هل تساءلت يوماً عن الفن والدقة الكامنة وراء ثني الصفائح المعدنية؟ في هذه المدونة المفصلة، نستكشف عملية تحويل الصفائح المعدنية المسطحة إلى أشكال معقدة. يكشف مهندسنا الميكانيكي الخبير أسرار تقنيات ثني المعادن المختلفة، بدءًا من الثني باستخدام مكابس الثني وصولًا إلى الثني باستخدام القوالب، مع مناقشة مواد مثل الألومنيوم والفولاذ. اكتشف المعدات والأساليب الأساسية التي تجعل ثني الصفائح المعدنية جزءًا لا يتجزأ من صناعة المعادن الحديثة.
ثني الصفائح المعدنية تُعدّ عملية التشكيل الأساسية طريقةً لتعديل هندسة الصفائح أو الألواح المعدنية عن طريق إنشاء انحناءات زاوية على طول محور مستقيم. تُتيح هذه الطريقة متعددة الاستخدامات إنتاج أشكال متنوعة، مثل الأشكال على هيئة حرف V وحرف U، وحتى تصاميم أكثر تعقيدًا، مما يجعلها ضرورية لتصنيع المكونات في مختلف الصناعات، مثل صناعة السيارات والطيران والبناء.
تهيمن طريقتان أساسيتان ثني الصفائح المعدنية: ثني القوالب و فرامل اليد الانحناء. لكل طريقة مزاياها الخاصة وتناسب احتياجات إنتاجية مختلفة:
- ثني القوالب:
- مثالي للأجزاء ذات الأشكال الهندسية المعقدة والهياكل المعقدة
- مناسب لكل من النماذج الأولية ذات الكميات المنخفضة والإنتاج بكميات كبيرة
- يستخدم قوالب مصممة خصيصًا للحصول على نتائج دقيقة وقابلة للتكرار
- يضمن ثباتًا ممتازًا في الأبعاد وجودة متسقة
- ثني الثني باستخدام مكبس الفرامل:
- الأفضل للمكونات المعدنية الكبيرة المصنوعة من الصفائح المعدنية
- مرن، مما يسمح بتغييرات سريعة بين أشكال الانحناء المختلفة.
- فعال من حيث التكلفة لأحجام الإنتاج المنخفضة إلى المتوسطة
- يوفر تحكمًا دقيقًا في زوايا الانحناء ونصف القطر باستخدام أدوات قابلة للتعديل
يعتمد اختيار إحدى هاتين الطريقتين على عوامل مثل تعقيد القطعة، وحجم الإنتاج، وخصائص المواد، والتفاوتات المطلوبة. وتلعب كلتا التقنيتين دورًا حاسمًا في التصنيع الحديث. تقنيات ثني المعادن, ، مما يوفر خصائص فريدة مصممة خصيصًا لتلبية احتياجات التصنيع المحددة.

1. المواد والمعادن الشائعة
ثني الصفائح المعدنية تُعدّ عملية اختيار المواد عملية حيوية في التصنيع الحديث، حيث يؤثر اختيار المواد بشكل كبير على أداء المنتج وفعاليته من حيث التكلفة. يستكشف هذا القسم المعادن الأكثر استخدامًا في ثني الصفائح المعدنية, ، مع تسليط الضوء على خصائصها وتطبيقاتها وسماتها الفريدة التي تؤثر على قابلية التشكيل والجودة الإجمالية للمنتج النهائي.
فُولاَذ
يُعد الفولاذ، وهو سبيكة من الحديد والكربون، حجر الزاوية في ثني الصفائح المعدنية بفضل نسبة قوتها الاستثنائية إلى تكلفتها وتعدد استخداماتها، توفر أنواع مختلفة من الفولاذ مجموعة من الخصائص المصممة خصيصًا لتطبيقات الثني المختلفة.
- الفولاذ الطري (الفولاذ منخفض الكربون)يحتوي على نسبة كربون تتراوح بين 0.05% و0.25%، مما يمنحه قابلية تشكيل ولحام ممتازة. تسمح مقاومته المنخفضة للشد بسهولة ثنيه، مما يجعله مثاليًا لألواح هياكل السيارات والمكونات الهيكلية والتصنيع العام. مع ذلك، فإن قابليته للتآكل تتطلب طلاءات واقية في العديد من التطبيقات.
- الفولاذ المقاوم للصدأيتميز الفولاذ المقاوم للصدأ، المصنوع من سبيكة تحتوي على ما لا يقل عن 10.5% من الكروم، بمقاومة فائقة للتآكل بفضل تكوّن طبقة أكسيد الكروم ذاتية الإصلاح. تشمل الأنواع الشائعة ما يلي:
- 304 (أوستنيتي)يتميز بقابلية تشكيل ممتازة ومقاومة للتآكل؛ ويستخدم على نطاق واسع في معدات معالجة الأغذية والأجهزة الطبية.
- 316 (أوستنيتي): مقاومة محسّنة للتآكل بفضل محتوى الموليبدينوم؛ مفضلة في البيئات البحرية وبيئات المعالجة الكيميائية.
- 430 (حديدية): مغناطيسي ذو قابلية تشكيل جيدة؛ يستخدم عادة في تزيين السيارات والأجهزة المنزلية.
- الفولاذ عالي القوة منخفض السبائك (HSLA)يُوفر هذا النوع من الفولاذ قوةً ومتانةً أفضل مقارنةً بالفولاذ الطري، وذلك بفضل إضافة عناصر دقيقة مثل النيوبيوم أو الفاناديوم. ويُستخدم هذا النوع من الفولاذ بشكل متزايد في صناعات السيارات والطيران لتقليل الوزن مع الحفاظ على السلامة الهيكلية.
الألومنيوم
توفر سبائك الألومنيوم توازناً مثالياً بين خصائص الوزن الخفيف ومقاومة التآكل وقابلية التشكيل، مما يجعلها ضرورية في الصناعات التي تعطي الأولوية لتقليل الوزن والمتانة:
- سبيكة 5052: معروفة بقابليتها الممتازة للتشكيل ومقاومتها للتآكل؛ وتستخدم بشكل شائع في التطبيقات البحرية، والعلب الإلكترونية، وخزانات الوقود.
- سبيكة 6061يتميز بقوة جيدة وقابلية جيدة للحام؛ ويستخدم على نطاق واسع في المكونات الهيكلية ومعدات النقل وأجزاء الآلات.
- سبيكة 3003يتميز بقابلية تشكيل عالية وقوة متوسطة؛ مثالي للاستخدامات العامة أعمال الصفائح المعدنية, مكونات أنظمة التدفئة والتهوية وتكييف الهواء، وأدوات الطبخ.
المزايا الرئيسية للألمنيوم في ثني الصفائح المعدنية يشمل:
- نسبة قوة إلى وزن فائقة، مما يتيح تصميمات خفيفة الوزن
- مقاومة طبيعية للتآكل بفضل تكوين طبقة الأكسيد
- التوافق مع تقنيات تشطيب الأسطح المختلفة، بما في ذلك الأنودة والطلاء بالمسحوق
- موصلية حرارية وكهربائية ممتازة
نحاس
إن المزيج الفريد من الموصلية الكهربائية العالية، وخصائص إدارة الحرارة، وقابلية التشكيل للنحاس يجعله لا غنى عنه في تطبيقات محددة:
- الموصلية الكهربائية: 100% IACS (المعيار الدولي للنحاس الملدن)، الذي يضع المعيار للتطبيقات الكهربائية.
- الموصلية الحرارية: 401 واط/(م·ك)، مما يسهل تبديد الحرارة بكفاءة في أنظمة إدارة الحرارة.
- خصائص مضادة للميكروبات: الخصائص المتأصلة التي تجعل النحاس مناسبًا لتطبيقات الرعاية الصحية والأماكن العامة.
أنواع النحاس الشائعة لـ ثني الصفائح المعدنية يشمل:
- C11000 (قطران صلب إلكتروليتي): معروفة بموصليتها العالية، وتستخدم عادة في قضبان التوصيل الكهربائية والأسقف.
- C12200 (نحاس DHP)يتميز بقابلية تشكيل ممتازة، مما يجعله مثالياً لتطبيقات السباكة والتدفئة والتهوية وتكييف الهواء.
النحاس
يُعد النحاس الأصفر، وهو سبيكة تتكون أساسًا من النحاس والزنك، مزيجًا فريدًا من الخصائص التي تجعله ذا قيمة للتطبيقات الوظيفية والجمالية على حد سواء:
- قابلية ممتازة للتشغيل والتشكيل: يُمكّن من إنشاء أشكال معقدة وتفاصيل دقيقة.
- مقاومة التآكلفعال بشكل خاص في بيئات المياه العذبة.
- مظهر جذابلونه الذهبي يجعله خيارًا شائعًا للعناصر الزخرفية والمعمارية.
سبائك النحاس الأصفر الشائعة المستخدمة في ثني الصفائح المعدنية يشمل:
- C26000 (خرطوشة نحاسية): يتكون من 70% Cu و 30% Zn؛ معروف بقابليته الممتازة للتشكيل ويستخدم عادة في الأجهزة وأغلفة الذخيرة.
- C36000 (نحاس قابل للقطع الحر)يحتوي على الرصاص لتحسين قابلية التشغيل الآلي؛ مثالي للمكونات الدقيقة.
عند اختيار المواد لـ ثني الصفائح المعدنية, من الضروري مراعاة ليس فقط خصائص المادة، بل أيضًا متطلبات الانحناء المحددة، مثل نصف قطر الانحناء، وتعويض الارتداد، واحتمالية حدوث تشققات الإجهاد. وتُستخدم أدوات تحليل العناصر المحدودة المتقدمة (FEA) وأدوات المحاكاة بشكل متزايد لتحسين اختيار المواد ومعايير الانحناء، مما يضمن نتائج ناجحة في التطبيقات المعقدة. تشكيل الصفائح المعدنية العمليات.
2. تقنيات الثني
التحكم بالهواء
يُعدّ التحكم بالهواء تقنية متعددة الاستخدامات وشائعة الاستخدام في تصنيع الصفائح المعدنية. تتضمن هذه العملية وضع قطعة العمل على قالب على شكل حرف V بينما ينزل مكبس لتطبيق ضغط مضبوط. عند اختراق المكبس، يتشوه المعدن بشكل مرن ولدن، مما يُحدث انحناءً. تُحدد زاوية الانحناء النهائية بعمق اختراق المكبس، وخصائص المادة (مثل مقاومة الخضوع والسماكة)، وعرض فتحة القالب. تشمل المزايا الرئيسية للثني الهوائي ما يلي:
- انخفاض تكاليف الأدوات، حيث يمكن تحقيق زوايا متعددة باستخدام مجموعة واحدة من الأدوات.
- مرونة محسّنة، تسمح بإجراء تعديلات سريعة على الزاوية دون تغيير الأدوات.
- انخفاض تآكل القالب، لأن الصفيحة المعدنية لا تتوافق تمامًا مع شكل القالب.
- متطلبات الحد الأدنى من الحمولة، مما يتيح استخدام مكابس ثني ذات سعة أصغر.
سك العملة
التشكيل بالضغط هو تقنية ثني دقيقة تستخدم قوة كبيرة لتشكيل الصفيحة المعدنية بشكل لدني داخل تجويف القالب. خلال هذه العملية، يتم ضغط المثقب والقالب معًا مع وضع قطعة العمل بينهما، مما يؤدي إلى تدفق المادة وتشكيلها بدقة وفقًا لهندسة القالب. توفر هذه الطريقة العديد من المزايا:
- دقة وتكرار استثنائيان، مع تفاوتات ضيقة تصل إلى ±0.1 درجة.
- انخفاض ملحوظ في تأثيرات الارتداد نتيجة للتشوه البلاستيكي الكامل.
- زيادة قوة المادة في منطقة الانحناء من خلال التصلب بالتشكيل.
- القدرة على إنشاء أشكال معقدة وميزات بارزة في عملية واحدة.
الانحناء ثلاثي النقاط
يُعدّ اختبار الانحناء ثلاثي النقاط تقنية أساسية تُستخدم لاختبار المواد وتطبيقات التصنيع العملية. في هذه الطريقة، تُثبّت الصفيحة المعدنية عند نقطتين، مع تطبيق قوة مضبوطة عند نقطة ثالثة بين النقطتين. يوفر هذا الأسلوب ما يلي:
- توزيع متساوٍ للإجهاد والانفعال عبر العينة أو قطعة العمل.
- رؤى قيّمة حول سلوك المواد تحت أحمال الانحناء، بما في ذلك قوة الخضوع ومعامل المرونة.
- تعدد الاستخدامات في اختبار المواد المختلفة والسماكات المتنوعة.
- القدرة على إنشاء انحناءات دقيقة ومتكررة في بيئات الإنتاج.
- بيانات مفيدة لتحليل العناصر المحدودة (FEA) ومحاكاة الهندسة بمساعدة الحاسوب (CAE).
ثني القوالب على شكل حرف V
يُعدّ ثني القوالب على شكل حرف V تقنية أساسية في صناعة الصفائح المعدنية, توفر هذه التقنية توازناً بين التنوع والدقة. وتعتمد على استخدام مكبس على شكل حرف V وقالب مطابق لتطبيق الضغط وتشكيل زاوية الانحناء المطلوبة. ومن أبرز ميزات ثني القوالب على شكل حرف V ما يلي:
- دقة عالية ووضوح فائق، مع تفاوتات نموذجية تتراوح من ±0.5 درجة إلى ±1 درجة.
- التناسق بين الأجزاء المختلفة ناتج عن الهندسة الثابتة للأدوات.
- يمكن تحقيق نطاق واسع من أنصاف أقطار الانحناء والزوايا عن طريق تغيير أحجام القوالب واختراق المثقب.
- القدرة على التعامل مع مجموعة واسعة من سماكات وأنواع المواد.
- تقليل العلامات على المواد الحساسة مقارنة بالسك.
3. معدات الثني
مكبس ثني الصفائح
تُعد مكابس الثني آلات متعددة الاستخدامات تُستخدم في ثني الصفائح المعدنية تتميز هذه المكابس بدقة عالية وقابلية تكرار ممتازة في إنتاج الأشكال المعقدة. وتستخدم نظامًا للثقب والقالب لتطبيق قوة مركزة على قطعة العمل، مما يُنتج انحناءات دقيقة. وتأتي مكابس الثني الحديثة بتكوينات متنوعة، تشمل النماذج الهيدروليكية والميكانيكية والكهربائية المؤازرة، حيث يلبي كل منها احتياجات إنتاجية محددة.
- هيدروليكييوفر قوة ثابتة طوال الشوط، مما يجعله مثالياً للتطبيقات الشاقة.
- ميكانيكياًيوفر تشغيلاً عالي السرعة، وهو مناسب للإنتاج بكميات كبيرة للأجزاء البسيطة.
- محرك كهربائي مؤازريوفر دقة فائقة وكفاءة عالية في استهلاك الطاقة، مما يجعله مثالياً للمكونات الدقيقة.
تتحدد قدرة مكبس الثني بعوامل مثل طول العمل، والحمولة، ومدى تطور نظام التحكم. وتستطيع مكابس الثني المتقدمة التي تعمل بنظام التحكم الرقمي الحاسوبي (CNC) تحقيق عمليات ثني معقدة متعددة المحاور، وتغيير الأدوات، ومراقبة القوة في الوقت الفعلي للحصول على أفضل النتائج.
آلة طي
آلات الطي، والمعروفة أيضًا باسم آلات ثني الألواح، هي معدات متخصصة مصممة للإنتاج الفعال للألواح الكبيرة والمعقدة أجزاء من الصفائح المعدنية. تستخدم هذه الآلات عارضة تثبيت لتأمين قطعة العمل وشفرة قابلة للطي لإنشاء ثنيات دقيقة. يتيح هذا التصميم معالجة الصفائح الكبيرة وإنشاء ثنيات متعددة دون الحاجة إلى إعادة وضع المادة.
- يدوي: يتم تشغيلها بواسطة فنيين مهرة لإنتاج دفعات صغيرة أو لصنع النماذج الأولية.
- آليمجهزة بوحدات تحكم CNC لإنتاج كميات كبيرة من الأجزاء المعقدة بأقل تدخل من المشغل.
تتميز آلات الطي بقدرتها الفائقة على معالجة مجموعة واسعة من المواد، بما في ذلك الألومنيوم والفولاذ المقاوم للصدأ والفولاذ المجلفن. ويؤدي تصميمها الفريد غالبًا إلى تقليل العلامات على المواد الحساسة، والقدرة على إنتاج أجزاء ذات أطوال حواف أقصر مقارنةً بآلات ثني الصفائح التقليدية.
قوالب الثني
تُعد قوالب الثني مكونات أساسية في تشكيل الصفائح المعدنية, تؤثر هذه العوامل بشكل مباشر على هندسة الجزء النهائي ودقته وجودة سطحه. وهي مصنوعة من مواد عالية الأداء مثل فولاذ الأدوات، أو سبائك معززة بالكربيد، أو كربيد التنجستن لضمان طول العمر والحفاظ على الدقة مع الاستخدام المتكرر.
- V-dies: متعدد الاستخدامات ويستخدم على نطاق واسع في ثني الهواء وثني القاع، وهو متوفر بزوايا مختلفة لتحقيق أنصاف أقطار انحناء مختلفة.
- قوالب الثني الدورانيةتتميز هذه المنتجات بعناصر دوارة تقلل الاحتكاك بشكل كبير، مما يجعلها مثالية للمواد المعرضة للخدش أو عند العمل مع الأسطح المصقولة مسبقًا.
- مسح القوالب: استخدم حركة المسح لإنشاء انحناءات ذات نصف قطر ضيق، والتي تستخدم غالبًا في إنتاج الأشكال والقنوات المعقدة.
قد تتضمن تصميمات القوالب المتقدمة ميزات مثل وسادات الضغط الزنبركية لتحسين التحكم في المواد، أو حشوات الكربيد لإطالة عمر الأداة في بيئات الإنتاج ذات الأحجام الكبيرة. يُعد اختيار القوالب المناسبة أمرًا بالغ الأهمية لتحقيق التفاوتات المطلوبة، وتقليل الارتداد، وتحسين كفاءة الثني الإجمالية.
4. المعايير والشهادات
معايير المنظمة الدولية للمقاييس (ISO)
لضمان الجودة والسلامة والاتساق في ثني الصفائح المعدنية في عمليات تشكيل الصفائح المعدنية، يُعدّ الالتزام بمعايير دولية محددة أمرًا بالغ الأهمية. وتتولى المنظمة الدولية للتوحيد القياسي (ISO) وضع هذه اللوائح وتحديثها. وتشمل المعايير ذات الصلة بتشكيل الصفائح المعدنية ما يلي:
- ISO 9013تحدد هذه المواصفة القياسية متطلبات طرق القطع الحراري، بما في ذلك القطع بالليزر والقطع بالبلازما، والتي تُستخدم غالبًا في تجهيز الصفائح المعدنية قبل ثنيها. كما تحدد خصائص الجودة وشروط التسليم الفنية والتفاوتات المسموح بها للأسطح المقطوعة حراريًا.
- ISO 16630يحدد هذا المعيار أساليب الاختبار الميكانيكي للتحقق من السلامة الهيكلية والخواص الميكانيكية لمواد الصفائح المعدنية. ويصف تحديدًا إجراءات إجراء اختبارات تسطيح الأنابيب، والتي تُعدّ بالغة الأهمية لتقييم قابلية تشكيل المنتجات المعدنية الأنبوبية وليونتها.
- ISO 7438: يوضح هذا المعيار بالتفصيل طريقة اختبار الانحناء للمواد المعدنية، وهو أمر ضروري لتقييم مرونة وقابلية تشكيل الصفائح المعدنية المستخدمة في عمليات الانحناء.
- ISO 6892-1: يحدد هذا المعيار طريقة اختبار الشد للمواد المعدنية في درجة حرارة الغرفة، مما يوفر بيانات قيمة عن خصائص المواد التي تؤثر على سلوك الانحناء.
يضمن الالتزام بمعايير المنظمة الدولية للمقاييس (ISO) ما يلي: ثني الصفائح المعدنية تُنتج العمليات منتجات موثوقة وعالية الجودة في مختلف الصناعات والتطبيقات، مع تسهيل التجارة والتعاون الدوليين.
معايير الجمعية الأمريكية لاختبار المواد (ASTM)
تلعب الجمعية الأمريكية للاختبار والمواد (ASTM) دورًا حاسمًا في ثني الصفائح المعدنية من خلال وضع المعايير والحفاظ عليها في هذا القطاع. تشمل معايير الجمعية الأمريكية لاختبار المواد (ASTM) الرئيسية ذات الصلة بثني الصفائح المعدنية ما يلي:
- ASTM A6/A6Mيحدد هذا المعيار المتطلبات العامة لألواح الصلب المدرفلة، والأشكال، والصفائح المعدنية، والقضبان المستخدمة في تطبيقات متنوعة، بما في ذلك ثني الصفائح المعدنية. ويغطي التفاوتات الأبعادية، والاختلافات المسموح بها، وإجراءات الاختبار.
- ASTM A480/A480Mتحدد هذه المواصفة القياسية المتطلبات العامة للألواح والصفائح والشرائح الفولاذية المسطحة المقاومة للحرارة والمقاومة للتآكل، المستخدمة في ثني الصفائح المعدنية. وتشمل تفاصيل حول التركيب الكيميائي والخواص الميكانيكية ومتطلبات تشطيب السطح.
- ASTM E290يحدد هذا المعيار منهجيات إجراء اختبارات الانحناء على المواد المعدنية لتقييم مطيليتها وقابليتها للتشكيل. كما يوفر إرشادات لتكوينات اختبار الانحناء المختلفة، بما في ذلك اختبارات الانحناء الموجه واختبارات الانحناء الحر.
- ASTM E8/E8M: يحدد هذا المعيار طرق اختبار الشد للمواد المعدنية، وهو أمر بالغ الأهمية لتحديد الخصائص الميكانيكية التي تؤثر على سلوك الانحناء.
- ASTM B820يغطي هذا المعيار مواصفات الرقائق المعدنية المستخدمة في العزل الكهربائي، ذات الصلة بثني الصفائح المعدنية في التطبيقات الكهربائية والإلكترونية.
يضمن الامتثال لمعايير الجمعية الأمريكية لاختبار المواد (ASTM) ما يلي: ثني الصفائح المعدنية تلتزم العمليات بمتطلبات الصناعة وتحافظ على مستوى عالٍ من جودة المنتج. كما توفر هذه المعايير لغة مشتركة للمصنعين والموردين والعملاء، مما يسهل التواصل الواضح وتحديد التوقعات في صناعة الصفائح المعدنية.
5. التشكيل بالقالب
غالباً ما يختار المصنعون عملية ثني القوالب كطريقة معالجة للأجزاء الهيكلية ذات القدرة الإنتاجية السنوية التي تتجاوز 5000 قطعة والأبعاد الصغيرة نسبياً، والتي عادة ما تكون حوالي 300 × 300 مم.
5.1. قوالب الثني الشائعة
يوضح الشكل 2 قوالب الثني الشائعة الاستخدام في الصناعة. ولتحسين عمر القوالب ومتانتها، يُنصح بتضمين زوايا مستديرة أثناء تصميم الأجزاء. لا يُطيل هذا الاعتبار التصميمي عمر القوالب فحسب، بل يُحسّن أيضًا جودة الثنيات، مما يضمن أداءً ثابتًا. ثني الصفائح المعدنية العمليات.

قد يؤدي استخدام قالب ثني ذي ارتفاع حافة غير كافٍ إلى نتائج تشكيل رديئة. عمومًا، يجب أن يكون ارتفاع الحافة L≥3t على الأقلL≥3t, ، حيث tt يمثل سمك الجدار. يضمن هذا التوجيه الأداء الأمثل أثناء ثني الصفائح المعدنية, مما يسهل تدفق المواد بشكل فعال ويقلل من خطر التشوه أو العيوب في الجزء النهائي.
5.2. طريقة الانحناء التدريجي
تُصنع الدرجات على شكل حرف Z من صفائح معدنية ذات ارتفاع منخفض، وغالبًا ما تُثنى باستخدام قوالب بسيطة على مكابس ثقب أو مكابس هيدروليكية لإنتاج كميات صغيرة. أما بالنسبة للإنتاج بكميات أكبر، فيمكن استخدام قالب ثني على آلة ثني؛ ومع ذلك، يجب أن يتراوح الارتفاع (H) عادةً من صفر إلى 1.0 ضعف سُمك الجدار (t).
عندما يتراوح الارتفاع بين 1.0 و 4.0 أضعاف سُمك الجدار، قد يلزم استخدام قالب مزود بهيكل تفريغ. على الرغم من إمكانية تعديل الارتفاع بإضافة فاصل، إلا أنه قد يكون من الصعب الحفاظ على طول (L) ومحاذاة الجانب الرأسي. إذا تجاوز الارتفاع هذا النطاق، يُنصح باستخدام مكبس ثني الصفائح لتحسين التحكم والدقة. ثني الصفائح المعدنية.

6. الثني بواسطة مكبس الثني
يمكن تصنيف آلات الثني إلى نوعين: آلات الثني العادية وآلات الثني CNC. تُستخدم آلات الثني CNC بشكل أساسي في ثني الصفائح المعدنية في أجهزة الاتصالات، حيث تكون الدقة العالية والأشكال المنحنية المعقدة مطلوبة.
يتضمن مبدأ التشغيل الأساسي تشكيل جزء الصفيحة المعدنية باستخدام قالب علوي، يُعرف باسم مكبس الثني، وقالب سفلي، وهو القالب على شكل حرف V.
المزايا:
- تثبيت مريح لتركيب فعال
- تحديد المواقع بدقة للحصول على نتائج متسقة
- سرعة معالجة عالية لزيادة الإنتاجية
العيوب:
- قوة انحناء محدودة، مما يحد من القدرات إلى أشكال بسيطة
- كفاءة أقل مقارنة بالآلات المتطورة
6.1. المبادئ الأساسية للتشكيل
يوضح الشكل 4 المبدأ الأساسي للتشكيل:

فيما يلي مكونان رئيسيان لآلة الثني:
6.1.1. سكين الثني (القالب العلوي)
يظهر تصميم سكاكين الثني في الشكل 1-20. يتم تحديد شكلها بشكل أساسي من خلال هندسة قطعة العمل.
عادةً ما توفر أدوات المعالجة مجموعة واسعة من سكاكين الثني. ويمكن للمصنعين المتخصصين تصميم وتصنيع مجموعة متنوعة من الأشكال والمواصفات الفريدة حسب الطلب لتلبية مهام الثني المعقدة.
6.1.2. القالب السفلي
يُعرَّف شكل حرف V للقالب السفلي عادةً على أنه V=6tV=6t, ، حيث tt يمثل سمك المادة.
تؤثر عدة عوامل على عملية الانحناء، بما في ذلك:
- نصف قطر قوس القالب العلوي
- خصائص المادة وسمكها
- قوة القالب السفلي
- حجم الفتحة على شكل حرف V في القالب السفلي
ولتلبية متطلبات المنتجات المختلفة، قام المصنعون بتوحيد قوالب الثني مع إعطاء الأولوية لسلامة آلة الثني.
يُعدّ الفهم الأساسي لقوالب الثني المتاحة أمراً ضرورياً أثناء عملية التصميم الهيكلي.
يوضح الشكل 5 النرد العلوي على اليسار والنرد السفلي على اليمين.

المبادئ الأساسية لتسلسل عملية الثني:
- انحنِ من الداخل إلى الخارج.
- التدرج من المنعطفات الصغيرة إلى المنعطفات الكبيرة.
- نفّذ الأشكال الخاصة قبل الأشكال العامة.
- تأكد من أن العمليات المكتملة لا تؤثر على العمليات اللاحقة أو تتداخل معها.

يوضح الشكل 7 أشكال الانحناء الشائعة في مصانع التعهيد الخارجي.

6.2. نصف قطر الانحناء
يُعدّ نصف قطر الانحناء عاملاً حاسماً في عملية ثني الصفائح المعدنية، إذ يؤثر بشكل كبير على جودة المنتج النهائي وسلامته. لذا، يُعدّ اختيار نصف قطر الانحناء المناسب أمراً بالغ الأهمية؛ فلا ينبغي أن يكون كبيراً جداً ولا صغيراً جداً.
قد يؤدي نصف قطر الانحناء الصغير جدًا إلى حدوث تشققات أثناء عملية الانحناء، مما يُضعف سلامة المادة. في المقابل، إذا كان نصف قطر الانحناء كبيرًا جدًا، فقد يتسبب ذلك في ارتداد مفرط، مما يُصعّب الوصول إلى الزاوية المطلوبة.
يعرض الجدول 1 نصف قطر الانحناء المفضل (نصف قطر الانحناء الداخلي) لمختلف المواد بناءً على سماكاتها.
| مادة | الحالة المُلدّنة | حالة التصلب الناتج عن العمل البارد | ||
|---|---|---|---|---|
| الموضع المقابل لاتجاه خط الانحناء واتجاه الألياف | ||||
| رَأسِيّ | موازي | رَأسِيّ | موازي | |
| 08,10 | 0.1 طن | 0.4 طن | 0.4 طن | 0.8 طن |
| 15,20 | 0.1 طن | 0.5 طن | 0.5 طن | 1.0 طن |
| 25,30 | 0.2 طن | 0.6 طن | 0.6 طن | 1.2 طن |
| 45,50 | 0.5 طن | 1.0 طن | 1.0 طن | 1.7 طن |
| 65 مليون | 1.0 طن | 2.0 طن | 2.0 طن | 3.0 طن |
| الألومنيوم | 0.1 طن | 0.35 طن | 0.5 طن | 1.0 طن |
| نحاس | 0.1 طن | 0.35 طن | 1.0 طن | 2.0 طن |
| النحاس الأصفر الناعم | 0.1 طن | 0.35 طن | 0.35 طن | 0.8 طن |
| نحاس شبه صلب | 0.1 طن | 0.35 طن | 0.5 طن | 1.2 طن |
| برونز الفوسفور | —— | —— | 1.0 طن | 3.0 طن |
من المهم ملاحظة أن البيانات الواردة في الجدول 1 هي لأغراض مرجعية فقط، ولا ينبغي اعتبارها نهائية. عمليًا، يستخدم معظم المصنّعين سكاكين ثني ذات زاوية مستديرة بقطر 0.3 مم، بينما يختار عدد قليل منهم زاوية مستديرة بقطر 0.5 مم.
عادةً، يُضبط نصف قطر الانحناء الداخلي لأجزاء الصفائح المعدنية لدينا على 0.2 مم. هذا النصف قطر كافٍ عمومًا لألواح الفولاذ منخفض الكربون القياسية، وألواح الألومنيوم المقاومة للصدأ، وألواح النحاس الأصفر، وألواح النحاس. مع ذلك، قد لا يكون مناسبًا للفولاذ عالي الكربون، والألومنيوم الصلب، والألومنيوم فائق الصلابة. في مثل هذه الحالات، قد يؤدي استخدام زاوية مستديرة بنصف قطر 0.2 مم إلى فشل الانحناء، مما ينتج عنه كسر أو تشقق في الزاوية الخارجية.
6.3. ارتداد الانحناء

1) زاوية الارتداد (Δα)
يتم حساب زاوية الارتداد على النحو التالي:
Δα=ba
أين:
- ب = الزاوية الفعلية لقطعة العمل بعد الارتداد
- أ = زاوية القالب
2) حجم زاوية الارتداد
يتم عرض زاوية الارتداد عند انحناء هوائي بزاوية 90 درجة في الجدول 2.
الجدول 2: زاوية الارتداد عند الانحناء الهوائي بزاوية 90 درجة
| مادة | r/t | السُمك t (مم) | ||
|---|---|---|---|---|
| <0.8 | 0.8~2 | >2 | ||
| الفولاذ منخفض الكربون | <1 | 4° | 2° | 0° |
| النحاس الأصفر σb=350MPa | 1~5 | 5° | 3° | 1° |
| الألومنيوم والزنك | >5 | 6° | 4° | 2° |
| فولاذ متوسط الكربون σb=400-500 ميجا باسكال | <1 | 5° | 2° | 0° |
| نحاس أصفر صلب σb=350-400 ميجا باسكال | 1~5 | 6° | 3° | 1° |
| البرونز الصلب σb=350-400 ميجا باسكال | >5 | 8° | 5° | 3° |
| فولاذ عالي الكربون σb>550 ميجا باسكال | <1 | 7° | 4° | 2° |
| 1~5 | 9° | 5° | 3° | |
| >5 | 12° | 7° | 6° | |
العوامل المؤثرة على الارتداد وإجراءات الحد منه
تتناسب زاوية الارتداد طرديًا مع حد المرونة للمادة وعكسيًا مع معامل مرونتها (E). لذا، عند العمل مع أجزاء الصفائح المعدنية التي تتطلب دقة عالية، يُنصح باستخدام الفولاذ منخفض الكربون بدلًا من الفولاذ عالي الكربون أو الفولاذ المقاوم للصدأ لتقليل الارتداد.
من الضروري فهم أن درجة التشوه تتناقص مع ازدياد نصف قطر الانحناء النسبي (r/t). وعلى العكس، تزداد زاوية الارتداد (Δα) مع تناقص نصف قطر الانحناء النسبي.
لتحقيق دقة أعلى، يُنصح بتصميم ثنيات الصفائح المعدنية بنصف قطر انحناء صغير وزوايا مستديرة. تجنب استخدام الأقواس الكبيرة، كما هو موضح في الشكل 9، لأنها صعبة الإنتاج والتحكم في جودتها.

6.4. حساب الحد الأدنى لحافة الانحناء في الانحناء
يوضح الشكل 10 الحالة الأولية للانحناء على شكل حرف L.

يُعد العرض عاملاً حاسماً في هذه العملية B من القالب السفلي.
تتطلب عملية الثني وقوة القالب حدًا أدنى لعرض القالب باختلاف سماكة المواد. إذا انخفض العرض عن هذا الحد الأدنى، فقد تحدث مشاكل مثل عدم محاذاة الثنيات أو تلف القوالب.
معادلة الحد الأدنى لعرض القالب
تشير الخبرة العملية إلى أن العلاقة بين الحد الأدنى لعرض القالب وسمك المادة يمكن التعبير عنها بالمعادلة التالية:
Bمين=k⋅T (1)
أين:
- Bمين= الحد الأدنى لعرض القالب
- T = سمك المادة
- k=6 لهذه العملية الحسابية
مواصفات عرض القوالب الشائعة الاستخدام
يستخدم المصنعون عادةً عروض القوالب التالية: 4، 5، 6، 8، 10، 12، 14، 16، 18، 20، و25 ملم.
تحديد الحد الأدنى لعرض القالب
باستخدام المعادلة أعلاه، يمكن تحديد الحد الأدنى لعرض القالب لمختلف سماكات المواد. على سبيل المثال، عند ثني صفيحة بسمك 1.5 مم:
B=6×1.5=9 مم
من سلسلة عروض القوالب المحددة، يمكنك اختيار عرض قالب أقل بمقدار 10 مم أو 8 مم.
معادلة أقصر حافة منحنية
يتضح من مخطط حالة الانحناء الأولي أنه لا يمكن أن تكون حافة الانحناء قصيرة للغاية. وبدمج ذلك مع الحد الأدنى لعرض القالب، تكون معادلة تحديد أقصر حافة انحناء كما يلي:
Lمين=(Bمين(2) +Δ)/2+0.5
أين:
- Lمين= أقصر حافة منحنية
- Bمين = الحد الأدنى لعرض القالب
- Δ = معامل انحناء الصفيحة
بالنسبة للوحة بسمك 1.5 مم، يمكن حساب أقصر حافة انحناء على النحو التالي:
Lمين=(8+2.5)/2+0.5=5.75 مم (بما في ذلك سمك الصفيحة)

الجدول 3: نصف قطر الانحناء الداخلي لمادة صفائح الفولاذ المدرفلة على البارد R وجدول مرجعي لأقل ارتفاع للانحناء
| لا. | سماكة | فتحة على شكل حرف V | نصف قطر الثقب R | الحد الأدنى لارتفاع الانحناء |
|---|---|---|---|---|
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0.8 أو 0.2 | 3.7 |
| 4 | 1 | 6 | 1 أو 0.2 | 4.4 |
| 5 | 1.2 | 8 (أو 6) | 1 أو 0.2 | 5.5 (أو 4.5) |
| 6 | 1.5 | 10 (أو 8) | 1 أو 0.2 | 6.8 (أو 5.8) |
| 7 | 2 | 12 | 1.5 أو 0.5 | 8.3 |
| 8 | 2.5 | 16 (أو 14) | 1.5 أو 0.5 | 10.7 (أو 9.7) |
| 9 | 3 | 18 | 2 أو 0.5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4 | 25 | 3 | 16.5 |
ملحوظات:
- يتم تحديد الحد الأدنى لارتفاع الانحناء من خلال سمك المادة.
- بالنسبة للانحناءات الحادة على شكل حرف V، يجب زيادة أقصر حافة للانحناء بمقدار 0.5 مم.
عند ثني ألواح الألومنيوم أو الفولاذ المقاوم للصدأ، قد يختلف الحد الأدنى لارتفاع الثني قليلاً: عادةً ما يتطلب الألومنيوم ارتفاع ثني أقل، بينما يتطلب الفولاذ المقاوم للصدأ ارتفاع ثني أكبر. يرجى الرجوع إلى الجدول أعلاه لمزيد من التفاصيل.
6.5. الحد الأدنى لارتفاع الانحناء للانحناءات على شكل حرف Z
يوضح الشكل 12 الحالة الأولية لعملية الانحناء على شكل حرف Z. تتشابه عملية الانحناء على شكل حرف Z مع عملية الانحناء على شكل حرف L، وتواجه نفس التحديات المتعلقة بأقصر حافة انحناء. مع ذلك، فإن أقصر حافة في عملية الانحناء على شكل حرف Z تكون عادةً أطول من تلك الموجودة في عملية الانحناء على شكل حرف L، وذلك بسبب بنية القالب السفلي.

حساب الحد الأدنى لحافة الانحناء
الصيغة المستخدمة لحساب الحد الأدنى لحافة الانحناء على شكل حرف Z هي كما يلي:
Lمين=(Bمين+Δ)/2+D+0.5+T (3)
أين:
- Lمين= أقصر حافة منحنية
- Bمين= الحد الأدنى لعرض القالب
- Δ = معامل انحناء الصفيحة
- T = سمك المادة
- D = الحجم الهيكلي للقالب السفلي حتى الحافة (عادةً ما يكون أكبر من 5 مم)
جدول الحد الأدنى لحجم الانحناء
الحد الأدنى لحجم الانحناء L يوضح الجدول 4 أدناه انحناءات الصفائح المعدنية على شكل حرف Z ذات سماكات مواد مختلفة:
الجدول 4: الحد الأدنى لارتفاع الانحناء Z
| لا | سماكة | فتحة على شكل حرف V | نصف قطر الثقب R | ارتفاع الانحناء على شكل حرف Z (L) |
|---|---|---|---|---|
| 1 | 0.5 | 4 | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0.8 أو 0.2 | 9.5 |
| 4 | 1 | 6 | 1 أو 0.2 | 10.4 |
| 5 | 1.2 | 8 (أو 6) | 1 أو 0.2 | 11.7 (أو 10.7) |
| 6 | 1.5 | 10 (أو 8) | 1 أو 0.2 | 13.3 (أو 12.3) |
| 7 | 2 | 12 | 1.5 أو 0.5 | 14.3 |
| 8 | 2.5 | 16 (أو 14) | 1.5 أو 0.5 | 18.2 (أو 17.2) |
| 9 | 3 | 18 | 2 أو 0.5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4 | 25 | 3 | 25.5 |
التداخل أثناء الانحناء
في عمليات الثني الثانوية أو ذات الرتبة الأعلى، غالباً ما يحدث تداخل بين قطعة العمل والأداة. يوضح الشكل 13 منطقة التداخل، الموضحة باللون الأسود، والتي قد تعيق عملية الثني الناجحة أو تسبب تشوهاً غير مرغوب فيه.

تُعدّ مشكلة التداخل في ثني الصفائح المعدنية بسيطة، وتتمثل أساسًا في فهم شكل وحجم قالب الثني لتجنب أي تعقيدات في التصميم. يوضح الشكل 14 أشكال المقاطع العرضية لقوالب الثني النموذجية المختلفة، كما هو موضح بالتفصيل في دليل قوالب الصفائح المعدنية، مع توفر عناصر الأدوات المقابلة في مكتبة الروابط الداخلية.
في حالة وجود شك في التصميم، يمكن إجراء اختبار تداخل التجميع المباشر باستخدام الأداة، باتباع المبدأ الموضح في الشكل.

اعتبارات تركيب الثقوب القابلة للطي
عند إجراء عملية تثبيت الثقوب المقلوبة، من الضروري تجنب تصميم القطر D (كما هو موضح في الشكل 15) صغير جدًا. القيمة الدنيا لـ D يمكن حسابها أو رسمها بيانيًا بناءً على عوامل مثل:
- سمك المادة
- القطر الخارجي للثقب النافذ
- ارتفاع فتحة الشفة
- المعايير المختارة لأداة الثني
على سبيل المثال، عند إجراء عملية تثبيت ثقوب M4 المقلوبة على صفيحة بسمك 1.5 مم،, D يجب أن يكون أكبر من 8 مم لمنع التلامس بين أداة الثني والشفة.

6.6. الحد الأدنى للمسافة بين الثقب والثقب المستطيل
يوضح الشكل 16 أنه إذا كانت حافة الثقب قريبة جدًا من خط الانحناء، فقد تتسبب عملية الانحناء في تشوه الثقب، مما يمنعه من استعادة شكله الأصلي. وللحد من هذا الخطر، من الضروري الحفاظ على مسافة بين حافة الثقب وخط الانحناء أكبر من أو تساوي الحد الأدنى لهامش الثقب، والذي يُعبر عنه بـ X≥t+R, ، أين t سمك المادة و R هو نصف قطر الانحناء.

الجدول 4: الحد الأدنى للمسافة من الفتحة الدائرية إلى الحافة المنحنية
| سماكة | 0.6~0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 |
|---|---|---|---|---|---|---|
| الحد الأدنى للمسافة X | 1.3 | 1.5 | 1.7 | 2 | 3 | 3.5 |
يوضح الشكل 17 ثقبًا مستطيلًا يقع بالقرب من خط الطي. في هذه الحالة، لا يمكن استيعاب المادة بشكل صحيح أثناء عملية الثني، مما يؤدي إلى تشوه شكل الثقب. لذلك، من الضروري التأكد من أن المسافة بين حافة الثقب وخط الثني تتجاوز الحد الأدنى لهامش الثقب المحدد في الجدول 5. ويمكن إيجاد نصف قطر الثني المناسب في الجدول 1.

الجدول 5: الحد الأدنى للمسافة من الفتحة الدائرية الطويلة إلى الحافة المنحنية
| L | أقل من 26 | 26-50 | أكثر من 50 |
|---|---|---|---|
| المسافة الدنيا X | 2t+R | 2.5 طن + R | 3t+R |
بالنسبة للثقوب الأقل أهمية، يجوز تمديدها إلى خط الانحناء، كما هو موضح في الشكل 18. ومع ذلك، قد يؤثر هذا النهج على مظهر المنتج النهائي.

الشكل 18: تصميم انحناء مُحسَّن
6.7. معالجة خاصة عندما يكون الثقب قريبًا من الانحناء
إذا كانت المسافة بين أقرب ثقب وخط الانحناء أقل من الحد الأدنى المطلوب، فقد يحدث تشوه بعد الانحناء. ولتلبية متطلبات المنتج، يمكن الاطلاع على الحلول الممكنة في الجدول 6. مع ذلك، من المهم ملاحظة أن هذه الطرق قد تفتقر إلى الدقة التقنية، وينبغي تجنب تعديلات التصميم الهيكلي قدر الإمكان.
الجدول 6: المعالجة الخاصة عندما يكون الثقب قريبًا من الانحناء
 | اضغط على الأخدود قبل الثنيفي سيناريوهات التصميم الفعلية، قد تكون المسافة المطلوبة أصغر من المسافة المثالية بسبب القيود الهيكلية. غالبًا ما يقوم المصنّعون بضغط أخدود قبل الثني، كما هو موضح في الشكل 1-31. ومع ذلك، لهذه الطريقة عيوب، منها خطوة معالجة إضافية تقلل من الكفاءة والدقة. لذا يُنصح بتجنبها قدر الإمكان. |
 | قم بعمل فتحة أو خط على طول خط الانحناءإذا لم يؤثر خط الانحناء على مظهر قطعة العمل، أو إذا كان التغيير مقبولاً، فإن قطع الثقوب يُحسّن عملية الانحناء. لكن من عيوب هذه الطريقة أنها قد تؤثر على المظهر، كما أن قطع خط أو أخدود ضيق يتطلب عادةً استخدام آلة قطع بالليزر. |
 | يتم الانتهاء من التصميم وفقًا للحجم المطلوب بعد الثنيعندما يكون الحفاظ على هامش الثقب أمراً بالغ الأهمية، يمكن استخدام هذه الطريقة. مع ذلك، لا يمكن عادةً إزالة المواد الثانوية باستخدام آلة التثقيب، ويجب القيام بذلك باستخدام آلة القطع بالليزر، مما قد يعقد عملية تحديد الموضع ويزيد من تكاليف المعالجة. |
 | التوسيع بعد الثنيإذا كان الثقب قريبًا جدًا من خط الثني وكانت المسافة أقل من الحد الأدنى لمسافة الثقب، فيمكن إجراء عملية التوسيع بعد الثني لتجنب مشاكل السحب. تتضمن هذه العملية قطع دائرة صغيرة متحدة المركز (عادةً بقطر 1.0 مم) قبل الثني، ثم توسيعها إلى الحجم الأصلي بعد ذلك. قد تكون هذه الطريقة غير فعالة نظرًا لزيادة عدد الخطوات. |
 | الحد الأدنى لعرض القالب العلوييبلغ الحد الأدنى لعرض القالب العلوي لآلة الثني حاليًا 4.0 مم. لذا، يجب ألا يقل قطر الثقوب في الجزء المراد ثنيه من قطعة العمل عن هذا البعد. في حال تجاوزه، يجب توسيع الفتحات أو استخدام قالب سهل التشكيل. من عيوب هذه الطريقة انخفاض كفاءة إنتاج القالب سهل التشكيل، واحتمالية تأثير عملية التوسيع على المظهر. |
معالجة الثقوب والفتحات والشقوق للأجزاء المنحنية
عند تصميم الانحناءات، يُنصح بتضمين ثقب عملية التثقيب أو أخدود العملية أو شق العملية قبل التشكيل إذا كان من الضروري عمل الانحناء على الجانب الداخلي للقطعة الخام، كما هو موضح في الشكل 24.

- ثقب العملية:
- قطر فتحة العملية (D): d≥t (حيث tt (سمك المادة).
- شق العملية:
- عرض الشق في العملية (K): K≥t.
Crack Avoidance Groove or Cut Slit
To prevent tearing and edge distortion during bending, it is often necessary to design a crack avoidance groove or cut slit, particularly when the inner bend radius is less than 60 degrees. Key design considerations include:
- Width of the Slit: Greater than the material thickness (t).
- Depth of the Slit: At least 1.5 times the thickness of the material.
As depicted in Figure 25, Figure B represents a better design option than Figure A.
")
Processing Guidelines
- Appearance Considerations:
- If the appearance of the workpieces is a concern, particularly if visible from the panel, corner process holes for bending can be omitted. For example, the process notch may not be added during panel processing to maintain a uniform style. However, other bends should include a corner process hole, as shown in Figure 26.

- Gap Markings:
- When preparing design drawings, avoid marking the gap between bending intersections in the 90-degree direction unless explicitly required. Incorrect gap markings can adversely affect the manufacturing process design. Typically, manufacturers design with a gap of 0.2 to 0.3, as illustrated in Figure 27.

Figure 27 the gap between the bend lapping
6.8. Bending of a Sudden Change Position
When bending a component, it is essential to maintain a distance from areas with abrupt changes in shape. The bending area should be kept away from deformation zones to prevent issues during the bending process.
- Distance Requirement:
- The distance L from the bending line to the deformation zone must be greater than the bending radius (r), ensuring that L≥r. This principle is illustrated in Figure 28.

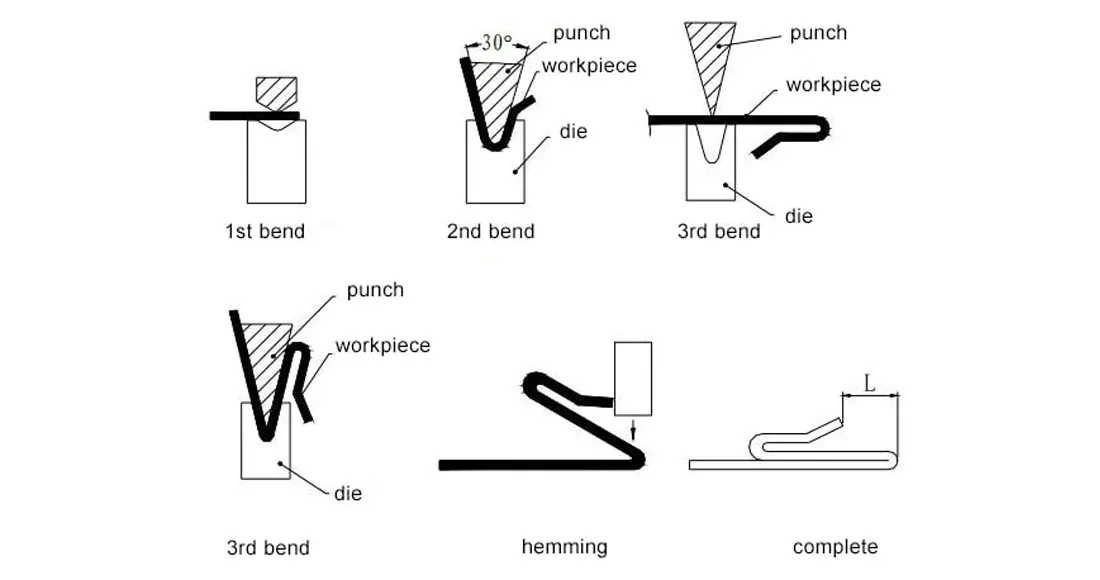
6.9 One-Time Hemming
Hemming Method: The hemming process involves bending the sheet to a 30-degree angle using a corresponding 30-degree bending die, as illustrated in Figure 29. Following this, the bent edge is flattened.

- Minimum Bend Edge Dimension:
- The minimum edge dimension L in Figure 29 should be 0.5t, ، حيث tt represents the material thickness. This adheres to the minimum one-bend edge size specifications mentioned earlier.
- الاعتبارات المادية:
- The “pressed dead edge” technique is commonly employed for materials such as stainless steel, galvanized sheet, and aluminum-zinc plates.
- However, it is advisable to avoid using plated parts, as this may lead to acid entrapment at the hemming location.
6.10. 180° Bending
180-Degree Bend Method: As depicted in Figure 30, the process begins by folding the plate at a 30-degree angle using a 30-degree bending knife. After this initial fold, the bend edge is straightened, and finally, the backing pad is removed.

- Minimum Bend Edge Dimension:
- The minimum bend edge dimension L is equal to the minimum bend edge dimension of a single bend plus the material thickness tt.
- Height Selection:
- The height H should be chosen from commonly used plate sizes, which include 0.5, 0.8, 1.0, 1.2, 1.5, or 2.0. It is generally advised against selecting a height that exceeds these standard options.
6.11. Triple Folding Hemming
As shown in Figure 31, the triple folding hemming process involves two key steps:
- Initial Fold: First, the shape is folded.
- Edge Fold: Next, the edge is folded.
اعتبارات التصميم:
- When designing the component, it’s essential to pay close attention to the dimensions of each part. This ensures that each stage of the folding process adheres to the minimum bend size requirements, thus preventing the need for additional post-processing.

Table 7 Minimum bearing edge size required for final bending edge flattening
| سماكة | 0.5 | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 |
|---|---|---|---|---|---|---|---|---|
| Bearing edge size L | 4.0 | 4.0 | 4.0 | 4.0 | 4.5 | 4.5 | 5.0 | 5.0 |
7. Safety Tips and Best Practices
When working with sheet metal bending, prioritizing safety and adhering to industry best practices is crucial for minimizing accident risks and ensuring operational efficiency. The following guidelines address vital aspects of workplace safety, material handling, and process optimization:
1. معدات الحماية الشخصية (PPE)
- Mandate the use of appropriate PPE, including safety glasses with side shields, cut-resistant gloves, steel-toed safety shoes, and hearing protection.
- For operations involving heavy materials or overhead work, hard hats are essential.
- When working with galvanized or coated metals, respiratory protection may be necessary to guard against harmful fumes.
2. Machine Guarding and Safety Systems
- Ensure all press brakes and bending machines are equipped with proper guarding mechanisms, such as light curtains, two-hand controls, or presence-sensing devices.
- Regularly test and maintain these safety systems to ensure their effectiveness in preventing accidents.
3. Ergonomic Considerations
- Implement ergonomic solutions to reduce the risk of repetitive strain injuries. This may include height-adjustable workstations, material handling aids, and proper training on lifting techniques.
- For large or heavy workpieces, utilize mechanical lifting devices or team lifting procedures.
4. Tool and Equipment Maintenance
- Establish a rigorous preventive maintenance schedule for all bending equipment, dies, and tooling.
- Regular inspections, cleaning, and lubrication are critical for preventing malfunctions that could lead to accidents or quality issues.
- Keep detailed maintenance logs and promptly address any identified issues.
5. Comprehensive Employee Training
- Develop a thorough training program covering:
- Safe operation of bending equipment and associated tools
- Material handling techniques and limitations
- Recognition and mitigation of potential hazards
- Emergency procedures and first aid
- Proper use and maintenance of PPE
6. Material Selection and Handling
- Choose materials based on their mechanical properties, formability, and suitability for the intended application. Consider factors such as yield strength, tensile strength, and elongation when selecting sheet metal for bending operations.
- For challenging materials like high-strength steels or titanium alloys, consult material-specific bending guidelines to prevent springback issues or cracking.
- Implement proper storage and handling procedures to prevent material damage or degradation that could affect bending performance.
7. Process Optimization
- Utilize computer-aided design (CAD) and finite element analysis (FEA) software to simulate bending operations and optimize bend sequences, minimizing stress concentrations and potential defects.
- For precision bending, consider using CNC press brakes with angle measurement systems to ensure accuracy and repeatability.
- Implement lean manufacturing principles to streamline workflow, reduce material handling, and minimize potential safety hazards.
8. Workspace Organization
- Apply 5S principles (Sort, Set in order, Shine, Standardize, Sustain) to maintain a clean, organized workspace.
- Clearly mark walkways, storage areas, and workstations to prevent congestion and tripping hazards.
- Ensure proper ventilation and lighting in all work areas to enhance visibility and reduce fatigue.
9. Quality Control and Continuous Improvement
- Implement a robust quality control system, including in-process inspections and final product verification.
- Encourage a culture of continuous improvement, empowering workers to identify and report potential safety hazards or process inefficiencies.
- Regularly review and update safety protocols and best practices based on industry standards, technological advancements, and lessons learned from near-miss incidents or accidents.
By meticulously adhering to these safety guidelines and best practices, sheet metal bending operations can be conducted with a high degree of professionalism, efficiency, and, most importantly, safety. This comprehensive approach not only protects workers but also contributes to improved product quality and overall operational excellence.
8. The Development and Application of Sheet Metal Bending Technology
With the rapid advancements in the global industrial equipment sector, high-performance automation equipment is increasingly entering the sheet metal processing field, providing essential productivity guarantees for the industry's high-quality development. The trend of industrial globalization has intensified competition and challenges, leading to constantly evolving market demands. This necessitates not only high productivity levels for the main equipment but also greater flexibility and rapid-switching capabilities across the entire production system.
Importance of Sheet Metal Bending
As a key process technology in metal processing, sheet metal bending is indispensable in the production of metal products. Traditional single-machine bending operations often result in equipment downtime during order switches due to excessive manual interventions, including checking drawings, bending programming, adjusting equipment parameters, and handling materials. This downtime increases production costs and hampers efficiency.
Innovative Solutions
To address these challenges, research is focusing on process design, mold innovation, automation, informatization, and intelligent technology integration. This involves optimizing product process structures, enhancing mold material controllability and switching speeds, leveraging industrial internet technology for data transmission, integrating PLC interactive control systems, and applying production informatization management systems.
The information management system enables real-time data collection, processing, and analysis throughout the sheet metal bending production process. Through cloud computing platforms, remote monitoring and management of data can be achieved, optimizing production processes. The integration of automated production lines, incorporating machine tools, industrial robots, automated loading and unloading systems, and online inspection systems significantly enhances the controllability of the production process. This automation reduces manual intervention, allowing for continuous production, improving efficiency, and ensuring more stable and reliable bending products.
Development of Bending Process Technology
The advancement of sheet metal bending technology is closely tied to upgrades in automation, informatization, and intelligent systems within the industry. As a critical link in the metalworking sector, the evolution of sheet metal bending processes reflects improvements in manufacturing capabilities and indicates future directions for the industry. The transition from initial manual operations to modern CNC automation has led to multiple significant transformations, each marked by improvements in production efficiency and product quality.
In early manual bending, metal plates were shaped using basic tools and human expertise. Although this method was adaptable, it suffered from limitations in precision and stability, resulting in low production efficiency and difficulties in meeting large-scale, standardized production demands. With industrialization, the introduction of machine bending equipment, such as manual and mechanical bending machines, significantly improved production efficiency and product consistency.
Today’s sheet metal bending production lines are typically equipped with advanced CNC bending machines, allowing precise control over bending angles and positions. Computer programming enables the rapid manufacture of complex-shaped metal parts, while Computer-Aided Design (CAD) and Computer-Aided Manufacturing (CAM) enhance mold production efficiency and accuracy. Rapid Prototyping technology facilitates mold modifications and optimizations, reducing the time from design to market. The development of intelligent modular molds allows for quick switching and timely maintenance, further improving bending operation efficiency.
Process Structure Design of Sheet Metal Bending Products
The structural design of metal sheet bending products must incorporate multidisciplinary knowledge, including processing properties of metal materials, mechanical engineering principles, and manufacturing processes. Functional requirements and usage environments influence material selection and structural design. High-strength and corrosion-resistant metals should be chosen, and reinforcement structures must be designed accordingly. Additionally, factors such as material thickness and deformation characteristics must be considered to establish reasonable bending areas, ensuring dimensional accuracy and structural strength.

During the design phase, production constraints such as bend radius and bending angles must be factored in. The bending sequence principles—bending from the inside out, progressing from small to large, and prioritizing special shapes before general shapes—must be followed to prevent interference in the initial forming process.
Effective process design ensures products meet predetermined quality standards and production efficiency. This includes selecting appropriate bending equipment, establishing detailed process flows, and designing precise molds. When selecting equipment, precision, stability, and suitability for various material thicknesses and hardness levels are critical. Mold design is equally important, as it directly impacts product quality and production efficiency, ensuring smooth metal flow during bending while minimizing risks of cracking or splitting.
Development of Sheet Metal Automatic Bending Processing Technology
Traditional sheet metal bending processes rely heavily on operators, making them a bottleneck in metal product processing. Thus, the gradual replacement of manual operations with automated processing technology is vital for enhancing production efficiency.
Sheet metal automatic bending processing exemplifies the application of advanced production technologies in the industrial era, with high-efficiency, high-quality, and highly flexible automated processing units becoming increasingly refined.
Three primary types of automated processing technologies have emerged: fixed manipulator bending processing, industrial robot bending processing, and automatic multi-edge bending unit processing. Each method offers unique advantages, and factory managers must consider their comprehensive benefits when implementing them.
1. Mechanical Arm Automatic Bending Unit
Mechanical arm automatic bending units can be categorized based on different automation integration devices, including X, Y, and three-axis manipulators, as well as integrated industrial robots. Three-axis manipulators are suitable for mass production of relatively simple sheet metal products, such as box-shaped parts. While they offer low investment costs and high efficiency for mass-produced parts, their limited spatial flexibility can hinder frequent production switching.
In contrast, industrial robot-integrated bending units excel in meeting modern market demands. By incorporating moving tracks, these units enhance the operational range of robots at different workstations, increasing compatibility for diverse product processing.
Robots position the sheet material flat on the bending machine's lower die, utilizing back gauge sensors for precise positioning. After positioning, the robot sends a bending signal to the machine, coordinating the bending action effectively.
The bending accuracy of industrial robot units relies on the bending machine's precision, the robot's positioning accuracy, and the coordinated control between the robot and the machine. These standard units include mechanical fixtures, raw material racks, unloading stacks, positioning workbenches, flipping racks, hand-changing devices, and various detection sensors.
2. Integrated Multi-side Automatic Bending Unit
Unlike methods where manipulators grip parts for bending, integrated multi-side automatic bending units use manipulators to coordinate part movement with the bending machine for processing. This unit typically features high flexibility in its bending molds, greatly enhancing the machining capabilities of China's machine tool equipment.
The integrated multi-side automatic bending unit includes a loading device, shuttle conveyor, main bending machine manipulator, and discharging device. The manipulator is positioned directly in front of the main bending machine, with automatic loading and unloading systems on either side.
These devices automatically connect with vertical warehouses to position raw materials, replacing manual work in positioning plates or workpieces. The manipulator performs pressing and bending tasks, while the main bending machine executes bending and forming based on programmed machine language codes. High-precision part processing, special mold surface treatments, and controlled mold running tracks enable efficient and high-quality processing of sheet metal parts.
During bending, an electric servo drive system controls mold movement for high-speed response and precise bending actions. This set of molds, known as a universal mold, allows the folding machine to perform various processes, including positive and negative angle bending and complex flat edgings, achieving high processing flexibility.
The automatic die change device comprises components such as the intermediate clearance die, standard section die, clutch moving device, and rotary inserting piece device, facilitating bending operations in different dimensions through clearance retracting and automatic length adjustments.





Perfect press brake!