilise une force importante pour déformer plastiquement la tôle et la mouler dans une cavité. Lors de ce procédé, le poinçon et la matrice sont pressés l'un contre l'autre, la pièce étant prise en sandwich entre eux. Le matériau s'écoule alors et épouse précisément la géométrie de l'outillage. Cette méthode présente plusieurs avantages :
- Précision et répétabilité exceptionnelles, avec des tolérances aussi serrées que ±0,1°.
- Réduction significative des effets de retour élastique grâce à une déformation plastique complète.
- Augmentation de la résistance du matériau dans la zone de pliage grâce à l'écrouissage.
- Capacité à créer des formes complexes et des reliefs en une seule opération.
Flexion en trois points
Le pliage en trois points est une technique fondamentale utilisée aussi bien pour les essais de matériaux que pour les applications de fabrication pratique. Dans cette méthode, la tôle est soutenue en deux points, une force contrôlée étant appliquée en un troisième point situé entre ces supports. Cette approche permet :
- Répartition uniforme des contraintes et des déformations sur l'ensemble de l'échantillon ou de la pièce.
- Des informations précieuses sur le comportement des matériaux sous charges de flexion, notamment la limite d'élasticité et le module d'élasticité.
- Polyvalence permettant de tester différents matériaux et épaisseurs.
- Capacité à réaliser des pliages précis et répétables en environnement de production.
- Données utiles pour l'analyse par éléments finis (FEA) et les simulations d'ingénierie assistée par ordinateur (CAE).
Cintrage en V
Le pliage en V est une technique fondamentale dans le industrie de la tôlerie, Offrant un équilibre entre polyvalence et précision, ce procédé utilise un poinçon en V et une matrice correspondante pour appliquer une pression et former l'angle de pliage souhaité. Ses principales caractéristiques sont les suivantes :
- Haute précision et exactitude, avec des tolérances typiques de ±0,5° à ±1°.
- Cohérence entre les différentes pièces grâce à la géométrie fixe de l'outillage.
- Une large gamme de rayons de courbure et d'angles est possible en faisant varier la taille des matrices et la pénétration du poinçon.
- Capacité à travailler une large gamme d'épaisseurs et de types de matériaux.
- Marquage réduit sur les matériaux sensibles par rapport au frappe de pièces.
3. Équipement de pliage
Presse plieuse
Les presses plieuses sont des machines polyvalentes utilisées dans pliage de tôle qui offrent une grande précision et une excellente répétabilité pour la production de formes complexes. Elles utilisent un système de poinçonnage et de matrice pour appliquer une force concentrée sur la pièce, créant ainsi des pliages précis. Les presses plieuses modernes se déclinent en différentes configurations, notamment des modèles hydrauliques, mécaniques et électriques servo-motorisés, chacun répondant à des besoins de production spécifiques.
- Hydraulique: Offre une force constante tout au long de la course, ce qui la rend idéale pour les applications intensives.
- Mécanique: Permet un fonctionnement à grande vitesse, adapté à la production en grande série de pièces simples.
- Servo électriqueOffre une précision et une efficacité énergétique supérieures, idéales pour les composants de précision.
La capacité d'une presse plieuse est déterminée par des facteurs tels que la longueur de travail, la force de poussée et la sophistication du système de commande. Les presses plieuses à commande numérique (CNC) de pointe permettent des opérations de pliage multiaxes complexes, des changements d'outils et un contrôle en temps réel de la force pour des résultats optimaux.
Plieuse
Les machines de pliage, également appelées cintreuses de panneaux, sont des équipements spécialisés conçus pour la production efficace de pièces complexes de grande taille. pièces en tôle. Elles utilisent une poutre de serrage pour maintenir la pièce et une lame de pliage pour réaliser des pliages précis. Cette conception permet la manipulation de tôles de grande taille et la réalisation de pliages multiples sans repositionnement du matériau.
- Manuel: Exploité par des techniciens qualifiés pour la production en petites séries ou le prototypage.
- Automatisé: Doté de commandes CNC pour la production en grande série de pièces complexes avec une intervention minimale de l'opérateur.
Les machines plieuses excellent dans le traitement d'une large gamme de matériaux, notamment l'aluminium, l'acier inoxydable et l'acier galvanisé. Leur conception unique permet souvent de réduire les marques sur les matériaux sensibles et de produire des pièces avec des brides plus courtes qu'avec les presses plieuses traditionnelles.
matrices de pliage
Les matrices de pliage sont des composants essentiels dans formage de tôle, influençant directement la géométrie, la précision et la qualité de surface de la pièce finale. Elles sont fabriquées à partir de matériaux haute performance tels que l'acier à outils, les alliages renforcés de carbure ou le carbure de tungstène afin de garantir leur longévité et de maintenir leur précision même en cas d'utilisation répétée.
- V-diesPolyvalent et largement utilisé pour le cintrage à l'air et le cintrage par le bas, disponible en différents angles pour obtenir différents rayons de courbure.
- matrices de pliage rotatives: Dotées d'éléments rotatifs qui réduisent considérablement la friction, elles sont idéales pour les matériaux sensibles aux rayures ou lors du travail sur des surfaces préfinies.
- Essuyage des matricesUtilisez un mouvement d'essuyage pour créer des courbes à rayon serré, souvent utilisées dans la production de profils et de canaux complexes.
Les matrices de conception avancée peuvent intégrer des fonctionnalités telles que des patins de pression à ressort pour un meilleur contrôle du matériau ou des plaquettes en carbure pour une durée de vie accrue de l'outil dans les environnements de production à grand volume. Le choix des matrices appropriées est crucial pour atteindre les tolérances souhaitées, minimiser le retour élastique et optimiser l'efficacité globale du pliage.
4. Normes et certifications
Normes ISO
Afin de garantir la qualité, la sécurité et la constance dans pliage de tôle Pour les opérations de pliage de tôle, le respect de normes internationales spécifiques est essentiel. L'Organisation internationale de normalisation (ISO) élabore et met à jour ces réglementations. Les normes pertinentes pour le pliage de tôle comprennent :
- ISO 9013Cette norme spécifie les exigences relatives aux méthodes de découpe thermique, notamment la découpe laser et la découpe plasma, fréquemment utilisées pour la préparation des tôles avant pliage. Elle définit les caractéristiques de qualité, les conditions techniques de livraison et les tolérances des surfaces découpées thermiquement.
- ISO 16630Cette norme décrit les méthodes d'essais mécaniques permettant de vérifier l'intégrité structurelle et les propriétés mécaniques des tôles. Elle décrit en particulier la procédure d'essai d'aplatissement des tubes, essentielle pour évaluer la formabilité et la ductilité des produits tubulaires métalliques.
- ISO 7438Cette norme décrit en détail la méthode d'essai de pliage des matériaux métalliques, essentielle pour évaluer la ductilité et la formabilité des tôles utilisées dans les opérations de pliage.
- ISO 6892-1Cette norme spécifie la méthode d'essai de traction des matériaux métalliques à température ambiante, fournissant des données précieuses sur les propriétés des matériaux qui influencent le comportement en flexion.
Le respect des normes ISO garantit que pliage de tôle Ces opérations permettent de produire des produits fiables et de haute qualité pour divers secteurs et applications, tout en facilitant le commerce et la collaboration internationaux.
Normes ASTM
L'American Society for Testing and Materials (ASTM) joue un rôle essentiel dans pliage de tôle L'industrie est réglementée par l'établissement et le maintien de normes. Les principales normes ASTM relatives au pliage de la tôle comprennent :
- ASTM A6/A6MCette norme définit les exigences générales relatives aux tôles, profilés, palplanches et barres d'acier laminées utilisés dans diverses applications, notamment le pliage de tôles. Elle couvre les tolérances dimensionnelles, les variations admissibles et les procédures d'essai.
- ASTM A480/A480MCette norme spécifie les exigences générales relatives aux tôles, feuilles et bandes laminées à plat en acier inoxydable et en acier réfractaire utilisées pour le pliage de la tôle. Elle comprend des détails sur la composition chimique, les propriétés mécaniques et les exigences en matière d'état de surface.
- ASTM E290Cette norme définit les méthodologies de réalisation d'essais de pliage sur des matériaux métalliques afin d'évaluer leur ductilité et leur formabilité. Elle fournit des lignes directrices pour différentes configurations d'essais de pliage, notamment les essais de pliage guidé et les essais de pliage libre.
- ASTM E8/E8MCette norme décrit les méthodes d'essai de traction des matériaux métalliques, essentielles pour déterminer les propriétés mécaniques qui influencent le comportement en flexion.
- ASTM B820Cette norme couvre les spécifications des feuilles métalliques utilisées dans l'isolation électrique, pertinentes pour le pliage de tôles dans les applications électriques et électroniques.
Le respect des normes ASTM garantit que pliage de tôle Les opérations respectent les exigences de l'industrie et garantissent un haut niveau de qualité des produits. Ces normes établissent également un langage commun aux fabricants, aux fournisseurs et aux clients, facilitant ainsi une communication et des attentes claires dans le secteur de la tôlerie.
5. Cintrage par moule
Le cintrage de moules est souvent choisi par les fabricants comme méthode de traitement pour les pièces structurelles avec une capacité annuelle supérieure à 5 000 pièces et des dimensions relativement petites, généralement autour de 300 x 300 mm.
5.1. Moules de cintrage courants
La figure 2 illustre les matrices de pliage couramment utilisées dans l'industrie. Afin d'améliorer la longévité et la durabilité des moules, il est conseillé d'intégrer des angles arrondis lors de la conception des pièces. Cette conception permet non seulement d'allonger la durée de vie des moules, mais aussi d'améliorer la qualité des pliages, garantissant ainsi des performances constantes. pliage de tôle opérations.

L'utilisation d'une matrice de pliage avec une hauteur de bride insuffisante peut entraîner de mauvais résultats de formage. Généralement, la hauteur de bride doit être d'au moins L ≥ 3t.L≥3t, où tt représente l'épaisseur de la paroi. Cette directive garantit des performances optimales pendant pliage de tôle, facilitant ainsi un flux de matériaux efficace et réduisant le risque de déformation ou de défauts dans la pièce finie.
5.2. Méthode de pliage par étapes
Pour les petites séries, on utilise souvent des gradins en Z, fabriqués à partir de tôles d'acier à profil bas, pliés à l'aide de moules simples sur des presses à poinçonner ou des presses hydrauliques. Pour les productions en plus grande quantité, on peut employer une matrice de pliage sur une cintreuse ; toutefois, la hauteur (H) doit généralement être comprise entre 0 et 1 fois l'épaisseur de paroi (t).
Lorsque la hauteur est comprise entre 1 et 4 fois l'épaisseur de la paroi, un moule muni d'un système de déchargement peut être nécessaire. Bien qu'il soit possible d'ajuster la hauteur en ajoutant une entretoise, il peut être difficile de maintenir la longueur (L) et l'alignement vertical du côté vertical. Si la hauteur dépasse cette plage, l'utilisation d'une presse plieuse est recommandée pour un meilleur contrôle et une plus grande précision. pliage de tôle.

6. Pliage par presse plieuse
Les machines à cintrer peuvent être classées en deux catégories : les machines à cintrer ordinaires et les machines à cintrer à commande numérique (CNC). Les machines à cintrer à commande numérique sont principalement utilisées pour… pliage de tôle dans les appareils de communication, où une grande précision et des formes de pliage complexes sont requises.
Le principe de fonctionnement de base consiste à façonner la pièce en tôle à l'aide d'un moule supérieur, appelé poinçon de pliage, et d'un moule inférieur, qui est la matrice en forme de V.
Avantages :
- Système de serrage pratique pour une installation efficace
- Un positionnement précis pour des résultats constants
- Vitesse de traitement rapide pour une productivité accrue
Inconvénients :
- Force de flexion limitée, restreignant les possibilités à des formes simples
- Rendement inférieur par rapport aux machines de pointe
6.1. Principes de base du formage
Le principe de base du formage est illustré dans la figure 4 :

Voici deux composants clés de la machine à cintrer :
6.1.1. Couteau de pliage (matrice supérieure)
La conception des couteaux de pliage est illustrée à la figure 1-20. Leur forme est principalement déterminée par la géométrie de la pièce à usiner.
Les fournisseurs d'outils de traitement proposent généralement un large choix de couteaux de pliage. Les fabricants spécialisés peuvent même réaliser sur mesure des couteaux aux formes et spécifications uniques pour répondre aux exigences des tâches de pliage complexes.
6.1.2. Matrice inférieure
La forme en V de la matrice inférieure est généralement définie comme V=6tV=6t, où tt représente l'épaisseur du matériau.
Plusieurs facteurs influencent le processus de pliage, notamment :
- Le rayon de l'arc du dé supérieur
- Les propriétés et l'épaisseur du matériau
- La résistance de la matrice inférieure
- La taille de l'ouverture en V dans la matrice inférieure
Pour répondre aux diverses exigences des produits, les fabricants ont standardisé les matrices de pliage tout en privilégiant la sécurité de la machine à plier.
Il est essentiel, lors du processus de conception structurelle, de bien comprendre les matrices de pliage disponibles.
La figure 5 montre le dé supérieur à gauche et le dé inférieur à droite.

Principes de base de la séquence du processus de pliage :
- Pliez de l'intérieur vers l'extérieur.
- Passer des virages les plus petits aux plus grands.
- Exécutez les formes spéciales avant les formes générales.
- S'assurer que les processus terminés n'affectent ni n'interfèrent avec les opérations ultérieures.

Les formes de pliage couramment observées dans les usines de sous-traitance sont illustrées à la figure 7.

6.2. Rayon de courbure
Le rayon de courbure est un facteur déterminant dans le pliage de la tôle, influençant considérablement la qualité et l'intégrité du produit final. Le choix d'un rayon de courbure approprié est essentiel ; il ne doit être ni trop grand ni trop petit.
Un rayon de courbure trop petit peut provoquer des fissures lors du pliage, compromettant ainsi l'intégrité du matériau. À l'inverse, un rayon de courbure trop grand peut engendrer un retour élastique excessif, rendant difficile l'obtention de l'angle souhaité.
Le tableau 1 présente le rayon de courbure préféré (rayon de courbure intérieur) pour différents matériaux en fonction de leur épaisseur.
| Matériel | État recuit | état d'écrouissage à froid | ||
|---|---|---|---|---|
| La position correspondante de la direction de la ligne de flexion et de la direction de la fibre | ||||
| verticale | parallèle | verticale | parallèle | |
| 08,10 | 0,1t | 0,4 t | 0,4 t | 0,8 t |
| 15,20 | 0,1 t | 0,5 t | 0,5 t | 1,0 t |
| 25,30 | 0,2 t | 0,6 t | 0,6 t | 1,2 t |
| 45,50 | 0,5 t | 1,0 t | 1,0 t | 1,7 t |
| 65 millions | 1,0 t | 2,0 t | 2,0 t | 3,0 t |
| Aluminium | 0,1 t | 0,35 t | 0,5 t | 1,0 t |
| Cuivre | 0,1 t | 0,35 t | 1,0 t | 2,0 t |
| laiton doux | 0,1 t | 0,35 t | 0,35 t | 0,8 t |
| Laiton semi-dur | 0,1 t | 0,35 t | 0,5 t | 1,2 t |
| Bronze phosphoreux | —— | —— | 1,0 t | 3,0 t |
Il est important de noter que les données présentées dans le tableau 1 sont données à titre indicatif uniquement et ne doivent pas être considérées comme définitives. En pratique, la plupart des fabricants utilisent des couteaux de pliage à angle arrondi de 0,3 mm, tandis que seuls quelques-uns optent pour un angle arrondi de 0,5 mm.
Le rayon de courbure intérieur de nos pièces en tôle est généralement de 0,2 mm. Ce rayon convient généralement aux tôles d'acier doux standard, aux tôles d'aluminium inoxydable, aux tôles de laiton et aux tôles de cuivre. Cependant, il peut s'avérer insuffisant pour l'acier à haute teneur en carbone, l'aluminium dur et l'aluminium ultra-dur. Dans ce cas, un rayon de courbure de 0,2 mm peut entraîner des ruptures par pliage, voire des fissures au niveau de l'angle extérieur.
6.3. Rebond en flexion

1) Angle de rebond (Δα)
L'angle de rebond est calculé comme suit :
Δα=ba
Où:
- b = angle réel de la pièce après rebond
- a = angle du moule
2) Taille de l'angle de rebond
L'angle de rebond à un coude d'air de 90° est présenté dans le tableau 2.
Tableau 2 Angle de rebond à un virage à 90 degrés
| Matériel | r/t | Épaisseur t (mm) | ||
|---|---|---|---|---|
| <0,8 | 0.8~2 | >2 | ||
| Acier à faible teneur en carbone | <1 | 4° | 2° | 0° |
| Laiton σb=350MPa | 1~5 | 5° | 3° | 1° |
| Aluminium, zinc | >5 | 6° | 4° | 2° |
| Acier au carbone moyen σb=400-500MPa | <1 | 5° | 2° | 0° |
| Cuivre jaune dur σb=350-400MPa | 1~5 | 6° | 3° | 1° |
| Bronze dur σb=350-400MPa | >5 | 8° | 5° | 3° |
| Acier à haute teneur en carbone σb>550MPa | <1 | 7° | 4° | 2° |
| 1~5 | 9° | 5° | 3° | |
| >5 | 12° | 7° | 6° | |
Facteurs influençant le rebond et mesures pour le réduire
L'amplitude de l'angle de rebond est directement proportionnelle à la limite d'élasticité du matériau et inversement proportionnelle à son module d'élasticité (E). Par conséquent, pour la fabrication de pièces en tôle de haute précision, il est conseillé d'utiliser de l'acier à faible teneur en carbone plutôt que de l'acier à haute teneur en carbone ou de l'acier inoxydable afin de minimiser le rebond.
Il est essentiel de comprendre que le degré de déformation diminue lorsque le rayon de courbure relatif (r/t) augmente. Inversement, l'angle de rebond (Δα) augmente lorsque le rayon de courbure relatif diminue.
Pour une meilleure précision, il est recommandé de concevoir les pliages de tôle avec un faible rayon de courbure et des angles arrondis. Évitez les grands arcs, comme illustré à la figure 9, car leur fabrication et leur contrôle qualité sont complexes.

6.4. Calcul du bord de courbure minimal d'un coude
L'état initial d'un coude en forme de L est illustré sur la figure 10.

Un facteur essentiel dans ce processus est la largeur B du moule inférieur.
Le procédé de pliage et la résistance du moule imposent une largeur minimale de moule, variable selon l'épaisseur du matériau. Si cette largeur est inférieure à ce minimum, des problèmes tels que des pliages mal alignés ou des moules endommagés peuvent survenir.
Équation de la largeur minimale du moule
L'expérience pratique montre que la relation entre la largeur minimale du moule et l'épaisseur du matériau peut être exprimée par l'équation suivante :
Bmin=k⋅T (1)
Où:
- Bmin= largeur minimale du moule
- T = épaisseur du matériau
- k=6 pour ce calcul
Spécifications courantes de largeur de moule
Les fabricants utilisent généralement les largeurs de moule suivantes : 4, 5, 6, 8, 10, 12, 14, 16, 18, 20 et 25 mm.
Détermination de la largeur minimale du moule
À l'aide de l'équation ci-dessus, on peut déterminer la largeur minimale du moule pour différentes épaisseurs de matériau. Par exemple, pour le pliage d'une plaque de 1,5 mm d'épaisseur :
B=6×1,5=9 mm
Parmi les largeurs de moule spécifiées, vous pouvez choisir une largeur de moule inférieure de 10 mm ou de 8 mm.
Équation du bord de courbure le plus court
D'après le diagramme d'état initial du pli, il est évident que le bord de pli ne peut pas être excessivement court. En combinant cela avec la largeur minimale du moule, l'équation permettant de déterminer le bord de pli le plus court est :
Lmin=(Bmin+Δ)/2+0,5 (2)
Où:
- Lmin= bord de pliage le plus court
- Bmin = largeur minimale du moule
- Δ = coefficient de flexion de la tôle
Pour une plaque de 1,5 mm d'épaisseur, le bord de pliage le plus court peut être calculé comme suit :
Lmin= (8 + 2,5) / 2 + 0,5 = 5,75 mm (épaisseur de la plaque comprise)

Tableau 3 : Rayon de courbure intérieur R des tôles d’acier laminées à froid et tableau de référence de la hauteur de pliage minimale
| Non. | Épaisseur | Ouverture en V | Rayon de poinçonnage R | hauteur de flexion minimale |
|---|---|---|---|---|
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0,8 ou 0,2 | 3.7 |
| 4 | 1 | 6 | 1 ou 0,2 | 4.4 |
| 5 | 1.2 | 8 (ou 6) | 1 ou 0,2 | 5,5 (ou 4,5) |
| 6 | 1.5 | 10 (ou 8) | 1 ou 0,2 | 6,8 (ou 5,8) |
| 7 | 2 | 12 | 1,5 ou 0,5 | 8.3 |
| 8 | 2.5 | 16 (ou 14) | 1,5 ou 0,5 | 10,7 (ou 9,7) |
| 9 | 3 | 18 | 2 ou 0,5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4 | 25 | 3 | 16.5 |
Remarques :
- La hauteur de pliage minimale est déterminée par l'épaisseur du matériau.
- Pour les coudes en V aigus, le bord de pli le plus court doit être augmenté de 0,5 mm.
Lors du cintrage de plaques d'aluminium ou d'acier inoxydable, la hauteur de cintrage minimale peut varier légèrement : l'aluminium requiert généralement une hauteur de cintrage plus faible, tandis que l'acier inoxydable en requiert une plus importante. Veuillez vous référer au tableau ci-dessus pour plus de détails.
6.5. Hauteur de courbure minimale pour les coudes en Z
La figure 12 illustre l'état initial du pli en Z. Le procédé de pliage en Z présente des similitudes avec le procédé de pliage en L et se heurte aux mêmes difficultés liées à la longueur minimale du bord de pli. Cependant, le bord le plus court du pli en Z est généralement plus long que celui du pli en L en raison de la structure de la matrice inférieure.

Calcul du bord de courbure minimal
La formule utilisée pour calculer l'arête minimale du coude en Z est la suivante :
Lmin=(Bmin+Δ)/2+D+0.5+T (3)
Où:
- Lmin= bord de pliage le plus court
- Bmin= largeur minimale du moule
- Δ = coefficient de flexion de la tôle
- T = épaisseur du matériau
- D = taille structurelle de la matrice inférieure jusqu'au bord (généralement supérieure à 5 mm)
Tableau des dimensions minimales de courbure
La taille minimale de courbure L Le tableau 4 ci-dessous présente les résultats pour les pliages en Z de tôles de différentes épaisseurs :
Tableau 4 Hauteur minimale du coude en Z
| Non | Épaisseur | Ouverture en V | Rayon de poinçonnage R | Hauteur du coude en Z L |
|---|---|---|---|---|
| 1 | 0.5 | 4 | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0,8 ou 0,2 | 9.5 |
| 4 | 1 | 6 | 1 ou 0,2 | 10.4 |
| 5 | 1.2 | 8 (ou 6) | 1 ou 0,2 | 11,7 (ou 10,7) |
| 6 | 1.5 | 10 (ou 8) | 1 ou 0,2 | 13.3 (ou 12.3) |
| 7 | 2 | 12 | 1,5 ou 0,5 | 14.3 |
| 8 | 2.5 | 16 (ou 14) | 1,5 ou 0,5 | 18.2 (ou 17.2) |
| 9 | 3 | 18 | 2 ou 0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4 | 25 | 3 | 25.5 |
Interférence lors de la flexion
Lors des opérations de pliage secondaires ou d'ordre supérieur, des interférences entre la pièce et l'outil se produisent fréquemment. La figure 13 illustre la zone d'interférence, représentée en noir, qui peut entraver la réussite du pliage ou provoquer des déformations indésirables.

Le problème des interférences lors du pliage de tôles est simple et repose principalement sur la compréhension de la forme et des dimensions de la matrice de pliage afin d'éviter les complications de conception. La figure 14 présente les profils en coupe de différentes matrices de pliage courantes, tels que décrits dans le manuel des moules pour tôles, avec les outils correspondants disponibles dans la bibliothèque Intralink.
En cas d'incertitude dans la conception, un test d'interférence d'assemblage direct peut être réalisé à l'aide de l'outil, selon le principe illustré dans la figure.

Considérations relatives au taraudage des trous retournés
Lors du taraudage par retournement, il est crucial d'éviter de concevoir le diamètre D (comme le montre la figure 15) trop petite. La valeur minimale de D peuvent être calculés ou représentés graphiquement en fonction de facteurs tels que :
- Épaisseur du matériau
- Diamètre extérieur du trou traversant
- Hauteur du trou de bride
- Paramètres sélectionnés de l'outil de pliage
Par exemple, lors du taraudage de trous M4 inversés sur une tôle de 1,5 mm, D doit être supérieur à 8 mm pour éviter tout contact entre l'outil de pliage et la bride.

6.6. Distance minimale entre le trou et le trou oblong
La figure 16 illustre que si le bord d'un trou est positionné trop près de la ligne de pliage, le processus de pliage peut entraîner une déformation, empêchant le trou de conserver sa forme initiale. Pour atténuer ce risque, il est essentiel de maintenir une distance entre le bord du trou et la ligne de pliage supérieure ou égale à la marge minimale du trou, exprimée comme suit : X≥t+R, où t est l'épaisseur du matériau et R est le rayon de courbure.

Tableau 4 Distance minimale entre le trou rond et le bord plié
| Épaisseur | 0,6~0,8 | 1 | 1.2 | 1.5 | 2 | 2.5 |
|---|---|---|---|---|---|---|
| Distance minimale X | 1.3 | 1.5 | 1.7 | 2 | 3 | 3.5 |
La figure 17 montre un trou allongé situé trop près de la ligne de pliage. Dans ce cas, le matériau ne peut être correctement pris en charge lors du pliage, ce qui entraîne une déformation du trou. Il est donc essentiel de s'assurer que la distance entre le bord du trou et la ligne de pliage dépasse la marge minimale spécifiée dans le tableau 5. Le rayon de pliage approprié est indiqué dans le tableau 1.

Tableau 5 Distance minimale entre le trou rond allongé et le bord plié
| L | <26 | 26~50 | >50 |
|---|---|---|---|
| Distance minimale X | 2t+R | 2,5t+R | 3t+R |
Pour les trous moins critiques, il est permis de les prolonger jusqu'à la ligne de pliage, comme illustré sur la figure 18. Cependant, cette approche peut compromettre l'apparence du produit final.

Figure 18 Conception de pliage améliorée
6.7. Traitement spécial lorsque le trou est proche du coude
Si la distance entre le trou le plus proche et la ligne de pliage est inférieure à la distance minimale requise, une déformation peut se produire après le pliage. Pour répondre aux exigences du produit, des solutions potentielles sont présentées dans le tableau 6. Cependant, il est important de noter que ces méthodes peuvent manquer de précision technique et que les modifications de la conception structurelle doivent être évitées autant que possible.
Tableau 6 Traitement spécial lorsque le trou est proche du cintrage
 | Appuyez sur la rainure avant de plierDans la pratique, la distance requise peut être inférieure à la distance idéale en raison de contraintes structurelles. Les fabricants réalisent souvent une rainure avant le pliage, comme illustré à la figure 1-31. Toutefois, cette méthode présente des inconvénients, notamment une étape de traitement supplémentaire qui diminue l'efficacité et la précision. Il convient donc de l'éviter autant que possible. |
 | Découpez un trou ou tracez une ligne le long de la ligne de pliage.Si la ligne de pliage n'altère pas l'aspect de la pièce ou si la modification est acceptable, le perçage peut améliorer le processus de pliage. L'inconvénient est que cela peut affecter l'aspect, et la réalisation d'une ligne ou d'une rainure étroite nécessite généralement une machine de découpe laser. |
 | Finition aux dimensions prévues après pliageLorsque le respect des marges de perçage est crucial, cette méthode peut être employée. Cependant, l'enlèvement de matière secondaire ne peut généralement pas être réalisé sur une poinçonneuse et doit être effectué avec une machine de découpe laser, ce qui peut compliquer le positionnement et augmenter les coûts de traitement. |
 | Alésage après pliageSi un trou est très proche de la ligne de pliage et que la distance est inférieure à la distance minimale requise, un alésage peut être effectué après le pliage afin d'éviter les problèmes d'emboutissage. Cette opération consiste à usiner un petit cercle concentrique (généralement de diamètre Φ1,0) avant le pliage, puis à aléser au diamètre d'origine. Cette méthode peut s'avérer inefficace en raison du nombre accru d'étapes. |
 | Largeur minimale de la matrice supérieureActuellement, la largeur minimale de la matrice supérieure de la cintreuse est de 4,0 mm. Par conséquent, les trous dans la partie cintrée de la pièce ne doivent pas être inférieurs à cette dimension. Dans le cas contraire, les ouvertures doivent être agrandies ou une matrice facile à former doit être utilisée. Les inconvénients de cette approche incluent une faible efficacité de production de la matrice et un impact potentiel sur l'aspect de la pièce dû à l'alésage. |
Usinage de trous, fentes et encoches pour pièces courbes
Lors de la conception des plis, il est conseillé d'incorporer un trou de poinçonnage, une rainure de processus ou une encoche de processus avant le découpage si le pli doit être effectué sur le côté intérieur de l'ébauche, comme indiqué sur la figure 24.

- Trou de process:
- Diamètre du trou de passage (D) : d≥t (où tt (est l'épaisseur du matériau).
- Encoche de processus:
- Largeur de l'encoche de processus (K) : K≥t.
Rainure ou fente de protection contre les fissures
Pour éviter les déchirures et les déformations des bords lors du pliage, il est souvent nécessaire de prévoir une rainure ou une fente anti-fissuration, notamment lorsque le rayon de courbure intérieur est inférieur à 60 degrés. Les principaux points à prendre en compte lors de la conception sont les suivants :
- Largeur de la fente: Supérieur à l'épaisseur du matériau (t).
- Profondeur de la fente: Au moins 1,5 fois l'épaisseur du matériau.
Comme le montre la figure 25, la figure B représente une meilleure option de conception que la figure A.

Directives de traitement
- Considérations relatives à l'apparence:
- Si l'aspect des pièces est important, notamment si elles sont visibles depuis le panneau, les trous d'angle pour le pliage peuvent être omis. Par exemple, l'encoche de pliage peut ne pas être réalisée lors de l'usinage du panneau afin de conserver un style uniforme. Cependant, les autres pliages doivent comporter un trou d'angle, comme illustré à la figure 26.

- Marquages d'intervalle:
- Lors de la préparation des plans, évitez de marquer l'écart entre les intersections de pliage à 90 degrés, sauf indication contraire. Un marquage incorrect de cet écart peut nuire à la conception du processus de fabrication. Généralement, les fabricants prévoient un écart de 0,2 à 0,3, comme illustré à la figure 27.

Figure 27 l'écart entre le recouvrement du pli
6.8. Flexion lors d'un changement de position soudain
Lors du pliage d'une pièce, il est essentiel de se tenir à distance des zones présentant des changements de forme brusques. La zone de pliage doit être éloignée des zones de déformation afin d'éviter tout problème pendant l'opération.
- Exigence de distance:
- La distance L La distance entre la ligne de flexion et la zone de déformation doit être supérieure au rayon de courbure (r), en veillant à ce que L≥r. Ce principe est illustré dans la figure 28.

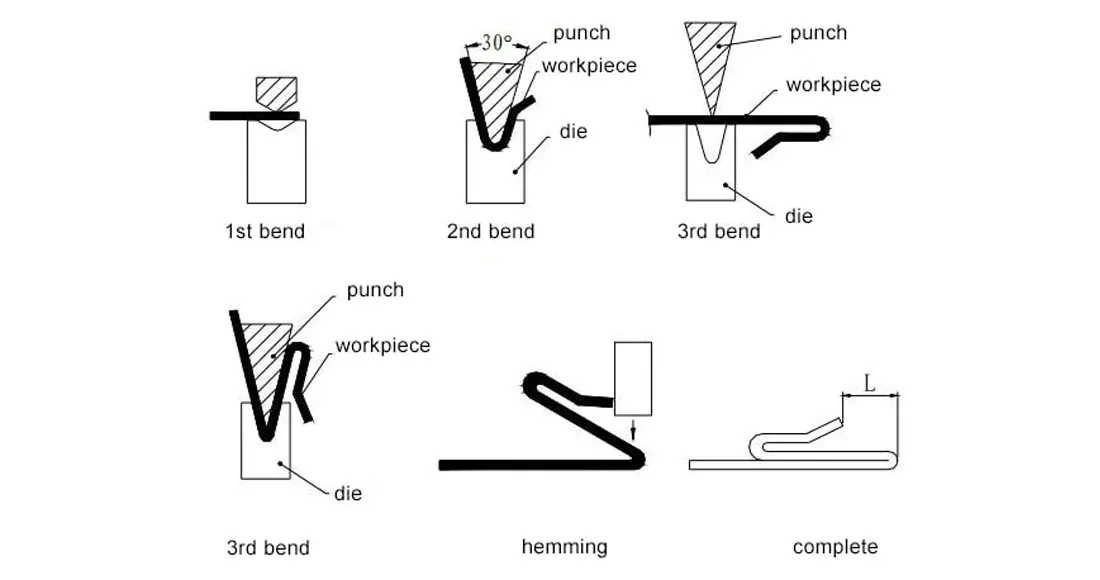
6.9 Ourlet unique
Méthode d'ourletLe processus d'ourlet consiste à plier la feuille à un angle de 30 degrés à l'aide d'une matrice de pliage correspondante de 30 degrés, comme illustré sur la figure 29. Ensuite, le bord plié est aplati.

- Dimension minimale du bord plié:
- La dimension minimale du bord L La valeur dans la figure 29 devrait être de 0,5t, où tt représente l'épaisseur du matériau. Celle-ci respecte les spécifications minimales de dimensionnement d'un bord plié mentionnées précédemment.
- Considérations relatives aux matériaux:
- La technique du “ bord mort pressé ” est couramment utilisée pour des matériaux tels que l'acier inoxydable, la tôle galvanisée et les plaques d'aluminium-zinc.
- Il est toutefois conseillé d'éviter l'utilisation de pièces plaquées, car cela peut entraîner un piégeage d'acide au niveau du sertissage.
6.10. Flexion à 180°
Méthode de pliage à 180 degrésComme illustré à la figure 30, le processus commence par le pliage de la plaque à un angle de 30 degrés à l'aide d'un couteau à plier à 30 degrés. Après ce premier pli, le bord plié est redressé, puis le support est retiré.

- Dimension minimale du bord plié:
- La dimension minimale du bord plié L est égal à la dimension minimale du bord de pliage d'un pli simple plus l'épaisseur du matériau tt.
- Sélection de la hauteur:
- La hauteur H La hauteur doit être choisie parmi les dimensions de plaques couramment utilisées, notamment 0,5, 0,8, 1,0, 1,2, 1,5 ou 2,0. Il est généralement déconseillé de choisir une hauteur supérieure à ces options standard.
6.11. Ourlet triple replié
Comme le montre la figure 31, le processus d'ourlet à triple pliage comprend deux étapes clés :
- Pli initialTout d'abord, la forme est pliée.
- pliure sur le bordEnsuite, le bord est plié.
Considérations de conception:
- Lors de la conception du composant, il est essentiel de porter une attention particulière aux dimensions de chaque pièce. Cela garantit que chaque étape du processus de pliage respecte les exigences minimales de dimensionnement, évitant ainsi tout post-traitement.

Tableau 7 Dimension minimale du bord d'appui requise pour l'aplatissement final du bord de pliage
| Épaisseur | 0.5 | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 |
|---|---|---|---|---|---|---|---|---|
| Dimension du bord d'appui L | 4.0 | 4.0 | 4.0 | 4.0 | 4.5 | 4.5 | 5.0 | 5.0 |
7. Conseils de sécurité et bonnes pratiques
Lors du pliage de tôles, il est essentiel de privilégier la sécurité et de respecter les meilleures pratiques du secteur afin de minimiser les risques d'accidents et d'assurer l'efficacité opérationnelle. Les directives suivantes abordent les aspects essentiels de la sécurité au travail, de la manutention des matériaux et de l'optimisation des processus :
1. Équipement de protection individuelle (EPI)
- Rendre obligatoire l'utilisation d'équipements de protection individuelle appropriés, notamment des lunettes de sécurité à protections latérales, des gants résistants aux coupures, des chaussures de sécurité à embout d'acier et une protection auditive.
- Pour les opérations impliquant des matériaux lourds ou des travaux en hauteur, le port du casque est indispensable.
- Lors de la manipulation de métaux galvanisés ou revêtus, le port d'une protection respiratoire peut être nécessaire pour se protéger des émanations nocives.
2. Systèmes de protection et de sécurité des machines
- Veillez à ce que toutes les presses plieuses et machines de cintrage soient équipées de mécanismes de protection appropriés, tels que des barrières immatérielles, des commandes à deux mains ou des dispositifs de détection de présence.
- Il convient de tester et d'entretenir régulièrement ces systèmes de sécurité afin de garantir leur efficacité dans la prévention des accidents.
3. Considérations ergonomiques
- Mettez en œuvre des solutions ergonomiques pour réduire les risques de troubles musculo-squelettiques liés au travail répétitif. Cela peut inclure des postes de travail à hauteur réglable, des aides à la manutention et une formation adéquate aux techniques de levage.
- Pour les pièces volumineuses ou lourdes, utilisez des dispositifs de levage mécaniques ou des procédures de levage en équipe.
4. Entretien des outils et des équipements
- Établir un programme rigoureux de maintenance préventive pour tous les équipements de pliage, les matrices et l'outillage.
- Des inspections régulières, un nettoyage et une lubrification sont essentiels pour prévenir les dysfonctionnements susceptibles d'entraîner des accidents ou des problèmes de qualité.
- Tenez des registres de maintenance détaillés et traitez rapidement tout problème identifié.
5. Formation complète des employés
- Élaborer un programme de formation complet couvrant :
- Utilisation en toute sécurité des équipements de cintrage et des outils associés
- Techniques et limitations de manutention des matériaux
- Identification et atténuation des risques potentiels
- Procédures d'urgence et premiers secours
- Utilisation et entretien appropriés des EPI
6. Sélection et manutention des matériaux
- Choisissez les matériaux en fonction de leurs propriétés mécaniques, de leur formabilité et de leur adéquation à l'application prévue. Lors du choix de la tôle pour les opérations de pliage, tenez compte de facteurs tels que la limite d'élasticité, la résistance à la traction et l'allongement.
- Pour les matériaux difficiles à plier comme les aciers à haute résistance ou les alliages de titane, consultez les directives de pliage spécifiques au matériau afin d'éviter les problèmes de retour élastique ou de fissuration.
- Mettre en œuvre des procédures de stockage et de manutention appropriées afin de prévenir tout dommage ou dégradation du matériau susceptible d'affecter les performances de pliage.
7. Optimisation des processus
- Utiliser un logiciel de conception assistée par ordinateur (CAO) et d'analyse par éléments finis (AEF) pour simuler les opérations de pliage et optimiser les séquences de pliage, en minimisant les concentrations de contraintes et les défauts potentiels.
- Pour un pliage de précision, envisagez l'utilisation de presses plieuses CNC avec systèmes de mesure d'angle afin de garantir précision et répétabilité.
- Mettre en œuvre les principes de production allégée pour rationaliser le flux de travail, réduire la manutention des matériaux et minimiser les risques potentiels pour la sécurité.
8. Organisation de l'espace de travail
- Appliquez les principes 5S (Trier, Ranger, Nettoyer, Standardiser, Maintenir) pour maintenir un espace de travail propre et organisé.
- Balisez clairement les allées, les zones de stockage et les postes de travail afin d'éviter les encombrements et les risques de trébuchement.
- Veillez à assurer une ventilation et un éclairage adéquats dans toutes les zones de travail afin d'améliorer la visibilité et de réduire la fatigue.
9. Contrôle de la qualité et amélioration continue
- Mettre en place un système de contrôle qualité rigoureux, comprenant des inspections en cours de production et une vérification du produit final.
- Encouragez une culture d'amélioration continue, en donnant aux travailleurs les moyens d'identifier et de signaler les risques potentiels pour la sécurité ou les inefficacités des processus.
- Réviser et mettre à jour régulièrement les protocoles de sécurité et les meilleures pratiques en fonction des normes de l'industrie, des avancées technologiques et des leçons tirées des incidents évités de justesse ou des accidents.
En respectant scrupuleusement ces consignes de sécurité et ces bonnes pratiques, les opérations de pliage de tôle peuvent être réalisées avec un haut niveau de professionnalisme, d'efficacité et, surtout, de sécurité. Cette approche globale protège non seulement les travailleurs, mais contribue également à améliorer la qualité des produits et l'excellence opérationnelle.
8. Développement et application de la technologie de pliage de la tôle
Avec les progrès rapides du secteur mondial des équipements industriels, les équipements d'automatisation haute performance s'intègrent de plus en plus dans le domaine du traitement de la tôle, garantissant ainsi une productivité essentielle au développement de haute qualité de l'industrie. La mondialisation industrielle a intensifié la concurrence et les défis, engendrant des exigences de marché en constante évolution. Ceci requiert non seulement des niveaux de productivité élevés pour les équipements principaux, mais aussi une plus grande flexibilité et une capacité de commutation rapide sur l'ensemble du système de production.
Importance du pliage de la tôle
Le pliage de tôles, procédé clé de la transformation des métaux, est indispensable à la production de produits métalliques. Les opérations de pliage traditionnelles sur une seule machine entraînent souvent des arrêts de production lors des changements de série, dus à des interventions manuelles excessives : vérification des plans, programmation du pliage, réglage des paramètres et manutention des matériaux. Ces arrêts augmentent les coûts de production et nuisent à l’efficacité.
Solutions innovantes
Pour relever ces défis, la recherche se concentre sur la conception des procédés, l'innovation en matière de moules, l'automatisation, l'informatisation et l'intégration des technologies intelligentes. Il s'agit notamment d'optimiser les structures des procédés de fabrication, d'améliorer la maîtrise des matériaux de moules et les vitesses de changement de production, de tirer parti de l'Internet industriel pour la transmission des données, d'intégrer des systèmes de contrôle interactifs par automate programmable et d'appliquer des systèmes de gestion informatisée de la production.
Le système de gestion de l'information permet la collecte, le traitement et l'analyse des données en temps réel tout au long du processus de pliage de la tôle. Grâce aux plateformes de cloud computing, la surveillance et la gestion à distance des données sont possibles, optimisant ainsi les processus de production. L'intégration de lignes de production automatisées, comprenant des machines-outils, des robots industriels, des systèmes de chargement et de déchargement automatisés et des systèmes d'inspection en ligne, améliore considérablement la maîtrise du processus de production. Cette automatisation réduit l'intervention manuelle, permettant une production continue, améliorant l'efficacité et garantissant des produits pliés plus stables et fiables.
Développement de la technologie des procédés de pliage
Le développement des technologies de pliage de tôle est étroitement lié aux progrès de l'automatisation, de l'informatisation et des systèmes intelligents au sein de l'industrie. Maillon essentiel du secteur de la métallurgie, l'évolution des procédés de pliage de tôle témoigne des améliorations des capacités de production et oriente l'avenir de l'industrie. Le passage des opérations manuelles initiales à l'automatisation CNC moderne a engendré de multiples transformations majeures, chacune se traduisant par des gains d'efficacité et une amélioration de la qualité des produits.
Dans les premières techniques de pliage manuel, les plaques de métal étaient façonnées à l'aide d'outils rudimentaires et du savoir-faire humain. Bien que cette méthode fût adaptable, elle souffrait de limitations en termes de précision et de stabilité, ce qui entraînait une faible productivité et des difficultés à répondre aux exigences de production standardisée à grande échelle. Avec l'industrialisation, l'introduction de machines de pliage, telles que les cintreuses manuelles et mécaniques, a considérablement amélioré la productivité et la régularité des produits.
Les lignes de production de pliage de tôle actuelles sont généralement équipées de plieuses CNC de pointe, permettant un contrôle précis des angles et des positions de pliage. La programmation informatique permet la fabrication rapide de pièces métalliques de formes complexes, tandis que la conception assistée par ordinateur (CAO) et la fabrication assistée par ordinateur (FAO) améliorent l'efficacité et la précision de la production des moules. Le prototypage rapide facilite les modifications et les optimisations des moules, réduisant ainsi le délai entre la conception et la commercialisation. Le développement de moules modulaires intelligents permet un changement rapide et une maintenance opportune, améliorant encore l'efficacité des opérations de pliage.
Conception de la structure du processus des produits de pliage de tôle
La conception structurelle des produits de pliage de tôles métalliques doit intégrer des connaissances multidisciplinaires, notamment les propriétés de mise en œuvre des matériaux métalliques, les principes du génie mécanique et les procédés de fabrication. Les exigences fonctionnelles et les conditions d'utilisation influencent le choix des matériaux et la conception structurelle. Il convient de privilégier des métaux à haute résistance et résistants à la corrosion, et de concevoir les structures de renforcement en conséquence. De plus, des facteurs tels que l'épaisseur du matériau et ses caractéristiques de déformation doivent être pris en compte afin de définir des zones de pliage optimales, garantissant ainsi la précision dimensionnelle et la résistance structurelle.

Lors de la conception, il est impératif de prendre en compte les contraintes de production telles que le rayon et les angles de pliage. Les principes de la séquence de pliage (pliage de l'intérieur vers l'extérieur, progression des petites pièces aux grandes, et priorisation des formes spéciales par rapport aux formes générales) doivent être respectés afin d'éviter toute interférence lors du formage initial.
Une conception efficace des procédés garantit que les produits répondent aux normes de qualité prédéterminées et que la production est optimale. Cela inclut le choix d'équipements de pliage adaptés, l'établissement de flux de processus détaillés et la conception de moules précis. Lors du choix des équipements, la précision, la stabilité et l'adéquation aux différentes épaisseurs et duretés de matériaux sont essentielles. La conception des moules est tout aussi importante, car elle influe directement sur la qualité des produits et l'efficacité de la production, en assurant un flux de métal régulier pendant le pliage et en minimisant les risques de fissures ou de décollement.
Développement de la technologie de traitement automatique du pliage de tôles
Les procédés traditionnels de pliage de tôles dépendent fortement de la main-d'œuvre, ce qui constitue un goulot d'étranglement dans la transformation des produits métalliques. Par conséquent, le remplacement progressif des opérations manuelles par des technologies de traitement automatisées est essentiel pour améliorer l'efficacité de la production.
Le traitement de pliage automatique des tôles illustre l'application des technologies de production avancées à l'ère industrielle, avec des unités de traitement automatisées de haute efficacité, de haute qualité et très flexibles, de plus en plus perfectionnées.
Trois grandes catégories de technologies de traitement automatisé ont émergé : le pliage par manipulateur fixe, le pliage par robot industriel et le pliage automatique multi-arêtes. Chaque méthode présente des avantages spécifiques, et les responsables d’usine doivent en considérer l’ensemble des bénéfices lors de leur mise en œuvre.
1. Unité de pliage automatique à bras mécanique
Les unités de pliage automatiques à bras mécanique peuvent être classées selon différents dispositifs d'intégration d'automatisation, notamment les manipulateurs X, Y et à trois axes, ainsi que les robots industriels intégrés. Les manipulateurs à trois axes conviennent à la production en série de pièces de tôlerie relativement simples, telles que des pièces cubiques. Bien qu'ils offrent un faible coût d'investissement et une grande efficacité pour la production en série, leur flexibilité spatiale limitée peut entraver les changements fréquents de production.
À l'inverse, les unités de pliage intégrées aux robots industriels répondent parfaitement aux exigences du marché moderne. Grâce à l'intégration de rails de déplacement, ces unités étendent le champ d'action des robots sur différents postes de travail, améliorant ainsi la compatibilité avec la transformation de divers produits.
Des robots positionnent la feuille de matériau à plat sur la matrice inférieure de la plieuse, grâce à des capteurs de butée arrière assurant un positionnement précis. Une fois positionnée, la feuille envoie un signal de pliage à la machine, coordonnant ainsi efficacement l'opération.
La précision de pliage des unités robotisées industrielles dépend de la précision de la cintreuse, de la précision de positionnement du robot et de la coordination entre le robot et la machine. Ces unités standard comprennent des dispositifs de fixation mécanique, des supports pour matières premières, des convoyeurs de déchargement, des établis de positionnement, des supports de retournement, des dispositifs de changement de main et divers capteurs de détection.
2. Unité de pliage automatique multiface intégrée
Contrairement aux méthodes où des manipulateurs saisissent les pièces pour le pliage, les unités de pliage automatiques multifaces intégrées utilisent des manipulateurs pour coordonner le mouvement des pièces avec la machine de pliage. Cette unité se caractérise généralement par une grande flexibilité de ses matrices de pliage, ce qui améliore considérablement les capacités d'usinage des machines-outils chinoises.
L'unité de cintrage automatique multiface intégrée comprend un dispositif de chargement, un convoyeur à navette, un manipulateur de cintreuse principale et un dispositif d'évacuation. Le manipulateur est positionné directement devant la cintreuse principale, avec des systèmes de chargement et de déchargement automatiques de chaque côté.
Ces dispositifs se connectent automatiquement aux entrepôts verticaux pour positionner les matières premières, remplaçant ainsi le travail manuel de positionnement des plaques ou des pièces. Le manipulateur effectue les opérations de pressage et de pliage, tandis que la plieuse principale réalise le pliage et le formage selon les instructions du langage machine. L'usinage de haute précision des pièces, les traitements de surface spécifiques des moules et le contrôle des trajectoires de ces derniers permettent un traitement efficace et de haute qualité des pièces en tôle.
Lors du pliage, un système d'entraînement servo-électrique contrôle le mouvement du moule pour une réactivité optimale et une grande précision. Cet ensemble de moules, appelé moule universel, permet à la plieuse de réaliser diverses opérations, notamment le pliage à angle positif et négatif et le cintrage de bords plats complexes, offrant ainsi une grande flexibilité de production.
Le dispositif de changement automatique de matrice comprend des composants tels que la matrice de dégagement intermédiaire, la matrice de section standard, le dispositif de déplacement d'embrayage et le dispositif d'insertion de pièce rotatif, facilitant les opérations de pliage dans différentes dimensions grâce à la rétraction du dégagement et aux ajustements automatiques de longueur.





Avis rédigé par un utilisateur de 1
Presse plieuse parfaite !