Обработка листового металла является неотъемлемой частью машиностроения, особенно в таких отраслях, как авиация, бытовая техника, автомобилестроение, лифтовое производство и другие, где широко используются компоненты из листового металла. В этих областях точность и качество обработки листового металла имеют решающее значение для обеспечения производительности и надежности конечной продукции.
Среди различных операций в области обработки листового металла, Изгиб V-образной канавки Это один из наиболее важных и распространенных методов. Этот процесс включает в себя создание V-образной канавки вдоль материала, что позволяет контролировать изгиб без образования трещин или деформаций. Он особенно важен в тех случаях, когда необходимы точные углы и жесткие допуски.
Успешность операции гибки V-образного профиля напрямую влияет на размеры, форму и внешний вид конечного изделия. Правильно выполненная гибка гарантирует сохранение заготовкой заданных размеров и структурной целостности. И наоборот, любые ошибки в процессе — такие как неправильные углы или дефекты поверхности — могут негативно повлиять как на функциональность, так и на эстетику детали.
Учитывая важность точности размеров и углов изгиба, поддержание этой точности имеет первостепенное значение. Такие факторы, как свойства материала, толщина, конструкция инструмента и настройки станка, играют важную роль в достижении желаемых результатов. Тщательно контролируя эти переменные, производители могут выпускать высококачественные гнутые детали, соответствующие точным спецификациям, обеспечивая производительность и долговечность, необходимые в сложных условиях эксплуатации.

Характеристики процесса гибки V-образных пазов
На станке для V-образных канавок по металлу мы делаем V-образную канавку в том месте, где необходимо согнуть металлический лист, а затем выполняем гибку на гибочном станке в соответствии с требованиями.
Основные характеристики процесса гибки листового металла с V-образным пазом включают следующие три аспекта:
Радиус дуги заготовки должен быть малым, без складок и вмятин.
После нарезания канавок на листовом металле оставшаяся толщина листа уменьшается вдвое по сравнению с первоначальной толщиной или даже становится меньше, что позволяет значительно уменьшить радиус дуги заготовки после гибки.
Кроме того, после нарезки канавок толщина листового металла уменьшается, соответственно снижается деформационная сила при изгибе, и она не распространяется на неизогнутую область. Поэтому после изгиба на поверхности заготовки не образуются складки. А меньшее давление при изгибе исключает риск образования вмятин на декоративной поверхности.
Таким образом, малый радиус дуги, отсутствие складок и вмятин на декоративной поверхности, что соответствует требованиям к отделке помещений высокого класса, таких как отели, банки, торговые центры, аэропорты и т. д.
Снижено усилие, прилагаемое к гибочному станку.
В процессе гибки более толстых листов требуется большее усилие. После прорезки пазов в листовом металле на станке с ЧПУ для V-образных канавок оставшаяся толщина листа значительно уменьшается, что, соответственно, снижает и требуемое усилие гибки. Гибку толстых листов можно завершить на листогибочном прессе меньшей грузоподъемности. Это не только снижает инвестиции в оборудование, но и экономит энергию и пространство.
Изгиб заготовок сложной формы и контроль отскока при изгибе.
Заготовка, показанная на рисунке, не может быть полностью согнута на обычном гибочном станке, но если сначала обработать ее на станке с ЧПУ для V-образных канавок по металлу, то последующую ручную гибку на листогибочном прессе можно завершить.
Кроме того, оставшуюся толщину пластины можно контролировать с помощью станка для нарезания V-образных канавок по листовому металлу с ЧПУ, что поможет контролировать силу отскока и угол отскока при изгибе.
Например, если остаточная толщина после нарезания канавок контролируется на уровне около 0,03 мм на металлообрабатывающем V-образном канавочном станке, угол отскока можно сделать малым, и отскоком можно практически пренебречь.
Метод пайки V-образных канавок в листовом металле
В процессе производства листового металла мы устанавливаем металл с V-образными канавками для гибки на канавочный станок, позиционируем его, а затем задаем толщину листа для автоматического нарезания канавок.
При нарезании канавок необходимо обращать внимание на два аспекта:
– Настройка угла V-образной канавки
Из процесса гибки и накопленного опыта известно, что листовой металл в процессе гибки и формовки испытывает различную степень упругой деформации, что приводит к отклонению угла изгиба.
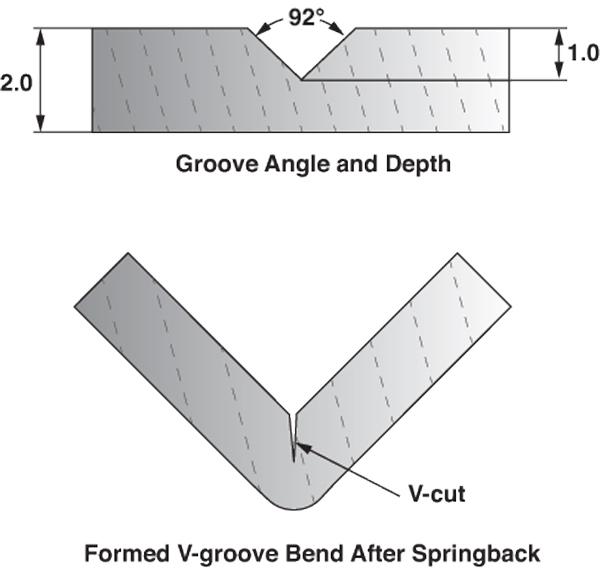
При изготовлении V-образных пазов для гибки листового металла размер паза может быть подобран в соответствии с требуемым углом изгиба заготовки. Как правило, угол V-образного паза на 1-2° больше угла изгиба. Например, при изгибе заготовки на 90° угол V-образного паза обычно составляет 92°, что позволяет избежать обратного изгиба.
– Настройка глубины V-образной канавки и настройка оставшейся толщины
В случае определенной толщины пластины глубина канавки и остаточная толщина являются соответствующими значениями. Обычно мы устанавливаем значение остаточной толщины, исходя из требований процесса гибки. Как правило, значение по умолчанию составляет 0,8 мм, а минимальное значение не должно быть меньше 0,3 мм.
В зависимости от толщины пластины мы устанавливаем количество V-образных канавок и глубину V-образных канавок. Из-за необходимости контролировать образование заусенцев и защищать инструмент, глубина канавок не должна быть слишком большой. Обычно глубина первой канавки не может превышать 0,8 мм, и ее необходимо выполнить как минимум за две канавки.
Например, для пластины из нержавеющей стали толщиной 1,2 мм остаточная толщина после прорезки должна составлять 0,5 мм. Глубина первой V-образной канавки может составлять 0,5 мм, а глубина второй — 0,2 мм. После двух циклов V-образной прорезки остаточная толщина пластины достигает 0,5 мм, а заусенцы становятся относительно небольшими, как показано на рисунке ниже:

Канавочный станок и режущие инструменты
Если вы планируете использовать технологию V-образной нарезки для изготовления деталей, сначала тщательно продумайте область применения. V-образная нарезка в основном используется в низконагруженных архитектурных конструкциях, и прочность готового изделия будет зависеть от оставшейся толщины материала в месте изгиба. V-образная нарезка подходит не для всех производственных ситуаций.
Если вы решили использовать V-образную фрезеровку, необходимо учитывать уменьшение радиуса из-за утонения материала в месте среза. Хорошо это или плохо, зависит от назначения детали. Например, при V-образной фрезеровке толщина материала в точке сгиба может составлять от 0,080 дюйма до 0,030 дюйма. Как правило, при V-образной фрезеровке толщина в точке сгиба уменьшается до одной трети или половины от первоначальной толщины. Очевидно, что V-образная фрезеровка не подходит для применений, требующих высокой прочности на изгиб. Тем не менее, можно получить очень острый угол без образования трещин на внешней стороне сгиба.
Поскольку V-образная канавка уменьшает толщину материала в месте изгиба, для завершения изгиба требуется меньшее усилие. Это означает, что более толстые листы можно сгибать с меньшим усилием формовки.
Канавку можно сформировать на горизонтальном строгальном станке, который использует линейное перемещение, позволяя одной точке резца вырезать канавку на плоской поверхности, подобно тому, как токарный станок удаляет материал с цилиндрического объекта. Это позволяет сформировать чрезвычайно острый внутренний радиус изгиба без образования трещин на внешней стороне изгиба и без чрезмерных требований к усилию, необходимых для операций штамповки или чеканки.
Исторически сложилось так, что до появления технологии V-образной нарезки канавок и современных станков с ЧПУ, для выполнения этой работы использовался строгальный станок. Однако без надлежащего способа крепления листового металла к рабочему столу, глубину V-образной канавки было трудно контролировать, и это было крайне неэффективно.
В последнее время цеха все чаще используют станки с ЧПУ для нарезания канавок, специально разработанные для этой задачи. Точность этих станков такая же, как и у любого другого оборудования с ЧПУ, составляя в среднем 0,005 дюйма. Станки точно располагают пропил или скос на линии сгиба, с правильным углом реза, который создаст нужный размер. Их называют по-разному, в том числе станками с ЧПУ для V-образных канавок, V-образными фрезерными станками, станками с ЧПУ для V-образной резки или просто станками для V-образных канавок.
В современном станке с ЧПУ для горизонтальной V-образной резки лист материала располагается непосредственно под режущим инструментом. Программа управления использует параметры материала (толщина, качество и т. д.) для определения глубины и места реза. Эти станки внешне очень похожи на современные лазерные или плазменные резаки.
Выбор режущих инструментов (ножей), которые вы устанавливаете в станок, зависит от необходимого угла изгиба. Например, если вам нужен внутренний угол изгиба от 45 до 60 градусов, вам понадобится ромбовидная фреза с углом резания 35 градусов. Если ваш внутренний угол изгиба составляет от 60 до 80 градусов, вам понадобится треугольная фреза; а для внутренних углов изгиба от 80 до 90 градусов фреза также должна иметь угол резания от 80 до 90 градусов. На рисунке 1 показаны основные формы фрез, но вам также может потребоваться точная настройка угла ножа для достижения необходимого угла канавки.
Если вы являетесь постоянным читателем Bending Basics, вы знаете, что необходимо компенсировать пружинение. При гибке V-образных канавок пружинение нужно учитывать не только с помощью инструмента для листогибочного пресса, но и с помощью угла среза. В большинстве случаев достаточно добавить 1 или 2 градуса к углу среза канавы, чтобы это компенсировать.
Иногда, однако, вы будете сталкиваться с типами материалов и углами изгиба, которые обладают значительной упругостью, и вам потребуется вырезать канавку с большим углом, чтобы справиться с этим. Большая канавка обеспечивает зазор, гарантирующий, что вырезанный вами паз не будет заедать во время формовки. При правильном угле наклона пуансона у вас должен быть лишь небольшой зазор в V-образном вырезе между сопрягаемыми кромками (см. рис. 2).
Необходимый угол заточки равен требуемому углу реза плюс небольшой дополнительный угол реза для компенсации упругого восстановления. Обычно это рассчитывается как половина градуса внутреннего угла изгиба (например, изгиб V-образной канавки на 90 градусов даст вам угол реза 45 градусов) плюс половина градуса упругого восстановления, если это необходимо.


Перспективы применения технологии гибки V-образных канавок
Благодаря очевидным преимуществам технологии гибки V-образных пазов, а также отсутствию необходимости в изменении традиционных методов и оборудования для гибки, а лишь в увеличении количества станков для гибки листового металла с V-образными пазами, технология гибки V-образных пазов получила широкое применение в развивающейся отрасли отделочных работ среднего и высокого класса.
Впоследствии эта технология была успешно применена в лифтовой промышленности. Благодаря преимуществам процесса гибки V-образных пазов, изготовление корпуса лифта стало более эффективным, точным и имеет лучший внешний вид.
Далее, некоторые эксперты в области производства медицинских изделий и шкафов управления также проявили большой интерес к технологии гибки с V-образным пазом. В производстве медицинских изделий процесс гибки с V-образным пазом может применяться для обработки различных деталей, что позволяет улучшить качество и характеристики продукции. В производстве шкафов управления технология гибки с V-образным пазом позволяет получить более сложную и совершенную структуру гибки, повышая прочность и долговечность шкафа.
Благодаря глубокому пониманию технологии гибки V-образных пазов, становится очевидным расширение областей ее применения. Помимо вышеперечисленных отраслей, технология гибки V-образных пазов может использоваться в аэрокосмической, автомобильной, железнодорожной и других областях, а также в различных областях машиностроения, архитектурного дизайна и декора. С непрерывным развитием и внедрением инноваций в технологии, технология гибки V-образных пазов, несомненно, продемонстрирует свою уникальность во многих областях, привнося больше удобства и преимуществ в обработку листового металла.
Какие существуют типы станков для обработки листового металла с V-образными пазами?
Ручной станок для V-образных канавок: Ручной станок для V-образных канавок требует от оператора ручного управления перемещением и глубиной резания режущего инструмента, что подходит для некоторых простых задач обработки V-образных канавок.
Полуавтоматический V-образный фрезерный станок: В процессе резки на полуавтоматическом V-образном фрезерном станке перемещение инструмента и глубина резания частично контролируются оператором, но он может быть оснащен некоторыми функциями автоматизации, такими как автоматическая регулировка инструмента или автоматическая подача, что повышает эффективность и точность обработки. .
Полностью автоматический станок для V-образных канавок: Полностью автоматический станок для V-образных канавок обладает высокой степенью автоматизации, включая полностью автоматическую настройку и подачу инструмента, обычно с использованием системы ЧПУ, что позволяет выполнять более сложные операции по обработке V-образных канавок и повышать эффективность и точность производства.
Станок с ЧПУ для V-образных пазовСтанок для изготовления V-образных канавок с ЧПУ — это современное автоматизированное оборудование, которое с помощью системы числового программного управления контролирует перемещение и параметры резки режущего инструмента, что позволяет точно контролировать размер и форму V-образной канавки и подходит для сложных задач обработки V-образных канавок.
Гидравлический V-образный фрезерный станок: В гидравлическом V-образном фрезерном станке для привода режущего инструмента используется гидравлическая система, что позволяет достичь большей силы резания и стабильности, и он подходит для обработки более толстых металлических листов или для особых задач, требующих большей силы резания.
Механический V-образный фрезерный станок: В механическом V-образном фрезерном станке используется механическая передача, а перемещение режущего инструмента осуществляется через передаточные устройства, такие как шестерни и ремни, что подходит для обработки V-образных пазов в небольших и средних масштабах.
Заключение
Изгиб V-образной канавки, Этот новый тип процесса гибки является результатом выбора рынка. Компания Krrass уже 20 лет занимается исследованиями и производством оборудования для V-образной гибки листового металла, постоянно изучая и внедряя новые технологии, чтобы предоставлять клиентам продукцию более высокого качества.




