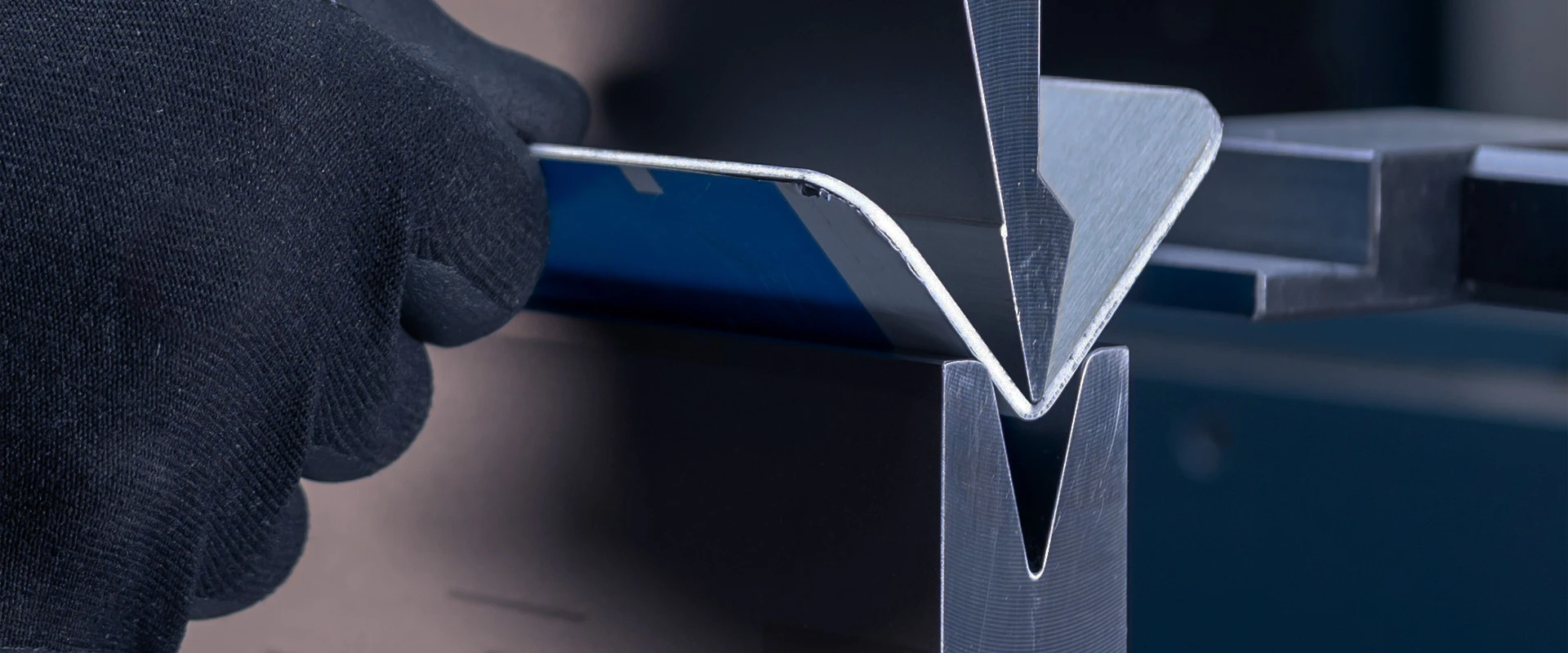
A гидравлический листогибочный пресс Можно создать огромную формовочную силу, но ни одна конструкция не является идеально жесткой под нагрузкой. Даже высокопрочная рама, прецизионный направляющий ползун и качественный инструмент будут испытывать... упругий прогиб—и это отклонение является одной из главных причин, почему длинные изгибы могут иметь “тугие концы и открытую середину”, непостоянные углы или сужение по всей детали.
Хорошая новость в том, что отклонение не является загадочной проблемой. Современная гидравлическая система листогибочный пресс ему это удается за счет сочетания различных методов. жесткость конструкции, контролируемое выпуклое деформирование, синхронизированное управление осями и дисциплина процесса.—чтобы вы могли сохранять стабильные углы, сокращать объем доработок и уверенно работать с более длинными деталями.
Оглавление
Понимание того, что означает “точность” на гидравлическом листогибочном прессе.

Точность угла — это результат работы всей системы, а не отдельного компонента.
Когда покупатели говорят, что им нужна “высокая точность”, они обычно имеют в виду постоянство окончательного угла изгиба по всей длине изгиба и на повторяющихся участках. На этот результат влияют деформация станка, выравнивание инструмента, вариации материала и стабильность движения по оси Y.
Гидравлический листогибочный пресс позволяет очень точно установить поршень в заданное положение, но если... Под нагрузкой происходит неравномерное разделение опоры и поршня., При этом угол всё равно будет смещаться вдоль детали. Другими словами, Точность определения местоположения сама по себе не является исчерпывающей информацией.—машина также должна активно управлять своим поведением под нагрузкой.
Точность против воспроизводимости (почему важны оба параметра)
Два термина часто путают: точность и повторяемость. В системах управления движением используются такие стандарты, как... ISO 230-2 определить методы тестирования для оценки точность и повторяемость позиционирования осей с числовым программным управлением, Это полезный ориентир, который пригодится даже при применении к формовочному оборудованию. Стандарты Итех
Повторяемость отвечает на вопрос: “Если я снова займу ту же позицию, окажусь ли я в том же месте?” Точность отвечает на вопрос: “Является ли это место правильным относительно цели?” Если повторяемость высока, но точность хромает, часто можно компенсировать это за счет контроля. Если повторяемость низка, ваш процесс будет постоянно отклоняться от заданного положения и требовать частой коррекции.
Почему длинные детали первыми выявляют проблемы с деформацией?
Короткий кронштейн может скрывать множество недостатков, поскольку нагруженный пролет невелик, а площадь контакта инструмента ограничена. Но длинный изгиб усиливает прогиб, поскольку машина ведет себя скорее как балочная система: Центр, как правило, отклоняется сильнее, чем концы., создавая различный зазор при формовании по всей длине.
Вот почему многие заводы сообщают, что детали “хорошо выглядят при длине 600 мм”, но становятся сложными в обработке при длине 2–3 метра. С увеличением длины управление прогибом должно рассматриваться как ключевая функция, а не как нечто второстепенное.
Откуда возникает деформация при гибке на гидравлическом листогибочном прессе
Гибкость поршня и основания при растяжении под нагрузкой
В гидравлическом листогибочном прессе усилие передается через ползун, инструмент и станину. При высоких нагрузках и ползун, и станина могут упруго изгибаться; классическим признаком является “улыбка”, при которой центр фактически находится дальше от инструмента, чем концы. Существуют специальные системы для противодействия этому явлению путем создания преднамеренной противоположной кривой. Канадская металлообработка
Это не означает, что машина “слабая”. Это означает, что машина делает то же самое, что и любая упругая конструкция: она предсказуемо деформируется под нагрузкой, и эта деформация должна предсказуемо компенсироваться.
Удлинение рамы и боковое открытие рамы
Прогиб бывает не только вертикальным. На раму листогибочного пресса также воздействуют деформации. боковое отверстие рамы и общая эластичность, Особенно при интенсивной формовке на длинных инструментальных установках. Некоторые решения по компенсации нацелены на кривую между станиной и ползунком, в то время как другие учитывают реакцию всей рамы на нагрузку и смещение эффективной рабочей линии.
На практике это проявляется в виде смещения угла при изменении длины изгиба, изменении марки материала или переходе от центрированного изгиба к изгибу со смещением от центра. Если компенсация станка является “универсальной”, профиль угла будет изменяться в зависимости от условий нагрузки.
Соответствие требованиям к инструменту, зажиму и контакту
Даже если бы рама машины обладала бесконечной жесткостью, система все равно имела бы податливость в следующих аспектах:
- поверхности посадки пуансонов/матриц,
- зажим,
- допуски на количество инструментов и
- износ или загрязнение контактирующих поверхностей.
Именно поэтому опытные операторы рассматривают чистоту, правильный момент затяжки и повторяемую посадку инструмента как инструменты обеспечения точности, а не как простое поддержание порядка. Два одинаковых изгиба могут отличаться просто потому, что инструмент не был установлен одинаково по всей длине.
Различия в материалах и упругость
Материал редко бывает идеально однородным. Допуски по прочности на растяжение и толщине изменяют усилие формования и упругое восстановление, что, в свою очередь, влияет на величину деформации станка и на то, как окончательный угол восстанавливается после разгрузки.
Даже модуль упругости, используемый в инженерных расчетах, часто принимается за ~200 ГПа для сталей, но исследования и испытания показывают, что он может варьироваться в зависимости от марки и толщины, напоминая нам, что свойства материала вносят существенный вклад в реальные условия эксплуатации, которые должен учитывать данный процесс. Scholars' Mine
Физика простым языком: как малейшее отклонение превращается в видимую угловую погрешность
Представьте себе листогибочный пресс как систему управляемых балок.
Полезной ментальной моделью является отклонение лучаЕсли балка опирается на опоры и нагружена, она изгибается в соответствии с жесткостью (E·I) и распределением нагрузки. Для простой балки с равномерно распределенной нагрузкой классические формулы включают максимальный прогиб в середине пролета, пропорциональный 5wL⁴/(384EI)—что объясняет, почему длина оказывает такое сильное влияние (L в четвертой степени).
Ваш гидравлический листогибочный пресс — это не простая балка в буквальном смысле, но урок о “чувствительности к длине” остается актуальным. Когда длина гибки удваивается, эффекты, связанные с прогибом, могут усиливаться гораздо сильнее, чем линейно, особенно при увеличении тоннажа.
Практический пример “заводской математики” (не гарантия).
Предположим, для длинной заготовки требуется большее усилие на метр, поэтому вы переходите к меньшему V-образному отверстию и более толстому материалу. Требуемая тоннажность возрастает, и расстояние между центрами станины и поршня может составлять всего несколько десятых миллиметра больше, чем между концами. Это кажется незначительным, но в геометрии гибки..., небольшое изменение зазора при формовке Это может заметно изменить угол, особенно при изгибе в воздухе, где угол чувствителен к зазору.
Именно поэтому и существует технология корончатого сверления: не потому, что операторам не хватает навыков, а потому что машина должна намеренно “предварительно сформировать” себя. Таким образом, нагруженная форма становится прямой и однородной по всей длине.
Почему управление воздухом особенно чувствительно
При гибке в воздухе конечный угол сильно зависит от глубины/положения и упругого восстановления, поэтому небольшие изменения глубины проникновения или эффективного зазора по длине могут проявляться как изменение угла. Зачистка до упора и чеканка могут в некоторых случаях снизить чувствительность, но обычно требуют гораздо большего усилия и могут ускорить износ инструмента — это означает, что управление отклонением по-прежнему имеет значение, просто по-другому.
Для большинства современных производственных процессов гибка в воздухе остается основным методом, обеспечивающим гибкость и срок службы инструмента, что делает предсказуемая компенсация отклонения Одна из самых высокоэффективных возможностей гидравлического листогибочного пресса с точки зрения рентабельности инвестиций.
Методы управления деформацией на гидравлическом листогибочном прессе (от базовых до высокоточных)
Подгонка: простейший способ коррекции и почему он имеет ограничения.
Самый простой метод — выравнивание—Установка прокладок для регулировки эффективной опоры или посадки инструмента, чтобы система компенсировала изгиб. Этот метод часто описывается как техника, доступная оператору, и может быть полезен для коротких циклов работ или при модернизации старого оборудования.
Однако у использования прокладок есть очевидные ограничения. Установка занимает больше времени, её сложнее повторять при разных нагрузках, и она не обеспечивает динамической регулировки при изменении толщины, марки материала или длины изгиба. На современном заводе, стремящемся к стабильной производительности, использование прокладок является вспомогательным инструментом, а не основной стратегией повышения точности.
Механическое клиновидное корончатое формование (стол с защитой от прогиба): надежное и воспроизводимое.
Широко распространенный подход заключается в следующем: механический стол с защитой от прогиба с использованием клиновых систем. В принципе, клинья перемещаются постепенно, придавая столу контролируемую кривую, которая компенсирует прогиб станины/балки, создавая постоянный угловой профиль по всей рабочей длине. ЧПУ МАЗЫНИ
Механическое формирование выпуклости ценится за свою относительную надежность и высокую воспроизводимость результатов при правильном проектировании. Кроме того, оно менее чувствительно к гидравлическому термическому дрейфу, чем чисто жидкостные методы, хотя все еще требует правильной настройки и калибровки для отражения реальных производственных нагрузок.
Гидравлическое выравнивание прогиба: гибкая компенсация при различных нагрузках.
Гидравлическое выравнивание выпуклости использует управляемые гидравлические элементы для создания регулируемой противоположной кривой. На практике этот подход может быть очень эффективен для работ, различающихся по тоннажу и длине, поскольку компенсацию можно настраивать более плавно.
Во многих промышленных решениях устройства для создания выпуклого покрытия описываются как Системы компенсации прогибов, предназначенные для компенсации прогибов станины и поршня во время изгиба.. Такая формулировка важна: суть не в том, чтобы “заставить машину гнуться”, а скорее в том, чтобы обеспечить правильный изгиб, чтобы заготовка оставалась однородной.
Фрезерование с ЧПУ: практическая компенсация в повседневном производстве.
Наибольшие изменения наблюдаются на многих заводах в следующих случаях: корончатое формование с ЧПУ, Поскольку это снижает зависимость от интуиции оператора и ускоряет переналадку. Система ЧПУ для обработки выпуклостей может применять компенсационную кривую на основе длины и силы изгиба, а затем точно настраивать ее на основе измеренных результатов, что делает ее практичной для выполнения смешанных работ при сохранении стабильной точности.
Это важно, потому что прогиб не постоянен; он меняется в зависимости от нагрузки. Если ваш гидравлический листогибочный пресс весь день обрабатывает разные детали, то наиболее эффективным будет тот подход, который может Быстро, воспроизводимо и с минимальным количеством брака менять систему компенсации.
Необходимые вам цифры: оценка силы для соответствия компенсации реальности

Почему оценка силы является частью управления точностью?
Компенсация отклонения работает только тогда, когда она совпадает с реальная нагрузка. Если ваша программа предполагает слишком низкую силу, вы недокомпенсируете, и середина раскрывается. Если ваша программа предполагает слишком высокую силу, вы перекомпенсируете, и центр становится узким.
Именно поэтому точная оценка тоннажа важна не только для безопасности оборудования, но и напрямую влияет на стабильность углов и правильность профилирования.
Распространенная формула силы изгиба воздуха (метрическая система)
Широко распространенная формула для расчета требуемой силы изгиба использует предел прочности на растяжение, толщину, длину изгиба и V-образное отверстие матрицы. Один из примеров выражения:
F = (1,42 × σ × S² × L) / (1000 × В) (с использованием согласованных единиц измерения), а также такие рекомендации, как... V ≈ 8 × толщина Этот метод часто рекомендуют для стандартной гибки воздуха. Интермах
Ни одна формула сама по себе не заменит опыт, схемы расположения инструментов или реальные испытания. Но для планирования производства эта “первая оценка” чрезвычайно полезна, поскольку она удерживает ваши основные параметры в нужном диапазоне и помогает избежать ненужных проб и ошибок.
Пример справочной таблицы тоннажа (практичный инструмент для цеха)
Многие заводы также используют таблицы тоннажа, показывающие усилие, необходимое для гибки низкоуглеродистой стали с заданной прочностью на растяжение, а затем пропорционально корректируют их для разных материалов. Это практичный способ обеспечить согласованность оценок усилия между бригадами и сменами.
Таблица 1 — Источники отклонения, что вы видите и как гидравлический листогибочный пресс устраняет проблему.
| Источник отклонения/изменения | Типичный симптом данной детали | Практические контрмеры |
|---|---|---|
| Упругий изгиб поршня/станка под нагрузкой | Центральный угол отличается от углов на концах длинных изгибов. | Система выпуклости, создающая противоположную кривую (механическая или гидравлическая). |
| Удлинение рамы / боковое отверстие рамы | Угол изменяется при увеличении тоннажа или изменении задания. | Жесткая конструкция рамы + стратегия компенсации, соответствующая нагрузке |
| соответствие инструмента требованиям к посадке/зажиму | Случайное смещение угла; непостоянные результаты после смены инструмента. | Чистые поверхности посадочного места, повторяемость зажима, стандартизированная настройка инструмента. |
| Изменение толщины/прочности на растяжение материала | Одна и та же программа выдает разные результаты при обработке разных партий. | Коррекция коронки с учетом силы воздействия + программы и тестовые образцы, разработанные специально для конкретных материалов. |
| Неверная оценка силы | Слишком высокая/слишком низкая высота макушки; “плотная середина” или “открытая середина” | Используйте формулы/таблицы для оценки тоннажа и подтвердите результаты осмотром первой партии товара. |
Все вышеперечисленные пункты объединяет одна общая тема: к гидравлическому листогибочному прессу следует относиться как к... воспроизводимая система под нагрузкой, Это не просто платформа для перемещения. Когда вы согласовываете оценку силы, метод компенсации и стандартизированную настройку, точность становится предсказуемой, а не “зависящей от оператора”.”
Таблица 2 — Сравнение вариантов компенсации прогиба (что выбрать и когда)
| Подход к компенсации | Лучший вариант | Сильные стороны | Ограничения |
|---|---|---|---|
| Мерцание | Короткие рейсы, устаревшее оборудование, аварийное устранение неполадок | Низкая стоимость, немедленное выполнение | Медленный, нединамичный, трудновоспроизводимый при изменении тоннажа. |
| Механическое клиновидное корончатое выравнивание | Смешанное производство, требующее надежной повторяемости. | Надежность, хорошая воспроизводимость. | Требуется калибровка; диапазон регулировки зависит от конструкции. |
| Гидравлическое выравнивание выпуклостей | Широкий диапазон нагрузок и длин. | Постоянная регулируемость, высокая гибкость | Требуется стабильная гидравлика и правильная настройка. |
| корончатое формование с ЧПУ | Широкий ассортимент, высокая точность, быстрая переналадка. | Быстрая настройка, воспроизводимость, удобство в производстве | Необходимы качественные данные о процессе и обратная связь с первого экземпляра. |
Для большинства предприятий, ориентированных на экспорт, практический вывод прост: если изготовление длинных деталей и выполнение смешанных работ — ваша повседневная реальность, Обработка кромок с помощью ЧПУ-оборудования обычно является наиболее эффективным способом обеспечения стабильной точности при работе на гидравлическом листогибочном прессе., потому что это превращает управление отклонением из уловки в повторяющийся процесс.
Как измерить прогиб там, где это важно: “Карта углов” на изгибе.
Точность гидравлического листогибочного пресса не определяется измерением угла в одной точке. Она определяется следующим образом: насколько одинаковыми остаются угол изгиба и геометрия фланца слева направо. по всей рабочей длине, при реальном тоннаже и реальных условиях цикла.
Наиболее практичный подход — это создание карта углов (Иногда это называют проверкой слева-в центре-справа). Вы сгибаете репрезентативный тестовый образец и измеряете угол изгиба в нескольких точках по всей длине, а затем сравниваете разброс (максимальное значение минус минимальное). Этот подход напрямую показывает, есть ли у вас проблемы. прогиб поршня/станка, сиденья для инструментов, изменчивость материала, или обработка провисания.
Что измерять (и что регистрировать)
Угол — самый быстрый индикатор, но он не должен быть единственным. Стабильный процесс работы гидравлического листогибочного пресса регистрирует переменные, которые фактически влияют на результат, поэтому корректировка должна быть воспроизводимой, а не зависеть от “ощущения оператора”.”
Вам следует измерить согласованность углов а также подтвердить длина фланца (особенно для деталей с критически важными узлами). Также следует записывать “отпечаток процесса”, чтобы программу ЧПУ можно было надежно повторить в следующей партии, и чтобы одну и ту же настройку можно было перенести между заводами.
Рекомендуемое количество полей в производственной записи (минимум):
- Марка материала и толщина (измеренные, а не только номинальные).
- Длина изгиба, V-образное раскрытие, радиус пуансона и метод гибки (воздушная гибка/углубление/чеканка).
- Величина прогиба (настройка вручную или с помощью ЧПУ) и целевой угол.
- Фактически измеренные углы на нескольких станциях вдоль поворота.
Шаблон для построения угловых схем первого этапа (используйте на длинных поворотах)
| Элемент | Левый конец | Левая четверть | Центр | Правая четверть | Правый конец |
|---|---|---|---|---|---|
| Измеренный угол (°) | |||||
| Отклонение от целевого значения (°) | |||||
| Примечания (посадка инструмента, проскальзывание, разметка) |
В отлаженном рабочем процессе на гидравлическом листогибочном прессе этот лист рассматривается как стандартный этап для гибки длинных деталей. Это сокращает объем доработок, поскольку корректировка производится до начала производства партии, а не после ее проверки.
Оптимизация рабочего процесса настройки, работающая в реальных производственных условиях.

Выпуклость существует потому, что законы физики не являются чем-то необязательным. Под нагрузкой станина/поршень упруго деформируются, и листогибочному прессу необходима система выпуклости (в балке, столе или в обоих местах), чтобы поддерживать постоянный угол изгиба по всей длине.
Цель состоит не в “максимальном венчании”. Цель состоит в следующем: правильная кривая противоотклонения с учетом конкретного распределения тоннажа и длины изгиба, соотношение пуансона и матрицы остается неизменным вдоль линии изгиба.
Начните с чистой механической части корпуса (потому что выравнивание не исправит плохую посадку).
Если пуансон установлен неправильно или матрица установлена не полностью, может показаться, что у станка проблема с отклонением, хотя на самом деле проблема в неправильной центровке инструмента. Если для компенсации проблемы с посадкой применяется деформация, коррекция становится нестабильной и будет смещаться по мере стабилизации инструмента во время производства.
Практическое правило заключается в том, чтобы рассматривать образование коронки как “окончательную коррекцию 10%”. Первая стабильность 90% достигается за счет Целостность зажима инструмента, чистые контактные поверхности, правильный подбор инструмента и стабильная точность измерения..
Установите базовый уровень, а затем вносите корректировки небольшими шагами.
Повторяемый метод заключается в выполнении контролируемого первого изгиба, определении угла, а затем регулировке выпуклости с небольшими шагами. В ручных системах часто используется логика клиновой регулировки; если центр смещен по сравнению с обоими концами, регулировка производится в области центральной опоры, а не путем подбора глубины вдавливания.
Распространенное объяснение, используемое при клиновидной обработке кромок, звучит так: если сгиб правильный с обоих концов, но в центре открыт на несколько градусов, то клинья в центральной области затягиваются, чтобы немного приподнять станину и восстановить угол. Эта же диагностическая логика применима даже к гидравлической или ЧПУ обработке кромок — разница лишь в том, что контроллер перемещает кривую за вас.
Выявите закономерность, а не просто число.
Ошибки с углом имеют свои закономерности, и каждая закономерность указывает на свою первопричину. Ваши операторы значительно ускорят свою работу, когда научатся распознавать закономерности и применять правильные методы исправления.
| Угловой рисунок по длине | Наиболее вероятная причина | Наиболее эффективная коррекция |
|---|---|---|
| Центр более открыт, чем концы | Естественный прогиб основания/поршня не компенсируется. | Увеличьте выпуклость (или поднимите изгиб средней зоны). Оборудование Сельмах™ |
| Концы более открыты, чем центр. | Проблемы с чрезмерным выпучиванием или недостаточной поддержкой кромок. | Уменьшите выпуклость; проверьте опоры и измерительные приборы. |
| Один конец постоянно смещен. | посадка/зажим инструмента, выравнивание или боковая нагрузка | Установите инструменты на место; проверьте зажим и выравнивание. |
| Случайный дрейф от детали к детали | Изменчивость материала или температурный дрейф | Улучшение контроля за материалами; стабилизация температуры масла и цикла. |
Данная таблица намеренно ориентирована на практические аспекты. Она позволяет избежать “только теоретического” анализа неисправностей и напрямую направляет усилия на действия, обеспечивающие стабилизацию работы гидравлического листогибочного пресса в процессе производства.
От статического профилирования до управления с обратной связью: адаптивный изгиб и измерение углов.
Статическое сгибание — мощный метод, но он по-прежнему основан на предположении: “материал ведет себя так же, как и в прошлый раз”. На реальных заводах толщина и прочность материала варьируются больше, чем нам хотелось бы, и результат гибки меняется даже при идеальной работе станка.
Именно поэтому эта отрасль и развивалась. измерение угла в процессе и адаптивное изгибание. Адаптивная гибка измеряет угол изгиба во время формовки и передает это измерение обратно в систему числового управления, что позволяет автоматически корректировать процесс во время цикла гибки.
Измерение угла в реальном времени: что это меняет?
Системы измерения углов могут использовать оптические/лазерные методы для измерения угла изгиба в реальном времени и передачи результатов непосредственно контроллеру. Это меняет модель работы с “изгиб → измерение → повторный изгиб” на “изгиб один раз → подтверждение во время движения → завершение в заданном положении”.”
Некоторые коммерческие решения делают акцент на возможности обновления данных для измерений в реальном времени, что является практическим показателем быстродействия в производстве. Вашим покупателям не нужно запоминать марку датчика; им нужно понимать его ценность: меньше пробных деталей, меньшая зависимость от оператора, и более высокая стабильность при смешанных партиях.
Какой уровень точности считается реалистичным?
Гибка под давлением — гибкий и эффективный метод, но он, естественно, характеризуется большей вариативностью, чем чеканка/пробивка, поскольку конечный угол зависит от глубины проникновения, упругого восстановления и свойств материала. В классических отраслевых обсуждениях точность угла гибки под давлением часто представляется в пределах ±0,5° в качестве приблизительной величины. Журнал MetalForming
В некоторых отраслевых источниках описывается улучшение допуска по углу изгиба при использовании методов контроля на основе измерений, достигающее примерно ±0,2° для технологий прецизионной гибки. В вашей маркетинговой стратегии это следует представить тщательно: возможности машины это один из факторов, и дисциплина процесса (Инструментация, настройка, контроль материалов) определяют, будет ли достигнута данная возможность на производственном участке.
Матрица «Технология – Результат» (использование в обучении покупателей)
| Подход | Что она компенсирует | Сильные стороны | Типичный сценарий использования |
|---|---|---|---|
| Ручная/механическая коронка | Предсказуемая кривая отклонения | Простой и экономичный способ. | Стабильные длительные циклы производства, качественные материалы. Оборудование Сельмах™ |
| ЧПУ/гидравлическая коронка | Запрограммированная кривая по нагрузке/длине | Быстрая настройка, воспроизводимость | Смешанное производство, длинномерные детали |
| Адаптивное сгибание + датчики | Изменчивость материала + дрейф упругого восстановления | Меньше деталей для испытаний, выше уверенность. | Высокое разнообразие, жесткие допуски по углам |
Это эффективный инструмент продаж, поскольку он представляет точность как системное решение. Это также помогает покупателю избежать переплаты за сенсорные системы, когда допуски и ассортимент деталей этого не требуют.
Количественная оценка нагрузки и прогиба: показатели, которые действительно определяют точность.
Гидравлический листогибочный пресс не “сгибает металл”. Он прикладывает усилие через инструмент на определенном расстоянии, и конструкция упруго реагирует на это усилие. Управление деформацией имеет значение, поскольку деформация конструкции изменяет эффективную глубину проникновения пуансона по всей длине.
Хорошая новость в том, что основные законы масштабирования просты. Если ваша команда понимает, как масштабируется тоннаж, она может предсказать, когда образование выпуклостей будет чувствительным, а когда технологический диапазон будет более щадящим.
Выбор степени раскрытия штампа и его влияние
Широко используемое в цехах правило — “Правило 8” для определения ширины V-образного отверстия матрицы относительно толщины (V ≈ 8× толщина), которое часто представляется как практическое эмпирическое правило для гибки на воздухе. В справочных таблицах по тоннажу для гибки также указываются значения ширины отверстия матрицы около 8× толщина (и около 10× толщина выше определенных диапазонов толщины), что подтверждает идею о том, что выбор V-образного отверстия имеет основополагающее значение для нагрузки и устойчивости.
Выбор V-образного отверстия имеет значение, поскольку он влияет на требуемый тоннаж и на радиус пролета. Если выбрать слишком маленькое V-образное отверстие для достижения малого внутреннего радиуса, тоннаж резко возрастет, и контролировать отклонение станет сложнее.
Основные соотношения между изгибающей силой и силой изгиба (практический инженерный взгляд)
В техническом справочнике обобщены ключевые соотношения для V-образного изгиба: давление изгиба обратно пропорционально ширине V-образного профиля, пропорционально длине изгиба, пропорционально квадрату толщины и пропорционально пределу прочности на растяжение. Эти четыре соотношения объясняют большинство “загадочных” проблем с точностью на гидравлических листогибочных прессах.
В том же справочнике приводится упрощенная формула для расчета требуемого тоннажа на метр (полученная на основе экспериментальных данных и используемая для планирования), наглядно демонстрирующая, как квадрат толщины и ширина V-образного профиля влияют на чувствительность к нагрузке. conic.co.jp
Пример решения: Почему выпуклость становится обязательным условием на длинных изгибах.
Предположим, что в данном случае используется упрощенная форма уравнения для типичного процесса изгиба в воздухе, характерного для низкоуглеродистой стали. P = 68 × t² / V (тонн/м³) в качестве ориентира для планирования. Используйте этот пример, чтобы проиллюстрировать, почему небольшие изменения в настройках приводят к значительным последствиям в реальных условиях.
- Толщина т = 2,0 мм
- V-образное отверстие V = 16 мм (в соответствии с рекомендацией 8×)
- Длина L = 2,0 м
Пошагово:
- Вычислите t²: 2,0² = 4.0.
- Вычислите тоннаж на метр: P = 68 × 4,0 / 16 = 68 × 0,25 = 17 тонн/м.
- Общий тоннаж для 2,0 м: 17 × 2,0 = 34 тонны.
Теперь измените только V-образное отверстие (распространенное “небольшое изменение”, которое операторы вносят при ограниченном количестве инструментов). Если V-образное отверстие станет 12 мм:
- P = 68 × 4,0 / 12 = 272 / 12 = 22,67 тонн/м (приблизительно). conic.co.jp
- Общий тоннаж: 22,67 × 2,0 = 45,34 тонны (приблизительно).
В чертеже детали ничего не изменилось. Однако нагрузка на станок увеличилась примерно на 100%. 11,34 тонны, что увеличивает отклонение и затрудняет поддержание равномерности угла, особенно по всей длине.
Проверка реальности на основе графиков (чему доверяют покупатели)
Классическая таблица тоннажа листогибочного пресса указывает требуемый тоннаж на погонный фут для низкоуглеродистой стали при заданных пределах прочности, и в ней явно указывается диаметр отверстий матрицы примерно в 8 раз больше толщины для определенных диапазонов. В ней также отмечаются типичные сравнительные коэффициенты для других металлов (например, для нержавеющей стали требуется больший тоннаж, чем для низкоуглеродистой). cansaw.com
Вот почему серьёзные покупатели запрашивают у вас таблицу тоннажа и технические характеристики прогиба в одном и том же обсуждении. Они понимают, что точность гидравлического листогибочного пресса — это не “функция контроллера”, а система, основанная на силе и жёсткости.
Почему упругое поведение машины имеет значение (простой физический перевод)
На структурном уровне жесткость зависит от геометрии и упругости материала. Для стальных конструкций обычно используется модуль упругости, приблизительно равный... 200 ГПа, Именно поэтому стальные рамы жесткие, но при этом упруго деформируются под большими нагрузками. Инженерный инструментарий
Для покупателей значение очевидно: на длинных поворотах прогиб быстро возрастает, поэтому его необходимо компенсировать контролируемой выпуклостью. Именно поэтому “больший тоннаж” сам по себе не гарантирует точности — если жесткость и компенсация спроектированы неправильно, больший тоннаж просто приведет к большему прогибу и большему разбросу углов.
Что следует учитывать при выборе высокоточного гидравлического листогибочного пресса (контрольный список для покупателя)
Клиенты, для которых важна точность, выбирают гидравлические листогибочные прессы по-другому. Они меньше обращают внимания на заявления в брошюре и больше на то, включает ли машина инженерные элементы, обеспечивающие стабильность результатов после установки.
Целостность рамы и стола
Листогибочный пресс должен сохранять геометрию под нагрузкой. Это означает жесткую конструкцию рамы, устойчивую конструкцию стола и спроектированную способность к формированию выпуклостей, соответствующую рабочей длине и диапазону тоннажа.
В ходе вашей деловой беседы это должно быть напрямую связано с результатами: большая жесткость снижает объем необходимых компенсаций, что повышает повторяемость и уменьшает чувствительность к незначительным различиям в настройке.
Дисциплина позиционирования осей, повторяемости и проверки
Хотя листогибочные прессы не являются “станками” в смысле режущего инструмента, стандартизация терминологии, определяющей точность, все же приносит свои плоды. Стандарт ISO 230-2 описывает процедуры испытаний для определения точности и повторяемости позиционирования осей с числовым программным управлением. ISO
Для покупателя вывод прост: если поставщик может объяснить, как он проверяет позиционирование осей и повторяемость (и как часто), то он говорит на языке контролируемой точности, а не “маркетинговой точности”.”
Возможности создания королевского цоколя (а не просто “создание королевского цоколя включено”)
Для поддержания постоянного угла гибки по всей длине листогибочному прессу необходима регулировка выпуклости, которая может располагаться на балке, столе или и там, и там. С точки зрения покупателя, это звучит так: “Достаточно ли возможности регулировки выпуклости для моей максимальной длины гибки и тоннажа, и легко ли её установить и повторить?”
Если система обработки выпуклостей оснащена ЧПУ-оборудованием, это также может сократить трудозатраты на настройку и вмешательство оператора, что напрямую повышает производительность. Оборудование Сельмах™
Практическое руководство по обеспечению точности при выполнении различных задач (что стандартизируют высокоэффективные заводы)

Большинство проблем с точностью, которые приписывают гидравлическому листогибочному прессу, на самом деле являются проблемами технологического процесса. Надежный план действий на заводе позволяет свести эти проблемы к повторяющейся процедуре.
Проверьте вариативность материала, прежде чем прикасаться к станку с ЧПУ.
Толщина материала и его механические свойства различаются от партии к партии. Если вы будете воспринимать “2,0 мм” как факт, а не как измеренное значение, вы будете весь день гоняться за углом.
Применяя дисциплинированный подход, измеряется толщина, подтверждается направление волокон, когда это необходимо, и стандартизируется сторона, обращенная к пуансону, когда важны эстетические требования. Это делает коррекцию выпуклости и глубины гораздо более стабильной.
Стандартизируйте выбор оснастки и не смешивайте “удобные” V-образные отверстия.
Изменения V-образного проема не носят чисто косметический характер. Как было показано ранее, V-образный проем существенно влияет на тоннаж, а тоннаж влияет на отклонение, что, в свою очередь, изменяет угол разброса.
Если ваше производство отличается разнообразием продукции, изготовление небольшого количества стандартизированных V-образных отверстий (и документирование того, какие детали их используют) часто повышает точность больше, чем любое отдельное обновление оборудования.
Используйте стратегию поддержки на длинных деталях (поскольку гравитация создает “имитацию деформации”).
Длинные детали провисают. Это провисание может проявляться в виде изменения угла наклона, длины фланца или перекручивания, которое появляется после снятия нагрузки.
При выполнении гибки с требуемой точностью опорные элементы деталей следует рассматривать как часть технологического процесса. Это особенно важно, когда сборка, выполняемая заказчиком, требует прямолинейности и одинаковых возвратных фланцев.
Как оценить точность гидравлического листогибочного пресса (простой план приемочных испытаний)
Если покупателю нужны доказательства, предоставьте ему план испытаний, а не обещание. Лучшие приемочные испытания имитируют реальную нагрузку на реальной длине и измеряют результаты на нескольких участках.
Предлагаемая матрица приемочных испытаний (для взаимодействия с покупателем)
| Тест | Материал | Толщина | Длина изгиба | Метод | Что измерять |
|---|---|---|---|---|---|
| равномерность длинного изгиба | Низкоуглеродистая сталь | Средний ценовой диапазон | Практически максимальное | Воздушный изгиб | Карта углов по длине |
| Чувствительность к нагрузке | Такой же | Две толщины | Такой же | Воздушный изгиб | Изменение тоннажа в зависимости от угла наклона |
| Повторяемость | Такой же | Такой же | Такой же | Такой же | Повторяемость углов между деталями |
| Демонстрация замкнутого контура (опционально) | Такой же | Такой же | Такой же | Воздушный изгиб | Управление углом первого удара с помощью датчиков. |
Такой план повышает доверие к вашей маркетинговой стратегии, поскольку демонстрирует понимание точности как результата инженерной работы, а не как слогана. Он также создает у покупателя чувство защищенности, что ускоряет принятие решения.
Где KRRASS находит применение в высокоточной гибке
Компания KRRASS устанавливает гидравлические листогибочные прессы на заводы по всему миру, которым необходимы как высокая производительность, так и стабильное качество. Наиболее эффективный способ продать точность — это продать... комплексная стратегия управления отклонением, включая соответствующую конфигурацию выпуклости, технологическую документацию и (при необходимости) контроль на основе измерений.
Если у заказчика возникают проблемы с обеспечением стабильности качества длинных деталей, ваше наиболее эффективное предложение — это краткая диагностика: анализ состава деталей, требуемых допусков, типичных материалов и максимальной длины изгиба, а затем рекомендация оптимального подхода к проверке и выравниванию. Это позволит привести технические характеристики станка в соответствие с реальными потребностями заказчика и снизить риски при вводе в эксплуатацию.
Разработка гидравлического листогибочного пресса для обеспечения стабильной точности под нагрузкой.
Точность гидравлического листогибочного пресса значительно повышается, когда конструкция станка обеспечивает предсказуемое поведение. после применения тоннажа, не только тогда, когда поршень движется “без нагрузки”. На практике это означает проектирование конструкции, системы выпуклости, стратегии измерения (если используется) и процесса проверки как единой интегрированной системы обеспечения точности.
Управление прогибом является центральным элементом этой системы, поскольку выпуклость существует специально для компенсации нормального прогиба между станиной и поршнем, который в противном случае изменяет результирующий угол изгиба по всей длине. Канадская металлообработка
Сначала о структуре: жесткость снижает чувствительность.
Прочная система профилирования может компенсировать прогиб, но исправить небольшой, стабильный прогиб всегда проще, чем большой, нестабильный. Более жесткая рама уменьшает необходимую компенсацию, а также снижает чувствительность процесса к небольшим изменениям тоннажа, материала или оснастки.
С точки зрения покупателя, это сводится к одному простому моменту: оба гидравлических листогибочных пресса могут иметь выпуклость, но тот, у которого лучше жесткость, потребует меньше пробных изгибов и будет сохранять угол более стабильно на более широком спектре деталей.
Почему длина является скрытым множителем (проблема L⁴)?
Даже если вы никогда не используете уравнения для балок в повседневной работе, масштабирование оказывается чрезвычайно полезным для понимания изгиба. Для простой балки под равномерно распределенной нагрузкой классическая механика показывает, что максимальный прогиб в середине пролета пропорционален 5 w L⁴ / (384 EI), что означает, что отклонение увеличивается с длиной в четвертой степени.
Такое масштабирование объясняет, почему изгиб, который выглядит идеально на расстоянии 1 метра, может стать сложным на расстоянии 2 метров, даже если все остальное остается “похожим”. Если длина удваивается, а все остальное сопоставимо, то один только член L⁴ предполагает, что тенденция к прогибу может увеличиться примерно на 16×, Именно поэтому для обеспечения точности обработки длинных деталей необходимы корончатая обработка и тщательная настройка.
Предположения о жесткости материала по-прежнему имеют значение.
Во многих промышленных расчетах предполагается, что модуль Юнга стали составляет “около 200 ГПа”, и в инженерных справочниках отмечается, что это распространенная практика для различных марок стали (даже с учетом реальных вариаций). Scholars' Mine
В контексте оценки точности вашего гидравлического листогибочного пресса это имеет практическое значение: даже если жесткость материала достаточно стабильна, вариации упругости и силы При этом изменяется требуемая нагрузка, а нагрузка изменяет прогиб. Когда покупатели жалуются на изменение угла от партии к партии, первопричиной часто является скорее изменение нагрузки, чем “позиционирование станка”.”
Правильно проведенная церемония коронации: что на самом деле обеспечивает ее успех?

Выравнивание кромки не является функцией, которую можно выбрать галочкой. Выравнивание кромки представляет собой контролируемую кривую обратного отклонения, и его необходимо правильно применять по всей длине, чтобы обеспечить равномерное проникновение пуансона слева направо.
Коронка должна покрывать всю длину волос, а не “большую её часть”.”
Регулируемая система профилирования наиболее эффективна, когда она охватывает всю длину станка, поскольку верхний инструмент должен проникать в нижний инструмент на одинаковую глубину по всей рабочей зоне. Вила Инструментинг
Это одно из самых понятных для покупателя объяснений, которое вы можете использовать. Оно переводит обсуждение с расплывчатых “заявлений о точности” на физические требования, которые любой опытный инженер-конструктор, занимающийся гибкой металла, сразу же узнает.
Механическая или гидравлическая выравнивающая обработка: система принятия решений, понятная покупателям.
Достоверный способ объяснить варианты выравнивания кромки — показать, как каждый из них ведет себя в процессе производства. Механическое клиновое выравнивание кромки, как правило, надежно и обеспечивает повторяемость результатов, в то время как гидравлическое выравнивание кромки обычно обеспечивает более плавную регулировку при различных нагрузках, особенно при производстве продукции с широким ассортиментом.
Системы выравнивания предназначены для компенсации нормального прогиба между станиной и поршнем, поэтому правильный выбор зависит от того, как часто заказчик меняет материал, толщину и длину изгиба.
Производственная платформа, специализирующаяся на “диагностике закономерностей”, которая снижает количество догадок.
Когда покупатель сталкивается с проблемами в обеспечении единообразия качества продукции на протяжении длительного времени, он обычно замечает одну из трех закономерностей. Эти закономерности можно четко объяснить без сложных математических вычислений, и они эффективно помогают внести необходимые корректировки.
| Угловая схема по длине | Что это обычно указывает | Лучшая первая коррекция |
|---|---|---|
| Центр более открыт, чем концы | Недостаточно компенсированное отклонение | Увеличьте выпуклость (поднимите центральную кривую). |
| Центр плотнее, чем концы | Чрезмерно компенсированное отклонение | Уменьшите выпуклость и перепроверьте посадку. |
| Одна сторона постоянно отклоняется | Посадка инструмента, выравнивание или неравномерная нагрузка | Установите инструмент на место, проверьте зажим, проверьте симметрию нагрузки. |
Этот стол становится еще более эффективным, когда клиент использует его вместе с простой картой углов “слева-по центру-справа”. Гидравлический листогибочный пресс с программируемым выравниванием выпуклостей делает эти регулировки быстрее и более повторяемыми в течение нескольких смен.
Выбор оснастки и V-образного отверстия: точность начинается с создаваемой вами нагрузки.
Точность гидравлического листогибочного пресса в значительной степени зависит от создаваемого им тоннажа. Поэтому выбор инструмента — это не только “формирование формы”; это основной рычаг для контроля нагрузки, деформации и повторяемости.
Правило восьми: практическая отправная точка, а не закон.
Широко цитируемым отраслевым стандартом является “Правило восьми”, которое гласит, что отверстие V-образной матрицы должно составлять примерно... 8× толщина материала для гибки низкоуглеродистой стали с помощью воздуха.
Важно отметить, что во многих источниках поясняется, что это эмпирическое правило основано на общих предположениях относительно материалов. прочность на растяжение 60 000 PSI Это относится к таблицам для низкоуглеродистой стали, поэтому данное руководство надежно работает в качестве отправной точки, но все же требует корректировки для высокопрочных материалов или требований к особому радиусу.
Почему V-образное отверстие снижает риск деформации
При уменьшении диаметра V-образного проема требуемый тоннаж быстро возрастает. При увеличении тоннажа увеличивается и прогиб, и тогда выпуклость становится более чувствительной и критичной для достижения постоянного угла по всей длине.
Для покупателей это ключевой момент: если они выбирают меньший V-образный проем, чтобы добиться меньшего внутреннего радиуса, им следует ожидать более высокого спроса на пресс-формы и отдавать приоритет гидравлическому листогибочному прессу с хорошо спроектированной системой выпуклости и стабильной структурной жесткостью.
Таблица — Какие факторы сильнее всего изменяют нагрузку (и, следовательно, влияют на прогиб)?
| Изменения, которые вы вносите | Что происходит с тоннажем? | Что происходит с чувствительностью к отклонению? |
|---|---|---|
| Увеличьте толщину | Нагрузка резко возрастает (часто доминирует в изменении). | Риск отклонения резко возрастает, а выпуклость становится более критичной. |
| Используйте отверстие меньшего размера в форме буквы V. | Увеличение нагрузки | Увеличение отклонения повышает вероятность распространения углового отклонения. |
| Используйте более прочный материал. | Увеличение нагрузки | Более упругий демпфирование + большая нагрузка, поэтому контроль становится более важным. |
| Увеличьте длину изгиба | Увеличение общего тоннажа | Распространение углов на больших участках становится основным риском. |
Именно поэтому серьёзные покупатели в одном разговоре спрашивают о “точности” и “стратегии оснастки”. Если поставщик не может объяснить, как оснастка влияет на нагрузку, его заявления о точности, как правило, оказываются несостоятельными в реальных производственных условиях.
Адаптивное изгибание и измерение углов: когда необходима точность, сохраняющаяся при изменении свойств материала.
Прогиб компенсирует структурные деформации станка. Адаптивная гибка и измерение углов также обеспечивают компенсацию. непредсказуемая часть: вариации материала, дрейф упругости при восстановлении и производственные условия.
Адаптивное сгибание объяснено одним предложением.
Адаптивная система управления углом контролирует угол в режиме реального времени во время процесса гибки, позволяя станку адаптироваться к изменениям материала и компенсировать их.
Это определение имеет большую силу, потому что оно правильно определяет ценность. Это не “автоматизация ради автоматизации”; это замыкание цикла Таким образом, первый удар будет ближе к цели, даже если таблица ведет себя по-разному.
Лазерные системы: что они делают и почему сокращают количество отходов.
В описаниях коммерческих адаптивных систем гибки объясняется, что лазеры постоянно измеряют угол заготовок во время гибки и регулируют параметры управления таким образом, чтобы результирующий угол соответствовал заданному проекту, даже при наличии вариаций толщины или структуры материала.
В ходе отраслевых дискуссий об измерении углов в реальном времени также подчеркивается, что система, работающая в режиме реального времени, обеспечивает обратную связь с системой управления станком, благодаря чему позиционирование ползуна обеспечивает точный изгиб.
Данные измерений углов в реальном времени могут быть более полными, чем "один угол".“
Некоторые решения для измерения углов предусматривают предоставление данных об измерениях углов в реальном времени, включая внутренние/внешние углы, информацию об угле упругого восстановления и соответствующие результаты измерений. Лазербезопас
На языке заказчика это означает меньшее количество ручных корректировок, меньшее количество пробных образцов и более стабильный объем производства при выпуске смешанных партий или закупке листового металла у нескольких поставщиков.
Каковы реалистичные значения точности и допусков (и как их достоверно донести)?
Точность гидравлических листогибочных прессов часто преувеличивается, поскольку люди путают “позиционирование по осям” с “результатом гибки”. Вы можете завоевать доверие, указав реалистичные допуски процесса, а затем подробно объяснив, какие именно технологические решения позволяют их улучшить.
Типичные допуски по углу изгиба в зависимости от метода
В качестве общих инженерных рекомендаций обычно приводятся следующие ссылки: изгибание воздуха менее точный, чем дно и чеканка монет, с репрезентативными значениями, такими как изгиб воздуха около ±1°, прогиб до упора около ±0,5° и деформация около ±0,25° в некоторых руководствах по проектированию. Xometry Pro
В некоторых общих источниках указывается точность угла изгиба в воздухе в пределах приблизительно ±0,5° при определенных условиях, что является полезной отправной точкой при объяснении того, что реальные результаты зависят от вариаций материала и контроля технологического процесса. Википедия
Как преподнести это покупателям, не давая необоснованных обещаний.
Можно с уверенностью сказать: высококачественный гидравлический листогибочный пресс с прочной конструкцией, стабильными осями и отлаженным рабочим процессом может обеспечивать стабильные углы для большинства промышленных работ, а системы измерения с обратной связью могут сократить количество пробных изгибов и повысить стабильность при изменении материалов. Это соответствует тому, как адаптивный изгиб описывается в отраслевой литературе, где система адаптируется к изменениям и компенсирует их в процессе изгиба.
Такой подход защищает доверие, поскольку он связывает результаты работы с условиями и стратегией контроля, вместо того чтобы заявлять о нереалистичном “едином показателе” для каждой задачи.
Верификационные и приемочные испытания: заимствование дисциплины из стандартов позиционирования ISO.
Хотя гидравлический листогибочный пресс не является фрезерным станком, покупатели ценят стандартизированные методы тестирования. Стандарт ISO 230-2:2014 описывает методы тестирования и оценки точности и повторяемости позиционирования осей с числовым программным управлением, что является полезной основой для проверки поведения перемещения станков с ЧПУ. ISO
В исследованиях, посвященных стандарту ISO 230-2, также отмечаются практические соображения, такие как рекомендуемая плотность точек измерения для осей определенной длины, что подтверждает идею о том, что проверка должна быть систематической, а не ограничиваться “одним измерением и готово”.” НаукаПрямой
Удобный для покупателя приемочный тест для контроля прогиба на больших расстояниях.
Практический приемочный тест, который убедит опытных клиентов, прост: выберите большую длину изгиба, соответствующую их деталям, выполните гибку под давлением воздуха, а затем измерьте углы в нескольких точках по всей длине изгиба. После этого отрегулируйте выпуклость по мере необходимости и убедитесь, что разброс углов соответствует требованиям заказчика к допускам.
Это напрямую подтверждает утверждение о том, что выпуклость компенсирует прогиб станины/поршня, влияющий на результирующий угол.
Рентабельность инвестиций в контроль отклонения: почему выпуклость и функции замкнутого контура окупаются.

Точность изготовления часто оценивается как “дополнительные затраты”, но точность гибки почти всегда приносит измеримую финансовую выгоду. Эта выгода обычно выражается в сокращении времени на переналадку, уменьшении брака, сокращении доработок и повышении надежности графика работ.
Простая модель окупаемости инвестиций, понятная покупателям.
Ниже представлен консервативный шаблон, который вы можете использовать в маркетинговых и торговых переговорах. Он не требует от вас заявления об универсальной окупаемости; он помогает покупателю оценить окупаемость, используя собственные расчеты.
| Переменная | Консервативный пример | Примечания |
|---|---|---|
| Количество участков в день, затронутых длинными изгибами | 120 деталей | Используйте только те детали, где большой угол наклона приводит к браку/недоработке. |
| Уровень брака/переделки сегодня | 4% | Многие заводы недооценивают это, потому что доработка не регистрируется как брак. |
| Уровень брака/переделки после достижения наивысших результатов в дисциплине "Успех" | 1.5% | Улучшение достигается за счет уменьшения количества тестовых деталей и сокращения числа “сбоев в построении угловых карт”.” |
| Стоимость за списанную/переработанную деталь | $18 | Включает в себя оплату труда + материалы + срыв графика. |
| Ежегодное количество рабочих дней | 250 | Адаптируйтесь к реалиям клиента. |
| Предполагаемая годовая экономия | $13,500 | (120×250×(4%-1.5%)×$18) |
Эта таблица убедительна, потому что она прозрачна и регулируема. Она также помогает обосновать, почему функции контроля выпуклости и коррекции в реальном времени не являются “излишними функциями”, когда заказчик обрабатывает длинные детали.
Часто задаваемые вопросы: Точность и управление деформацией гидравлического листогибочного пресса
Что вызывает непостоянные углы на длинном изгибе гидравлического листогибочного пресса?
Наиболее распространенной причиной является естественное отклонение между станиной и пуансоном под нагрузкой, которое изменяет эффективные условия формования по всей длине. Системы выпуклости специально разработаны для компенсации этого отклонения, чтобы угол изгиба оставался постоянным.
Гарантирует ли выпуклость идеальные углы для каждой партии материала?
Выпуклость компенсирует структурные особенности станка, но не устраняет вариации материала или различия в упругом восстановлении. Адаптивные системы гибки предназначены для адаптации к вариациям материала и их компенсации в процессе гибки, поэтому их часто используют при высокой изменчивости партий.
Почему изменение диаметра V-образного отверстия матрицы так сильно влияет на точность?
Поскольку изменение V-образного раскрытия требует увеличения тоннажа, а тоннаж влияет на деформацию, “Правило 8” (V ≈ 8× толщина для гибки мягкой стали на воздухе) широко используется в качестве стабильной отправной точки именно потому, что оно уравновешивает нагрузку и повторяемость для типичных условий.
Когда заводу следует задуматься о проведении измерения углов в режиме реального времени?
Заводам следует учитывать это при выполнении работ с широким ассортиментом продукции, при значительной изменчивости материалов или когда требования к допускам вынуждают их сокращать количество пробных деталей. В отраслевых справочниках системы контроля угла в реальном времени и адаптивной гибки на основе лазера описываются как системы, которые измеряют угол во время формовки и корректируют его для достижения заданного результата.
Как покупателю проверить заявленные производителем показатели точности гидравлического листогибочного пресса?
Необходимо проводить испытания на изгиб с нагрузкой, аналогичной длине изгиба их деталей, измерять углы на нескольких станциях и подтверждать повторяемость результатов для нескольких деталей. Также полезно применять стандартизированный подход к проверке осей, а стандарт ISO 230-2 является признанным эталоном методов проверки точности и повторяемости позиционирования осей с числовым программным управлением. ISO
Практические приемы завершения сделки: как продать точность, не давая лишних обещаний.
Если вы хотите получить свой "“гидравлический листогибочный пресс Чтобы позиционирование с точки зрения точности было достоверным, его необходимо закрепить в системе управления прогибом. Можно четко указать, что выпуклость компенсирует нормальный прогиб станины/поршня, который в противном случае вызвал бы изменение угла вдоль длинных изгибов, и продемонстрировать это с помощью приемочного испытания угловой карты.
Если основная проблема для клиента связана с колебаниями свойств материала и изменением упругости при восстановлении формы, то следующим этапом является адаптивная гибка: подход, описываемый в отраслевой литературе как адаптация к колебаниям свойств материала и компенсация в режиме реального времени.




