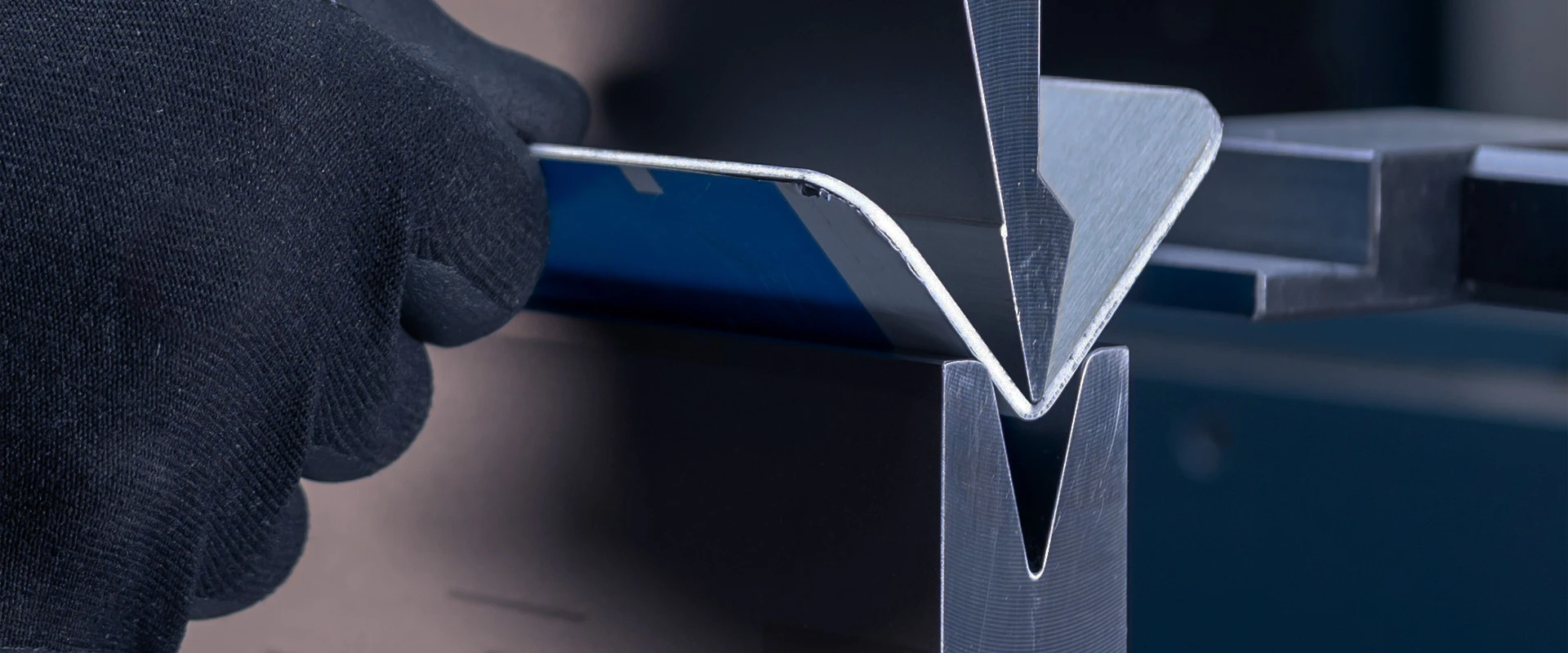
A prensa plegadora hidráulica Puede generar una enorme fuerza de conformado, pero ninguna estructura es perfectamente rígida bajo carga. Incluso un bastidor de alta rigidez, un cilindro guiado con precisión y herramientas de calidad experimentarán... deflexión elástica—y esa desviación es una de las principales razones por las que las curvas largas pueden mostrar “extremos apretados y centro abierto”, ángulos inconsistentes o conicidad en la pieza.
La buena noticia es que la deflexión no es un problema misterioso. Un sistema hidráulico moderno... prensa plegadora lo gestiona mediante una combinación de rigidez estructural, coronamiento controlado, control de ejes sincronizados y disciplina de proceso—para que pueda mantener ángulos estables, reducir la repetición del trabajo y fabricar piezas más largas con confianza.
Tabla de contenido
Entendiendo el significado de “precisión” en una prensa plegadora hidráulica

La precisión del ángulo es un resultado del sistema, no un componente.
Cuando los compradores dicen que quieren “alta precisión”, generalmente se refieren a consistencia del ángulo de curvatura final A lo largo de toda la longitud de plegado y en piezas repetidas. Este resultado se ve influenciado por la deflexión de la máquina, la alineación de las herramientas, la variación del material y la estabilidad del movimiento del eje Y.
Una prensa plegadora hidráulica puede colocar el ariete en una posición ordenada con mucha precisión, pero si el La cama y el ariete se separan de manera desigual según el tonelaje, el ángulo seguirá desplazándose a lo largo de la pieza. En otras palabras, La precisión de la posición por sí sola no lo es todo—La máquina también debe gestionar activamente cómo se comporta bajo carga.
Precisión vs. repetibilidad (por qué ambas son importantes)
Con frecuencia se confunden dos términos: exactitud y repetibilidad. En los sistemas de movimiento, estándares como ISO 230-2 definir métodos de prueba para evaluar la Precisión y repetibilidad del posicionamiento de ejes controlados numéricamente, lo cual constituye una mentalidad de referencia útil incluso cuando se aplica al conformado de equipos. Normas Iteh
La repetibilidad responde: “Si vuelvo a ordenar la misma posición, ¿caigo en el mismo lugar?”. La precisión responde: “¿Es ese lugar el correcto en relación con el objetivo?”. Si la repetibilidad es buena pero la precisión es deficiente, a menudo se puede compensar en el control. Si la repetibilidad es deficiente, el proceso se desviará constantemente y requerirá correcciones frecuentes.
¿Por qué las piezas largas exponen primero los problemas de deflexión?
Un soporte corto puede ocultar muchos inconvenientes, ya que la distancia de carga es pequeña y el área de contacto de la herramienta es limitada. Sin embargo, una curva larga amplifica la deflexión, ya que la máquina se comporta más como un sistema de vigas. El centro tiende a desviarse más que los extremos., creando un espacio de formación diferente a lo largo de la longitud.
Por eso, muchas fábricas informan que las piezas "se ven bien a 600 mm", pero se vuelven difíciles a 2-3 metros. A medida que aumenta la longitud, la gestión de la deflexión debe considerarse una función esencial, no algo opcional.
¿De dónde proviene la deflexión en el plegado con prensa plegadora hidráulica?
Flexión elástica del ariete y del lecho bajo tonelaje
En una prensa plegadora hidráulica, el tonelaje se transmite a través del carnero, las herramientas y la bancada. Bajo cargas elevadas, tanto el carnero como la bancada pueden doblarse elásticamente; el síntoma clásico es una forma de "sonrisa", donde el centro está más alejado de las herramientas que los extremos. Los sistemas de coronación existen específicamente para contrarrestar este comportamiento, generando una curva opuesta intencional. Metalurgia canadiense
Esto no significa que la máquina sea "débil". Significa que hace exactamente lo que hace cualquier estructura elástica: se deforma de forma predecible bajo carga y debe compensarse de forma predecible.
Estiramiento del marco y apertura del marco lateral
La deflexión no es solo vertical. El bastidor de una prensa plegadora también experimenta... Apertura del marco lateral y elasticidad general., especialmente durante el conformado pesado en configuraciones de herramientas largas. Algunas soluciones de compensación se centran en la curva de la bancada/carril, mientras que otras abordan la respuesta del bastidor completo a la carga y dónde se desplaza la línea de trabajo efectiva.
En la práctica, esto se refleja en una desviación del ángulo al cambiar la longitud del pliegue, la calidad del material o al pasar de un pliegue centrado a uno descentrado. Si la compensación de la máquina es uniforme, el perfil angular cambiará a medida que cambien las condiciones de carga.
Cumplimiento de herramientas, sujeción y contacto
Incluso si el marco de la máquina fuera infinitamente rígido, el sistema aún tendría conformidad en:
- superficies de asiento de punzón/matriz,
- reprimición,
- tolerancias de apilamiento de herramientas y
- desgaste o contaminación en las superficies de contacto.
Por eso, los operadores experimentados consideran la limpieza, el par de sujeción correcto y el asentamiento repetible de las herramientas como herramientas de precisión, no como tareas de mantenimiento. Dos curvas idénticas pueden variar simplemente porque las herramientas no se asentaron de forma idéntica en toda su longitud.
Variación del material y recuperación elástica
El material rara vez presenta una consistencia perfecta. La resistencia a la tracción y las tolerancias de espesor modifican la fuerza de conformado y la recuperación elástica, lo que a su vez modifica la deflexión de la máquina y la relajación del ángulo final tras la descarga.
Incluso el módulo de elasticidad utilizado para la estimación de ingeniería a menudo se trata como ~200 GPa para los aceros, pero la investigación y las pruebas muestran que puede variar según el grado y el espesor, lo que nos recuerda que las propiedades del material introducen una dispersión en el mundo real que el proceso debe absorber. Mina de eruditos
La física en lenguaje sencillo: Cómo una pequeña desviación se convierte en un error de ángulo visible
Piense en la prensa plegadora como un sistema de viga controlada
Un modelo mental útil es deflexión del hazSi una viga está apoyada y cargada, se flexiona según la rigidez (E·I) y la distribución de la carga. Para una viga simplemente apoyada con una carga distribuida uniformemente, las fórmulas clásicas incluyen la deflexión máxima en el centro del vano, proporcional a 5wL⁴/(384EI)—lo que demuestra por qué la longitud tiene un efecto tan dramático (L a la cuarta potencia).
Su prensa plegadora hidráulica no es literalmente una simple viga, pero la lección de la "sensibilidad a la longitud" es válida. Cuando la longitud de plegado se duplica, los efectos relacionados con la deflexión pueden aumentar mucho más que linealmente, especialmente cuando también se aumenta el tonelaje.
Una ilustración práctica de “matemática de fábrica” (no es una garantía)
Supongamos que un trabajo largo requiere mayor fuerza por metro, por lo que se cambia a una abertura en V más pequeña y un material más grueso. El tonelaje requerido aumenta, y el centro del sistema de bancada/pistón puede separarse solo unas décimas de milímetro más que los extremos. Parece una cantidad insignificante, pero en geometría de doblado, Un pequeño cambio en el espacio de formación puede cambiar el ángulo notablemente, particularmente al doblar con aire, donde el ángulo es sensible al espacio.
Esta es exactamente la razón por la que existe la coronación: no porque los operadores carezcan de habilidad, sino porque La máquina debe “preformarse” intencionalmente De esta manera la forma cargada se vuelve recta y uniforme a lo largo de su longitud.
Por qué la flexión del aire es especialmente sensible
En el doblado por aire, el ángulo final se ve fuertemente influenciado por la profundidad/posición y la recuperación elástica, por lo que pequeñas variaciones en la penetración o la separación efectiva a lo largo de la longitud pueden reflejarse como variación del ángulo. El doblado a fondo y el acuñado pueden reducir la sensibilidad en algunos casos, pero suelen exigir un tonelaje mucho mayor y pueden acelerar el desgaste de la herramienta. Esto significa que la gestión de la deflexión sigue siendo importante, solo que de una manera diferente.
Para la mayoría de las producciones modernas, el doblado por aire sigue siendo el método preferido por su flexibilidad y vida útil de la herramienta, lo que hace que compensación de deflexión predecible Una de las capacidades de precisión con mayor retorno de la inversión en una prensa plegadora hidráulica.
Métodos de gestión de la deflexión en una prensa plegadora hidráulica (desde básica hasta de alta precisión)
Shimming: la corrección más simple y por qué es limitada
El método más básico es calce—Colocación de calzas para ajustar el soporte efectivo o el asentamiento de la herramienta, de modo que el sistema compense la curva. Esta técnica suele ser práctica para el operador y puede ser útil para series cortas o al modernizar equipos antiguos.
Sin embargo, el calce tiene limitaciones obvias. Su fraguado es más lento, es más difícil de repetir con diferentes cargas y no se ajusta dinámicamente al cambiar el espesor, la calidad del material o la longitud de curvatura. En una fábrica moderna que busca un rendimiento estable, el calce es una herramienta de respaldo, no la estrategia principal de precisión.
Coronación mecánica de cuñas (mesa anti-deflexión): robusta y repetible
Un enfoque ampliamente utilizado es un mesa antideflexión mecánica Utilizando sistemas de cuñas. En principio, las cuñas se mueven progresivamente para moldear la mesa en una curva controlada que contrarresta la deflexión de la bancada/viga, generando un perfil angular constante a lo largo de toda la longitud de trabajo. CNC MASZYNY
El coronamiento mecánico es valioso por su relativa robustez y alta repetibilidad con un diseño adecuado. Además, es menos sensible a la deriva térmica hidráulica que los métodos basados exclusivamente en fluidos, aunque requiere una configuración y calibración correctas para reflejar las cargas reales de producción.
Coronación hidráulica: compensación flexible ante cargas variables
El bombeo hidráulico utiliza elementos hidráulicos controlados para crear una curva opuesta ajustable. En la práctica, este método puede ser muy eficaz para trabajos con tonelaje y longitud variables, ya que la compensación se puede ajustar de forma más continua.
Muchas soluciones industriales describen los dispositivos de coronación como Sistemas de compensación de deflexión diseñados para compensar las deflexiones del lecho y del ariete durante una curva.. Ese encuadre es importante: el punto no es “hacer que la máquina se doble”, sino más bien haciendo que se doble correctamente para que la pieza de trabajo permanezca consistente.
Coronación controlada por CNC: hacer práctica la compensación en la producción diaria
Donde muchas fábricas ven el cambio más grande es Coronación controlada por CNC, ya que reduce la dependencia de la intuición del operador y acelera los cambios de formato. Un sistema de bombeado CNC puede aplicar una curva de compensación basada en la longitud y la fuerza de plegado, y luego ajustarla con precisión a partir de los resultados medidos, lo que facilita la ejecución de trabajos mixtos manteniendo una precisión estable.
Esto es importante porque la deflexión no es fija; cambia con la carga. Si su prensa plegadora hidráulica fabrica diferentes piezas todo el día, el enfoque ganador es el que puede Cambie la compensación de forma rápida, repetible y con un mínimo de desperdicios.
Los números que necesitas: Estimación de la fuerza para que la compensación coincida con la realidad

Por qué la estimación de fuerza es parte de la gestión de la precisión
La compensación de deflexión solo funciona cuando coincide con la carga real. Si su programa asume una fuerza demasiado baja, la compensación es insuficiente y el centro se abre. Si su programa asume una fuerza demasiado alta, la compensación es excesiva y el centro se tensa.
Es por esto que la estimación precisa del tonelaje no solo tiene que ver con la seguridad de la máquina, sino que afecta directamente la consistencia del ángulo y la exactitud de la coronación.
Una fórmula de fuerza de flexión del aire de uso común (métrica)
Una fórmula ampliamente difundida para la fuerza de flexión requerida utiliza la resistencia a la tracción, el espesor, la longitud de curvatura y la abertura en V de la matriz. Un ejemplo de expresión es:
F = (1,42 × σ × S² × L) / (1000 × V) (con unidades consistentes), y orientación como V ≈ 8 × espesor A menudo se recomienda para el doblado con aire estándar. Intermach
Ninguna fórmula reemplaza la experiencia, los diagramas de herramientas ni las pruebas reales. Pero para la planificación de la producción, esta "primera estimación" es sumamente útil, ya que mantiene los datos clave dentro del rango correcto y ayuda a prevenir el ensayo y error.
Ejemplo de referencia de tabla de tonelaje (herramienta práctica para el taller)
Muchas fábricas también utilizan tablas de tonelaje que muestran la fuerza necesaria para doblar acero dulce con aire con una resistencia a la tracción de referencia, y que luego se ajustan proporcionalmente para los diferentes materiales. Esta es una forma práctica de mantener constantes las estimaciones de fuerza entre equipos y turnos.
Tabla 1: Fuentes de deflexión, lo que se ve y cómo una prensa plegadora hidráulica lo soluciona
| Fuente de desviación/variación | Síntoma típico en la pieza | Contramedida práctica |
|---|---|---|
| Flexión elástica del ariete/lecho bajo carga | El ángulo central difiere de los extremos en las curvas largas | Sistema de coronación generando una curva opuesta (mecánico o hidráulico) |
| Estiramiento del marco / apertura del marco lateral | El ángulo cambia cuando aumenta el tonelaje o cambia el trabajo | Diseño de marco rígido + estrategia de compensación adaptada a la carga |
| Cumplimiento del asiento/sujeción de herramientas | Desviación angular de aspecto aleatorio; resultados inconsistentes después del cambio de herramienta | Caras de asiento limpias, sujeción repetible, configuración de herramientas estandarizada |
| Variación del espesor del material/tensión | El mismo programa ofrece diferentes ángulos en diferentes lotes. | Coronación consciente de la fuerza + programas específicos del material y cupones de prueba |
| Estimación de fuerza incorrecta | Coronación superior/inferior; “centro apretado” o “centro abierto” | Utilice la fórmula/gráficos de estimación de tonelaje y valídelos con la inspección de la primera pieza |
Cada elemento anterior tiene un tema común: la prensa plegadora hidráulica debe tratarse como una sistema repetible bajo carga, No solo una plataforma de movimiento. Al alinear la estimación de fuerza, el método de compensación y la configuración estandarizada, la precisión se vuelve predecible en lugar de depender del operador.“
Tabla 2: Comparación de opciones de compensación de deflexión (qué elegir y cuándo)
| Enfoque de compensación | Mejor ajuste | Fortalezas | Limitaciones |
|---|---|---|---|
| Calce | Series cortas, máquinas antiguas, corrección de emergencia | Bajo costo, inmediato | Lento, no dinámico, difícil de repetir en tonelajes variables |
| Coronación mecánica de cuñas | Producción mixta que requiere repetibilidad confiable | Robusto, buena repetibilidad | Necesita calibración; el rango de ajuste depende del diseño. |
| Coronación hidráulica | Amplia gama de cargas y longitudes | Ajustabilidad continua, gran flexibilidad. | Requiere un sistema hidráulico estable y un ajuste correcto. |
| Coronación controlada por CNC | Alta mezcla, alta precisión, cambios rápidos | Configuración rápida, repetible y fácil de producir. | Necesita buenos datos de proceso y retroalimentación inicial. |
Para la mayoría de las fábricas orientadas a la exportación, la conclusión práctica es simple: si las piezas largas y los trabajos mixtos son su realidad diaria, El coronamiento controlado por CNC suele ser la ruta más eficiente para lograr una precisión estable en la prensa plegadora hidráulica., porque convierte la gestión de desviaciones en un proceso repetible en lugar de un truco artesanal.
Cómo medir la deflexión donde importa: un “mapa de ángulos” a lo largo de la curva
La precisión de la prensa plegadora hidráulica no se demuestra con una sola lectura de ángulo en un punto. Se demuestra con qué tan consistentes se mantienen el ángulo de curvatura y la geometría de la brida de izquierda a derecha a lo largo de toda la longitud de trabajo, en condiciones reales de tonelaje y ciclo.
El enfoque más práctico es construir un mapa de ángulos (a veces llamada comprobación izquierda-centro-derecha). Se dobla una pieza de prueba representativa y se mide el ángulo de doblado en varias estaciones a lo largo de la longitud, luego se compara la separación (máx. menos mín.). Este enfoque revela directamente si se está luchando deflexión del ariete/cama, asiento de herramientas, variabilidad del material, o manejo de hundimiento.
Qué medir (y qué registrar)
El ángulo es el indicador más rápido, pero no debería ser el único. Un proceso estable de prensa plegadora hidráulica registra las variables que realmente influyen en el resultado, por lo que la corrección es repetible en lugar de una simple percepción del operador.“
Deberías medir consistencia del ángulo y también validar longitud de la brida (especialmente en piezas con ensambles críticos). También debe registrar la huella digital del proceso para que el programa CNC pueda repetirse con fiabilidad en el siguiente lote y la misma configuración pueda transferirse entre fábricas.
Campos de registro de producción recomendados (mínimos):
- Grado y espesor del material (medido, no solo nominal).
- Longitud de curvatura, apertura en V, radio de punzón y método de curvatura (curvado con aire/doblado a fondo/acuñación).
- Valor de coronación (ajuste manual o valor CNC) y ángulo objetivo.
- Ángulos medidos reales en múltiples estaciones a lo largo de la curva.
Plantilla de "Mapa de ángulos" de la primera pieza (para usar en curvas largas)
| Artículo | Extremo izquierdo | Cuarto izquierdo | Centro | Cuarto derecho | Extremo derecho |
|---|---|---|---|---|---|
| Ángulo medido (°) | |||||
| Desviación del objetivo (°) | |||||
| Notas (asiento de la herramienta, deslizamiento, marcado) |
Un flujo de trabajo disciplinado de una prensa plegadora hidráulica trata esta chapa como un paso estándar para curvas largas. Esto reduce la necesidad de rehacer el trabajo, ya que la corrección se realiza antes de la producción del lote, no después de su inspección.
Flujo de trabajo de configuración de coronación que funciona en producción real

El abombamiento existe porque la física no es opcional. Bajo carga, el conjunto bancada/corredor se deforma elásticamente, y una prensa plegadora necesita un sistema de abombamiento (en la viga, la mesa o ambas) para mantener el ángulo de plegado constante en toda su longitud.
El objetivo no es la “coronación máxima”. El objetivo es la curva de contra-deflexión correcta para la distribución de tonelaje específica y la longitud de curvatura, de modo que la relación punzón-matriz permanezca constante a lo largo de la línea de curvatura.
Comience con una pila mecánica limpia (porque la coronación no puede solucionar un mal asiento)
Si el punzón no está correctamente asentado o la matriz no está completamente asentada, puede parecer que la máquina tiene un problema de deflexión cuando en realidad tiene un problema de alineación de las herramientas. Si se aplica un abombamiento para compensar un problema de asentamiento, la corrección se vuelve inestable y se desvía a medida que la herramienta se asienta durante la producción.
Una regla práctica es tratar la coronación como la “corrección final 10%”. El primer 90% de estabilidad proviene de integridad de sujeción de la herramienta, superficies de contacto limpias, correspondencia correcta de la herramienta y calibración uniforme.
Establezca una línea base y luego ajústela en pequeños pasos
Un método repetible consiste en ejecutar una primera curvatura controlada, mapear el ángulo y luego ajustar el bombeo en pequeños incrementos. Los sistemas manuales suelen utilizar la lógica de ajuste de cuña; si el centro está desviado en comparación con ambos extremos, se ajusta la zona de apoyo central en lugar de ajustar la profundidad del pistón.
Una explicación común en el bombeo con cuñas es: si el pliegue es correcto en ambos extremos, pero presenta una abertura de varios grados en el centro, se aprietan las cuñas en la zona central para elevar ligeramente la bancada y recuperar el ángulo. Esta misma lógica de diagnóstico se aplica incluso al bombeo hidráulico o CNC; la diferencia radica en que el controlador mueve la curva automáticamente.
Diagnosticar el patrón, no sólo el número
Los errores de ángulo tienen patrones, y cada patrón sugiere una causa raíz diferente. Sus operadores se vuelven mucho más rápidos cuando aprenden a reconocer el patrón y a aplicar la solución correcta.
| Patrón de ángulos a lo largo | Causa más probable | La corrección más efectiva |
|---|---|---|
| Centro más abierto que los extremos | Desviación natural del lecho/ariete no compensada | Aumentar la coronación (o elevar la curva de la zona media) Maquinaria Selmach™ |
| Extremos más abiertos que el centro | Problemas de sobrecoronamiento o soporte de borde | Reducir coronamiento; verificar apoyos y calibraciones |
| Un extremo constantemente desviado | Asiento/sujeción de herramientas, alineación o carga lateral | Vuelva a colocar las herramientas; verifique la sujeción y la alineación |
| Deriva aleatoria de una parte a otra | Variabilidad del material o deriva de temperatura | Mejorar el control del material; estabilizar la temperatura y el ciclo del aceite |
Esta tabla es deliberadamente práctica. Evita la resolución de problemas basada únicamente en la teoría y se centra directamente en las acciones que estabilizan una prensa plegadora hidráulica en producción.
Del bombeo estático al control de bucle cerrado: flexión adaptativa y medición de ángulos
El bombeo estático es eficaz, pero aún se basa en una suposición: “el material se comporta como la última vez”. En fábricas reales, el espesor y la resistencia del material varían más de lo deseado, y el resultado del plegado cambia incluso cuando la máquina funciona a la perfección.
Es por eso que la industria se desarrolló medición de ángulos en proceso y flexión adaptativa. Las medidas de plegado adaptativas miden el ángulo de curvatura durante el conformado y envían esa medición al control numérico, lo que permite la corrección automática durante el ciclo de plegado.
Medición de ángulos en tiempo real: qué cambia
Los sistemas de medición de ángulos pueden utilizar métodos ópticos/láser para medir el ángulo de flexión en tiempo real y transferir los resultados directamente al controlador. Esto cambia el modelo operativo de "doblar → medir → volver a doblar" a "doblar una vez → confirmar durante la carrera → terminar en el objetivo".“
Algunas soluciones comerciales priorizan la capacidad de frecuencia de actualización para la medición en tiempo real, lo cual es un indicador práctico de la capacidad de respuesta en producción. Sus compradores no necesitan memorizar la marca del sensor; necesitan comprender su valor: menos piezas de prueba, menor dependencia del operador, y mayor estabilidad en lotes mixtos.
¿Qué nivel de precisión es realista?
El doblado por aire es flexible y eficiente, pero naturalmente presenta mayor variabilidad que el doblado a fondo/acuñado, ya que el ángulo final depende de la profundidad de penetración, la recuperación elástica y las propiedades del material. En la discusión clásica de la industria, la precisión del ángulo de doblado por aire suele presentarse en torno a ±0,5° como una cifra aproximada. Revista MetalForming
Con el control basado en mediciones, algunas referencias de la industria describen mejoras en la tolerancia del ángulo de plegado de aproximadamente ±0,2° para la tecnología de plegado de precisión. Su marketing debe presentar esto con cuidado: capacidad de la máquina es un factor, y el disciplina de proceso (herramientas, configuración, control de materiales) decide si esa capacidad se logra en la fábrica.
Matriz de tecnología a resultados (uso en la educación del comprador)
| Acercarse | Lo que compensa | Fortalezas | Caso de uso típico |
|---|---|---|---|
| Coronación manual/mecánica | Curva de deflexión predecible | Simple y rentable | Tiradas largas y estables, materiales consistentes Maquinaria Selmach™ |
| Coronación hidráulica/CNC | Curva programada por carga/longitud | Configuración rápida, repetibilidad | Producción mixta, piezas largas |
| Flexión adaptativa + sensores | Variación del material + deriva de recuperación elástica | Menos piezas de prueba, mayor confianza | Tolerancias de ángulos estrechos y alta mezcla |
Esta es una herramienta de ventas eficaz, ya que considera la precisión como una decisión de sistema. Además, ayuda al comprador a evitar pagar de más por sistemas de sensores cuando su tolerancia y combinación de piezas no lo requieren.
Cuantificación de la carga y la deflexión: los números que realmente impulsan la precisión
Una prensa plegadora hidráulica no dobla el metal. Aplica fuerza a través de las herramientas a lo largo de una distancia, y la estructura reacciona elásticamente a dicha fuerza. La importancia de la gestión de la deflexión reside en que la deflexión estructural modifica la penetración efectiva del punzón a lo largo de la pieza.
La buena noticia es que las leyes fundamentales del escalamiento son sencillas. Si su equipo comprende cómo escala el tonelaje, podrá predecir cuándo la coronación será sensible y cuándo la ventana de proceso será indulgente.
Selección de la apertura del troquel y su impacto
Una guía ampliamente utilizada en el taller es la "Regla del 8" para la apertura de la matriz en V en relación con el espesor (V ≈ 8× espesor), que suele presentarse como una regla práctica para el doblado por aire. Una tabla de tonelaje de doblado también destaca aperturas de matriz de aproximadamente 8× espesor (y de aproximadamente 10× espesor por encima de ciertos rangos de espesor), lo que refuerza la idea de que la selección de la V es fundamental para la carga y la estabilidad.
La selección de la abertura en V es importante porque modifica el tonelaje requerido y los resultados del radio. Si se selecciona una V demasiado pequeña para alcanzar un radio interior estrecho, el tonelaje aumenta drásticamente y la deflexión se vuelve más difícil de controlar.
Relaciones entre la fuerza de flexión del núcleo (perspectiva de ingeniería práctica)
Una guía técnica resume las proporcionalidades clave para el doblado en V: la presión de doblado es inversamente proporcional al ancho de la V, a la longitud del doblado, al cuadrado del espesor y a la resistencia a la tracción. Estas cuatro relaciones explican la mayoría de los problemas de precisión desconocidos en las prensas plegadoras hidráulicas.
Esa misma referencia proporciona una fórmula práctica simplificada para el tonelaje requerido por metro (derivado de valores experimentales y utilizado para planificación), que muestra explícitamente cómo el cuadrado del espesor y el ancho V determinan la sensibilidad a la carga. cónico.co.jp
Ejemplo práctico: Por qué la coronación se vuelve innegociable en curvas largas
Supongamos un escenario común de flexión del aire para un comportamiento similar al del acero dulce, utilizando la forma simplificada P = 68 × t² / V (toneladas/metro cúbico) como referencia de planificación. Utilice este ejemplo para ilustrar por qué pequeños cambios en la configuración tienen grandes consecuencias en la práctica.
- Espesor t = 2,0 mm
- Apertura en V V = 16 mm (de acuerdo con una directriz 8×)
- Longitud L = 2,0 m
Paso a paso:
- Calcular t²: 2.0² = 4.0.
- Calcular tonelaje por metro: P = 68 × 4,0 / 16 = 68 × 0,25 = 17 toneladas/m.
- Tonelaje total para 2,0 m: 17 × 2,0 = 34 toneladas.
Ahora cambie solo la abertura en V (un pequeño cambio común que realizan los operadores cuando la disponibilidad de herramientas es limitada). Si la V llega a 12 mm:
- P = 68 × 4.0 / 12 = 272 / 12 = 22,67 toneladas/m (aprox.). cónico.co.jp
- Tonelaje total: 22,67 × 2,0 = 45,34 toneladas (aprox.).
No se modificó nada en el dibujo de la pieza. Sin embargo, la carga de la máquina aumentó aproximadamente 11,34 toneladas, lo que aumenta la desviación y hace que sea más difícil mantener la uniformidad del ángulo, especialmente en toda su longitud.
Análisis de la realidad basado en gráficos (en qué confían los compradores)
Una tabla clásica de tonelaje de prensa plegadora indica los requisitos de tonelaje por pie lineal para acero dulce con límites de resistencia específicos, e indica explícitamente aberturas de matriz de aproximadamente 8 veces el espesor para ciertos rangos. También indica factores comparativos típicos para otros metales (por ejemplo, el acero inoxidable requiere mayor tonelaje que el acero dulce). cansaw.com
Por eso, los compradores serios solicitan la tabla de tonelaje y las especificaciones principales en la misma conversación. Entienden que la precisión de una prensa plegadora hidráulica no es una "función del controlador", sino un sistema de fuerza y rigidez.
Por qué es importante el comportamiento elástico de la máquina (Una traducción sencilla de física)
A nivel estructural, la rigidez depende de la geometría y de la elasticidad del material. Para las estructuras de acero, un módulo de elasticidad comúnmente referenciado es de alrededor de 200 GPa, por lo que los marcos de acero son rígidos pero aún así se deforman elásticamente bajo cargas elevadas. Caja de herramientas de ingeniería
La importancia para los compradores es clara: en curvas largas, la deflexión aumenta rápidamente, por lo que es necesario contrarrestarla con una curva de coronación controlada. Por eso, un mayor tonelaje por sí solo no garantiza la precisión: si la rigidez y la compensación no se diseñan correctamente, un mayor tonelaje simplemente produce una mayor deflexión y una mayor dispersión angular.
Qué pedir en una prensa plegadora hidráulica de alta precisión (lista de verificación para el comprador)
Los clientes que buscan precisión adquieren las prensas plegadoras hidráulicas de forma diferente. Se fijan menos en las afirmaciones del folleto y más en si la máquina incluye los elementos de ingeniería que mantienen los resultados estables tras la instalación.
Integridad del marco y la mesa
Una prensa plegadora debe mantener su geometría bajo carga. Esto implica un diseño de bastidor rígido, una estructura de mesa estable y una capacidad de bombeo diseñada para la longitud de trabajo y el rango de tonelaje.
Su conversación de ventas debe conectar esto directamente con los resultados: una mayor rigidez reduce la cantidad de compensación requerida, lo que aumenta la repetibilidad y reduce la sensibilidad a pequeñas diferencias de configuración.
Disciplina de posicionamiento, repetibilidad y verificación de ejes
Aunque las prensas plegadoras no son máquinas herramienta en el sentido de corte, el lenguaje de la precisión se beneficia de un enfoque estandarizado. La norma ISO 230-2 describe los procedimientos de prueba para determinar la precisión y la repetibilidad del posicionamiento de ejes controlados numéricamente. ISO
Para un comprador, la conclusión es simple: si un proveedor puede explicar cómo verifica el posicionamiento y la repetibilidad de los ejes (y con qué frecuencia), ese proveedor está hablando el lenguaje de la precisión controlada en lugar de la "precisión de marketing".“
Capacidad de coronación (no solo “coronación incluida”)
Una prensa plegadora necesita bombeado para mantener un ángulo constante a lo largo de su longitud. Este bombeado puede ubicarse en la viga, la mesa o ambas. Para el comprador, esto se traduce en: "¿Es la capacidad de bombeado suficiente para mi longitud máxima de plegado y tonelaje, y es fácil de configurar y repetir?"“
Si el sistema de coronación está asistido por CNC, también puede reducir el esfuerzo de configuración y la intervención del operador, lo que mejora directamente el rendimiento. Maquinaria Selmach™
Manual práctico de precisión para trabajos mixtos (Lo que estandarizan las fábricas de alto rendimiento)

La mayoría de los problemas de precisión atribuidos a una prensa plegadora hidráulica son, en realidad, problemas de proceso. Un manual de instrucciones de fábrica fiable reduce estos problemas a una rutina repetible.
Controle la variabilidad del material antes de tocar el CNC
El espesor del material y las propiedades mecánicas varían entre lotes. Si considera "2,0 mm" como un dato real en lugar de un valor medido, se pasará el día entero buscando el ángulo.
Un enfoque disciplinado mide el espesor, confirma la dirección de la veta cuando es relevante y estandariza el lado que da al punzón cuando los requisitos estéticos son importantes. Esto hace que las correcciones de coronación y profundidad sean mucho más estables.
Estandarice la selección de herramientas y no mezcle aberturas en V “convenientes”
Los cambios en la apertura en V no son estéticos. Como se mostró anteriormente, la apertura en V modifica significativamente el tonelaje, y este modifica la deflexión, lo que modifica la dispersión angular.
Si su producción es muy variada, construir una pequeña cantidad de aberturas en V estandarizadas (y documentar qué piezas las usan) a menudo mejora la precisión más que cualquier actualización de una sola máquina.
Utilice la estrategia de soporte en piezas largas (ya que la gravedad añade una "falsa desviación")
Las piezas largas se comban. Esta comba puede presentarse como un problema de ángulo, un problema de longitud de brida o una torsión que aparece después de la descarga.
Para un doblado de precisión, los soportes de las piezas deben considerarse parte del diseño del proceso. Esto es especialmente importante cuando el ensamblaje del cliente requiere rectitud y bridas de retorno consistentes.
Cómo evaluar la precisión de una prensa plegadora hidráulica (un plan de prueba de aceptación simple)
Si un comprador busca pruebas, proporciónele un plan de prueba en lugar de una promesa. Las mejores pruebas de aceptación simulan una carga real en una longitud real y miden los resultados en múltiples estaciones.
Matriz de prueba de aceptación sugerida (orientada al comprador)
| Prueba | Material | Espesor | Longitud de curvatura | Método | Qué medir |
|---|---|---|---|---|---|
| Uniformidad de curvatura larga | acero dulce | Gama media | Cerca del máximo práctico | Curva de aire | Mapa de ángulos a lo largo |
| Sensibilidad de carga | Mismo | Dos espesores | Mismo | Curva de aire | Cambio de tonelaje vs. diferencial angular |
| Repetibilidad | Mismo | Mismo | Mismo | Mismo | Repetibilidad de ángulos entre piezas |
| Demostración de circuito cerrado (opcional) | Mismo | Mismo | Mismo | Curva de aire | Control del ángulo del primer impacto mediante detección |
Este tipo de plan le da credibilidad a su marketing, ya que demuestra que entiende la precisión como un resultado de ingeniería, no como un eslogan. Además, hace que el comprador se sienta protegido, lo que acelera la toma de decisiones.
Dónde encaja KRRASS para el doblado con precisión
KRRASS posiciona prensas plegadoras hidráulicas para fábricas globales que necesitan rendimiento y calidad estable. La forma más efectiva de vender precisión es vender... estrategia completa de gestión de desviaciones, incluida la configuración de coronación adecuada, la documentación del proceso y (cuando sea necesario) el control basado en mediciones.
Si un cliente tiene dificultades para mantener la consistencia de las piezas largas, su mejor opción es un proceso de diagnóstico breve: revise la combinación de piezas, las tolerancias requeridas, los materiales típicos y las longitudes máximas de plegado, y luego recomiende el método de bombeo y verificación adecuado. Esto ajusta las especificaciones de la máquina a la realidad del cliente y reduce el riesgo de la puesta en marcha.
Diseño de una prensa plegadora hidráulica para una precisión estable bajo carga
La precisión de la prensa plegadora hidráulica mejora drásticamente cuando la máquina está diseñada para comportarse de manera predecible. después de aplicar el tonelaje, no solo cuando el cilindro se mueve sin carga. En la práctica, esto implica diseñar la estructura, el sistema de coronación, la estrategia de detección (si se utiliza) y el flujo de trabajo de verificación como un sistema de precisión integrado.
La gestión de la deflexión es el centro de ese sistema porque la coronación existe específicamente para compensar la deflexión normal entre la cama y el ariete, que de lo contrario cambia el ángulo de curvatura resultante a lo largo de la longitud. Metalurgia canadiense
La estructura es lo primero: la rigidez reduce la sensibilidad
Un sistema de coronación robusto puede compensar la deflexión, pero siempre es más fácil corregir una deflexión pequeña y estable que una grande e inestable. Un bastidor más rígido reduce la compensación necesaria y la sensibilidad del proceso a pequeños cambios de tonelaje, material o herramientas.
Desde el punto de vista del comprador, esto se traduce en un punto simple: dos prensas plegadoras hidráulicas pueden tener "corona", pero la que tenga mejor rigidez requerirá menos curvaturas de prueba y mantendrá el ángulo de manera más consistente en una variedad más amplia de piezas.
¿Por qué la longitud es el multiplicador oculto (el problema L⁴)?
Incluso si nunca se utilizan ecuaciones de vigas a diario, el comportamiento de escala es sumamente ilustrativo para la flexión. Para una viga simplemente apoyada bajo una carga uniformemente distribuida, la mecánica clásica proporciona una deflexión máxima en el centro del vano proporcional a 5 w L⁴ / (384 EI), lo que significa que la desviación crece con la longitud hasta la cuarta potencia.
Esa escala explica por qué una curva que parece perfecta a 1 metro puede volverse difícil a 2 metros, incluso si todo lo demás permanece "similar". Si la longitud se duplica y todo lo demás es comparable, el término L⁴ por sí solo sugiere que la tendencia a la deflexión puede aumentar aproximadamente 16×, por lo que la precisión de las piezas largas exige una configuración disciplinada y de coronación.
Las suposiciones sobre la rigidez del material siguen siendo importantes
Muchos cálculos industriales suponen que el módulo de Young del acero es “alrededor de 200 GPa”, y las referencias de ingeniería indican que esta es una práctica común en todos los grados de acero (incluso reconociendo la variación en el mundo real). Mina de eruditos
En cuanto a la precisión de su prensa plegadora hidráulica, la implicación es práctica: incluso si la rigidez del material es bastante estable, variación de la recuperación elástica y la fuerza La carga requerida sigue cambiando, y la carga modifica la deflexión. Cuando los compradores se quejan de la desviación angular entre lotes, la causa principal suele ser la variación de la carga, más que el posicionamiento de la máquina.“
Una coronación bien hecha: qué es lo que realmente la hace funcionar

El abombamiento no es una función de casilla de verificación. Es una curva de contraflexión controlada que debe aplicarse correctamente a lo largo del punzón para mantener una penetración uniforme de izquierda a derecha.
La coronación debe cubrir toda la longitud, no “la mayor parte”
Un sistema de coronación ajustable es más eficaz cuando cubre toda la longitud de la máquina, porque las herramientas superiores deben penetrar las herramientas inferiores a la misma profundidad en toda el área de trabajo. Herramientas Wila
Esta es una de las explicaciones más fáciles de usar para el comprador. Cambia la discusión de vagas afirmaciones de precisión a un requisito físico que cualquier ingeniero de doblado experimentado reconoce de inmediato.
Coronación mecánica vs. hidráulica: un marco de decisión que los compradores entienden
Una forma creíble de explicar las opciones de coronación es mostrar cómo se comporta cada una en producción. La coronación mecánica por cuña suele ser robusta y repetible, mientras que la coronación hidráulica suele ajustarse de forma más continua a diferentes cargas, especialmente en producciones con alta mezcla.
Los sistemas de coronación están diseñados para compensar la desviación normal entre la cama y el ariete, por lo que la elección correcta depende de la frecuencia con la que el cliente cambia el material, el espesor y la longitud de curvatura.
Un "diagnóstico de patrones" que culmina en el taller y que reduce las conjeturas
Cuando un comprador tiene dificultades con la consistencia de piezas largas, suele observar uno de tres patrones. Estos patrones se pueden explicar claramente sin cálculos matemáticos avanzados y guían la corrección de forma eficiente.
| Patrón de ángulos a lo largo | Lo que suele indicar | La mejor primera corrección |
|---|---|---|
| Centro más abierto que los extremos | Deflexión subcompensada | Aumentar la coronación (elevar la curva central) |
| El centro está más apretado que los extremos | Deflexión sobrecompensada | Reducir la coronación y volver a verificar el asiento. |
| Un lado constantemente apagado | Asiento de herramientas, alineación o carga desigual | Vuelva a colocar las herramientas, verifique la sujeción y verifique la simetría de la carga. |
Esta mesa se vuelve aún más potente cuando el cliente la utiliza junto con un sencillo mapa de ángulos "izquierda-centro-derecha". Una prensa plegadora hidráulica con bombeo programable agiliza estos ajustes y los hace más repetibles en todos los turnos.
Selección de herramientas y apertura en V: la precisión comienza con la carga que crea
La precisión de la prensa plegadora hidráulica depende en gran medida del tonelaje generado. Por lo tanto, la selección de herramientas no se limita a "dar forma"; es un factor clave para controlar la carga, la deflexión y la repetibilidad.
La regla del 8: un punto de partida práctico, no una ley
Una directriz de la industria ampliamente citada es la “Regla de 8”, que establece que la apertura del troquel en V es de aproximadamente 8× el espesor del material Para doblado de acero dulce por aire.
Es importante destacar que varias referencias explican que esta regla general está vinculada a supuestos materiales comunes en torno a... 60.000 PSI de tensión para gráficos de acero dulce, por lo que la guía funciona de manera confiable como punto de partida, pero aún necesita ajustes para materiales de alta resistencia o requisitos de radio especiales.
Por qué la apertura en V controla el riesgo de deflexión
Al reducirse la abertura en V, el tonelaje requerido aumenta rápidamente. Al aumentar el tonelaje, aumenta la deflexión, por lo que el bombeo se vuelve más sensible y crítico para lograr un ángulo constante en toda su longitud.
Para los compradores, este es un punto educativo clave: si eligen una abertura en V más pequeña para lograr un radio interior más estrecho, deben esperar una mayor demanda de tonelaje y deben priorizar una prensa plegadora hidráulica con un sistema de coronación bien diseñado y una rigidez estructural estable.
Tabla: ¿Qué cambia más la carga (y por lo tanto cambia la deflexión)?
| El cambio que haces | ¿Qué pasa con el tonelaje? | ¿Qué sucede con la sensibilidad a la deflexión? |
|---|---|---|
| Aumentar el grosor | La carga aumenta con fuerza (a menudo domina el cambio) | El riesgo de deflexión aumenta drásticamente y la coronación se vuelve más crítica |
| Utilice una abertura en V más pequeña | La carga aumenta | La deflexión aumenta y es más probable que haya dispersión del ángulo. |
| Utilice material más resistente | La carga aumenta | Mayor recuperación elástica + mayor carga, por lo que el control se vuelve más importante |
| Aumentar la longitud de la curva | Aumento del tonelaje total | La expansión del ángulo de la parte larga se convierte en el riesgo principal |
Por eso, los compradores serios preguntan sobre la "precisión" y la "estrategia de herramientas" en la misma conversación. Si un proveedor no puede explicar cómo las herramientas afectan la carga, sus afirmaciones sobre la precisión tienden a fracasar en la producción real.
Flexión adaptativa y medición de ángulos: cuando necesita precisión que sobreviva a las variaciones del material
El bombeo compensa la deflexión estructural de la máquina. La flexión adaptativa y la medición de ángulos compensan la parte impredecible:variación del material, deriva de recuperación elástica y realidad de producción.
La flexión adaptativa explicada en una frase
Un sistema de control de ángulo adaptativo controla el ángulo en tiempo real durante el proceso de doblado, lo que permite que la máquina se adapte a las variaciones del material y las compense.
Esa definición es poderosa porque enmarca el valor correctamente. No se trata de "automatizar por automatizar"; es cerrando el círculo De esta manera, el primer golpe está más cerca del objetivo incluso cuando la hoja se comporta de manera diferente.
Sistemas basados en láser: qué hacen y por qué reducen los desechos
Las descripciones comerciales de doblado adaptativo explican que los láseres miden constantemente el ángulo de la pieza de trabajo durante el doblado y ajustan los parámetros de control para que el ángulo resultante coincida con el diseño definido, incluso cuando existen variaciones de espesor o grano.
De manera similar, los debates de la industria sobre la medición de ángulos en tiempo real enfatizan que un verdadero sistema en tiempo real proporciona retroalimentación al control de la máquina para que el posicionamiento del ariete produzca una curvatura precisa.
Los datos de medición de ángulos en tiempo real pueden ser más completos que los de "un ángulo"“
Algunas soluciones de medición de ángulos describen el suministro de datos de medición de ángulos en tiempo real que incluyen ángulos internos y externos, información del ángulo de recuperación elástica y resultados de medición relacionados. Lazersafe
En términos del cliente, eso significa menos correcciones manuales, menos piezas de prueba y una producción más estable cuando la fábrica procesa lotes mixtos o compra láminas de múltiples fuentes.
¿Qué precisión y tolerancias son realistas (y cómo comunicarlas de forma creíble)?
La precisión de la prensa plegadora hidráulica suele sobreestimarse porque se confunde el posicionamiento del eje con el resultado del plegado. Puede generar confianza indicando tolerancias de proceso realistas y explicando con precisión qué opciones tecnológicas las mejoran.
Tolerancias típicas del ángulo de curvatura por método
Para obtener orientación general de ingeniería, las recomendaciones típicas suelen citar flexión del aire por ser menos preciso que tocando fondo y acuñación, con valores representativos como flexión del aire alrededor de ±1°, fondo alrededor de ±0,5° y acuñamiento alrededor de ±0,25° en algunos contextos de orientación de diseño. Xometry Pro
Algunas fuentes generales citan una precisión del ángulo de curvatura del aire de aproximadamente ±0,5° en determinadas condiciones, lo que constituye un punto de referencia útil cuando se explica que los resultados del mundo real dependen de la variación del material y del control del proceso. Wikipedia
Cómo posicionar esto para los compradores sin prometer demasiado
Se puede afirmar con responsabilidad: una prensa plegadora hidráulica de alta calidad con bombeo robusto, ejes estables y un flujo de trabajo disciplinado puede ofrecer ángulos consistentes para la mayoría de los trabajos industriales, y los sistemas de medición de circuito cerrado pueden reducir los plegados de prueba y mejorar la estabilidad cuando los materiales varían. Esto coincide con la descripción del plegado adaptativo en la literatura especializada, donde el sistema se adapta a las variaciones y las compensa durante el plegado.
Este enfoque protege la credibilidad porque vincula el desempeño a las condiciones y a la estrategia de control en lugar de afirmar un “número único” poco realista para cada trabajo.
Pruebas de verificación y aceptación: Tomando prestada la disciplina de las normas de posicionamiento ISO
Aunque una prensa plegadora hidráulica no es una fresadora, los compradores respetan el criterio de pruebas estandarizadas. La norma ISO 230-2:2014 describe métodos para probar y evaluar la precisión y repetibilidad del posicionamiento de ejes controlados numéricamente, lo cual constituye un marco útil para verificar el comportamiento del movimiento CNC. ISO
Las investigaciones que analizan la norma ISO 230-2 también señalan consideraciones prácticas como la densidad de puntos de medición recomendada para ejes de hasta ciertas longitudes, lo que refuerza la idea de que la verificación debe ser sistemática en lugar de "una medición y listo".“ Ciencia Directa
Prueba de aceptación fácil de usar para el comprador para el control de la deflexión en curvas largas
Una prueba de aceptación práctica que convence a los clientes experimentados es sencilla: elija una longitud de curvatura larga que se ajuste a sus piezas, realice una curvatura neumática con un tonelaje realista y mida los ángulos en varias estaciones a lo largo de la curva. A continuación, ajuste el bombeo según sea necesario y confirme que la separación de ángulos cumple con las tolerancias del cliente.
Esto valida directamente la afirmación de que la coronación compensa la deflexión del lecho/ariete que afecta el ángulo resultante.
ROI del control de deflexión: ¿Por qué las características de coronación y circuito cerrado son rentables?

Las características de precisión suelen evaluarse como un "costo adicional", pero la precisión del plegado casi siempre produce un retorno financiero mensurable. Este retorno suele provenir de la reducción del tiempo de preparación, la reducción de desechos, la reducción de retrabajos y una mayor fiabilidad del cronograma.
Un modelo de ROI simple que los compradores pueden entender
A continuación, se presenta una plantilla conservadora que puede usar en sus conversaciones de marketing y ventas. No requiere que usted establezca un retorno de inversión universal; ayuda al comprador a estimarlo con sus propias cifras.
| Variable | Ejemplo conservador | Notas |
|---|---|---|
| Piezas por día afectadas por curvas largas | 120 piezas | Utilice únicamente las piezas en las que la extensión del ángulo de longitud larga genere desechos o retrabajo. |
| Tasa de descarte/retrabajo actual | 4% | Muchas fábricas subestiman esto porque el retrabajo no se registra como desecho. |
| Tasa de desechos/retrabajo después de la disciplina de coronación | 1.5% | La mejora se debe a un menor número de piezas de prueba y a un menor número de "fallos en el mapa de ángulos".“ |
| Costo por pieza desechada o reelaborada | $18 | Incluye mano de obra + material + interrupción del horario |
| Días laborables anuales | 250 | Adaptarse a la realidad del cliente |
| Ahorro anual estimado | $13,500 | (120×250×(4%-1.5%)×$18) |
Esta tabla es convincente por su transparencia y ajuste. Además, ayuda a justificar por qué la cobertura de coronación y las funciones de corrección en tiempo real no son características exclusivas cuando el cliente fabrica piezas largas.
Preguntas frecuentes: Precisión de la prensa plegadora hidráulica y gestión de la deflexión
¿Qué provoca ángulos inconsistentes a lo largo de una curva larga en una prensa plegadora hidráulica?
La causa más común es la deflexión normal entre la bancada y el ariete bajo carga, lo que altera la condición efectiva de encofrado a lo largo de la longitud. Los sistemas de coronación están diseñados específicamente para compensar dicha deflexión, de modo que el ángulo de plegado se mantenga constante.
¿El coronamiento garantiza ángulos perfectos para cada lote de material?
El bombeado compensa el comportamiento estructural de la máquina, pero no elimina la variación del material ni las diferencias de recuperación elástica. Los sistemas de plegado adaptativo están diseñados para adaptarse a las variaciones del material y compensarlas durante el plegado, por lo que se utilizan a menudo cuando la variabilidad del lote es alta.
¿Por qué cambiar la apertura del V-die afecta tanto la precisión?
Debido a que la abertura en V modifica el tonelaje requerido, y este modifica la deflexión, la regla de 8 (V ≈ 8 veces el espesor para el doblado por aire de acero dulce) se utiliza ampliamente como punto de partida estable, precisamente porque equilibra la carga y la repetibilidad en condiciones comunes.
¿Cuándo debería una fábrica considerar la medición de ángulos en tiempo real?
Las fábricas deberían considerarlo cuando realizan trabajos con alta mezcla, cuando la variabilidad de materiales es significativa o cuando los requisitos de tolerancia les obligan a reducir las piezas de prueba. Las referencias comerciales describen el control de ángulo en tiempo real y el plegado adaptativo basado en láser como sistemas que miden el ángulo durante el conformado y se ajustan para lograr el resultado deseado.
¿Cómo debe un comprador verificar las “afirmaciones de precisión” de una prensa plegadora hidráulica?
Deberían exigir una prueba de carga relevante en una longitud de curvatura similar a la de sus piezas, medir ángulos en múltiples estaciones y confirmar la repetibilidad en varias piezas. También es útil aplicar el enfoque estandarizado a la verificación de ejes, y la norma ISO 230-2 es una referencia reconocida para los métodos que prueban la precisión y la repetibilidad del posicionamiento de ejes controlados numéricamente. ISO
Cierre práctico: cómo vender con precisión sin prometer demasiado
Si quieres tu “prensa plegadora hidráulica Para que el posicionamiento "de precisión" sea creíble, debe basarse en la gestión de la deflexión. Puede indicar claramente que el coronamiento compensa la deflexión normal de la bancada/pistón, que de otro modo causaría variación del ángulo en curvas largas, y puede demostrarlo con una prueba de aceptación de mapa de ángulos.
Si el mayor problema del cliente es la variación del material y la deriva de recuperación elástica, entonces se introduce la flexión adaptativa como la siguiente capa: un enfoque descrito en la literatura comercial como la adaptación a las variaciones del material y la compensación en tiempo real.




