Вы когда-нибудь задумывались об искусстве и точности, стоящих за гибкой листового металла? В этой подробной статье мы исследуем увлекательный процесс превращения плоских металлических листов в сложные формы. Наш опытный инженер-механик раскрывает секреты различных методов гибки металла, от гибки на листогибочном прессе до гибки в пресс-формах, а также обсуждает такие материалы, как алюминий и сталь. Узнайте о необходимом оборудовании и методах, которые делают гибку листового металла важнейшей частью современного металлообработки.
Гибка листового металла Это процесс формовки стержня, используемый для изменения геометрии металлических листов или панелей путем создания угловых изгибов вдоль прямой оси. Этот универсальный метод позволяет создавать различные профили, такие как V-образные, U-образные и даже более сложные конструкции, что делает его незаменимым для изготовления компонентов в таких отраслях, как автомобилестроение, аэрокосмическая промышленность и строительство.
Доминируют два основных метода. Гибка листового металла: гибка пресс-формы и листогибочный пресс изгиб. Каждый метод имеет свои преимущества и подходит для различных производственных нужд:
- Гибка пресс-форм:
- Идеально подходит для деталей со сложной геометрией и замысловатыми структурами.
- Подходит как для мелкосерийного прототипирования, так и для крупносерийного производства.
- Использует специально разработанные матрицы для получения точных и воспроизводимых результатов.
- Обеспечивает превосходную стабильность размеров и неизменно высокое качество.
- Гибка на листогибочном прессе:
- Лучше всего подходит для крупных деталей из листового металла.
- Гибкий, позволяющий быстро переключаться между различными профилями изгиба.
- Экономически выгодно для малых и средних объемов производства.
- Обеспечивает точный контроль углов и радиусов изгиба благодаря регулируемому инструменту.
Выбор между этими методами зависит от таких факторов, как сложность детали, объем производства, свойства материала и требуемые допуски. Обе технологии играют решающую роль в современном производстве. методы гибки металла, обеспечивая уникальные характеристики, адаптированные к конкретным производственным потребностям.

1. Материалы и распространенные металлы
Гибка листового металла Это важнейший процесс в современном производстве, где выбор материалов существенно влияет на характеристики продукции и экономическую эффективность. В этом разделе рассматриваются наиболее часто используемые металлы. Гибка листового металла, с акцентом на их свойства, области применения и уникальные характеристики, влияющие на формуемость и общее качество конечного продукта.
Сталь
Сталь, сплав железа и углерода, является краеугольным камнем Гибка листового металла Благодаря исключительному соотношению прочности и стоимости, а также универсальности, различные марки стали обеспечивают широкий спектр свойств, адаптированных для различных областей применения при гибке.
- Низкоуглеродистая сталь (мягкая сталь)Содержит от 0,05% до 0,25% углерода, что обеспечивает превосходную формуемость и свариваемость. Низкий предел текучести позволяет легко сгибать материал, что делает его идеальным для автомобильных кузовных панелей, конструкционных элементов и общего машиностроения. Однако его подверженность коррозии требует нанесения защитных покрытий во многих областях применения.
- Нержавеющая стальНержавеющая сталь, легированная хромом в количестве не менее 10,51 TP3T, обладает превосходной коррозионной стойкостью благодаря образованию самовосстанавливающегося слоя оксида хрома. К распространенным маркам относятся:
- 304 (аустенитный)Обладает превосходной формуемостью и коррозионной стойкостью; широко используется в оборудовании для пищевой промышленности и медицинских изделиях.
- 316 (аустенитный)Повышенная коррозионная стойкость благодаря содержанию молибдена; предпочтительно для использования в морской и химической промышленности.
- 430 (ферритный)Обладает магнитными свойствами и хорошей формуемостью; широко используется в автомобильной отделке и бытовой технике.
- Высокопрочная низколегированная сталь (HSLA)Обладает улучшенной прочностью и формуемостью по сравнению с низкоуглеродистой сталью, что достигается за счет микролегирующих элементов, таких как ниобий или ванадий. Высокопрочные низколегированные стали все чаще используются в автомобильной и аэрокосмической промышленности для снижения веса при сохранении структурной целостности.
Алюминий
Алюминиевые сплавы обеспечивают оптимальный баланс легкости, коррозионной стойкости и формуемости, что делает их незаменимыми в отраслях, где приоритет отдается снижению веса и долговечности:
- Сплав 5052Известен своей превосходной формуемостью и коррозионной стойкостью; широко используется в судостроении, электронных корпусах и топливных баках.
- Сплав 6061Обладает хорошей прочностью и свариваемостью; широко используется в конструкционных элементах, транспортном оборудовании и деталях машин.
- Сплав 3003Обладает высокой формуемостью и умеренной прочностью; идеально подходит для общего применения. работы по листовому металлу, компоненты систем отопления, вентиляции и кондиционирования воздуха, а также кухонная посуда.
Основные преимущества алюминия в Гибка листового металла включать:
- Превосходное соотношение прочности и веса, позволяющее создавать облегченные конструкции.
- Естественная коррозионная стойкость обусловлена образованием оксидного слоя.
- Совместимость с различными технологиями обработки поверхности, включая анодирование и порошковое покрытие.
- Отличная тепло- и электропроводность
Медь
Уникальное сочетание высокой электропроводности, теплоизоляционных свойств и формуемости меди делает ее незаменимой в определенных областях применения:
- Электропроводность: 100% IACS (Международный стандарт отожженной меди), устанавливающий эталон для электротехнических применений.
- Теплопроводность: 401 Вт/(м·К), что обеспечивает эффективное рассеивание тепла в системах терморегулирования.
- Антимикробные свойства: Внутренние характеристики, которые делают медь пригодной для применения в здравоохранении и общественных местах.
Распространенные марки меди для Гибка листового металла включать:
- C11000 (электролитический высокопрочный битум)Известен своей высокой проводимостью, широко используется в электрических шинах и кровельных материалах.
- C12200 (DHP медь)Обладает превосходной формуемостью, что делает его идеальным для применения в сантехнике и системах отопления, вентиляции и кондиционирования воздуха.
Латунь
Латунь, сплав, состоящий преимущественно из меди и цинка, обладает уникальным сочетанием свойств, что делает ее ценной как для функциональных, так и для эстетических применений:
- Отличная обрабатываемость и формуемость.Позволяет создавать сложные формы и мелкие детали.
- Коррозионная стойкостьОсобенно эффективен в пресноводных водоемах.
- Привлекательный внешний видБлагодаря своему золотистому оттенку, он пользуется популярностью в качестве декоративного и архитектурного элемента.
Распространенные сплавы латуни, используемые в Гибка листового металла включать:
- C26000 (латунь для патронов)Состоит из меди 70% и цинка 30%; известен своей превосходной формуемостью и широко используется в производстве крепежных изделий и гильз для боеприпасов.
- C36000 (легкообрабатываемая латунь)Содержит свинец для улучшения обрабатываемости; идеально подходит для прецизионных компонентов.
При выборе материалов для Гибка листового металла, Крайне важно учитывать не только свойства материала, но и специфические требования к изгибу, такие как радиус изгиба, компенсация упругого восстановления и потенциальная возможность образования трещин от напряжений. Для оптимизации выбора материала и параметров изгиба все чаще используются передовые инструменты конечно-элементного анализа (КЭА) и моделирования, обеспечивающие успешные результаты в сложных задачах. формовка листового металла операции.
2. Методы изгиба
Управление воздухом
Искусственная гибка воздуха — это универсальная и широко используемая техника. Изготовление изделий из листового металла. Процесс включает в себя размещение заготовки на V-образной матрице, в то время как пуансон опускается, создавая контролируемое давление. По мере проникновения пуансона листовой металл деформируется упруго и пластически, образуя изгиб. Окончательный угол изгиба определяется глубиной проникновения пуансона, свойствами материала (такими как предел текучести и толщина) и шириной отверстия матрицы. Ключевые преимущества воздушной гибки включают в себя:
- Низкие затраты на оснастку, поскольку с помощью одного набора инструментов можно получить несколько углов обработки.
- Повышенная гибкость, позволяющая быстро регулировать угол без смены инструментов.
- Снижен износ штампа, поскольку листовой металл не полностью принимает форму штампа.
- Минимальные требования к тоннажу, позволяющие использовать листогибочные прессы меньшей грузоподъемности.
Монетизация
Чеканка — это высокоточная технология гибки, при которой для пластической деформации листового металла в полость штампа используется значительная сила. В процессе чеканки пуансон и матрица прижимаются друг к другу, при этом заготовка оказывается зажатой между ними, в результате чего материал течет и точно принимает форму инструмента. Этот метод имеет ряд преимуществ:
- Исключительная точность и повторяемость, с допусками до ±0,1°.
- Значительно снижен эффект упругого восстановления благодаря полной пластической деформации.
- Повышение прочности материала в зоне изгиба за счет упрочнения при деформации.
- Возможность создавать сложные формы и рельефные элементы за одну операцию.
Изгиб в трех точках
Трехточечный изгиб — это фундаментальная технология, используемая как для испытания материалов, так и в практических производственных процессах. При этом методе листовой металл поддерживается в двух точках, а контролируемая сила прикладывается в третьей точке между опорами. Такой подход обеспечивает:
- Равномерное распределение напряжений и деформаций по образцу или заготовке.
- Ценные сведения о поведении материалов под изгибающими нагрузками, включая предел текучести и модуль упругости.
- Универсальность при тестировании различных материалов и толщин.
- Умение создавать точные, воспроизводимые изгибы в производственных условиях.
- Полезные данные для анализа методом конечных элементов (МКЭ) и моделирования в рамках автоматизированного проектирования (САПР).
V-образная гибка
V-образная гибка является основополагающей технологией в листометаллическая промышленность, Этот процесс обеспечивает баланс между универсальностью и точностью. В нем используется V-образный пуансон и соответствующая матрица для приложения давления и формирования желаемого угла изгиба. Ключевые особенности V-образной гибки включают:
- Высокая точность и аккуратность, с типичными допусками от ±0,5° до ±1°.
- Однородность размеров различных деталей обеспечивается фиксированной геометрией инструмента.
- Широкий диапазон радиусов и углов изгиба достигается за счет изменения размеров матрицы и глубины проникновения пуансона.
- Способность работать с широким спектром толщин и типов материалов.
- Сниженная маркировка чувствительных материалов по сравнению с чеканкой монет.
3. Гибочное оборудование
Нажатие на тормоз
Листогибочные прессы — это универсальные станки, используемые в Гибка листового металла Они обеспечивают высокую точность и повторяемость при изготовлении сложных форм. В них используется система пуансона и матрицы для приложения концентрированной силы к заготовке, создавая точные изгибы. Современные листогибочные прессы выпускаются в различных конфигурациях, включая гидравлические, механические и электрические модели с сервоприводом, каждая из которых предназначена для удовлетворения конкретных производственных потребностей:
- ГидравлическийОбеспечивает равномерное усилие на протяжении всего хода, что делает его идеальным для тяжелых условий эксплуатации.
- МеханическийОбеспечивает высокоскоростную работу, подходящую для крупносерийного производства простых деталей.
- Электрический сервоприводОбеспечивает превосходную точность и энергоэффективность, идеально подходит для прецизионных компонентов.
Производительность листогибочного пресса определяется такими факторами, как рабочая длина, тоннаж и сложность системы управления. Современные листогибочные прессы с ЧПУ позволяют выполнять сложную многоосевую гибку, смену инструмента и мониторинг усилия в реальном времени для достижения оптимальных результатов.
Складной станок
Гибочные станки, также известные как станки для сгибания панелей, — это специализированное оборудование, предназначенное для эффективного производства крупных и сложных изделий. детали из листового металла. Они используют зажимную балку для фиксации заготовки и складной нож для создания точных изгибов. Такая конструкция позволяет работать с листами больших размеров и создавать множество изгибов без перестановки материала.
- Руководство: Обслуживается квалифицированными специалистами для мелкосерийного производства или создания прототипов.
- АвтоматизированныйОснащен станками с ЧПУ для крупносерийного производства сложных деталей с минимальным участием оператора.
Гибочные станки превосходно справляются с обработкой широкого спектра материалов, включая алюминий, нержавеющую сталь и оцинкованную сталь. Их уникальная конструкция часто позволяет уменьшить маркировку на чувствительных материалах и производить детали с меньшей длиной фланцев по сравнению с традиционными листогибочными прессами.
Гибящие штампы
Гибочные штампы являются важнейшими компонентами в формовка листового металла, Они напрямую влияют на геометрию, точность и качество поверхности конечной детали. Их изготавливают из высокоэффективных материалов, таких как инструментальная сталь, сплавы с добавлением карбидов или карбид вольфрама, чтобы обеспечить долговечность и сохранить точность при многократном использовании.
- V-образные матрицыУниверсальный и широко используемый для гибки в воздухе и нижней части заготовки, доступен в различных вариантах угла наклона для достижения разных радиусов изгиба.
- Вращающиеся гибочные штампыОснащены вращающимися элементами, которые значительно снижают трение, что делает их идеальными для работы с материалами, склонными к царапинам, или при обработке предварительно обработанных поверхностей.
- Протирание штамповИспользуйте протирающее движение для создания изгибов с малым радиусом, часто применяемых при изготовлении сложных профилей и каналов.
В усовершенствованных конструкциях штампов могут использоваться такие элементы, как подпружиненные прижимные пластины для улучшения контроля материала или твердосплавные вставки для увеличения срока службы инструмента в условиях крупносерийного производства. Выбор подходящих штампов имеет решающее значение для достижения желаемых допусков, минимизации упругого восстановления и оптимизации общей эффективности гибки.
4. Стандарты и сертификация
Стандарты ISO
Для обеспечения качества, безопасности и стабильности в Гибка листового металла В ходе операций крайне важно соблюдать определенные международные стандарты. Международная организация по стандартизации (ISO) разрабатывает и поддерживает эти правила. К соответствующим стандартам для гибки листового металла относятся:
- ISO 9013Данный стандарт устанавливает требования к методам термической резки, включая лазерную и плазменную резку, которые часто используются при подготовке листового металла перед гибкой. Он определяет качественные характеристики, технические условия поставки и допуски для поверхностей, обработанных термическим способом.
- ISO 16630Данный стандарт описывает методы механических испытаний для проверки структурной целостности и механических свойств листового металла. В частности, в нем описывается процедура проведения испытаний на сплющивание труб, которые имеют решающее значение для оценки формуемости и пластичности трубчатых металлических изделий.
- ISO 7438В этом стандарте подробно описан метод испытания на изгиб металлических материалов, необходимый для оценки пластичности и формуемости листового металла, используемого при гибке.
- ISO 6892-1Данный стандарт определяет метод испытания на растяжение металлических материалов при комнатной температуре, предоставляя ценные данные о свойствах материала, влияющих на поведение при изгибе.
Соблюдение стандартов ISO гарантирует, что Гибка листового металла Наша деятельность направлена на производство надежной и высококачественной продукции для различных отраслей и областей применения, а также на содействие международной торговле и сотрудничеству.
Стандарты ASTM
Американское общество по испытанию материалов (ASTM) играет важнейшую роль в Гибка листового металла отрасли путем установления и поддержания стандартов. Ключевые стандарты ASTM, относящиеся к гибке листового металла, включают:
- ASTM A6/A6MДанный стандарт устанавливает общие требования к прокатанным стальным листам, профилям, шпунтовым сваям и арматурным стержням, используемым в различных областях, включая гибку листового металла. Он охватывает допуски на размеры, допустимые отклонения и процедуры испытаний.
- ASTM A480/A480MДанный стандарт устанавливает общие требования к плоским листам, полосам и пластинам из нержавеющей и жаропрочной стали, используемым при гибке листового металла. Он содержит подробную информацию о химическом составе, механических свойствах и требованиях к качеству поверхности.
- ASTM E290Данный стандарт определяет методики проведения испытаний на изгиб металлических материалов для оценки пластичности и формуемости. Он содержит рекомендации по различным конфигурациям испытаний на изгиб, включая испытания на изгиб с направляющими и испытания на свободный изгиб.
- ASTM E8/E8MДанный стандарт описывает методы испытаний на растяжение металлических материалов, имеющие решающее значение для определения механических свойств, влияющих на поведение при изгибе.
- ASTM B820Данный стандарт устанавливает технические условия для металлических фольг, используемых в электротехнической изоляции, и имеет отношение к гибке листового металла в электротехнических и электронных приложениях.
Соответствие стандартам ASTM гарантирует, что Гибка листового металла Производственные процессы соответствуют требованиям отрасли и поддерживают высокий уровень качества продукции. Эти стандарты также обеспечивают общий язык для производителей, поставщиков и клиентов, способствуя четкой коммуникации и согласованию ожиданий в отрасли обработки листового металла.
5. Изгиб с помощью пресс-формы
Гибка пресс-форм часто выбирается производителями в качестве метода обработки конструкционных деталей с годовой производительностью более 5000 штук и относительно небольшими размерами, обычно около 300 x 300 мм.
5.1. Типичные гибочные формы
На рисунке 2 показаны наиболее часто используемые в промышленности гибочные штампы. Для увеличения срока службы и прочности пресс-форм целесообразно предусматривать закругленные углы при проектировании деталей. Это конструктивное решение не только продлевает срок службы пресс-форм, но и улучшает качество изгибов, обеспечивая стабильную работу. Гибка листового металла операции.

Использование гибочного штампа с недостаточной высотой фланца может привести к неудовлетворительным результатам формовки. Как правило, высота фланца должна быть не менее L≥3t.L≥3t, где тt обозначает толщину стенки. Это правило обеспечивает оптимальную производительность во время работы. Гибка листового металла, это способствует эффективному потоку материалов и снижает риск деформации или дефектов в готовой детали.
5.2. Метод ступенчатого изгиба
Ступени Z-образной формы, изготовленные из листового металла с низким профилем, часто гнутся с использованием простых форм на штамповочных или гидравлических прессах для небольших партий. Для более крупных производственных циклов может использоваться ступенчатая матрица на гибочном станке; однако высота (H) обычно должна составлять от 0 до 1,0 толщины стенки (t).
Когда высота составляет от 1,0 до 4,0 раз больше толщины стенки, может потребоваться пресс-форма с разгрузочной конструкцией. Хотя регулировку высоты можно произвести с помощью проставки, поддержание длины (L) и вертикального выравнивания вертикальной стороны может быть сложной задачей. Если высота превышает этот диапазон, для лучшего контроля и точности рекомендуется использовать листогибочный пресс. Гибка листового металла.

6. Гибка на листогибочном прессе.
Гибочные станки можно разделить на два типа: обычные гибочные станки и гибочные станки с ЧПУ. Гибочные станки с ЧПУ преимущественно используются для Гибка листового металла в коммуникационных устройствах, где требуется высокая точность и сложные формы изгибов.
Основной принцип работы заключается в придании формы детали из листового металла с помощью верхней матрицы, известной как гибочный пуансон, и нижней матрицы, представляющей собой V-образную штамповку.
Преимущества:
- Удобное крепление для эффективной установки
- Точное позиционирование для стабильных результатов
- Высокая скорость обработки для повышения производительности
Недостатки:
- Ограниченная изгибающая сила, ограничивающая возможности простыми формами.
- Более низкая эффективность по сравнению с современным оборудованием.
6.1. Основные принципы формообразования
Основной принцип формования показан на рисунке 4:

Ниже перечислены два ключевых компонента гибочного станка:
6.1.1. Гибочный нож (верхняя матрица)
Конструкция гибочных ножей показана на рисунке 1-20. Их форма в основном определяется геометрией обрабатываемой детали.
Как правило, производители технологического оборудования предлагают широкий выбор гибочных ножей. Специализированные производители могут даже изготавливать на заказ ножи уникальных форм и характеристик для решения сложных задач гибки.
6.1.2. Нижняя матрица
V-образная форма нижней матрицы обычно определяется как V=6tV=6t, где тt обозначает толщину материала.
На процесс изгиба влияют несколько факторов, в том числе:
- Радиус дуги верхней матрицы
- Свойства материала и толщина
- Прочность нижней матрицы
- Размер V-образного отверстия в нижней матрице
Для удовлетворения различных требований к продукции производители стандартизировали гибочные штампы, уделяя при этом первостепенное внимание безопасности гибочного станка.
В процессе проектирования конструкций крайне важно иметь базовое понимание имеющихся в наличии гибочных штампов.
На рисунке 5 слева показана верхняя матрица, а справа — нижняя.

Основные принципы последовательности процесса гибки:
- Изгибайтесь изнутри наружу.
- Постепенный переход от небольших поворотов к более крупным.
- Выполняйте специальные операции перед операциями с общими формами.
- Убедитесь, что завершенные процессы не влияют на последующие операции и не создают для них помех.

На рисунке 7 показаны формы для гибки, обычно используемые на предприятиях, работающих по аутсорсингу.

6.2. Радиус изгиба
Радиус изгиба является критически важным фактором при гибке листового металла, существенно влияющим на качество и целостность конечного изделия. Выбор подходящего радиуса изгиба имеет важное значение; он не должен быть ни слишком большим, ни слишком малым.
Слишком малый радиус может привести к растрескиванию в процессе гибки, что нарушит целостность материала. И наоборот, если радиус изгиба слишком велик, это может вызвать чрезмерное пружинение, что затруднит достижение желаемого угла.
В таблице 1 представлены предпочтительные радиусы изгиба (внутренние радиусы изгиба) для различных материалов в зависимости от их толщины.
| Материал | Отожженное состояние | Состояние упрочнения при холодной деформации | ||
|---|---|---|---|---|
| Соответствующее положение направления линии изгиба и направления волокна. | ||||
| вертикальный | параллельный | вертикальный | параллельный | |
| 08,10 | 0,1т | 0,4 т | 0,4 т | 0,8 т |
| 15,20 | 0,1 т | 0,5 т | 0,5 т | 1,0 т |
| 25,30 | 0,2 т | 0,6 т | 0,6 т | 1,2 т |
| 45,50 | 0,5 т | 1,0 т | 1,0 т | 1,7 т |
| 65Мн | 1,0 т | 2,0 т | 2,0 т | 3,0 т |
| Алюминий | 0,1 т | 0,35 т | 0,5 т | 1,0 т |
| Медь | 0,1 т | 0,35 т | 1,0 т | 2,0 т |
| Мягкая латунь | 0,1 т | 0,35 т | 0,35 т | 0,8 т |
| Полутвердая латунь | 0,1 т | 0,35 т | 0,5 т | 1,2 т |
| Фосфорная бронза | —— | —— | 1,0 т | 3,0 т |
Важно отметить, что данные, представленные в таблице 1, носят исключительно справочный характер и не должны рассматриваться как окончательные. На практике большинство производителей используют гибочные ножи со скругленным углом 0,3 мм, и лишь немногие выбирают скругленный угол 0,5 мм.
Как правило, внутренний радиус изгиба для наших деталей из листового металла составляет 0,2 мм. Этот радиус обычно достаточен для стандартных листов низкоуглеродистой стали, нержавеющего алюминия, латуни и меди. Однако он может быть недостаточен для высокоуглеродистой стали, твердого алюминия и сверхтвердого алюминия. В таких случаях использование закругленного угла в 0,2 мм может привести к разрушению при изгибе, что повлечет за собой поломку или растрескивание внешнего угла.
6.3. Изгиб и отскок

1) Угол отскока (Δα)
Угол отскока рассчитывается следующим образом:
Δα=ba
Где:
- b = фактический угол заготовок после отскока
- а = угол формы
2) Величина угла отскока
Угол отскока при изгибе воздушного потока на 90° представлен в таблице 2.
Таблица 2. Угол отскока при 90-градусном изгибе воздушного потока.
| Материал | р/т | Толщина t (мм) | ||
|---|---|---|---|---|
| <0.8 | 0.8~2 | >2 | ||
| Низкоуглеродистая сталь | <1 | 4° | 2° | 0° |
| Латунь σb=350 МПа | 1~5 | 5° | 3° | 1° |
| Алюминий, цинк | >5 | 6° | 4° | 2° |
| Среднеуглеродистая сталь σb=400-500 МПа | <1 | 5° | 2° | 0° |
| Твердая желтая медь σb=350-400 МПа | 1~5 | 6° | 3° | 1° |
| Твердая бронза σb=350-400 МПа | >5 | 8° | 5° | 3° |
| Высокоуглеродистая сталь σb>550 МПа | <1 | 7° | 4° | 2° |
| 1~5 | 9° | 5° | 3° | |
| >5 | 12° | 7° | 6° | |
Факторы, влияющие на отскок, и меры по его снижению.
Величина угла отскока прямо пропорциональна пределу текучести материала и обратно пропорциональна его модулю упругости (E). Таким образом, при работе с деталями из листового металла, требующими высокой точности, целесообразно использовать низкоуглеродистую сталь вместо высокоуглеродистой или нержавеющей стали, чтобы минимизировать отскок.
Важно понимать, что степень деформации уменьшается с увеличением относительного радиуса изгиба (r/t). И наоборот, угол отскока (Δα) увеличивается с уменьшением относительного радиуса изгиба.
Для достижения большей точности рекомендуется проектировать изгибы листового металла с малым радиусом и закругленными углами. Следует избегать использования больших дуг, как показано на рисунке 9, поскольку их изготовление и контроль качества представляют собой сложную задачу.

6.4. Расчет минимальной кромки изгиба.
Исходное состояние L-образного изгиба показано на рисунке 10.

Критически важным фактором в этом процессе является ширина. B нижней формы.
Процесс гибки и прочность пресс-формы требуют определения минимальной ширины пресс-формы для материалов различной толщины. Если ширина окажется меньше этого минимума, могут возникнуть такие проблемы, как неправильное выравнивание при изгибе или повреждение пресс-формы.
Уравнение минимальной ширины пресс-формы
Практический опыт показывает, что зависимость между минимальной шириной пресс-формы и толщиной материала может быть выражена следующим уравнением:
Bмин=k⋅T (1)
Где:
- Bмин= минимальная ширина пресс-формы
- T = толщина материала
- k=6 для этого расчета
Часто используемые спецификации ширины пресс-форм
Производители обычно используют следующие ширины пресс-форм: 4, 5, 6, 8, 10, 12, 14, 16, 18, 20 и 25 мм.
Определение минимальной ширины формы
Используя приведенное выше уравнение, можно определить минимальную ширину пресс-формы для различных толщин материала. Например, при гибке пластины толщиной 1,5 мм:
B=6×1,5=9 мм
Из указанного диапазона ширины пресс-формы вы можете выбрать нижнюю ширину пресс-формы 10 мм или 8 мм.
Уравнение кратчайшего изгиба
Из исходной диаграммы состояния изгиба видно, что кромка изгиба не может быть чрезмерно короткой. Сочетая это с минимальной шириной пресс-формы, получаем уравнение для определения кратчайшей кромки изгиба:
Lмин= (Bмин+Δ)/2+0.5 (2)
Где:
- Lмин= кратчайший изгиб кромки
- Bмин. = минимальная ширина формы
- Δ = коэффициент изгиба листа
Для пластины толщиной 1,5 мм кратчайший изгиб можно рассчитать следующим образом:
Lмин= (8 + 2,5) / 2 + 0,5 = 5,75 мм (включая толщину пластины)

Таблица 3: Внутренний радиус изгиба холоднокатаного стального листа R и таблица справочных значений минимальной высоты изгиба.
| Нет. | Толщина | V-образное отверстие | Радиус пуансона R | Минимальная высота изгиба |
|---|---|---|---|---|
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0,8 или 0,2 | 3.7 |
| 4 | 1 | 6 | 1 или 0,2 | 4.4 |
| 5 | 1.2 | 8 (или 6) | 1 или 0,2 | 5,5 (или 4,5) |
| 6 | 1.5 | 10 (или 8) | 1 или 0,2 | 6,8 (или 5,8) |
| 7 | 2 | 12 | 1,5 или 0,5 | 8.3 |
| 8 | 2.5 | 16 (или 14) | 1,5 или 0,5 | 10,7 (или 9,7) |
| 9 | 3 | 18 | 2 или 0,5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4 | 25 | 3 | 16.5 |
Примечания:
- Минимальная высота изгиба определяется толщиной материала.
- Для острых V-образных изгибов кратчайший край изгиба необходимо увеличить на 0,5 мм.
При гибке алюминиевых или нержавеющих стальных пластин минимальная высота гибки может незначительно различаться: для алюминия обычно требуется меньшая высота гибки, а для нержавеющей стали — большая. Более подробную информацию см. в таблице выше.
6.5. Минимальная высота изгиба для Z-образных изгибов
На рисунке 12 показано исходное состояние Z-образного изгиба. Процесс Z-образного изгиба имеет сходства с процессом L-образного изгиба и сталкивается с теми же проблемами, связанными с минимальным размером кромки изгиба. Однако кратчайшая кромка Z-образного изгиба, как правило, больше, чем у L-образного изгиба, из-за структуры нижней матрицы.

Расчет минимального изгиба кромки
Формула для расчета минимальной длины кромки Z-образного изгиба выглядит следующим образом:
Lмин= (Bмин+Δ)/2+D+0.5+T (3)
Где:
- Lмин= кратчайший изгиб кромки
- Bмин= минимальная ширина пресс-формы
- Δ = коэффициент изгиба листа
- T = толщина материала
- D = структурный размер нижней матрицы до края (обычно более 5 мм)
Таблица минимальных размеров изгиба
Минимальный размер изгиба L В таблице 4 ниже приведены данные для Z-образных изгибов листового металла различной толщины материала:
Таблица 4. Минимальная высота Z-образного изгиба.
| Нет | Толщина | V-образное отверстие | Радиус пуансона R | Высота Z-образного изгиба L |
|---|---|---|---|---|
| 1 | 0.5 | 4 | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0,8 или 0,2 | 9.5 |
| 4 | 1 | 6 | 1 или 0,2 | 10.4 |
| 5 | 1.2 | 8 (или 6) | 1 или 0,2 | 11.7 (или 10.7) |
| 6 | 1.5 | 10 (или 8) | 1 или 0,2 | 13.3 (или 12.3) |
| 7 | 2 | 12 | 1,5 или 0,5 | 14.3 |
| 8 | 2.5 | 16 (или 14) | 1,5 или 0,5 | 18.2 (или 17.2) |
| 9 | 3 | 18 | 2 или 0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4 | 25 | 3 | 25.5 |
Взаимодействия при изгибе
При вторичной или более сложной гибке часто возникает помеха между заготовкой и инструментом. На рисунке 13 показана зона помехи, обозначенная черным цветом, которая может препятствовать успешной гибке или вызывать нежелательную деформацию.

Проблема помех при гибке листового металла довольно проста и в основном связана с пониманием формы и размеров гибочной матрицы, чтобы избежать сложностей в проектировании. На рисунке 14 показаны поперечные сечения различных типичных гибочных матриц, как подробно описано в руководстве по изготовлению пресс-форм для листового металла, с соответствующими элементами инструмента, доступными в библиотеке Intralink.
Если в конструкции есть неопределенность, можно провести прямое испытание на совместимость при сборке с использованием данного инструмента, следуя принципу, показанному на рисунке.

Вопросы, касающиеся нарезания резьбы в отверстии для отвода резьбы.
При нарезании резьбы в поворотных отверстиях крайне важно избегать проектирования диаметра. D (как показано на рисунке 15) слишком мало. Минимальное значение D может быть рассчитано или построено на основе таких факторов, как:
- Толщина материала
- Внешний диаметр сквозного отверстия
- Высота отверстия фланца
- Выбранные параметры гибочного инструмента
Например, при нарезании резьбы в отверстии M4 на листе толщиной 1,5 мм, D Толщина должна быть больше 8 мм, чтобы предотвратить контакт между гибочным инструментом и фланцем.

6.6. Минимальное расстояние между отверстием и продолговатым отверстием
На рисунке 16 показано, что если край отверстия расположен слишком близко к линии изгиба, процесс изгиба может вызвать деформацию, препятствуя сохранению отверстием его первоначальной формы. Для снижения этого риска необходимо поддерживать расстояние между краем отверстия и линией изгиба, равное или превышающее минимальный запас отверстия, выраженный как X≥t+R, где t толщина материала и R — это радиус изгиба.

Таблица 4. Минимальное расстояние от круглого отверстия до изогнутого края.
| Толщина | 0,6–0,8 | 1 | 1.2 | 1.5 | 2 | 2.5 |
|---|---|---|---|---|---|---|
| Минимальное расстояние X | 1.3 | 1.5 | 1.7 | 2 | 3 | 3.5 |
На рисунке 17 показано вытянутое отверстие, расположенное слишком близко к линии сгиба. В этом случае материал не может быть должным образом размещен в процессе изгиба, что приводит к деформации формы отверстия. Поэтому крайне важно убедиться, что расстояние между краем отверстия и линией сгиба превышает минимальный запас отверстия, указанный в таблице 5. Соответствующий радиус изгиба можно найти в таблице 1.

Таблица 5. Минимальное расстояние от длинного круглого отверстия до изогнутого края.
| L | <26 | 26–50 | >50 |
|---|---|---|---|
| Минимальное расстояние X | 2t+R | 2,5т+Р | 3t+R |
Для менее критичных отверстий допустимо продлить их до линии изгиба, как показано на рисунке 18. Однако такой подход может ухудшить внешний вид конечного изделия.

Рисунок 18. Усовершенствованная конструкция для изгиба.
6.7. Специальная обработка, когда отверстие находится близко к изгибу.
Если расстояние между ближайшим отверстием и линией изгиба меньше минимально необходимого расстояния, после изгиба может произойти деформация. Для соответствия требованиям к изделию потенциальные решения можно найти в таблице 6. Однако важно отметить, что эти методы могут быть недостаточно точными с технической точки зрения, и следует по возможности избегать корректировок в конструкции.
Таблица 6. Специальная обработка при расположении отверстия вблизи изгиба.
 | Перед сгибанием нажмите на канавку.В реальных условиях проектирования требуемое расстояние может быть меньше идеального из-за конструктивных ограничений. Производители часто делают канавку перед изгибанием, как показано на рисунке 1-31. Однако этот метод имеет недостатки, в том числе дополнительный этап обработки, который снижает эффективность и точность. По возможности его следует избегать. |
 | Прорежьте отверстие или проведите линию вдоль линии сгиба.Если линия сгиба не влияет на внешний вид заготовки или если изменение приемлемо, то вырезание отверстий может улучшить процесс гибки. Недостаток заключается в том, что это может повлиять на внешний вид, а для вырезания линии или узкой канавки обычно требуется станок лазерной резки. |
 | Окончательная обработка до проектного размера после сгибания.Этот метод можно использовать, когда крайне важно сохранить целостность края отверстия. Однако удаление вторичного материала обычно невозможно на штамповочном станке, и его необходимо выполнять с помощью лазерного резака, что может усложнить позиционирование и увеличить затраты на обработку. |
 | Развертывание после изгибаЕсли отверстие находится очень близко к линии сгиба, и расстояние до него меньше минимального расстояния, после сгибания можно выполнить развертывание, чтобы избежать проблем с вытяжкой. Это включает в себя вырезание небольшого концентрического круга (обычно диаметром Φ1,0) перед сгибанием, а затем развертывание до исходного размера. Этот метод может быть неэффективным из-за увеличения количества этапов. |
 | Минимальная ширина верхней матрицыВ настоящее время минимальная ширина верхней матрицы гибочного станка составляет 4,0 мм. Следовательно, отверстия в гибочной части заготовки не должны быть меньше этого размера. Если они меньше, отверстия необходимо расширить или использовать легкоформуемую матрицу. Недостатками такого подхода являются низкая эффективность изготовления легкоформуемой матрицы и потенциальное ухудшение внешнего вида из-за развертывания. |
Обработка отверстий, пазов и выемок для изогнутых деталей
При проектировании изгибов рекомендуется предусмотреть отверстие, канавку или выемку для процесса штамповки перед вырубкой, если изгиб необходимо выполнить с внутренней стороны заготовки, как показано на рисунке 24.

- Технологическое отверстие:
- Диаметр технологического отверстия (D): d≥t (где т)t (это толщина материала).
- Технологическая выемка:
- Ширина технологического надреза (К): K≥t.
Предотвращение образования трещин: канавка или прорезь
Для предотвращения разрывов и деформации кромок при изгибе часто необходимо проектировать канавку или прорезь для предотвращения образования трещин, особенно когда внутренний радиус изгиба составляет менее 60 градусов. Ключевые конструктивные соображения включают:
- Ширина щели: Больше толщины материала (t).
- Глубина щели: Не менее чем в 1,5 раза больше толщины материала.
Как показано на рисунке 25, рисунок B представляет собой лучший вариант дизайна, чем рисунок A.

Правила обработки
- Вопросы внешнего вида:
- Если внешний вид заготовок имеет значение, особенно если он виден с панели, то угловые технологические отверстия для гибки можно опустить. Например, для сохранения единообразного стиля при обработке панели можно не добавлять технологический надрез. Однако для других видов гибки следует предусмотреть угловое технологическое отверстие, как показано на рисунке 26.

- Разметка промежутков:
- При подготовке проектных чертежей избегайте нанесения отметки зазора между точками пересечения изгибов под углом 90 градусов, если это не требуется явно. Неправильная разметка зазора может негативно повлиять на проектирование в процессе производства. Как правило, производители проектируют с зазором от 0,2 до 0,3, как показано на рисунке 27.

Рисунок 27 показывает зазор между местами изгиба и наложения швов.
6.8. Изгиб при внезапной смене положения
При изгибании детали крайне важно соблюдать дистанцию от участков с резкими изменениями формы. Зона изгиба должна находиться вдали от зон деформации, чтобы предотвратить проблемы в процессе изгиба.
- Требование к расстоянию:
- Расстояние L Расстояние от линии изгиба до зоны деформации должно быть больше радиуса изгиба (r), обеспечивая, что L≥r. Этот принцип проиллюстрирован на рисунке 28.

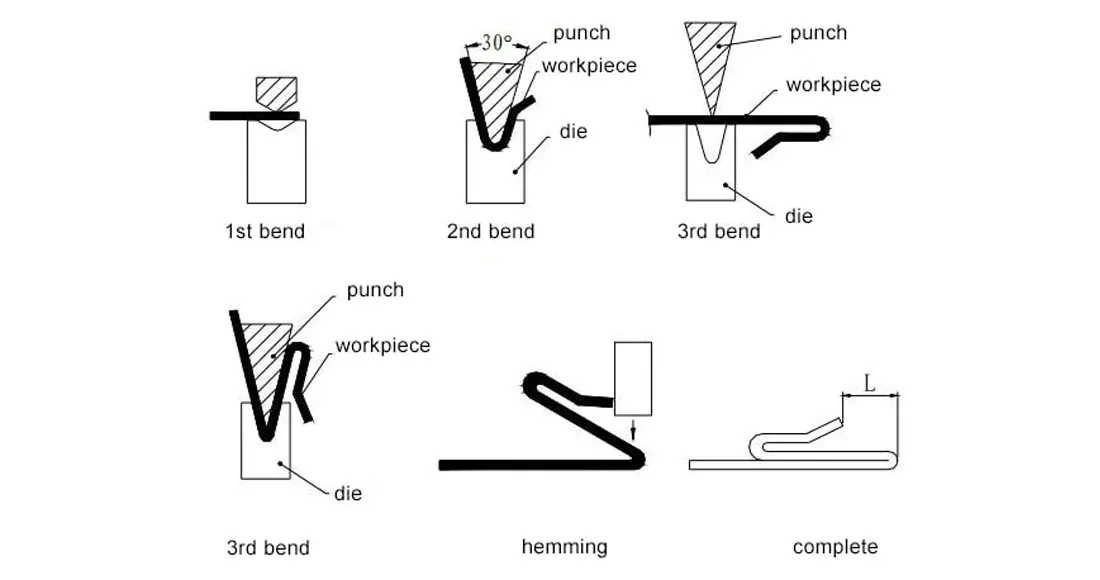
6.9 Одноразовая подшивка
Метод подшиванияПроцесс подгибки включает в себя сгибание листа под углом 30 градусов с использованием соответствующего 30-градусного гибочного штампа, как показано на рисунке 29. После этого согнутый край выравнивается.

- Минимальный размер изгиба кромки:
- Минимальный размер кромки L На рисунке 29 должно быть 0,5.t, где тt обозначает толщину материала. Это соответствует минимальным требованиям к размеру одной изогнутой кромки, указанным ранее.
- Материальные соображения:
- Техника “прессованного мертвого края” обычно применяется для таких материалов, как нержавеющая сталь, оцинкованный лист и алюминиево-цинковые пластины.
- Однако целесообразно избегать использования деталей с гальваническим покрытием, так как это может привести к скоплению кислоты в месте загибки.
6.10. Изгиб на 180°
Метод изгиба на 180 градусовКак показано на рисунке 30, процесс начинается с загибания пластины под углом 30 градусов с помощью гибочного ножа, предназначенного для загибания под углом 30 градусов. После этого первоначального загибания край выпрямляется, и, наконец, удаляется подложка.

- Минимальный размер изгиба кромки:
- Минимальный размер изгиба кромки L равен минимальному размеру кромки изгиба при одиночном изгибе плюс толщина материала t.t.
- Выбор высоты:
- Высота H Следует выбирать из наиболее распространенных размеров пластин, таких как 0,5, 0,8, 1,0, 1,2, 1,5 или 2,0. Как правило, не рекомендуется выбирать высоту, превышающую эти стандартные варианты.
6.11. Тройная подшивка края
Как показано на рисунке 31, процесс тройной подшивки включает два ключевых этапа:
- Начальная складкаСначала фигура складывается.
- Сгиб краяЗатем край загибается.
Вопросы проектирования:
- При проектировании компонента крайне важно уделять пристальное внимание размерам каждой детали. Это гарантирует, что на каждом этапе процесса гибки будут соблюдаться минимальные требования к размеру изгиба, что исключает необходимость дополнительной постобработки.

Таблица 7. Минимальный размер опорной кромки, необходимый для окончательного выравнивания кромки при изгибе.
| Толщина | 0.5 | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 |
|---|---|---|---|---|---|---|---|---|
| Размер кромки подшипника L | 4.0 | 4.0 | 4.0 | 4.0 | 4.5 | 4.5 | 5.0 | 5.0 |
7. Советы по безопасности и лучшие практики
При работе с листовым металлом крайне важно уделять первостепенное внимание безопасности и соблюдать лучшие отраслевые практики для минимизации рисков несчастных случаев и обеспечения эффективности производства. Следующие рекомендации охватывают важнейшие аспекты безопасности на рабочем месте, обработки материалов и оптимизации процессов:
1. Средства индивидуальной защиты (СИЗ)
- Обязательно используйте соответствующие средства индивидуальной защиты, включая защитные очки с боковыми щитками, перчатки с защитой от порезов, защитную обувь со стальными носками и средства защиты слуха.
- При работе с тяжелыми материалами или на высоте защитные каски необходимы.
- При работе с оцинкованными или покрытыми металлами может потребоваться защита органов дыхания от вредных испарений.
2. Системы защиты и безопасности оборудования
- Убедитесь, что все листогибочные прессы и гибочные станки оборудованы надлежащими защитными механизмами, такими как световые завесы, двухручное управление или датчики присутствия.
- Регулярно проверяйте и обслуживайте эти системы безопасности, чтобы обеспечить их эффективность в предотвращении несчастных случаев.
3. Эргономические соображения
- Внедрите эргономичные решения для снижения риска травм от повторяющихся движений. Это может включать в себя рабочие места с регулируемой высотой, вспомогательные средства для перемещения материалов и надлежащее обучение методам подъема тяжестей.
- Для работы с крупными или тяжелыми заготовками используйте механические подъемные устройства или методы группового подъема.
4. Техническое обслуживание инструментов и оборудования
- Разработайте строгий график профилактического технического обслуживания всего гибочного оборудования, штампов и оснастки.
- Регулярные проверки, чистка и смазка имеют решающее значение для предотвращения неисправностей, которые могут привести к авариям или проблемам с качеством.
- Ведите подробные журналы технического обслуживания и незамедлительно устраняйте любые выявленные неполадки.
5. Комплексное обучение сотрудников
- Разработайте всестороннюю программу обучения, охватывающую следующие аспекты:
- Безопасная эксплуатация гибочного оборудования и сопутствующих инструментов.
- Методы и ограничения по перемещению материалов
- Выявление и смягчение потенциальных опасностей
- Действия в чрезвычайных ситуациях и оказание первой помощи
- Правильное использование и уход за средствами индивидуальной защиты.
6. Выбор и обработка материалов
- Выбирайте материалы, исходя из их механических свойств, формуемости и пригодности для предполагаемого применения. При выборе листового металла для гибки учитывайте такие факторы, как предел текучести, предел прочности и относительное удлинение.
- При работе со сложными материалами, такими как высокопрочные стали или титановые сплавы, следует руководствоваться рекомендациями по гибке, специфичными для данного материала, чтобы предотвратить проблемы с упругим восстановлением или растрескиванием.
- Внедрите надлежащие процедуры хранения и обращения с материалами, чтобы предотвратить их повреждение или деградацию, которые могут повлиять на их прочность на изгиб.
7. Оптимизация процессов
- Используйте программное обеспечение для автоматизированного проектирования (САПР) и анализа методом конечных элементов (МКЭ) для моделирования операций гибки и оптимизации последовательности гибки, минимизируя концентрацию напряжений и потенциальные дефекты.
- Для точной гибки рекомендуется использовать листогибочные прессы с ЧПУ и системами измерения углов, чтобы обеспечить точность и повторяемость результатов.
- Внедрите принципы бережливого производства для оптимизации рабочих процессов, сокращения объемов погрузочно-разгрузочных работ и минимизации потенциальных угроз безопасности.
8. Организация рабочего пространства
- Применяйте принципы 5S (Сортировка, Упорядочивание, Чистота, Стандартизация, Поддержание порядка), чтобы поддерживать чистоту и порядок на рабочем месте.
- Четко обозначьте пешеходные дорожки, складские помещения и рабочие места, чтобы предотвратить заторы и опасность споткнуться.
- Для улучшения видимости и снижения утомляемости обеспечьте надлежащую вентиляцию и освещение во всех рабочих зонах.
9. Контроль качества и непрерывное совершенствование
- Внедрить надежную систему контроля качества, включающую промежуточные проверки и окончательную проверку готовой продукции.
- Поощряйте культуру непрерывного совершенствования, предоставляя работникам возможность выявлять и сообщать о потенциальных угрозах безопасности или неэффективности производственных процессов.
- Регулярно пересматривайте и обновляйте протоколы безопасности и передовые методы работы на основе отраслевых стандартов, технологических достижений и уроков, извлеченных из инцидентов, близких к аварии, или несчастных случаев.
Тщательное соблюдение этих правил техники безопасности и передовых методов позволяет проводить операции по гибке листового металла с высоким уровнем профессионализма, эффективности и, что наиболее важно, безопасности. Такой комплексный подход не только защищает работников, но и способствует повышению качества продукции и общей эффективности работы.
8. Разработка и применение технологии гибки листового металла.
В условиях стремительного развития мирового сектора промышленного оборудования высокопроизводительное автоматизированное оборудование все чаще используется в области обработки листового металла, обеспечивая необходимые гарантии производительности для высококачественного развития отрасли. Тенденция промышленной глобализации усилила конкуренцию и создала новые вызовы, что привело к постоянно меняющимся требованиям рынка. Это требует не только высокой производительности основного оборудования, но и большей гибкости и возможностей быстрого переключения во всей производственной системе.
Важность гибки листового металла
Гибка листового металла, являясь ключевой технологией в металлообработке, незаменима в производстве металлических изделий. Традиционные операции гибки на одном станке часто приводят к простоям оборудования во время переключения заказов из-за чрезмерного ручного вмешательства, включая проверку чертежей, программирование гибки, настройку параметров оборудования и перемещение материалов. Эти простои увеличивают производственные затраты и снижают эффективность.
Инновационные решения
Для решения этих задач исследования сосредоточены на проектировании процессов, инновациях в области пресс-форм, автоматизации, информатизации и интеграции интеллектуальных технологий. Это включает в себя оптимизацию структуры технологических процессов производства, повышение управляемости материалами пресс-форм и скорости переключения, использование технологий промышленного интернета для передачи данных, интеграцию интерактивных систем управления ПЛК и применение систем управления производственной информатизацией.
Система управления информацией обеспечивает сбор, обработку и анализ данных в режиме реального времени на протяжении всего процесса гибки листового металла. Благодаря облачным вычислительным платформам достигается удаленный мониторинг и управление данными, что оптимизирует производственные процессы. Интеграция автоматизированных производственных линий, включающих станки, промышленных роботов, автоматизированные системы загрузки и разгрузки, а также системы онлайн-контроля, значительно повышает управляемость производственного процесса. Эта автоматизация сокращает ручное вмешательство, обеспечивая непрерывное производство, повышая эффективность и гарантируя более стабильную и надежную продукцию, полученную методом гибки.
Разработка технологии процесса гибки
Развитие технологии гибки листового металла тесно связано с модернизацией автоматизации, информатизацией и интеллектуальными системами в отрасли. Как важнейшее звено в металлообрабатывающей промышленности, эволюция процессов гибки листового металла отражает улучшение производственных возможностей и указывает на будущие направления развития отрасли. Переход от первоначально ручных операций к современной автоматизации с ЧПУ привел к многочисленным значительным преобразованиям, каждое из которых отмечено повышением эффективности производства и качества продукции.
На заре ручной гибки металлические пластины обрабатывались с помощью простых инструментов и человеческого опыта. Хотя этот метод был адаптируемым, он имел ограничения в точности и стабильности, что приводило к низкой эффективности производства и трудностям в удовлетворении крупномасштабных, стандартизированных производственных требований. С индустриализацией внедрение станков для гибки, таких как ручные и механические гибочные станки, значительно повысило эффективность производства и стабильность качества продукции.
Современные линии по гибке листового металла, как правило, оснащены передовыми станками с ЧПУ, позволяющими точно контролировать углы и положения гибки. Компьютерное программирование обеспечивает быстрое изготовление металлических деталей сложной формы, а системы автоматизированного проектирования (САПР) и автоматизированного производства (САПР) повышают эффективность и точность изготовления пресс-форм. Технология быстрого прототипирования облегчает модификацию и оптимизацию пресс-форм, сокращая время от проектирования до выхода на рынок. Разработка интеллектуальных модульных пресс-форм позволяет быстро переключаться между ними и своевременно проводить техническое обслуживание, что еще больше повышает эффективность операций гибки.
Проектирование технологической структуры изделий, изготовленных методом гибки листового металла.
При проектировании изделий из листового металла методом гибки необходимо учитывать междисциплинарные знания, включая технологические свойства металлических материалов, принципы машиностроения и производственные процессы. Функциональные требования и условия эксплуатации влияют на выбор материалов и проектирование конструкции. Следует выбирать высокопрочные и коррозионностойкие металлы, а конструкции усиления должны проектироваться соответствующим образом. Кроме того, необходимо учитывать такие факторы, как толщина материала и характеристики деформации, чтобы определить оптимальные зоны изгиба, обеспечивая точность размеров и прочность конструкции.

На этапе проектирования необходимо учитывать производственные ограничения, такие как радиус и углы изгиба. Принципы последовательности изгиба — изгиб изнутри наружу, от малых размеров к большим, и приоритет специальных форм перед формами общего назначения — должны соблюдаться, чтобы избежать помех в процессе первоначальной формовки.
Эффективное проектирование технологического процесса обеспечивает соответствие продукции заранее установленным стандартам качества и эффективности производства. Это включает в себя выбор подходящего гибочного оборудования, разработку подробных технологических схем и проектирование точных пресс-форм. При выборе оборудования критически важны точность, стабильность и пригодность для различных толщин и уровней твердости материала. Проектирование пресс-форм не менее важно, поскольку оно напрямую влияет на качество продукции и эффективность производства, обеспечивая плавный поток металла во время гибки и минимизируя риски растрескивания или расщепления.
Разработка технологии автоматической гибки листового металла.
Традиционные процессы гибки листового металла в значительной степени зависят от операторов, что делает их узким местом в обработке металлических изделий. Таким образом, постепенная замена ручных операций автоматизированными технологиями обработки имеет решающее значение для повышения эффективности производства.
Автоматизированная гибка листового металла является примером применения передовых производственных технологий в индустриальную эпоху, когда высокоэффективные, высококачественные и гибкие автоматизированные обрабатывающие установки постоянно совершенствуются.
Выделились три основных типа автоматизированных технологий обработки: гибка с помощью стационарных манипуляторов, гибка с помощью промышленных роботов и автоматическая гибка с использованием многокромочных гибочных устройств. Каждый метод имеет свои уникальные преимущества, и при их внедрении руководителям предприятий необходимо учитывать их комплексную выгоду.
1. Автоматический гибочный станок с механическим манипулятором
Автоматические гибочные станки с механическим манипулятором можно классифицировать по различным типам устройств автоматизации, включая манипуляторы по осям X, Y и трехосевые манипуляторы, а также интегрированные промышленные роботы. Трехосевые манипуляторы подходят для массового производства относительно простых изделий из листового металла, таких как детали коробчатой формы. Хотя они обеспечивают низкие инвестиционные затраты и высокую эффективность при массовом производстве деталей, их ограниченная пространственная гибкость может препятствовать частому переключению режимов производства.
В отличие от них, промышленные роботизированные гибочные узлы превосходно справляются с удовлетворением современных требований рынка. Благодаря использованию подвижных направляющих эти узлы расширяют диапазон работы роботов на разных рабочих местах, повышая совместимость с обработкой разнообразной продукции.
Роботы позиционируют листовой материал ровно на нижней матрице гибочного станка, используя датчики заднего упора для точного позиционирования. После позиционирования робот посылает сигнал на гибочный станок, эффективно координируя процесс гибки.
Точность гибки, обеспечиваемая промышленными роботизированными установками, зависит от точности гибочного станка, точности позиционирования робота и скоординированного управления между роботом и станком. В стандартную комплектацию таких установок входят механические зажимы, стеллажи для сырья, разгрузочные штабели, позиционирующие рабочие столы, переворачивающие стеллажи, устройства для смены ручного управления и различные датчики.
2. Встроенный многосторонний автоматический гибочный блок
В отличие от методов, где детали захватываются манипуляторами для гибки, в интегрированных многосторонних автоматических гибочных установках манипуляторы координируют движение детали с гибочным станком для обработки. Как правило, такие установки отличаются высокой гибкостью гибочных форм, что значительно расширяет возможности обработки на станках китайского производства.
Интегрированный многосторонний автоматический гибочный узел включает в себя загрузочное устройство, челночный конвейер, манипулятор основного гибочного станка и разгрузочное устройство. Манипулятор расположен непосредственно перед основным гибочным станком, а автоматические системы загрузки и выгрузки находятся с обеих сторон.
Эти устройства автоматически соединяются с вертикальными складами для позиционирования сырья, заменяя ручную работу по позиционированию листов или заготовок. Манипулятор выполняет операции прессования и гибки, в то время как основной гибочный станок осуществляет гибку и формовку на основе запрограммированных машинных кодов. Высокоточная обработка деталей, специальная обработка поверхности пресс-форм и контролируемые направляющие движения пресс-формы обеспечивают эффективную и высококачественную обработку деталей из листового металла.
В процессе гибки электрическая сервоприводная система управляет движением пресс-формы, обеспечивая высокую скорость реакции и точность гибки. Этот набор пресс-форм, известный как универсальная пресс-форма, позволяет гибочному станку выполнять различные процессы, включая гибку под положительными и отрицательными углами, а также сложную обработку плоских кромок, обеспечивая высокую гибкость обработки.
Устройство автоматической смены штампов включает в себя такие компоненты, как промежуточный штамп с зазором, штамп стандартного сечения, устройство перемещения муфты и устройство вращающейся вставки детали, облегчающие операции гибки различных размеров за счет втягивания зазора и автоматической регулировки длины.





Отзыв пользователя 1
Идеальный листогибочный пресс!