1. Введение
DA-41s — это программируемый контроллер для обычных устройств. листогибочные прессы. В руководстве по эксплуатации контроллера Delem DA41s предполагается, что DA-41s настроен с использованием формулы расчета глубины гибки. Если устройство настроено на расчет глубины гибки на основе таблиц, обратитесь к руководству пользователя версии 2 (8064-901C). Если вы не уверены, какой метод используется, обратитесь к поставщику вашего оборудования.
2. Аппаратное обеспечение
2.1 Передняя панель
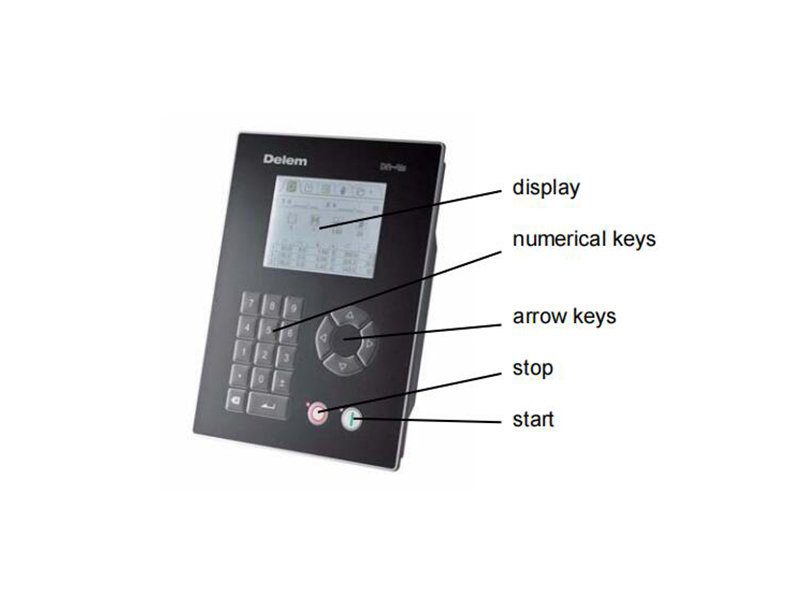
На следующем рисунке представлено изображение передней панели.
Панель содержит один дисплей и несколько кнопок для программирования и управления осями.
Описание дисплея будет приведено в следующем разделе.

Клавиатура содержит следующие клавиши:
- 10 цифровых клавиш (0–9)
- десятичная точка
- переключатель плюс/минус
- Кнопка «Очистить» используется для очистки значения параметра.
- Клавиша Enter используется для ввода значения.
- Клавиши со стрелками для выбора различных параметров
- Кнопка остановки (0) (включая светодиод состояния)
- Кнопка запуска (1) (включая светодиод состояния)
2.2 Дисплей
Модель DA-41s оснащена монохромным ЖК-дисплеем с разрешением 320 x 240 пикселей.

В верхней части экрана различные режимы работы обозначены символами.
3. Режимы работы
3.1 Введение
Система управления имеет несколько режимов программирования и работы:

В верхней части экрана отображается информация о том, какой режим активен.
3.2 Базовая навигация
- Для переключения между режимами нажмите Нажимайте клавишу, пока не будет выделен символ режима. Затем используйте и Нажмите клавишу для перехода в нужный режим.
- Для перехода в режим нажмите клавишу со стрелкой вниз.
- В рамках выбранного режима используйте клавиши со стрелками для перемещения между параметрами и полями.
- Для программирования параметра переместите курсор к соответствующему символу и введите требуемое значение. Нажмите клавишу ENTER для подтверждения значения. Подтверждение программирования также происходит при нажатии клавиши со стрелкой. В некоторых случаях... Клавиши также можно использовать для изменения значений.
- Шаги и их параметры можно запрограммировать и просмотреть только тогда, когда управление остановлено.
- Для запуска выполнения программы нажмите клавишу ‘Старт'.
3.3 Программирование продукта

Этот экран программирования разделен на три области. Сверху вниз это:
- Текущее положение по осям Y и X
- Общие свойства продукта
- Таблица с этапами изгиба, каждый этап имеет несколько параметров.
В правом верхнем углу экрана отображается номер текущей активной программы.
На этом экране можно редактировать и запускать программу для продукта.
Программирование продуктов будет рассмотрено в главе 4.
3.4 Выбор инструмента

На этом экране отображается обзор доступных инструментов. В таблице указаны номер инструмента, V-образное отверстие, угол и радиус инструмента. В процессе программирования изделия запрограммированные свойства инструмента используются для расчета значений по оси Y. Для ввода свойств инструмента поместите курсор на соответствующее поле инструмента и просто введите желаемое значение.
3.5 Константы программы

На этом экране можно просмотреть и изменить несколько параметров управления.
Параметры (кроме параметров только для чтения) можно редактировать с помощью клавиш со стрелками (влево и вправо) или задавать численно. Из меню констант программы можно выйти, перейдя в верхнее меню символов с помощью клавиши со стрелкой вверх, или нажав кнопку STOP, чтобы вернуться непосредственно в автоматический режим производства.


На экране сервисного обслуживания можно запрограммировать фактическую точку калибровки, а также получить обзор текущей информации о системе.

Для доступа к экрану «Информация о системе» наведите курсор на параметр «Информация о системе» и нажмите клавишу Enter. На экране сервисной информации отобразится следующая информация.


В зависимости от технических характеристик оборудования на экране констант программы может быть доступна одна или несколько из перечисленных ниже функций.

3.6 Ручное перемещение

На этом экране оси X и Y можно перемещать вручную с помощью клавиш со стрелками. Это возможно только в том случае, если управление не запущено. С помощью клавиш со стрелками вверх и вниз можно выбрать ось Y или X.
Для плавного перемещения оси нажмите один раз клавишу со стрелкой влево или вправо.
Для перемещения оси с высокой скоростью непрерывно нажимайте клавишу со стрелкой.
3.7 Выбор продукции

Символы над каждым столбцом имеют следующее значение:

В системе управления доступно 100 программ обработки продукции. Для редактирования программы её необходимо сначала выбрать. По умолчанию все программы состоят из 0 шагов. После выбора программы к ней добавляется один шаг.
Для выбора программы переместите курсор к нужному номеру программы и нажмите клавишу ENTER. Номер программы также отображается в правом верхнем углу экрана рядом со значком режима.
Чтобы выбрать программу с большим числом (например, 74), нажмите первую цифру этого числа (например, 7). Курсор автоматически переместится к группе чисел, начинающихся с этой цифры. Затем используйте клавиши со стрелками, чтобы добраться до нужного номера программы.
После выбора программы блок управления автоматически переключается в режим программирования.
Программа остается активной до тех пор, пока не будет выбрана другая программа или пока она не будет удалена.
Чтобы удалить программу, переместите курсор к номеру программы и нажмите клавишу «Очистить». Номер программы останется, но количество шагов будет сброшено до 0.
3.8 Ключевой замок
Система управления оснащена функцией блокировки клавиш для предотвращения несанкционированного программирования. Наличие или отсутствие функции блокировки клавиш зависит от технических характеристик машины.
Если блок управления разблокирован, его можно запрограммировать, как описано в данном руководстве.
Если панель управления заблокирована, это обозначается символом замка в верхнем левом углу окна программирования.

4. Программные продукты и инструменты
4.1 Введение
Программирование продуктов и инструментов может быть выполнено очень просто.
Как правило, программы гибки можно запрограммировать только при наличии инструментов и материалов, поэтому их необходимо запрограммировать в первую очередь.
Для успешного выполнения программируемого продукта необходимо правильно установить точку калибровки. Все эти аспекты подробно описаны в следующих параграфах.
4.2 Установка точки калибровки
Для калибровки расчета глубины гибки необходимо запрограммировать точку калибровки. Этот параметр определяет положение по оси Y при смыкании инструментов. Другими словами, положение по оси Y, соответствующее ситуации, когда самая нижняя точка пуансона находится на одном уровне с верхней стороной V-образной матрицы (точка защемления при толщине листа = 0).
Этот параметр точки калибровки доступен в меню констант программы. Эту процедуру необходимо повторять каждый раз при изменении высоты инструментов, установленных на станке.
Для установки точки калибровки выберите сервисный параметр в меню констант программы. Введите код 456 и нажмите Enter.

После нажатия клавиши Enter отобразится следующий экран. В этом примере точка калибровки составляет 105,71 мм.

Примечание: при нажатии клавиши Enter без указанного кода отобразится точка калибровки, но изменить её будет невозможно (только для чтения). Это будет обозначено символом замка в верхнем левом углу экрана.
Практический способ калибровки станка заключается в том, чтобы поместить лист материала между инструментами и найти положение по оси Y, в котором пуансон едва касается листа (точка защемления).
Если повторно нажать клавишу Enter на точке калибровки, откроется следующий экран.

Первый параметр указывает последнее использованное положение по оси Y. Второй параметр определяет толщину листа, использованного для калибровки. После ввода значения толщины точка калибровки рассчитывается автоматически.
Чтобы вернуться к предыдущему экрану, нажмите кнопку «Стоп».
4.3 Программирование инструментов
Для программирования или модификации инструмента выберите значок инструмента в строке меню. Всего можно запрограммировать 15 различных инструментов.

Программирование инструмента осуществляется путем ввода нескольких основных параметров.
Эти значения будут использоваться для автоматического расчета глубины изгиба в процессе программирования гибки.
В верхней части окна инструментов отображаются четыре общих свойства инструмента:


4.4 Программирование продукта
Для создания нового продукта или изменения существующего выберите нужный номер продукта в меню выбора продукта. После этого перейдите на экран программирования. Это описано в следующем абзаце.
4.4.1 Экран программирования продукта

Как упоминалось в разделе 3.3, на этом экране программирования отображается, сверху вниз, следующая информация: текущее положение осей, общие свойства изделия и таблица с этапами изгиба.
В центре экрана отображаются общие характеристики товара:

Ниже приведена таблица с этапами изгиба данного изделия. Каждая строка соответствует одному этапу изгиба. В первом столбце указан номер изгиба. Для каждого этапа изгиба можно запрограммировать следующие параметры:

Можно запрограммировать максимум 25 изгибов.
Для быстрого программирования:
- Наведите курсор на параметр угла или оси Y.
- Введите требуемое значение и нажмите ENTER: курсор автоматически переместится к параметру заднего упора.
- Введите требуемое значение и нажмите ENTER.
- Повторите эти шаги для остальных этапов изгиба.
Используйте клавиши со стрелками для перехода к определенному параметру. Чтобы добавить новый изгиб, поместите курсор в первый столбец (номер изгиба) и нажмите ENTER. Чтобы удалить изгиб, поместите курсор в первый столбец (номер изгиба) и нажмите кнопку CLEAR.
4.4.2 Редактирование программы
Помимо возможности изменения всех параметров программы, также можно добавлять или удалять этапы изгиба из существующей программы.
Чтобы добавить изгиб в программу:
Перейдите к последнему изгибу текущей программы, переместите курсор в первый столбец (номер изгиба) и нажмите ENTER. Будет добавлен новый изгиб с теми же значениями параметров, что и у предыдущего.
Чтобы добавить изгиб в программу:
Выберите номер шага изгиба, после которого следует вставить следующий шаг. Нажмите клавишу ENTER; будет вставлена копия выбранного шага изгиба. Курсор автоматически переместится на новый шаг изгиба.
Чтобы удалить изгиб из программы:
Выберите номер этапа изгиба, который следует удалить.
Нажмите клавишу CLEAR; выбранный этап изгиба будет удален.
Последующие этапы изгиба смещаются вверх.
Первый изгиб нельзя удалить на экране программирования.
4.4.3 Удаление программы
Чтобы удалить программу, перейдите на экран выбора программ и удалите программу, нажав клавишу CLEAR.
4.4.4 Программирование абсолютных значений по оси Y
Для создания программы гибки без использования углового программирования укажите номер инструмента равным 0. Параметр угла станет недоступен, и можно будет ввести значения по осям.
5. Режим производства
Выполнение программы осуществляется с экрана программирования.
Отсюда можно выполнить один или несколько этапов изгиба.

При запуске отображаются фактические положения по осям Y и X, а также значение Stockcount, увеличенным шрифтом.

Программа повторяется до тех пор, пока не будет нажата кнопка ‘Стоп’ или пока счетчик запасов (#) не достигнет 0 после обратного отсчета.
Программы могут быть выполнены на машине только при работающем насосе гидравлической системы. Если контроллер запускается при неработающем насосе, на экране отобразится сообщение.
Нажмите клавишу Enter, чтобы удалить сообщение с экрана.

6. Диагностика
6.1 Диагностический экран
Если в автоматическом режиме нажать кнопку START или STOP на 2 секунды, DA-41s перейдет в режим встроенной диагностики. Всего доступно 3 экрана, для навигации по ним используются стрелки вверх и вниз. Диагностический режим можно отключить, снова нажав кнопку STOP на 2 секунды.
Экран 1: Обзор вакансий
На экране отображаются запрограммированное положение, фактическое положение и состояние управления по осям Y и X.

Ниже перечислены возможные состояния машины:
S0 -> Остановлено
S1 -> Позиционирование
S2 -> Дождитесь завершения операции "Втягивание"
S3 -> Дождитесь LDP
S4 -> Открытие
S5 -> Дождитесь ШАГА
S6 -> Дождитесь задержки X
Экран 2: Цифровые входные и выходные сигналы
Отображается состояние всех цифровых входных и выходных сигналов.

Экран 3: Все входные и выходные сигналы
Отображается состояние всех цифровых входов, аналоговых выходов и энкодера.

6.2 Сообщения об ошибках
Контроллер DA-41s имеет встроенную систему сообщений об ошибках.
В сообщениях можно указать причину, по которой контроллер не может выполнить определенное действие. Ниже представлен обзор сообщений, которые может установить контроллер:


Чтобы узнать больше о наших продуктах, посетите наш сайт и подпишитесь на нашу рассылку. YouTube-канал




