É importante para um Pressione o freio Para ser preciso, mesmo pequenos erros podem levar a grandes problemas ou desperdício de materiais.
Diversos fatores podem influenciar a precisão de uma prensa dobradeira. Entre eles, a qualidade da própria máquina, as ferramentas utilizadas, o tipo de metal dobrado, a habilidade do operador e a manutenção adequada. Mesmo com os avanços tecnológicos que permitem dobras extremamente precisas, ainda é fundamental realizar verificações regulares nessas máquinas.
Precisamos seguir certas normas, como a GB/T14349-2011, para garantir o bom funcionamento da prensa dobradeira. Isso significa não apenas inspecioná-la visualmente, mas também verificar seu desempenho.
Neste artigo, explicaremos o que faz uma prensa dobradeira dobrar com precisão e daremos dicas sobre como manter essa precisão.
Índice
O que é a precisão de uma prensa dobradeira?

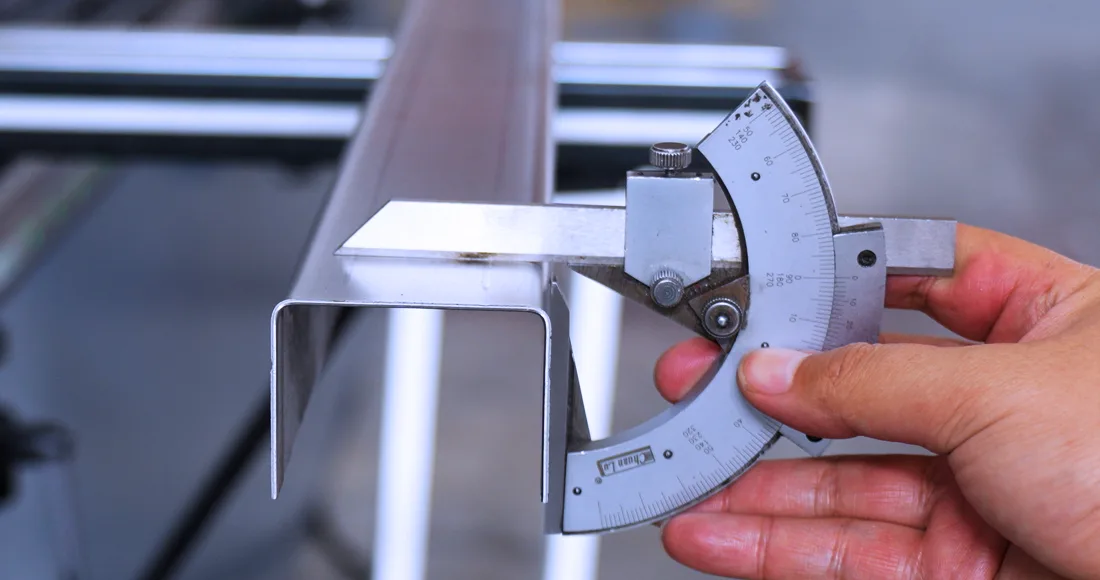
A precisão da prensa dobradeira significa o quão próximos o ângulo de dobra e as dimensões estão dos valores desejados.
Essa precisão inclui não apenas o ângulo final da dobra, mas também a consistência com que a máquina consegue reproduzir a mesma dobra repetidamente, a exatidão com que a dobra é feita e a uniformidade da curva e da forma da dobra.
Maior precisão significa menos desperdício de material e garante que as peças se encaixem corretamente durante a montagem. Isso é especialmente importante para a eficiência na produção.
Dois fatores principais que afetam a precisão de uma prensa dobradeira:
- Configurações da máquina: Aspectos como o alinhamento do pistão, a precisão do batente traseiro e o controle da força são especialmente importantes para uma dobra precisa.
- Fatores externos: A capacidade de retorno elástico do metal após ser dobrado e o grau de desgaste das ferramentas também afetam significativamente a precisão do funcionamento da prensa dobradeira.
Qual a precisão de uma prensa dobradeira?
Quando um Pressione o freio Se devidamente cuidado, geralmente pode dobrar-se em cerca de meio grau (±0,5°) e posicionar objetos com uma precisão de 0,1 a 0,2 milímetros.
Esse nível de precisão garante que as prensas dobradeiras funcionem bem em diversos tipos de trabalhos de dobra de metal.
Fatores externos, como diferenças na espessura do metal, a qualidade da configuração da máquina e a consistência do trabalho do operador, são especialmente importantes para manter esse nível de precisão.
Quando tudo está perfeitamente correto, as prensas dobradeiras controladas por computador (CNC) podem posicionar as peças com extrema precisão, muitas vezes dentro de uma fração de polegada extremamente pequena (0,001″–0,004″).
Outras informações que podem ajudar a obter maior precisão:
- Quão plana é a mesa: Se a mesa não for perfeitamente plana, por exemplo, se houver um desnível de 0,06 mm ao longo de 3200 mm, isso pode causar uma variação de aproximadamente 0,17 graus no ângulo de curvatura. Isso afeta tanto o ângulo quanto a retidão da peça final.
- Qual a precisão do batente traseiro? É importante verificar regularmente a precisão do batente traseiro. Manter o posicionamento dentro de ±0,05 mm ajuda a garantir que a qualidade das peças fabricadas seja sempre a mesma.
- Força Equilibrada: Garantir que o sistema de energia da máquina forneça a mesma quantidade de força ao longo de toda a curvatura, especialmente em peças longas ou grandes, é fundamental para evitar erros.
Qual é a melhor precisão que pode ser alcançada?
A melhor precisão que pode ser alcançada em operações de prensa dobradeira é de apenas ±0,1 a 0,2 graus. O uso de tecnologia avançada de controle por computador (CNC), ferramentas de excelente qualidade e metal com baixa variabilidade estrutural contribui para atingir esse nível de precisão.
As prensas dobradeiras de última geração, equipadas com recursos como ajustes automáticos, feedback instantâneo e medições a laser, podem reduzir erros, mantendo o ângulo de dobra preciso em menos de ±0,1 graus quando tudo está perfeito.
Aqui estão duas maneiras principais de obter a melhor precisão:
- Medidores traseiros com vários movimentos: O uso de batentes traseiros que podem se mover em múltiplas direções, juntamente com sistemas automáticos de ajuste de curvatura, ajuda a reduzir os efeitos da curvatura da máquina sob pressão. Isso torna as dobras mais consistentes para peças de diferentes formatos.
- Sensores que medem ângulos: Utilizando sensores avançados que medem o ângulo durante a curvatura e fornecem feedback instantâneo, a máquina consegue ajustar imediatamente a profundidade de descida do pistão. Isso ajuda a obter as curvaturas mais precisas possíveis.
Qual a diferença entre precisão e exatidão?
Quando falamos de prensas dobradeiras, precisão significa o quão próximas as dobras estão do ângulo e tamanho corretos. Exatidão significa o quão bem a máquina consegue executar a mesma dobra repetidamente.
Por exemplo, uma prensa dobradeira pode ser extremamente precisa, com o ângulo de dobra notavelmente próximo do valor alvo (±0,2°). Mas se cada peça produzida apresentar um ângulo ligeiramente diferente (em ±0,5°), então a precisão da máquina não será tão boa.
Precisão versus exatidão na produção:
- Fazendo com que as coisas sejam iguais: A alta precisão é especialmente importante na fabricação de muitas peças idênticas. Ela garante que todas as peças se encaixem dentro dos limites permitidos.
- Manter registros: Observar e anotar informações sobre cada dobra ajuda a encontrar padrões e problemas potenciais, como o desgaste das ferramentas ou o desalinhamento da máquina. Isso é importante para manter altos níveis de precisão e exatidão.
- Pequenos ajustes: Pequenos ajustes no ponto mais baixo alcançado pelo pistão, mesmo que de apenas 0,01 mm, podem melhorar a precisão e a exatidão do processo de dobra. Isso demonstra a importância de encontrar o equilíbrio certo entre obter o ângulo exato e garantir que todas as peças sejam idênticas.
O que faz com que as prensas dobradeiras dobrem o metal com precisão?

A dobra precisa de metal em prensas dobradeiras depende de cinco fatores que podem influenciar significativamente a qualidade do produto final:
- Quão boa é a máquina e quão bem ela é cuidada: O estado geral da prensa dobradeira afeta seu desempenho. Verificá-la regularmente e configurá-la corretamente são medidas essenciais para garantir sua precisão.
- Quão boas são as ferramentas: O estado e a qualidade das ferramentas, como matrizes e punções, afetam diretamente a precisão da dobra. Ferramentas desgastadas ou sem a devida manutenção podem causar erros.
- Como é o metal: Diferenças na espessura, resistência e composição do metal podem alterar sua capacidade de dobra. Utilizar sempre o mesmo metal garante resultados consistentes.
- Nível de habilidade do operador: Pessoas com amplo conhecimento sobre máquinas de dobra e seu funcionamento podem reduzir erros que poderiam ocorrer caso a máquina não seja configurada ou utilizada corretamente.
- Quão precisa é a programação? As prensas dobradeiras CNC (controladas por computador) precisam de uma programação extremamente precisa para realizar as dobras desejadas. Erros nas informações inseridas no computador podem causar grandes diferenças no produto final.
Que tipo de metal está sendo dobrado?
O tipo de metal a ser dobrado é especialmente importante para determinar a precisão necessária e a forma de alcançá-la:
- Resistência e Facilidade de Dobra: Metais extremamente resistentes, como o aço de alta resistência, podem rachar se não forem manuseados com cuidado. É necessário controlar a curvatura da dobra e a força aplicada com muita precisão nesses materiais.
- Quão elástico é: Metais mais macios, como o alumínio, tendem a retornar mais à sua forma original após serem dobrados. Isso precisa ser levado em consideração ao dobrar o metal para obter o ângulo correto.
- Diferenças no metal: Mesmo dentro do mesmo tipo de metal, podem existir pequenas diferenças entre uma chapa e outra. Isso pode afetar a precisão da dobra, por isso é importante configurar a máquina para cada lote, garantindo a consistência dos resultados.
Qual a espessura do metal?
A espessura do metal também desempenha um papel fundamental na precisão do Pressione o freio Pode ser. Mesmo pequenas diferenças de espessura, como 0,1 mm, podem alterar significativamente a elasticidade do metal e a curvatura final.
Metais mais espessos exigem mais força, o que pode fazer com que a prensa dobradeira sofra pequenas deformações, a menos que possua recursos para evitar isso, como ajustes automáticos ou sensores que forneçam feedback em tempo real. É importante medir a espessura do metal em vários pontos antes de dobrá-lo para prever e corrigir eventuais erros.
Utilizar "peças de teste" ou amostras de cada lote de metal permite que os operadores da máquina ajustem as configurações para obter o melhor desempenho, com base no comportamento do metal. Isso garante a consistência em todas as peças produzidas.
Quão duro e resistente é o metal?
A dureza e a resistência do metal também afetam bastante a precisão com que ele pode ser dobrado.
Metais mais duros não se dobram facilmente, por isso é necessário aplicar mais força para dobrá-los. Isso pode sobrecarregar a prensa dobradeira se ela não for suficientemente robusta ou não tiver recebido a manutenção adequada.
Se a dureza do metal variar entre lotes, isso pode causar inconsistências nos ângulos de dobra. Para solucionar esse problema, as empresas costumam usar testes como Rockwell ou Brinell para medir a dureza e, em seguida, ajustar a máquina para obter as dobras corretas.
Além disso, se o metal tiver estruturas internas diferentes, pode ser necessário fazer ajustes especiais ou até mesmo aquecê-lo antes de dobrá-lo para diminuir a probabilidade de quebra e tornar a dobra mais uniforme.
O Efeito Springbuck
O efeito elástico ocorre quando o metal tenta retornar à sua forma original após ser dobrado. A intensidade desse retorno depende do tipo de metal e de fatores como sua resistência, espessura e a curvatura da dobra.
É especialmente importante controlar o retorno elástico para dobrar com precisão. Uma maneira de fazer isso é dobrar o metal um pouco além do necessário para que, ao retornar à forma original, ele termine no ângulo correto.
Algumas das melhores prensas dobradeiras possuem sensores especiais que medem o quanto o metal retorna à sua forma original durante a dobra. A máquina pode então se ajustar automaticamente para garantir que o ângulo final esteja correto, evitando correções posteriores.
A direção da fibra do metal
Se você dobrar o metal na mesma direção de sua fibra (como as linhas que você pode ver na madeira), é mais provável que ele rache ou apresente ângulos irregulares. Isso é especialmente verdadeiro para metais extraordinariamente resistentes, onde a fibra pode tornar o retorno elástico ainda mais imprevisível.
Se precisar fazer curvas acentuadas ou pequenas dobras, geralmente é melhor dobrar o metal transversalmente às fibras. Isso ajuda a evitar problemas como a quebra do metal.
Para manter a consistência e garantir que as dobras fiquem perfeitas, muitas oficinas metalúrgicas marcam em cada chapa a direção em que o metal foi laminado.
Isso ajuda os operadores da máquina a posicionar a chapa metálica corretamente, de modo que as dobras importantes sejam feitas transversalmente às fibras, sempre que possível.
Se houver pequenas arestas que precisam ser dobradas na mesma direção da fibra da madeira, os operadores devem ter muito cuidado para evitar que o metal rache ou que o ângulo mude inesperadamente.
Além disso, ao planejar como cortar as peças da chapa metálica, uma boa ideia é organizá-las de forma que as dobras mais importantes sejam feitas transversalmente às fibras da madeira.
Revestimentos na superfície do metal
Se o metal tiver um revestimento, como tinta, primer ou algo semelhante, dobrá-lo torna-se um pouco mais complicado. Esses revestimentos podem alterar a aderência do metal às ferramentas, o que afeta a forma como o metal se move durante a dobra.
Se o revestimento for muito espesso ou houver sujeira no metal, isso pode causar pressão extra em certos pontos e deixar marcas. Isso pode alterar o ângulo final da dobra.
É especialmente importante preparar adequadamente a superfície metálica. Os operadores da máquina geralmente precisam limpar bem o metal e podem até remover o revestimento na área da dobra para torná-la menos escorregadia e evitar danos às ferramentas ou ao revestimento.
Tensões residuais no metal
Às vezes, o metal apresenta tensões residuais do processo de fabricação. Essas tensões podem fazer com que o metal se deforme ou retorne à sua forma original de maneira inesperada, o que pode comprometer a precisão da dobra.
Para metais que provavelmente apresentarão esses problemas, especialmente peças espessas, as empresas que fabricam o metal podem usar métodos como recozimento (aquecimento e resfriamento lentos do metal) para eliminar as tensões antes de dobrá-lo em uma prensa dobradeira.
Ao trabalhar com o metal, as pessoas que operam a máquina podem notar que peças grandes ou espessas, especialmente aquelas cortadas perto de onde o metal foi soldado, comportam-se de maneira diferente devido a essas tensões residuais.
Para lidar com isso, eles podem tentar dobrar primeiro uma peça de teste ou dobrar o metal mais de uma vez para distribuir a tensão de maneira mais uniforme. No entanto, isso pode levar mais tempo.
Quão plano e reto é o metal?
Se a chapa metálica for ligeiramente curvada ou ondulada, pode ficar bastante deformada quando submetida a força. Isso é especialmente verdadeiro para peças grandes, onde até mesmo pequenas irregularidades podem causar grandes deformações ao longo da dobra.
Para evitar esses problemas, é importante verificar se a chapa metálica está plana e corrigir quaisquer curvas ou ondulações antes de colocá-la na prensa dobradeira.
Eles podem usar máquinas para achatar o metal ou verificar cada peça manualmente para garantir que esteja plana contra as ferramentas. Isso é especialmente importante para obter dobras consistentes.
Se a chapa metálica não estiver assentada plana na parte inferior da ferramenta, mesmo pequenas diferenças no seu alinhamento podem causar grandes erros no ângulo ou tamanho da dobra, especialmente em dobras longas.
Qual a precisão dos moldes?
Mesmo pequenas imperfeições, como minúsculos pedaços quebrados ou bordas arredondadas na matriz, podem fazer com que o ângulo de dobra fique visivelmente errado.
É especialmente importante usar matrizes de excelente qualidade, retificadas com muita precisão. Isso ajuda a manter a abertura em forma de V ou a curvatura da matriz constante, o que é necessário para evitar alterações inesperadas durante a dobra.
As ferramentas também durarão mais se você escolher matrizes feitas de aço mais resistente ou com um revestimento especial, como nitretação. Essas têm menor probabilidade de se desgastarem.
Verificar regularmente as matrizes para garantir que estejam configuradas corretamente, incluindo a medição das aberturas com ferramentas especiais, assegura que correspondam ao projeto planejado.
Você também precisa prestar atenção às superfícies das matrizes. Quaisquer danos ou irregularidades podem fazer com que as dobras sejam diferentes ao longo da peça de metal.
Para trabalhos que exigem dobras muito precisas, é uma boa ideia manter um conjunto de matrizes "mestre" em perfeitas condições e usar matrizes mais antigas para trabalhos menos importantes. Isso ajuda a controlar o desgaste das ferramentas, sem comprometer a qualidade do trabalho.
Quão bem os dies estão alinhados?
Mesmo que as matrizes estejam ligeiramente desalinhadas, por uma fração de milímetro, isso pode tornar a dobra irregular ao longo do comprimento da prensa dobradeira.
Ferramentas como lasers ou indicadores de mostrador são frequentemente usadas para verificar se a parte superior da ferramenta (punção) e a parte inferior (matriz) estão perfeitamente paralelas.
Para matrizes maiores ou mais compridas, é especialmente importante medir o espaço entre elas em diferentes pontos ao longo de seu comprimento para garantir que estejam paralelas.
Isso auxilia na configuração do sistema de compensação de curvatura, que é uma forma de compensar o fato de a prensa dobradeira poder se curvar ligeiramente no meio durante o funcionamento.
Também é importante garantir que todos os sistemas de troca rápida de ferramentas estejam bem travados. Se não estiverem totalmente encaixados, o punção ou a matriz podem inclinar, causando dobras irregulares.
Em prensas dobradeiras operadas manualmente, os operadores podem precisar verificar o alinhamento com mais frequência, especialmente após alterarem a configuração ou quando utilizarem diferentes partes da matriz para trabalhos distintos.
As ferramentas apresentam sinais de desgaste?
Se as bordas dos punções e matrizes ficarem cegas ou lascadas, isso pode causar inconsistências no ângulo de dobra, o que é um grande problema quando se está dobrando muitas peças.
É especialmente importante verificar as bordas das ferramentas com frequência, pois uma ponta de punção desgastada pode dobrar o metal muito pouco ou deixar bordas ásperas na superfície, o que compromete a qualidade do produto final.
A afiação ou substituição regular dessas ferramentas garante que sua forma permaneça precisa, o que é fundamental para manter a curvatura correta.
Mesmo pequenas amassaduras na abertura da matriz podem causar diferenças sutis, porém perceptíveis, no ângulo ou tamanho da dobra. Medir a curvatura da ponta do punção após a produção de várias peças ajuda a determinar se é necessário afiá-la.
Qual o tamanho da abertura do dado em V?
Se a abertura na matriz em V for muito grande, geralmente é necessária menos força para dobrá-la, mas o metal pode voltar à forma original com mais facilidade. Por outro lado, se a abertura for muito pequena para a espessura do metal, pode ser preciso usar muita força, o que pode causar rachaduras no metal ou desgaste prematuro das ferramentas.
Para dobrar com precisão, recomenda-se usar uma abertura de matriz que seja cerca de oito vezes maior que a espessura do metal, mas você pode precisar alterar isso dependendo do tipo de metal ou das necessidades do projeto.
Se você alterar o tamanho da abertura da matriz em V sem também alterar a configuração da máquina de dobra, o ângulo de dobra pode mudar de maneiras inesperadas.
Utilizar matrizes com múltiplas aberturas em V ajustáveis pode ser uma forma eficaz de trabalhar com diferentes espessuras de metal, obtendo dobras consistentes.
As ferramentas são adequadas para o material?
Algumas ferramentas são feitas para durar mais tempo ao dobrar materiais ásperos, como aço inoxidável. Se você usar a ferramenta errada para o material, o metal pode grudar na ferramenta, ser arranhado ou até mesmo quebrar durante a dobra.
Garantir que a ferramenta seja suficientemente resistente para o metal e que tenha o tamanho adequado à espessura do metal é fundamental para prolongar a vida útil da ferramenta e obter dobras consistentes.
Ferramentas com revestimentos duros, como punções com pontas de nitreto ou carboneto, criam menos atrito e se desgastam mais lentamente, especialmente ao dobrar metais resistentes.
Por outro lado, metais mais macios como o alumínio podem deformar as ferramentas se elas não forem feitas de aço de boa qualidade ou se você usar muita força ao dobrá-las.
Quão bom é o material das ferramentas?

É especialmente importante usar aço de alta qualidade para as ferramentas, aço esse que tenha sido tratado termicamente ou revestido. Isso porque ele mantém o fio por mais tempo e distribui melhor a força de flexão. O uso de materiais baratos pode fazer com que as ferramentas se deformem rapidamente, além de comprometer a precisão dimensional das peças. Isso representa um grande problema na produção em larga escala, pois mesmo pequenos erros podem levar a um grande desperdício de material.
As empresas costumam realizar testes no metal usado para as ferramentas, como testes de dureza, para garantir que ele atenda aos padrões necessários.
Se o aço usado nas ferramentas não for de excelente qualidade, ele pode rachar ou quebrar sob muita pressão. Isso pode não apenas danificar a peça que está sendo fabricada, mas também ser perigoso para as pessoas que operam a máquina.
Qual é o formato da abertura no dado?
A profundidade e o formato da abertura em V ou U na ferramenta inferior (matriz) precisam ser exatamente adequados à espessura do metal e ao tipo de dobra que se deseja realizar. Uma abertura mais profunda pode ajudar a evitar rachaduras em metais mais espessos, enquanto uma abertura mais estreita é necessária para obter ângulos precisos em metais mais finos.
Existem também formatos especiais de matrizes, como as matrizes de pescoço de ganso ou as matrizes deslocadas, que são feitas para realizar dobras complexas. Estas precisam ser verificadas regularmente quanto a desgaste ou deformações. Se a abertura na matriz não for uniforme ao longo de seu comprimento devido ao desgaste irregular, isso pode causar alterações no ângulo de dobra.
Como as ferramentas se desgastam?
Se uma parte da matriz se desgastar mais do que as outras, geralmente porque você está sempre dobrando no mesmo ponto, é possível uniformizar o desgaste girando a matriz ou virando-a de tempos em tempos. Usar métodos específicos para analisar o desgaste e verificar as matrizes regularmente pode ajudar a identificar os pontos de desgaste precocemente, permitindo que você os corrija antes que causem problemas.
Se você costuma fabricar peças pequenas nas extremidades da máquina, a matriz pode se desgastar mais rapidamente nessas áreas. Usar várias peças de matriz mais curtas em vez de uma longa pode ajudar a distribuir a tensão e o desgaste de maneira mais uniforme, o que contribui para manter a dobra consistente.
Quão bem as ferramentas estão configuradas e fixadas?
Se as presilhas que seguram os punções ou matrizes estiverem soltas, as ferramentas podem se mover enquanto o metal está sendo dobrado. Isso pode comprometer seriamente a precisão da dobra.
O uso de grampos que podem ser liberados rapidamente e são muito precisos, ou de grampos hidráulicos robustos, pode ajudar a manter as ferramentas alinhadas corretamente durante todo o processo de dobra.
É importante verificar regularmente o aperto das braçadeiras e se estão alinhadas corretamente. Também é necessário garantir que as superfícies das ferramentas estejam limpas e sem óleo ou sujeira.
Antes de começar a fabricar muitas peças, um "teste de folga" pode garantir que a matriz ou o punção estejam firmemente fixados. Além disso, o uso de sistemas de fixação automáticos com sensores que verificam se a matriz está totalmente encaixada pode reduzir erros de configuração e tornar todo o processo mais preciso.
Qual é a curvatura da ponta da ferramenta?
A curvatura da ponta do punção é especialmente importante, pois determina a curvatura da dobra e o quanto o metal pode retornar à sua forma original.
O uso de punções com uma curvatura maior na ponta costuma ser vantajoso para dobrar metais espessos ou extremamente resistentes. Isso ajuda a distribuir a tensão por uma área maior, reduzindo a probabilidade de o metal enfraquecer ou quebrar.
Por outro lado, usar um punção com uma curvatura menor pode exercer mais tensão sobre o metal, o que pode causar rachaduras em metais mais frágeis. Garantir que a curvatura na ponta do punção seja a mesma para cada lote de peças é importante para obter dobras consistentes e confiáveis.
Muitas oficinas mantêm uma coleção de punções com diferentes curvaturas nas pontas para que possam trocá-las rapidamente e atender às diferentes necessidades de curvatura.
As ferramentas possuem sistema de coroamento?
Sistemas de coroamento São uma parte importante das prensas dobradeiras. Elas tornam as dobras mais precisas, compensando o fato de a máquina poder sofrer pequenas deformações durante o funcionamento. Esses sistemas podem ser mecânicos, como o uso de cunhas para ajuste, ou hidráulicos, que se ajustam automaticamente à força aplicada.
É especialmente importante configurar corretamente o sistema de curvatura. Isso garante que a pressão seja distribuída uniformemente ao longo da curva, o que é crucial para obter o mesmo ângulo de curvatura, principalmente em curvas longas com mais de dois metros.
Os sistemas de correção de curvatura em máquinas CNC (controladas por computador) ajustam-se automaticamente quando a força é aplicada. Já nos sistemas manuais, o operador da máquina precisa testar a curvatura de algumas peças e, em seguida, ajustar a máquina para obter a precisão desejada.
Qual é o estado da superfície da matriz?
Arranhões, ferrugem ou sujeira nas superfícies da matriz podem contaminar o metal. Isso pode alterar a viscosidade do metal e deixar marcas indesejadas na peça que está sendo fabricada.
Para garantir que tudo funcione sem problemas e que haja o mínimo de marcas possível, é importante manter as superfícies das matrizes polidas ou revestidas. A limpeza regular e a adoção de medidas para prevenir a ferrugem são especialmente importantes, principalmente em locais úmidos, onde a ferrugem pode danificar as matrizes rapidamente.
Cuidar regularmente das matrizes, como limpá-las com os produtos de limpeza ou lubrificantes adequados, é especialmente importante para evitar arranhões que podem fazer com que pequenos pedaços de metal fiquem presos e danifiquem a chapa metálica.
Além disso, o uso de películas ou inserções protetoras nas matrizes pode ajudar bastante a reduzir arranhões na superfície do metal. Isso é especialmente importante ao trabalhar com metais que possuem acabamento brilhante, como alumínio polido ou aço inoxidável.
Quão resistente é a estrutura da máquina?
Uma estrutura robusta garante que a força aplicada na dobra não deforme a máquina. Isso é especialmente importante para evitar erros no ângulo de dobra. Mesmo uma pequena inclinação na estrutura, como 0,1 grau, pode causar grandes diferenças na distribuição uniforme da força, resultando em uma precisão de dobra de até ±0,5 grau.
Para evitar esses problemas, as prensas dobradeiras geralmente possuem estruturas robustas de aço, incluindo vigas bem projetadas que ajudam a impedir que a máquina se dobre excessivamente quando a força é aplicada.
A planicidade da mesa da prensa dobradeira ao longo de seu comprimento afeta diretamente a retidão da peça produzida. Uma diferença de apenas 0,06 mm na mesa pode causar um erro de 0,17 graus em uma dobra de 90 graus.
Quão bem funciona o sistema hidráulico?

Quão bem o sistema hidráulico O funcionamento é especialmente importante para garantir que o pistão se mova de forma consistente, o que resulta em curvaturas uniformes. A pressão do fluido precisa permanecer constante para evitar bolhas de ar ou vazamentos, que podem causar a aplicação desigual da força.
A manutenção regular do sistema, incluindo a troca do óleo hidráulico e a verificação das vedações, bombas e cilindros, é especialmente importante para manter a precisão do sistema.
Problemas como falta de óleo ou óleo sujo podem fazer com que o pistão se mova de forma irregular, o que afeta a consistência dos ângulos em diferentes curvas. Válvulas e bombas desgastadas podem fazer com que o pistão responda mais lentamente ou de forma inconsistente, por isso é importante calibrar o sistema anualmente.
Prestar atenção a ruídos estranhos ou sentir vibrações incomuns no sistema hidráulico é uma maneira eficaz de encontrar e corrigir problemas antes que eles comprometam significativamente a precisão da dobra.
Qual a precisão do batente traseiro?
Se o batente traseiro Se não estiver alinhado corretamente ou estiver solto, pode deslocar o ponto de dobra e alterar o ângulo desejado.
Os modernos batentes traseiros controlados por computador (CNC) e equipados com guias lineares conseguem posicionar o metal com extrema precisão, dentro de uma fração de polegada. Isso garante o alinhamento correto do metal antes da dobra.
Ajustar corretamente o batente traseiro regularmente, verificando seu alinhamento em várias posições (totalmente para trás, no meio e totalmente para a frente), é fundamental para garantir seu funcionamento consistente. Além disso, as peças que seguram a chapa metálica (dedos do batente) precisam estar em boas condições. Se estiverem desgastadas ou danificadas, podem inclinar a chapa, causando erros na dobra.
Ok, aqui está a versão reescrita dessa seção, focando apenas no conteúdo que você forneceu:
O carneiro se dobra?
Quando a prensa dobradeira está sob muita pressão, a viga superior (pistão) pode se curvar um pouco. Isso pode fazer com que o ângulo de dobra seja diferente no meio em comparação com as bordas da peça de metal.
Para corrigir isso, as máquinas utilizam recursos como sistemas de compensação de curvatura, estruturas reforçadas e ajustes nos motores para reduzir a deformação do pistão. Isso ajuda a manter a força da dobra uniforme em toda a peça de metal.
Se você estiver dobrando principalmente em um lado da máquina (e não no centro), o pistão pode entortar ainda mais. Geralmente, é melhor não dobrar fora do centro, a menos que a prensa dobradeira seja projetada para isso.
Algumas das prensas dobradeiras mais modernas conseguem monitorar em tempo real o grau de curvatura do pistão. Elas podem então ajustar automaticamente o sistema hidráulico ou os motores para compensar qualquer curvatura detectada.
A máquina se desgasta e precisa ser configurada novamente?
Com o passar do tempo, as peças móveis e os trilhos-guia da máquina podem sofrer desgaste. Isso significa que é necessário reconfigurar a prensa dobradeira (calibrá-la) para garantir sua precisão. Verificar a calibração com frequência, como uma vez por mês ou a cada três meses, é fundamental para manter a máquina funcionando com a precisão desejada. Caso contrário, o ângulo de dobra pode se alterar gradualmente, resultando em dobras inconsistentes e, consequentemente, em mais peças desperdiçadas e custos mais elevados.
Uma prensa dobradeira configurada corretamente garante a fabricação precisa das peças, o que significa menos desperdício e menos peças que precisam de reparos. Etapas importantes para a calibração incluem verificar se o pistão está em ângulo reto com a estrutura e se o batente traseiro está alinhado corretamente.
Seguir as normas estabelecidas pelo país ou pela indústria quanto à margem de erro permitida na máquina é fundamental para manter a precisão da sua forma e funcionamento.
Quão precisa é a posição do carneiro?
As melhores prensas dobradeiras possuem ferramentas de medição de alta precisão que permitem determinar com exatidão a posição da viga superior (pistão). Normalmente, elas conseguem repetir a mesma posição com uma precisão de ±0,01 mm ou até melhor.
Esse controle preciso é especialmente importante para garantir que o ângulo de curvatura seja sempre o mesmo, independentemente do que você esteja dobrando.
No entanto, se poeira ou sujeira se acumularem nessas ferramentas de medição, podem causar leituras incorretas e tornar a dobra imprecisa. É importante limpar essas peças regularmente para mantê-las funcionando bem. Além disso, dobrar uma peça de teste no início de cada dia de trabalho pode ajudar a garantir que a posição do pistão corresponda à indicada pelo programa de computador.
Para aumentar ainda mais a precisão, alguns sistemas possuem ferramentas automáticas que medem o ângulo de curvatura real e o comparam com as leituras dos sensores da máquina. Isso ajuda a identificar quaisquer problemas com a precisão dos sensores.
A máquina compensa a flexão?
As prensas dobradeiras modernas possuem sistemas automáticos que compensam a deformação da máquina. Esses sistemas ajustam a profundidade de descida do pistão ou alteram o ângulo das ferramentas durante a dobra, com base nas informações dos sensores ou em configurações previamente definidas.
Esses sistemas são úteis quando você está fabricando peças com comprimentos ou espessuras diferentes no mesmo trabalho. Eles alteram as configurações da máquina para compensar qualquer curvatura que possa ocorrer.
Esses sistemas geralmente memorizam as melhores configurações para tarefas que você realiza com frequência, o que agiliza a configuração da máquina na próxima vez. No entanto, se os sensores que informam ao sistema o que fazer apresentarem defeito ou forem danificados, o sistema poderá causar erros em vez de evitá-los.
A pressão hidráulica permanece estável?

É especialmente importante que a pressão hidráulica permaneça constante para que a curvatura ocorra na velocidade e com a força corretas. Manter o fluido na temperatura adequada, limpá-lo regularmente e cuidar da bomba pode ajudar a evitar grandes variações de pressão. Mesmo pequenas alterações na pressão podem causar um desvio de ±0,2 a 0,3 graus no ângulo de curvatura, o que pode comprometer a precisão da dobra.
Quando a temperatura na oficina varia com as estações do ano, a viscosidade do fluido hidráulico pode mudar. Isso pode afetar ligeiramente a força necessária para a dobra.
Observar os manômetros enquanto a máquina está funcionando permite verificar se há quedas ou aumentos repentinos de pressão, o que poderia causar inconsistências nos ângulos de curvatura.
Além disso, manter o fluido hidráulico no nível correto no tanque é importante para evitar que a pressão se torne instável, o que poderia afetar muitas curvas.
As partes móveis são paralelas?
É especialmente importante que as partes móveis, como os cilindros laterais em máquinas hidráulicas ou os servomotores em máquinas elétricas, permaneçam paralelas entre si. Isso garante que a viga superior (pistão) permaneça nivelada durante toda a curvatura.
Se essas partes estiverem minimamente desalinhadas, um lado da peça de metal pode dobrar mais do que o outro, fazendo com que os ângulos fiquem incorretos.
Verificar regularmente se essas peças estão paralelas, utilizando displays digitais ou ferramentas de medição mecânicas, é especialmente importante para configurar a máquina corretamente e manter a precisão da dobra.
Algumas prensas dobradeiras possuem sensores especiais que monitoram a posição de cada cilindro individualmente. Isso permite que o sistema computadorizado da máquina corrija qualquer irregularidade detectada.
Com o tempo, as peças que conectam as partes móveis podem se desgastar e precisam de manutenção para que continuem funcionando corretamente. Isso é especialmente importante ao dobrar peças longas de metal, pois mesmo pequenas diferenças podem se transformar em problemas muito maiores.
O comprimento do curso está configurado corretamente?
É especialmente importante definir corretamente a distância percorrida pelo pistão (comprimento do curso) para evitar dobrar o metal em excesso ou de menos. As prensas dobradeiras CNC (controladas por computador) podem salvar e gerenciar os comprimentos de curso corretos para diversos tipos de metal e ângulos de dobra, o que ajuda a reduzir erros.
Ao configurar a máquina, o comprimento do curso é verificado medindo-se a distância entre a ponta do punção e a superfície da matriz para garantir sua precisão.
Se o comprimento do curso não estiver ajustado corretamente, o metal pode ficar preso na parte inferior da matriz, o que pode alterar os ângulos de dobra e até danificar as ferramentas.
Algumas prensas dobradeiras possuem um "modo de teste" ou permitem mover o pistão lentamente para que você possa ajustar o comprimento do curso com muita precisão antes de começar a produzir muitas peças. Isso garante que as configurações estejam corretas para o metal e a matriz que você está usando.
A máquina tem o tamanho e a potência adequados?
Máquinas maiores conseguem lidar com chapas de metal mais largas, mas podem sofrer mais deformações se não forem robustas. É fundamental utilizar uma máquina com o tamanho adequado para a peça e a espessura do metal, evitando sobrecarregá-la. Sobrecarregar a máquina pode causar deformações permanentes em sua estrutura e comprometer a precisão da dobra.
Em máquinas com mesas excepcionalmente longas, é necessário verificar frequentemente se elas permanecem niveladas e não estão curvando no meio. Além disso, tentar dobrar metal nas extremidades de uma prensa grande pode resultar em ângulos irregulares se a máquina não for projetada para lidar com dobras laterais.
Como a máquina se move?
Se a máquina for configurada para funcionar em velocidade extremamente alta, poderá cometer erros devido à força do movimento, especialmente se não possuir mecanismos eficazes para desacelerar suavemente ou controlar o movimento em tempo real. Para solucionar esse problema, a velocidade precisa aumentar e diminuir de forma gradual, e os motores ou o sistema hidráulico precisam ser bem ajustados para manter a estabilidade durante a curvatura.
As tecnologias mais recentes praticamente eliminaram o problema de ter que escolher entre velocidade e precisão. As máquinas modernas conseguem trabalhar incrivelmente rápido sem perder a capacidade de fazer curvas muito precisas.
No entanto, é especialmente importante que as pessoas que operam a máquina garantam que os movimentos rápidos não façam com que o metal deslize ou que o batente traseiro vibre, o que poderia tornar as dobras menos precisas.
prensas dobradeiras As máquinas projetadas para dobrar muitas peças rapidamente geralmente possuem controles de motor especiais que são particularmente eficazes em garantir que o pistão não se desloque excessivamente no início e no final de cada movimento de dobra. Isso torna todo o processo mais eficiente e preciso.
Ok, aqui está a versão reescrita dessa seção, focando apenas no conteúdo que você forneceu:
Qual o nível de habilidade e experiência do operador?
Os operadores que são bons no que fazem conhecem bem o comportamento de diferentes metais, o funcionamento das máquinas e as pequenas diferenças entre os diversos métodos de curvatura, como a curvatura a ar, a curvatura por fundo e a cunhagem.
Graças à sua habilidade, eles conseguem identificar e corrigir rapidamente quaisquer erros que ocorram durante a dobra. Podem ajustar parâmetros como o curso do pistão ou a posição do batente traseiro com a máquina em funcionamento, evitando erros e minimizando o desperdício de metal.
Operadores com pouca experiência podem não perceber pequenos problemas no alinhamento da máquina ou não saber quando fazer ajustes. Isso pode levar à produção de muitas peças defeituosas, especialmente em grandes volumes. Ter funcionários experientes ensinando aos novatos os passos importantes para configurar a máquina — como verificar se o punção e a matriz estão alinhados e observar os testes de dobra — pode ajudá-los a aprender mais rapidamente.
Além disso, manter cadernos ou registros em computador de fácil acesso sobre como configurar a máquina para dobras bem-sucedidas pode ajudar operadores menos experientes a realizar dobras precisas com mais facilidade. Isso melhora diretamente a precisão do processo de dobra.
Quão consistentes são as ações do operador?
Se o operador da máquina carregar ou posicionar a chapa metálica de maneira diferente a cada vez, isso pode alterar o local ou o ângulo da dobra, afetando a qualidade do produto final. Ter procedimentos padronizados, como sempre usar o mesmo ponto de partida para carregar o metal, é fundamental para minimizar essas variações.
Ao fabricar peças que necessitam de mais de uma dobra, é especialmente importante realizar as dobras sempre na mesma ordem e utilizar blocos que parem o metal no local correto para garantir a precisão.
Utilizar máquinas ou robôs para gerenciar as peças pode melhorar a consistência, pois elimina as diferenças na maneira como pessoas diferentes podem realizar as tarefas.
Esses sistemas robóticos precisam ser configurados com muita precisão para garantir que o robô agarre e mova as peças exatamente como a prensa dobradeira precisa. Isso torna o processo de dobra mais consistente e reduz a probabilidade de erros em cada dobra.
Os ajustes nos dados do sistema estão corretos?
A precisão da prensa dobradeira também depende muito da inserção das informações corretas no programa de computador.
Os operadores da máquina precisam verificar cuidadosamente cada configuração — como o ângulo, a quantidade extra de dobra para compensar o retorno elástico e quais ferramentas usar — em relação às necessidades do trabalho. Eles também precisam fazer ajustes se o metal for mais espesso ou mais duro que o normal.
Erros na inserção de dados são um motivo comum para que partes do processo precisem ser refeitas, o que pode realmente atrasar a eficiência do trabalho.
Verificar e limpar regularmente os dados do sistema informático, incluindo a eliminação de ficheiros de trabalhos antigos, é especialmente importante para evitar confusões e erros na configuração de novos trabalhos.
Muitos sistemas computadorizados para máquinas CNC agora possuem simuladores que permitem aos operadores avaliar e ajustar o resultado da dobra e verificar possíveis falhas antes de executar o programa na máquina.
Como o material é gerenciado e posicionado?
Se você levantar a chapa metálica de forma irregular ou deixá-la deslizar pelas bordas da matriz, isso pode alterar significativamente o local onde a dobra deveria ocorrer. O uso de suportes, batentes laterais ou grampos especiais pode reduzir a probabilidade de erros causados pelo manuseio manual do metal.
Ao trabalhar com peças excessivamente grandes, pode ser necessário o auxílio de várias pessoas ou o uso de máquinas para levantá-las e garantir o alinhamento perfeito.
Além disso, o uso de braços que sustentam o metal por trás ou o uso de elevadores pneumáticos ou hidráulicos pode facilitar o trabalho dos operadores e ajudá-los a alinhar as peças de forma mais consistente e precisa.
É especialmente importante, principalmente ao dobrar chapas grandes, garantir que elas não girem nem um pouco enquanto você as manuseia, pois isso pode causar grandes erros no resultado final da dobra. Quando mais de uma pessoa está ajudando, ter uma pessoa responsável por coordenar as ações de todos pode evitar desalinhamentos acidentais e garantir que cada dobra seja feita com muita precisão.
O erro humano é um fator?
Os operadores de prensas dobradeiras podem cometer erros de diversas maneiras, como selecionar o punção ou a matriz errada, esquecer de configurar a máquina após a troca de uma ferramenta ou não ler as instruções de trabalho corretamente. O uso de listas de verificação e procedimentos operacionais padrão claros pode ajudar a reduzir esses riscos, fornecendo aos operadores um conjunto de etapas a seguir.
Se a sequência de dobras for complexa, também pode facilmente levar a erros, especialmente se os operadores pularem etapas ou as executarem na ordem errada. Isso pode resultar em peças que precisam ser descartadas.
Para simplificar e ajudar as pessoas a se concentrarem em oficinas movimentadas, usar imagens das peças e códigos de cores para as ferramentas pode ser extremamente útil.
Além disso, realizar sessões de treinamento regulares para relembrar as pessoas das maneiras corretas de fazer as coisas ajuda a garantir que elas não se esqueçam de etapas importantes e fiquem atentas a pequenos erros que podem se acumular ao longo do tempo e afetar a precisão da dobra.
Qual é a rapidez de reação aos erros?
Se você perceber que o ângulo de dobra está incorreto durante a produção de várias peças, é importante agir rapidamente para evitar a fabricação de mais peças defeituosas.
As máquinas CNC mais modernas, capazes de medir o ângulo durante a dobra, podem parar automaticamente se o ângulo estiver muito fora do padrão. Isso permite que o operador intervenha rapidamente.
Conversar abertamente com seus colegas de trabalho, como as pessoas que verificam a qualidade das peças, pode ajudá-lo a descobrir mais rapidamente o que está causando o erro.
Ter regras que permitam aos operadores parar a máquina imediatamente se detectarem um problema permite que o corrijam antes que cause um grande desperdício de material.
Ok, aqui está a versão reescrita dessa seção, focando apenas no conteúdo que você forneceu:
Quão consistentes são as ações do operador?
Fazer a mesma coisa repetidamente pode cansar os operadores ou torná-los menos cuidadosos, levando-os a não prestarem tanta atenção a detalhes vitais. Alternar tarefas de tempos em tempos ou usar máquinas como auxílio, como alimentadores automáticos de peças ou braços robóticos, pode ajudar a manter as pessoas focadas e reduzir erros humanos.
Fazer com que os operadores verifiquem regularmente os ângulos e as dimensões das curvas durante o dia ou o seu turno ajuda a garantir que cada curva esteja correta.
Existe boa documentação sobre as configurações?
Anotar as configurações que funcionaram bem para uma dobra, como a profundidade de descida do pistão, o tamanho da abertura da matriz e quaisquer alterações feitas no ângulo, não só fornece um registro para trabalhos futuros, como também evita que você precise adivinhar, o que reduz bastante a probabilidade de erros.
As máquinas CNC mais modernas aprimoram ainda mais esse processo, salvando essas configurações no computador, o que torna o funcionamento mais suave e garante que as dobras sejam sempre iguais.
Além disso, manter um bom registro de como a máquina está configurada corretamente — como o alinhamento do batente traseiro, o deslocamento do pistão e as configurações de compensação de curvatura — é especialmente importante para verificar o desempenho da máquina. Algumas oficinas até mantêm uma “biblioteca de trabalhos” com fotos ou desenhos que mostram como carregar o metal, quais guias laterais usar e quais foram os ângulos de dobra finais.
Quanto mais completa e fácil de encontrar for essa informação, mais rápido e com mais precisão os operadores poderão repetir as mesmas dobras ou identificar problemas em etapas específicas de dobra, o que melhora o funcionamento de todo o processo.
As mudanças de temperatura afetam a precisão?
As variações de temperatura podem alterar ligeiramente o tamanho da máquina e o comportamento do metal, principalmente a sua elasticidade. Para evitar que isso aconteça, é importante manter a temperatura ambiente constante ou ajustar as configurações de dobra quando a temperatura mudar, de forma que os ângulos de dobra permaneçam os mesmos.
Na prática, algumas oficinas monitoram as variações de temperatura diárias para verificar se elas afetam os ângulos de dobra, principalmente em temperaturas extremamente altas ou baixas. Além disso, aquecer o fluido hidráulico do sistema quando ele está frio pode ajudar a manter seu funcionamento consistente, tornando a dobra mais confiável. Prestar atenção a esses detalhes aparentemente insignificantes ajuda a minimizar o impacto da temperatura na dobra de metais.
A umidade e a ferrugem causam problemas?
Se o ar na oficina estiver úmido, pode causar ferrugem nas chapas metálicas e nas ferramentas. Essa ferrugem pode gerar mais atrito durante a dobra, o que pode alterar os ângulos de dobra. Para evitar isso, uma boa ideia é manter as matrizes e o metal em um local com umidade controlada. Isso ajuda a manter as superfícies uniformes, o que é especialmente importante para dobras precisas.
Realizar procedimentos regulares para prevenir a ferrugem, como limpar as ferramentas e aplicar proteção anticorrosiva, não só prolonga a vida útil do equipamento, como também ajuda a manter as ferramentas no tamanho correto para dobras precisas. Manter a mesa da prensa dobradeira livre de ferrugem é especialmente importante, pois ela afeta a posição da chapa metálica durante a dobra, e até mesmo pequenas inclinações ou deslizamentos podem alterar o produto final.
As vibrações no ambiente de trabalho são importantes?
Se houver vibrações na oficina, geralmente provenientes de outras máquinas pesadas próximas, como prensas de estampagem, isso pode afetar o alinhamento da prensa dobradeira ou sua estabilidade.
Com o tempo, essas vibrações podem soltar os parafusos ou deslocar as ferramentas de medição, o que pode gradualmente diminuir a precisão da máquina. Verificar regularmente se todos os parafusos e porcas estão apertados e se a máquina está estável é fundamental.
Colocar calços ou suportes especiais sob a prensa dobradeira pode ajudar a reduzir essas vibrações. Além disso, é importante verificar regularmente se o batente traseiro ainda está alinhado corretamente para garantir que as vibrações não o tenham deslocado.
Se houver fontes fortes de vibração nas proximidades que não possam ser removidas, tentar realizar as tarefas de dobra mais importantes quando essas outras máquinas não estiverem funcionando tanto pode ajudar a reduzir o efeito das vibrações e manter a precisão da dobra.
As condições de iluminação são boas?
Se a iluminação for ruim, pode ser difícil ler as ferramentas de medição e ver pequenos problemas na superfície do metal. Para resolver isso, instalar luzes brilhantes que se espalhem uniformemente sobre a prensa dobradeira ajuda os operadores a ver pequenas dobras ou imperfeições no metal antes de dobrá-lo.
Esse tipo de iluminação ajuda a evitar erros causados por sombras ou pontos de luz que podem dificultar a visualização das linhas importantes em instrumentos de medição.
Uma boa iluminação não só ajuda a posicionar a chapa metálica no lugar certo, como também é especialmente importante para verificar se a peça está alinhada corretamente, principalmente ao usar prensas dobradeiras manuais que não possuem a precisão de um computador.
As configurações do ângulo de curvatura estão corretas?
Se os ângulos de dobra forem programados incorretamente ou se você se esquecer de considerar o quanto o metal irá retornar à sua forma original, as peças podem ficar fora da margem de erro permitida.
As prensas dobradeiras CNC mais modernas permitem que os operadores façam ajustes extremamente precisos na profundidade de descida do pistão, possibilitando o ajuste dos ângulos de dobra durante o processo. O ajuste correto da profundidade é especialmente importante, principalmente na dobra a ar, onde o espaço entre o punção e a matriz influencia significativamente o ângulo final.
Dobrar uma peça de teste com cada novo grupo de metal para verificar o quanto ela retorna à forma original é uma maneira eficaz de reduzir o desperdício. Os operadores devem fazer ajustes considerando as diferenças usuais no metal e no funcionamento da máquina, regulando cuidadosamente o curso do pistão para obter dobras precisas.
A sequência de curvas foi bem planejada?
Se uma peça tem um formato complexo, muitas vezes é necessário dobrá-la em uma ordem específica para evitar atingir outras partes do metal e garantir que o formato final esteja correto.
Se você dobrar na ordem errada, as dobras anteriores podem interferir nas posteriores, alterando os ângulos desejados e deformando a peça. Usar um software que mostre como a dobra ocorrerá pode ajudar no planejamento e na visualização da melhor ordem para dobrar peças complexas, garantindo que cada dobra mantenha a peça inteira no formato correto.
Embora algumas máquinas CNC possam sugerir a melhor ordem de dobra, ainda é importante que o operador a verifique.
Fazer testes com papelão ou chapas finas de metal é extremamente útil para garantir que a ordem de dobra planejada funcione antes de começar a fabricar as peças reais.
Quão complexa é a forma da peça?
Peças com formatos complexos ou muitas arestas salientes podem causar problemas que grampos comuns ou batentes traseiros podem não conseguir controlar adequadamente, o que pode levar à deformação da peça.
O uso de suportes especiais ou ferramentas de medição personalizadas pode tornar a dobra de formas complexas mais precisa. Por exemplo, dobrar bordas altas pode exigir ferramentas com mais espaço ou formatos especiais para evitar atingir outras peças.
Além disso, peças com bordas finas podem ser dobradas com mais precisão se o batente traseiro tiver dedos especiais que podem ser ajustados em altura para garantir que a peça esteja na posição correta. Para itens como suportes ou caixas complexas, fazer algumas dobras parcialmente ou dobrá-las um pouco antes da dobra final pode ajudar a manter os ângulos precisos durante todo o processo.
A curvatura excessiva ou insuficiente está sendo usada corretamente?
Para garantir a precisão da prensa dobradeira, os operadores podem dobrar o metal um pouco além do necessário de propósito, para compensar o retorno elástico, e depois ajustar as configurações para as próximas peças.
Dobrar o metal apenas 1 ou 2 graus a mais do que o necessário pode ajudar com metais muito elásticos ou duros, tornando a dobra mais precisa. Da mesma forma, dobrar um pouco menos do que o necessário e depois dobrar mais lentamente até o ângulo final pode ajudar a evitar o desperdício de metal, mas pode levar mais tempo.
As máquinas CNC mais modernas facilitam esse processo, pois armazenam tabelas que indicam a correção angular necessária para diferentes tipos de metal. No entanto, é preciso ter cuidado para não dobrar demais, pois isso pode tensionar ou rachar o metal. Portanto, é necessário controlar o processo com precisão e realizar medições durante os ajustes.
As configurações de tonelagem estão corretas?
Se você não usar força suficiente, o metal pode não dobrar completamente ou pode dobrar de forma irregular. Se usar força em excesso, pode danificar as ferramentas ou a peça que está fabricando.
Os operadores devem usar calculadoras automáticas ou consultar as tabelas integradas da máquina para determinar a força correta para o tipo de metal que estão utilizando. Isso ajuda a garantir a precisão da dobra. Também é importante verificar a força exibida na tela da máquina com cálculos manuais, como o uso de tabelas padrão que indicam a força necessária para a dobra.
Principalmente quando se utiliza toda a força que a máquina suporta, compreender os mínimos detalhes da configuração da força pode ajudar a evitar problemas como a máquina se curvar em excesso ou a pressão mudar inesperadamente, o que pode comprometer a qualidade da dobra.
As peças foram reposicionadas corretamente?
Se você não alinhar a peça corretamente ao virá-la ou girá-la, isso pode alterar significativamente os pontos de partida para a próxima dobra, e esses pequenos erros podem se acumular e afetar o tamanho final da peça.
Para minimizar a probabilidade desses erros, você pode marcar a peça para alinhá-la sempre da mesma maneira ou usar batentes especiais que a mantenham na posição correta. Para peças complexas ou grandes, marcar as linhas de dobra ou usar bordas de cores diferentes pode ajudar os operadores a se orientarem quanto ao sentido correto da dobra.
Além disso, o uso de ferramentas que apoiam a peça lateralmente pode mantê-la estável durante a movimentação e evitar que ela incline. Em situações que exigem extrema precisão, medir rapidamente a peça após movê-la pode confirmar o alinhamento correto, permitindo corrigir quaisquer problemas antes de realizar novas dobras.
Ok, aqui está a versão reescrita dessa seção, focando apenas no conteúdo que você forneceu:
O material desliza durante a dobra?
Se o metal deslizar durante a dobra, isso prejudica bastante a precisão da prensa dobradeira, especialmente com peças grandes ou pesadas.
Se as superfícies forem muito brilhantes ou oleosas, o metal tem maior probabilidade de escorregar, o que causa dobras incorretas. Usar superfícies que não sejam escorregadias ou colocar grampos na guia traseira pode ajudar bastante a manter o metal no lugar.
Para metais como o alumínio brilhante, que tendem a se mover com facilidade, você precisa de sistemas de fixação com roletes ou garras especiais. Mas é preciso instalá-los com cuidado para que não amassem o metal.
Observar atentamente o metal, seja visualmente ou com sensores que detectam deslizamentos, é fundamental. Isso permite que os operadores saibam se o metal se move indevidamente durante a dobra, garantindo que cada ângulo esteja perfeito.
Qual é o grau de precisão da programação CNC?
As prensas dobradeiras CNC mais modernas conseguem executar programas complexos com muitas etapas. No entanto, se houver algum erro no programa, isso pode causar problemas em todo o processo de dobra e resultar em uma peça final imprecisa.
Utilizar ferramentas que mostram como a dobra ocorrerá em um computador ou programas que auxiliam na elaboração das instruções de dobra pode realmente reduzir esses riscos. Eles podem indicar se algo pode dar errado e ajudar a ajustar quaisquer diferenças de ângulo com antecedência.
Os operadores devem certificar-se de que cada linha do programa está correta e verificar se ele funciona dobrando algumas peças de teste. Programas que mostram todo o processo de dobra em 3D tornam isso ainda melhor, pois indicam se alguma parte do metal irá colidir com a máquina durante o funcionamento.
Além disso, algumas máquinas CNC podem alterar automaticamente o programa de dobra com base nos ajustes feitos pelo operador enquanto a máquina está em funcionamento. Isso ajuda a garantir que as dobras sejam consistentes sempre que a peça for produzida.
Utilizar sistemas baseados na internet pode facilitar ainda mais o processo, permitindo o compartilhamento dos melhores programas de dobra entre diferentes máquinas. Isso ajuda todos a utilizarem as melhores práticas.
Os programas de computador funcionam bem juntos?
Se os programas de computador usados para projetar (CAD), planejar (CAM) e controlar a máquina (CNC) não funcionarem bem juntos, podem ocorrer erros na compreensão das formas ou na quantidade de dobra a ser feita, o que afeta o desempenho da prensa dobradeira.
Para garantir que funcionem em conjunto, você precisa salvar os projetos em formatos de arquivo comuns, como DXF, e verificar cuidadosamente configurações como a curvatura das dobras e outros fatores em cada programa. Se essas configurações forem diferentes, como a quantidade a ser subtraída para compensar a dobra, a peça final pode ficar com o tamanho errado.
Atualizar o software regularmente e garantir que as pessoas que projetam as peças e as que operam as máquinas se comuniquem são etapas especialmente importantes para assegurar que todas as ferramentas de computador correspondam ao que acontece quando o metal está sendo dobrado.
A máquina prevê como o metal irá dobrar?
Se os controles da prensa dobradeira não tiverem recursos que possam prever o comportamento do metal, os operadores precisarão realizar mais trabalho manual para compensar fatores como o retorno elástico. Isso pode exigir mais tempo e esforço para obter dobras precisas.
Sistemas de controle mais avançados, capazes de prever a reação do metal ao ser dobrado, podem ajustar automaticamente o curso do pistão. Isso significa que os operadores não precisam realizar tantos testes e ajustes manuais. Sem esses recursos, os operadores precisam usar sua experiência e testar repetidamente para obter os ângulos corretos, o que pode ser demorado quando se produz diversas peças constantemente.
Utilizar sistemas que conseguem corrigir o ângulo de curvatura em tempo real pode acelerar bastante o tempo de preparação e melhorar a produção, principalmente na fabricação de peças personalizadas ou em pequenos lotes.
A máquina fornece feedback em tempo real?
A implementação de sistemas que fornecem informações em tempo real sobre o ângulo de dobra durante o processo realmente transforma a experiência de dobra. Permite ajustar a profundidade de descida do pistão ou se a dobra já está inclinada. Isso é especialmente útil ao trabalhar com metais que tendem a retornar à forma original com muita força, como o aço inoxidável ou aços de alta resistência.
Esses sistemas de feedback em tempo real geralmente param a prensa dobradeira quando ela está próxima do ângulo final, permitindo ajustes extremamente precisos com base em medições exatas. Isso garante que cada peça atenda às rigorosas normas de precisão.
Mas é especialmente importante cuidar desses sistemas. Os sensores precisam ser mantidos limpos e configurados corretamente para funcionarem adequadamente.
A automação está sendo utilizada?
Utilizar robôs e máquinas especiais para movimentar as peças garante que o metal seja manuseado da mesma maneira todas as vezes. Isso é especialmente importante para obter dobras precisas repetidamente, principalmente na fabricação de muitas peças ou peças com dobras complexas.
Quando os robôs carregam e descarregam as chapas metálicas, cada peça é colocada exatamente no lugar certo, funcionando em perfeita sintonia com as configurações da prensa dobradeira. Esses sistemas robóticos não são apenas excelentes para posicionar o metal corretamente; eles também podem medir as peças após a dobra. Isso permite que a máquina ajuste o programa de computador imediatamente, garantindo que cada dobra subsequente atenda aos rigorosos padrões de qualidade.
Mas para que os robôs funcionem bem, seus movimentos precisam ser configurados com muita precisão, e os braços robóticos precisam ser verificados regularmente para garantir que não estejam desalinhados. Se não estiverem alinhados corretamente, podem ocorrer erros ao dobrar peças que precisam ser dobradas mais de uma vez.
A máquina passa por manutenção regular?
Verificar diariamente se os níveis de óleo estão corretos, se as peças estão limpas e se as braçadeiras estão apertadas ajuda a evitar que pequenos problemas se tornem grandes e comprometam a precisão da dobra.
A substituição de peças importantes, como vedações e filtros, antes que se deteriorem, ajuda a manter os sistemas hidráulicos ou do motor funcionando de forma confiável, o que é essencial para que a máquina funcione sempre da mesma maneira.
Além disso, manter um bom registro de toda a manutenção realizada ajuda a identificar se certas peças estão se desgastando rapidamente ou se os mesmos problemas continuam ocorrendo. Isso pode indicar problemas mais sérios que exigem reparos mais complexos.
Verificar anualmente se a máquina ainda está nivelada também é especialmente importante, pois mesmo pequenas alterações no piso podem afetar o formato da estrutura da máquina, o que pode tornar a curvatura menos precisa com o tempo.
Com que frequência a máquina é calibrada?
Os fabricantes das máquinas podem sugerir que elas sejam configuradas corretamente (calibradas) em intervalos variados, como uma vez por mês ou a cada três meses. Isso depende da quantidade de peças que você está produzindo e do nível de precisão necessário.
Ao calibrar a máquina, você deve verificar se a viga superior (ram) e o batente traseiro estão alinhados corretamente usando ferramentas de medição precisas. Você também precisa garantir que os números exibidos na tela da máquina correspondam às posições reais das peças.
Se você fabrica peças que precisam ser extremamente precisas, como peças para aviões ou equipamentos médicos, talvez precise calibrar a máquina com mais frequência.
Anotar cada calibração da máquina fornece um registro útil. Isso pode ajudar os operadores a perceber se a máquina está perdendo precisão com o tempo, o que pode indicar a necessidade de uma manutenção mais completa ou a investigação de problemas mecânicos mais complexos.
As peças da máquina são verificadas regularmente?
Isso significa examinar todas as peças móveis, os trilhos que guiam o movimento, os fios que controlam as funções e todos os parafusos e porcas para garantir que tudo esteja firme e alinhado corretamente.
O estresse do uso regular da máquina e a vibração de outras máquinas próximas podem soltar parafusos e porcas, alterando o alinhamento das peças. Isso pode, gradualmente, tornar a dobra menos precisa.
Garantir que as ferramentas de medição estejam limpas e isentas de poeira e sujeira ajuda a máquina a saber exatamente onde as peças estão, o que é especialmente importante para uma dobra precisa.
Além disso, para máquinas com sistema de compensação de curvatura, é importante verificar se todas as mangueiras e conexões do fluido hidráulico estão bem apertadas e sem vazamentos. Isso ajuda a manter a pressão uniforme ao longo de toda a curva.
As peças móveis estão lubrificadas?
Aplicar o tipo certo de óleo ou graxa nos trilhos que guiam o movimento, nos pontos de rotação das peças e nas buchas onde o pistão se move ajuda a reduzir o atrito e evita o desgaste prematuro. Isso é especialmente importante para manter a precisão da dobra por um longo período. Os sistemas de lubrificação automática são extremamente úteis, pois aplicam óleo nas peças regularmente em intervalos predefinidos, o que mantém a máquina funcionando da melhor forma possível.
Escolher o tipo certo de óleo ou graxa, de acordo com a temperatura da oficina, ajuda a manter a viscosidade correta, o que é importante para que a máquina funcione sempre da mesma maneira.
Mas os operadores precisam ter cuidado para não colocar óleo ou graxa em excesso, pois o excesso pode atrair poeira, que pode se misturar com o óleo e formar uma pasta granulosa que pode danificar a máquina.
A limpeza regular da máquina para remover esse acúmulo é tão importante quanto a lubrificação com óleo ou graxa. As máquinas mais modernas possuem sensores que monitoram a quantidade de óleo ou graxa que está fluindo e a pressão. Isso ajuda a alertar os operadores sobre problemas como entupimentos ou vazamentos, mantendo a prensa dobradeira em bom funcionamento.
Os parafusos e porcas estão bem apertados?
Com o tempo, a vibração causada pelo uso da máquina e a pressão externa podem soltar parafusos importantes. Se não forem verificados, isso pode alterar o alinhamento da máquina e comprometer a precisão da dobra. É importante verificar com frequência os pontos de conexão do pistão com o cilindro, os pontos de fixação dos trilhos traseiros e as vigas transversais da estrutura, pois essas áreas são as que sofrem maior tensão.
Usar cola especial para parafusos ou arruelas que se encaixam firmemente nessas áreas sujeitas a muita vibração pode ajudar bastante a evitar que os parafusos e porcas se soltem.
Ao inspecionar a máquina, é especialmente importante procurar por rachaduras ou dobras nas peças metálicas ou nos pontos de solda, pois esses fatores podem afetar a estabilidade e a precisão da máquina.
As superfícies da matriz e do punção estão limpas?
Se materiais como ferrugem ou pequenos fragmentos de metal se acumularem nas ferramentas, isso pode impedir que o metal flua suavemente durante a dobra. Consequentemente, as peças podem ficar com dimensões incorretas e causar arranhões na superfície.
A limpeza regular das superfícies — seja escovando-as ou passando um pano, e usando produtos de limpeza mais fortes, se necessário — ajuda a manter as superfícies de dobra em boas condições. Além disso, se você estiver dobrando metal com uma película pegajosa ou camada protetora, certifique-se de removê-la completamente para que a abertura na matriz seja uniforme em toda a sua extensão.
É igualmente importante limpar as pontas dos punções regularmente. Mantê-las livres de sujeira e pequenos fragmentos de metal evita o aparecimento de linhas indesejadas nas peças acabadas e ajuda a manter os ângulos de dobra consistentes.
Os cálculos da tolerância e da dedução por curvatura estão corretos?
Calcular com precisão o comprimento extra necessário para a dobra e o quanto subtrair é fundamental para obter as dimensões corretas das peças finais. O uso de fórmulas incorretas ou a omissão do fator K para o metal específico utilizado podem resultar em peças finais bastante diferentes das desejadas.
Normalmente, ao usar sistemas CAD/CAM, o computador realiza esses cálculos automaticamente. No entanto, a precisão desses cálculos depende muito da inserção de informações corretas pelo operador. Diferentes tipos de metal, como diferentes graus de aço, podem alterar o fator K, ou seja, o valor a ser subtraído na dobra, sendo necessário, portanto, ajustar as configurações do programa.
Para maior precisão, pode ser útil que os operadores mantenham uma lista dos fatores K que avaliaram para os metais que utilizam com mais frequência.
Ok, aqui está a versão reescrita dessa seção, focando apenas no conteúdo que você forneceu:
Os projetos de peças complexas são gerenciados corretamente?
Quando as peças têm bordas complexas e dobras incompletas, é necessário dobrá-las em uma ordem extremamente específica para evitar colisões com outras peças ou deformações. O uso de programas de computador que mostram a dobra em 3D é especialmente importante. Esses programas podem ajudar a encontrar e corrigir problemas antes mesmo de começar a dobrar o metal.
Para peças com bordas que se dobram para dentro ou para trás, muitas vezes é necessário usar ferramentas especiais em formato de pescoço de ganso para evitar que as ferramentas se choquem. Além disso, mesmo um pequeno detalhe no projeto, como uma pequena saliência, pode ser atingido pelo punção prematuramente, causando uma dobra incorreta.
Para minimizar a probabilidade desses problemas, é fundamental que os projetistas das peças e os operadores da prensa dobradeira trabalhem em conjunto e revisem os projetos. Isso os ajuda a identificar e corrigir quaisquer problemas no projeto das peças antes do início da produção.
O corte e a pré-dobra foram feitos corretamente?
O uso de métodos como o corte a laser ou a plasma pode aquecer as bordas do metal, o que pode alterar sua dureza e afetar sua capacidade de curvatura.
É especialmente importante que as etapas realizadas antes da dobra, como entalhes ou furos, estejam alinhadas exatamente com o local onde você pretende dobrar o metal. Isso ajuda a manter a forma final precisa.
É fundamental garantir que as bordas do corte estejam lisas e sem rebarbas, pois elas podem se prender na matriz e causar erros. Além disso, furos muito próximos da área de dobra podem enfraquecer o metal ou causar uma dobra incorreta.
Às vezes é preciso fazer pequenos ajustes, como mover um entalhe um pouco, para garantir que a dobra ocorra no lugar certo e evitar erros de ângulo em peças complexas.
Foram realizados testes de materiais suficientes?
Fazer um teste rápido de dobra em um pequeno pedaço de metal pode ajudar a determinar o quanto o metal irá retornar à sua forma original e quanta força será necessária antes de começar a fabricar todas as peças. Isso é importante porque o metal pode se comportar de maneira um pouco diferente na prática do que o previsto pelas especificações.
Ter um método para verificar o metal ao receber um novo rolo ou chapa, avaliando uma peça padrão, pode mostrar se existem diferenças na resistência ou na espessura. Essas diferenças podem alterar os ângulos de dobra.
Anotar os resultados desses testes ajuda a aprimorar os programas de computador da máquina CNC ou a programação offline na previsão de como o metal se dobrará, tornando o processo de dobra mais preciso no geral.
O metal apresenta consistência de lote para lote?
Garantir a consistência do metal em cada lote é fundamental para uma dobra precisa. Se a espessura ou a dureza variarem, mesmo dentro do mesmo lote do fornecedor, os ângulos de dobra podem ficar diferentes. Anotar quaisquer alterações feitas em um lote específico ajuda os operadores a manter a qualidade, mesmo que o metal apresente pequenas variações.
Se o metal começar a se comportar de maneira muito diferente durante o trabalho, os operadores precisam ser capazes de parar a máquina e ajustar as configurações para lidar com essas mudanças. Colocar etiquetas em pequenos grupos de chapas metálicas ajuda a monitorar essas diferenças e fazer os ajustes necessários.
A fadiga do operador desempenha algum papel?
Quando as pessoas trabalham por muito tempo, podem ficar cansadas e perder a atenção. Isso pode aumentar a probabilidade de erros de alinhamento ou de ajuste incorreto dos medidores, o que é especialmente importante para obter os ângulos de dobra corretos. Adotar práticas como alternar tarefas, usar ferramentas que facilitem o trabalho fisicamente e utilizar tapetes de apoio para reduzir o cansaço pode minimizar os erros causados pela fadiga.
Além disso, uma boa iluminação e pausas curtas programadas podem realmente ajudar as pessoas a manterem o foco. O uso de máquinas que realizam parte ou toda a dobra automaticamente reduz o esforço físico e mental necessário aos operadores, tornando o processo de dobra mais consistente.
Os responsáveis também podem observar quantas peças são rejeitadas durante o dia para verificar se há alguma relação entre o nível de cansaço dos operadores e a quantidade de peças defeituosas produzidas. Isso pode ajudá-los a planejar melhor os cronogramas de trabalho e a determinar a quantidade de tarefas a serem executadas.
As alterações de ferramentas são gerenciadas corretamente?
Sempre que você inserir um novo punção ou matriz, é necessário alinhá-lo com muito cuidado e avaliá-lo para garantir que a máquina ainda consiga dobrar com precisão.
Se você não tem um método consistente para trocar de ferramentas ou se faz isso muito rapidamente, pequenos erros podem se acumular e afetar todas as peças que você produz. Usar sistemas de troca rápida de ferramentas com bons mecanismos de travamento pode realmente agilizar o tempo de preparação e reduzir a probabilidade de erros.
Além disso, fazer um teste rápido de dobra após trocar uma ferramenta garante que tudo ainda esteja alinhado corretamente. Anotar as últimas configurações conhecidas para cada conjunto de ferramentas agiliza a preparação da máquina para trabalhos futuros, facilitando a troca e mantendo a consistência da dobra.
A geração de calor afeta a precisão?
Quando a prensa dobradeira está trabalhando intensamente, ela pode aquecer, o que pode alterar o funcionamento da máquina, pois as peças se expandem e os ângulos de dobra podem mudar. É fundamental controlar esse calor para manter a precisão da dobra.
Medidas como programar pausas para que a máquina esfrie ou aplicar fluido refrigerante podem ajudar a minimizar problemas de precisão causados pelo calor. Monitorar a temperatura em pontos importantes, como onde a matriz entra em contato com o metal, permite que os operadores saibam quando é necessário deixar a máquina esfriar para manter a consistência da dobra.
Ao fabricar muitas peças com metal espesso, o calor pode fazer com que a mesa da máquina se expanda bastante, e é preciso levar isso em consideração ao configurar o processo de dobra.
Quais são os diferentes tipos de prensas dobradeiras e como suas características afetam a precisão?
Compreender os diversos tipos de prensas dobradeiras e como suas características específicas influenciam a precisão é essencial para otimizar a produção na fabricação de metais. Os principais tipos incluem prensas dobradeiras elétricas, hidráulicas, híbridas e manuais, cada uma com atributos únicos que afetam o desempenho e a precisão.
Dobradeiras CNC
As prensas dobradeiras CNC se destacam por sua capacidade de automatizar o processo de dobra com precisão. Essas máquinas podem alcançar repetibilidade com uma precisão de alguns milésimos de polegada, graças a sofisticados sistemas controlados por computador que ajustam a profundidade do martelo e as posições do batente traseiro com exatidão.
Recursos aprimorados, como a medição do ângulo durante o processo e os ajustes automáticos de curvatura, ajudam a manter a consistência em diferentes propriedades e espessuras de materiais, reduzindo significativamente o tempo de preparação e os erros humanos. A integração da tecnologia CNC permite operações de dobra complexas que exigem altos níveis de precisão e repetibilidade.
Prensas dobradeiras hidráulicas
As prensas dobradeiras hidráulicas são preferidas em aplicações que exigem dobras de alta resistência. Uma prensa dobradeira hidráulica consegue manter a consistência e a potência em grandes lotes e materiais espessos.
A precisão em sistemas hidráulicos é aprimorada por tecnologias como cilindros sincronizados e controles CNC, que gerenciam o movimento preciso do pistão.
A manutenção e a calibração regulares são vitais para garantir a precisão a longo prazo, solucionando problemas potenciais como alterações na viscosidade do fluido hidráulico ou desgaste das peças, que poderiam afetar o desempenho.
Prensas dobradeiras elétricas
Uma prensa dobradeira elétrica utiliza servomotores para obter um posicionamento extremamente preciso do martelo, crucial para alta exatidão em operações de dobra. Essas máquinas oferecem repetibilidade de ±0,001″, tornando-as altamente confiáveis para tarefas que exigem tolerâncias rigorosas.
As prensas dobradeiras elétricas são conhecidas não só pela sua precisão, mas também pela sua eficiência energética e menores custos de manutenção, uma vez que não requerem trocas de fluido hidráulico.
A ausência de componentes hidráulicos reduz o risco de vazamentos de fluido, aumentando ainda mais a confiabilidade operacional e a consistência na manutenção da precisão de curvatura.
As principais vantagens incluem:
- Alta precisão e repetibilidade.
- Redução dos custos operacionais devido ao uso mínimo de componentes hidráulicos.
- Níveis de ruído mais baixos melhoram o ambiente de trabalho.
- Tempos de resposta rápidos melhoram a velocidade dos ciclos sem comprometer a precisão.
Dobradeiras manuais
As prensas dobradeiras manuais exigem um alto nível de habilidade e experiência dos operadores, pois não possuem os sistemas de controle automatizados encontrados em máquinas mais avançadas. A precisão das prensas dobradeiras manuais depende da capacidade do operador de posicionar e reposicionar a peça de trabalho com precisão e consistência.
Essas máquinas são normalmente adequadas para produção de baixo volume ou oficinas que realizam tarefas simples de dobra.
Os desafios incluem:
- Variabilidade significativa na precisão da curvatura devido a ajustes manuais.
- Dependência da habilidade do operador para manter a consistência.
- Mais demorado do que sistemas automatizados, especialmente para tarefas complexas.
Dobradeiras híbridas
As prensas dobradeiras híbridas representam uma síntese de potência hidráulica e precisão elétrica. Elas utilizam servomotores para controlar bombas hidráulicas, combinando a capacidade de força dos sistemas hidráulicos com a precisão e a eficiência dos sistemas elétricos.
Este tipo permite um controle preciso sobre o processo de curvatura, sendo particularmente útil em aplicações que envolvem propriedades e espessuras variáveis do material.
As vantagens das prensas dobradeiras híbridas incluem:
- Controle e precisão aprimorados no posicionamento do pistão.
- Eficiência energética, pois o sistema hidráulico é ativado somente quando necessário.
- Capacidade de gerenciar a produção em pequena e grande escala com precisão consistente.
Como medir a precisão de uma prensa dobradeira?
É especialmente importante medir a precisão de uma prensa dobradeira para garantir que o processo de dobra seja preciso, o que é fundamental na fabricação de peças metálicas.
Existem diversas maneiras de verificar a precisão das prensas dobradeiras, e cada uma delas ajuda a garantir que a máquina esteja funcionando da melhor forma possível e que as peças finais atendam às normas rigorosas.
Medição de ângulo
A maneira mais fácil de verificar a precisão de uma dobra é medir o ângulo do metal dobrado. Ferramentas como transferidores de alta precisão, medidores de ângulo digitais ou sistemas a laser são usadas para verificar se o ângulo da dobra está correto. Por exemplo, se você deseja uma dobra de 90 graus, mede-se a diferença entre o ângulo de dobra e 90 graus. Normalmente, a diferença permitida é entre meio grau e um grau.
Precisão Dimensional
É especialmente importante verificar se os comprimentos das bordas dobradas e outras medidas retas estão corretos. Isso geralmente é feito com ferramentas chamadas paquímetros ou com máquinas mais avançadas chamadas máquinas de medição por coordenadas (MMCs), que fornecem medições precisas e consistentes.
Curvas de teste
Fazer dobras de teste em sucata de metal ou peças feitas especificamente para testes é uma maneira eficaz de verificar as configurações da máquina antes de começar a produzir as peças definitivas. Isso ajuda a identificar diferenças entre o que a máquina está configurada para fazer e o que ela realmente faz, permitindo que você faça ajustes antes da produção final.
Testes de repetibilidade
Repetibilidade significa a capacidade da prensa dobradeira de executar a mesma dobra repetidamente, mantendo-se todas as outras condições iguais. Isso é avaliado realizando-se diversas dobras e medindo-se cada uma para verificar se são todas iguais. As prensas dobradeiras CNC geralmente registram essas medidas, o que auxilia no ajuste para tornar as dobras ainda mais consistentes.
Peças de teste padronizadas
Seguindo normas como a GB/T14349-2011, é possível dobrar corpos de prova especiais com comprimentos e espessuras específicos para verificar a precisão da máquina. Os resultados desses testes são registrados e comparados aos limites permitidos.
Verificações de retidão
Para dobras longas, costuma-se verificar se a linha de dobra está reta usando uma régua e um calibrador de folga (peças finas de metal de diferentes espessuras). Isso ajuda a identificar qualquer empenamento na mesa da máquina ou no punção que possa comprometer a precisão da dobra.
Métricas abrangentes
Algumas empresas avaliam a precisão geral da dobra analisando diferentes aspectos, como o desvio angular, a exatidão das medidas em linha reta e a consistência das dobras. Isso proporciona uma melhor noção do desempenho da máquina.
Medidas de raio
Principalmente quando se necessita de peças de alta precisão, medir o quão curvada está a dobra em comparação com a curvatura esperada pode mostrar o quão bem a máquina consegue lidar com diversos tipos e espessuras de metal sem cometer erros.
Como melhorar a precisão da prensa dobradeira?
Para aumentar a precisão de uma prensa dobradeira, são necessários alguns fatores: cuidar da máquina, configurá-la corretamente e contar com operadores qualificados.
Aqui estão nove coisas que você pode fazer para tornar a dobra de metal muito mais precisa:
- Padronizar as tabelas de curvatura: Utilize as mesmas tabelas de dobra para cada tipo de metal e sua espessura. Isso ajuda a garantir que as dobras sejam sempre iguais e reduz as discrepâncias.
- Selecione as ferramentas adequadas: Certifique-se de usar as aberturas do tamanho correto na matriz e a curvatura adequada no punção para o metal específico que você está dobrando. Isso ajuda a evitar que o metal retorne à forma original de maneira inesperada.
- Implementar coroamento dinâmico: Utilize a compensação dinâmica de curvatura ou a compensação mecânica para corrigir qualquer empenamento que ocorra na mesa da máquina durante a dobra. Isso ajuda a garantir que os ângulos de dobra sejam os mesmos em toda a extensão da prensa dobradeira.
- Manutenção de sistemas hidráulicos: Verifique e monitore regularmente os níveis e a temperatura do óleo hidráulico. Isso ajuda a manter a pressão estável, o que é especialmente importante para garantir a mesma força de flexão em todas as aplicações.
- Utilizar a medição de ângulo em processo: Instale ferramentas que meçam o ângulo durante a dobra. Elas fornecem informações em tempo real e permitem ajustes imediatos caso o ângulo não esteja correto.
- Ajustes de Documentos: Mantenha um registro detalhado de todas as alterações feitas nas configurações de cada tarefa. Isso ajuda você a executar a mesma tarefa novamente mais tarde e a identificar problemas, caso ocorram.
- Calibre regularmente: Ajuste o batente traseiro corretamente e regularmente para garantir que ele esteja posicionando o metal no lugar certo. Você pode fazer isso medindo a distância em diferentes pontos ao longo da mesa da máquina.
- Incorpore ciclos de aquecimento: Se a máquina estiver em um local frio ou não tiver sido usada por algum tempo, ligue-a brevemente para aquecê-la. Isso ajuda a garantir que ela funcione a uma temperatura constante e tenha o mesmo desempenho sempre.
- Realizar verificações pontuais frequentes: Ao produzir muitas peças, verifique algumas delas periodicamente para ver se houve alguma alteração devido ao desgaste ou ao superaquecimento da máquina. Isso permite que você faça ajustes enquanto ainda está trabalhando.
Como alcançar alta precisão em prensas dobradeiras?
Obter dobras extremamente precisas com prensas dobradeiras é fundamental para empresas que precisam de peças metálicas com dimensões exatas. Veja como garantir dobras precisas:
- Use boas máquinas: Escolha prensas dobradeiras que possuam compensação dinâmica de curvatura (que ajuda a manter a dobra uniforme) e medição de ângulo em tempo real (que verifica o ângulo durante a dobra). Esses recursos permitem que a máquina se ajuste automaticamente a diferentes pesos e tipos de metal.
- Planeje consultas médicas regulares: A verificação regular dos fluidos, das peças móveis e dos componentes eletrônicos garante que a máquina funcione corretamente.
- Utilize boas ferramentas: Use ferramentas de alta qualidade, próprias para os tipos de metal que você trabalha com mais frequência. Isso ajudará as ferramentas a durarem mais e a manterem as dobras precisas.
- Operadores de trem bem: Instrua os operadores das máquinas sobre as maneiras mais eficazes de realizar as dobras necessárias e como identificar e corrigir problemas precocemente. Isso os ajudará a cometer menos erros.
- Configure a máquina corretamente com frequência: Calibre a máquina regularmente. Isso inclui verificar se a parte superior está alinhada, se o batente traseiro está na posição correta e se as ferramentas estão em boas condições. Isso ajuda a manter a dobra muito precisa.
- Siga os mesmos passos de configuração: Siga a mesma lista de verificação sempre que iniciar um novo trabalho para garantir que todas as partes da máquina estejam configuradas para funcionar da melhor maneira possível.
Será que manter as prensas dobradeiras com alta precisão tem um custo elevado?
Manter as prensas dobradeiras com precisão absoluta custa dinheiro, mas os benefícios que se obtém geralmente compensam o investimento:
- Comprando a máquina: As prensas dobradeiras que conseguem dobrar com alta precisão e possuem recursos como correção de ângulo em tempo real e compensação dinâmica de curvatura têm um custo inicial mais elevado. No entanto, podem gerar economia a longo prazo, reduzindo a geração de sucata e a necessidade de reparos.
- Verificações e configurações: Verificar e configurar a máquina corretamente de forma regular não custa tanto quanto desperdiçar metal e tempo devido a dobras incorretas.
- Treinamento de pessoas: Investir no treinamento adequado dos operadores garante que eles consigam dobrar com precisão e manter a máquina funcionando bem. Isso faz com que a máquina opere melhor e dure mais tempo.
- Custos totais: Se você considerar todos os custos de possuir a máquina, como a substituição de ferramentas e o desgaste da própria máquina, investir em recursos que tornam a dobra mais precisa vale a pena, pois você obtém peças de melhor qualidade e a máquina quebra com menos frequência.
Conclusão
Obter dobras precisas em uma prensa dobradeira não depende apenas de máquinas sofisticadas; depende de todos trabalharem juntos para fazer um excelente trabalho.
Manter essa precisão significa estar preparado e agir. Isso inclui configurar a máquina corretamente com regularidade para atender às diferentes necessidades de produção de peças em metal. Significa também verificar cuidadosamente a máquina para identificar problemas antes que se agravem.
Resumindo, garantir a precisão das prensas dobradeiras não se resume apenas às máquinas em si. Trata-se de executar as tarefas com precisão, manter tudo atualizado e contar com profissionais qualificados para operar as máquinas. Isso garante peças da melhor qualidade e a execução eficiente do trabalho.




