As prensas dobradeiras são ferramentas essenciais na indústria metalúrgica, utilizadas para alterar a forma, o tamanho ou as propriedades de materiais metálicos através da aplicação de pressão. Elas são amplamente empregadas em diversos setores, como automotivo, aeroespacial, construção civil, eletrônica e eletrodomésticos. Com os avanços tecnológicos, as prensas dobradeiras evoluíram para atender a diversas necessidades de processamento. Este artigo tem como objetivo fornecer uma visão geral de vários tipos comuns de prensas dobradeiras, incluindo as mecânicas, prensa dobradeira hidráulica para metal, prensas pneumáticas, dobradeiras CNC e prensas para compósitos, discutindo suas definições, características e cenários de aplicação.
Hoje vamos nos concentrar na prensa dobradeira hidráulica para metais, que também é um dos equipamentos de dobra mais comuns e amplamente utilizados.
Prensa dobradeira hidráulica para metal
O que é?
Uma prensa hidráulica para metais é um tipo de equipamento que utiliza um líquido como fluido de trabalho, aproveitando a incompressibilidade do líquido e os princípios da transmissão hidráulica para realizar a conversão de energia e a operação mecânica. A bomba hidráulica converte eficientemente a energia de pressão do fluido hidráulico em energia mecânica, possibilitando diversos processos em materiais metálicos, como moldagem, prensagem, dobra e tração.
Características
(1) As prensas hidráulicas para metais oferecem alta pressão e curso ajustável, tornando-as adequadas para o processamento de peças grandes ou pesadas. A capacidade de ajustar o comprimento do curso permite versatilidade em diferentes requisitos de processamento, ideal para aplicações de alta resistência onde é necessária uma força significativa. Essas prensas proporcionam maior precisão, permitindo o processamento de formas complexas com excepcional exatidão. Elas mantêm a qualidade consistente em múltiplas produções, o que é crucial para tarefas de precisão em indústrias como a aeroespacial e a automotiva.
(2) Outra característica notável são os baixos níveis de ruído e vibração. As prensas hidráulicas para metais operam silenciosamente, contribuindo para um ambiente de trabalho mais confortável e menos perturbador. A minimização das vibrações reduz o desgaste da máquina, prolongando sua vida útil, e melhora a segurança e a ergonomia para os operadores, promovendo melhores condições de trabalho.
(3) As prensas hidráulicas para metais também são conhecidas por sua eficiência energética. Elas otimizam o uso de energia, reduzindo os custos operacionais, e seus sistemas hidráulicos eficientes garantem a máxima produção com o mínimo consumo de energia. Isso as torna ecologicamente corretas e favoráveis a práticas de fabricação sustentáveis.
(4) Além disso, essas prensas são extremamente versáteis, capazes de realizar uma ampla gama de operações, como moldagem, prensagem, dobra e tração. Elas podem trabalhar com diversos materiais metálicos e espessuras, tornando-as adequadas para vários setores, da construção civil à eletrônica.
(5) Por fim, as prensas hidráulicas para metais frequentemente incorporam sistemas de controle avançados, como CNC, para operações precisas e automatizadas. Esses sistemas de controle modernos permitem fácil programação e monitoramento de tarefas, melhorando a eficiência e reduzindo erros humanos. Eles também facilitam a integração com outros sistemas de manufatura, otimizando os processos de produção.

Aplicativo
Este equipamento é amplamente utilizado na indústria de forjamento devido à sua alta eficiência, precisão e capacidade de processamento estável. Pode ser usado não apenas para forjamento em matriz, mas também para forjamento livre, sendo ainda prático para calibrar e equalizar o processamento de chapas.
Especialmente em processos de produção que exigem alta capacidade de prensagem e padrões rigorosos de precisão, as prensas hidráulicas para metais têm demonstrado excelente desempenho e papel insubstituível. Seja na indústria aeronáutica, aeroespacial, automotiva, naval ou em outras estruturas metálicas, elas representam um equipamento essencial para garantir a qualidade e a eficiência do produto.
Como funciona um sistema hidráulico?
1. Começar
Todos os eletroímãs não devem ser energizados e o óleo de saída da bomba principal deve ser descarregado através da posição neutra das válvulas 6 e 21.
2. O cilindro principal desce rapidamente
Os eletroímãs 1Y e 5Y são energizados, a válvula 6 está na posição correta e a válvula de retenção hidráulica 9 é aberta pelo óleo de controle através da válvula 8. Entrada de óleo: bomba 1 - posição correta da válvula 6 - válvula 13 - compartimento superior do cilindro mestre. Circuito de retorno de óleo: compartimento inferior do cilindro mestre - válvula 9 - posição correta da válvula 6 - posição intermediária da válvula 21 - reservatório de óleo.
O cursor do cilindro mestre desce rapidamente sob seu próprio peso. Embora a bomba 1 esteja em seu estado de fluxo máximo, ela ainda não consegue atender às suas necessidades. Portanto, a cavidade superior do cilindro mestre forma uma pressão negativa, e o óleo do reservatório de óleo superior 15 entra na cavidade superior do cilindro mestre através da válvula de enchimento 14. .
3. O cilindro principal aproxima-se lentamente da peça de trabalho e pressuriza-a.
Quando o cursor do cilindro mestre desce até uma determinada posição e toca o interruptor de curso 2S, o circuito 5Y é desenergizado, a válvula 9 fecha e o óleo na câmara inferior do cilindro mestre retorna ao reservatório através da válvula de contrapressão 10, da posição direita da válvula 6 e da posição central da válvula 21. Nesse momento, a pressão na câmara superior do cilindro mestre aumenta, a válvula 14 fecha e o cilindro mestre se aproxima lentamente da peça de trabalho sob a ação do óleo pressurizado fornecido pela bomba 1. Após o contato com a peça de trabalho, a resistência aumenta acentuadamente, a pressão aumenta ainda mais e a vazão da bomba 1 diminui automaticamente.
4. Mantenha a pressão
Quando a pressão na câmara superior do cilindro mestre atinge um valor predeterminado, o relé de pressão 7 envia um sinal para desenergizar 1Y, a válvula 6 retorna à posição neutra e as câmaras superior e inferior do cilindro mestre são fechadas. As superfícies cônicas da válvula de retenção 13 e da válvula de enchimento 14 garantem uma boa vedação, mantendo a pressão no cilindro mestre. O tempo de retenção é ajustado pelo relé temporizador. Durante o período de retenção de pressão, a bomba é descarregada no ponto médio entre as válvulas 6 e 21.
5. Alívio da pressão
O curso de retorno do cilindro mestre termina, o relé de temporização envia um sinal, 2Y é energizado e a válvula 6 está na posição esquerda. Devido à alta pressão na câmara superior do cilindro mestre, a válvula deslizante hidráulica 12 está na posição superior, o óleo pressurizado faz com que a válvula de controle sequencial externa 11 se abra e o óleo de saída da bomba 1 retorne ao tanque de óleo através da válvula 11. A bomba 1 opera em baixa pressão. Essa pressão não é suficiente para abrir o carretel principal da válvula de enchimento 14. Em vez disso, o carretel de descarga da válvula é aberto primeiro, de modo que o óleo na câmara superior do cilindro mestre seja descarregado de volta para o tanque de óleo superior através da abertura deste carretel de descarga. A pressão diminui gradualmente.
Quando a pressão na câmara superior do cilindro mestre atinge um determinado valor, a válvula 12 retorna à posição inferior, a válvula 11 fecha, a pressão da bomba 1 aumenta, a válvula 14 abre completamente e o percurso de entrada de óleo é: bomba 1 - válvula 6 (posição esquerda) - válvula 9 - câmara inferior principal do cilindro. O circuito de retorno de óleo é: câmara superior do cilindro mestre - válvula 14 - reservatório de óleo superior 15. Isso permite o retorno rápido do cilindro mestre.
6. O cilindro mestre para no local.
Quando o cursor do cilindro mestre sobe até tocar o interruptor de curso 1S, 2Y perde energia, a válvula 6 fica na posição neutra, a válvula de retenção hidráulica 9 fecha a cavidade inferior do cilindro mestre e o cilindro mestre para em sua posição original. O óleo de saída da bomba 1 é descarregado na posição neutra das válvulas 6 e 21.
7. O cilindro inferior é ejetado e retorna ao lugar.
O motor 3Y está energizado e a válvula 21 está na posição esquerda. Entrada de óleo: bomba 1 - posição central da válvula 6 - posição esquerda da válvula 21 - cavidade inferior do cilindro inferior. Retorno de óleo: cavidade superior do cilindro inferior - posição esquerda da válvula 21 - reservatório de óleo. O pistão do cilindro inferior sobe e ejeta o óleo.
O transistor 3Y está desenergizado, o transistor 4Y está energizado, a válvula 21 está na posição correta e o pistão do cilindro inferior desce e se retrai.
8. Suporte flutuante para peças em branco
Após o pistão da prensa hidráulica do cilindro inferior subir até uma determinada posição, a válvula 21 fica na posição neutra. Quando o cursor do cilindro mestre é pressionado para baixo, o pistão do cilindro inferior é forçado a descer juntamente com ele. O óleo na câmara inferior do cilindro inferior retorna ao reservatório de óleo através do acelerador 19 e da válvula de contrapressão 20. Para manter a pressão necessária do porta-matriz na câmara inferior do cilindro inferior, a pressão do porta-matriz flutuante pode ser alterada ajustando-se a válvula 20. A câmara superior do cilindro inferior é preenchida com óleo proveniente do reservatório de óleo através do centro da válvula 21. A válvula de alívio 18 é uma válvula de segurança na câmara inferior do cilindro inferior.

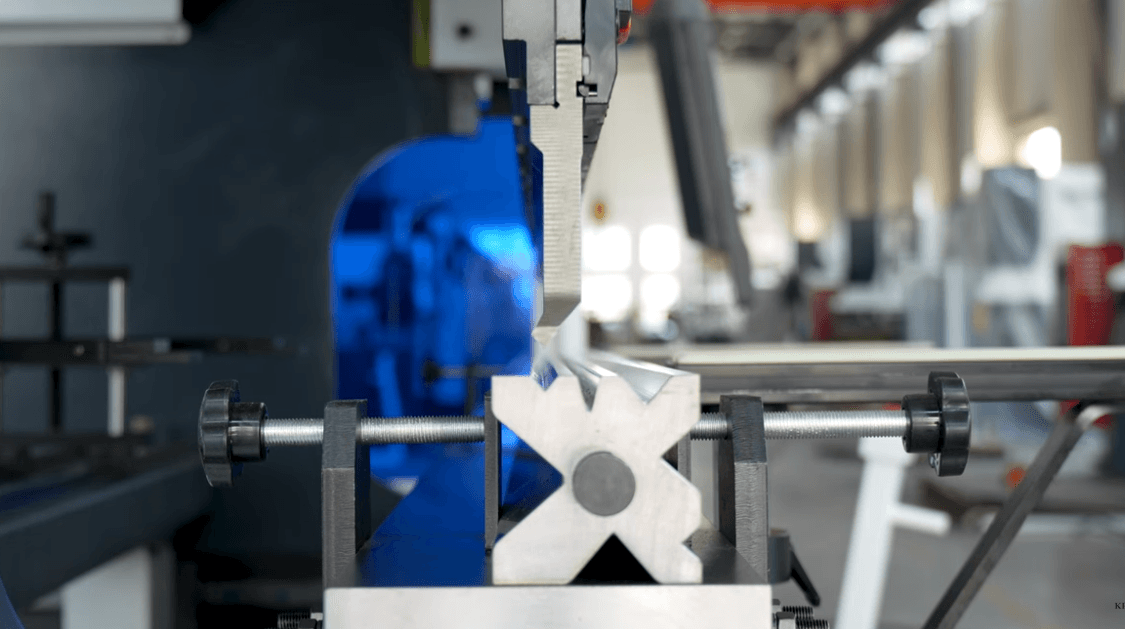
Processo de dobra e conformação hidráulica de metais
A curvatura e conformação hidráulica de chapas metálicas é uma tecnologia fundamental no processo de metalurgia, que envolve principalmente a curvatura e deformação de chapas metálicas para atender aos requisitos de projeto de diversos componentes e estruturas industriais.
Este processo pode ser geralmente dividido em duas categorias principais: dobra livre e dobra por contato. A dobra livre envolve o controle preciso do movimento da matriz superior na dobradeira para dobrar a chapa metálica ao longo de uma linha pré-desenhada, atingindo o ângulo e o raio especificados no desenho. Este método exige posicionamento e ajuste precisos da matriz para garantir a precisão e a repetibilidade da dobra.
Por outro lado, a dobra por compressão é um método mais tradicional e direto. Nesse processo, a matriz superior da dobradeira é pressionada até sua posição mais baixa, onde a pressão combinada entre as matrizes superior e inferior atua sobre a chapa metálica para criar a dobra desejada. Esse método é normalmente usado para chapas mais espessas e pesadas, pois proporciona uma distribuição de tensão mais uniforme e maior estabilidade na dobra. Tanto a dobra livre quanto a dobra por compressão visam obter a conformação precisa de peças de chapa metálica, garantindo que atendam aos requisitos do projeto de engenharia, mantendo a eficiência e a relação custo-benefício.
Defeitos típicos e suas causas
Retorno elástico de flexão
Durante o processo de dobra e conformação, a camada neutra da chapa metálica sofre deformação elástica, fazendo com que o tamanho e a forma do produto final se desviem dos requisitos do projeto. As principais razões para isso incluem as propriedades elásticas da camada neutra e o processamento inadequado do material.
Como resolver
(1) Durante a deformação por flexão, a deformação elástica da chapa aumenta o grau de recuperação elástica devido a essa mesma deformação. Portanto, a chapa deve ser recozida antes da flexão, especialmente no caso de materiais que sofreram endurecimento por trabalho a frio, para melhorar a distribuição das tensões internas e reduzir efetivamente o problema de recuperação elástica durante o processamento.
(2) Após o processo de dobra da chapa metálica, as peças dobradas retornam à sua forma original devido à deformação elástica da placa, resultando em um diâmetro interno e um ângulo de dobra ligeiramente maiores do que o valor teórico. Para minimizar o efeito desse retorno, pode-se aumentar adequadamente a deformação durante o processo de dobra, de modo que o produto final atenda aos requisitos do projeto.
(3) Utilizando um pequeno diâmetro interno do molde superior para dobra em múltiplos pontos, a deformação por dobra múltipla pode reduzir ou eliminar eficazmente o fenômeno de ricochete, melhorando a precisão e a estabilidade da dobra e da conformação.
Rachaduras de curvatura
Durante o processo de dobra e conformação, a camada neutra da chapa metálica sofre deformação elástica, o que pode fazer com que o tamanho e a forma do produto final se desviem das especificações do projeto. As principais causas de fissuras por dobra incluem as propriedades elásticas da camada neutra e o processamento inadequado do material.
Como resolver
(1) Ajuste a folga da matriz, bem como a uniformidade, para que a qualidade da seção de puncionamento e corte possa ser melhorada, garantindo que a seção fique lisa e reta e evitando o aparecimento de defeitos como rebarbas e rachaduras.
(2) Tome como base a direção de laminação da matéria-prima e utilize o software de aninhamento para realizar um planejamento adequado. Se a direção da dobra coincidir com a direção das fibras da matéria-prima, o valor mínimo do raio de curvatura deve ser aumentado adequadamente; se a direção da dobra for perpendicular à direção das fibras da matéria-prima, o valor mínimo do raio de curvatura deve ser reduzido adequadamente. Certifique-se de que o ângulo entre a direção das fibras da matéria-prima e a linha de dobra seja geralmente de cerca de 60°, com um mínimo superior a 30°.
(3) Na interseção de múltiplas arestas de dobra, devem ser dispostos furos de parada de trinca de acordo com as condições permitidas. O tamanho do furo de parada de trinca deve ser maior ou igual à espessura do material bruto mais o diâmetro interno da dobra. Quando a linha de dobra formar um ângulo reto, a largura do furo de parada de trinca deve ser maior que o dobro da espessura do material bruto mais o diâmetro interno da dobra.
(4) Os equipamentos do processo de dobra, de acordo com os requisitos de lubrificação e manutenção dos pontos de contato, reduzem a resistência ao fluxo, garantindo a operação estável e a continuidade do uso a longo prazo dos equipamentos.

Prensa dobradeira hidráulica vs. Prensa dobradeira mecânica: qual é a ideal para você?
Ao longo da longa história da indústria de processamento de chapas metálicas, os engenheiros projetaram e adaptaram muitos tipos de prensas dobradeiras para dobrar chapas de metal. Diferentes tipos de prensas dobradeiras empregam vários métodos para atingir esse objetivo universal.
Historicamente, a prensa dobradeira mecânica era a principal máquina de dobra. Operada por um mecanismo de manivela, a prensa dobradeira mecânica é limitada por seu sistema de transmissão e controle mecânico, que não atende aos requisitos modernos de precisão e flexibilidade no processamento de chapas metálicas.
A prensa dobradeira hidráulica, cujas origens remontam a cerca de 100 anos, representa uma evolução significativa. A principal diferença entre uma prensa dobradeira mecânica e uma hidráulica reside nos seus componentes de transmissão. Uma prensa dobradeira hidráulica utiliza uma bomba hidráulica para funcionar. A pressão gerada pela bomba hidráulica aciona cilindros hidráulicos sincronizados, que por sua vez aplicam força ao material, dobrando-o no ângulo desejado.
O uso de sistemas hidráulicos permite uma operação mais suave e maior controle. Isso resulta em comprimentos de dobra mais precisos, mesmo para peças maiores e mais complexas. Os freios hidráulicos são mais seguros e fáceis de controlar do que os freios mecânicos e geralmente permitem múltiplas configurações de velocidade. Eles também possibilitam uma dobra mais precisa, proporcionando maior controle durante o processo.
Ao longo das últimas décadas, as prensas dobradeiras hidráulicas foram continuamente aprimoradas e gradualmente substituíram os dispositivos mecânicos, tornando-se a principal escolha na indústria.
Manutenção e cuidados em prensas dobradeiras hidráulicas para metais.
Manutenção da Prensa Dobradeira: Preparando a Prensa Dobradeira
Antes de iniciar qualquer limpeza ou manutenção em uma prensa dobradeira, é essencial preparar a máquina adequadamente para garantir a segurança de todos. Siga estas etapas recomendadas:
Inspeção inicialNo início do turno de trabalho, inspecione a máquina para garantir que a mesa e a área da matriz estejam livres de resíduos do turno anterior.
Delimitação de ÁreaDelimite a área de manutenção com barreiras e sinalização para alertar os demais.
Posicionamento da ferramentaAbaixe a viga móvel até que a ponta da ferramenta superior toque a ferramenta inferior, mantendo as ferramentas fechadas até que todo o trabalho de manutenção esteja concluído.
DesligarDesligue a alimentação elétrica e tranque o interruptor geral na porta do painel elétrico com um cadeado.
Interruptor principalGire o interruptor principal para a posição 0.
Cinco precauções a serem tomadas durante a manutenção da prensa dobradeira.
Garantir a longevidade e a eficiência da sua prensa dobradeira envolve não apenas a manutenção regular, mas também a observância de precauções de segurança essenciais. A manutenção adequada, combinada com o uso correto, melhora significativamente o desempenho da máquina. Siga sempre as instruções específicas fornecidas no manual de manutenção da sua prensa dobradeira. Abaixo estão cinco precauções cruciais a serem observadas:
Evite solventes e materiais inflamáveis.:
É fundamental evitar o uso de solventes e materiais inflamáveis durante a manutenção de uma prensa dobradeira. Solventes podem danificar vedações e outros componentes, enquanto materiais inflamáveis representam um risco significativo de incêndio. Em vez disso, utilize agentes de limpeza e lubrificantes recomendados pelo fabricante e que sejam seguros para o modelo específico da sua prensa dobradeira.
Cuidados Ambientais:
Durante a manutenção, tome cuidado para evitar a dispersão de fluidos de refrigeração e outros contaminantes no meio ambiente. Utilize sistemas de contenção e kits para derramamento para lidar com quaisquer vazamentos ou derramamentos potenciais. Os métodos adequados de descarte devem ser seguidos para todos os resíduos, a fim de garantir a conformidade com as normas ambientais e proteger o local de trabalho e as áreas adjacentes.
Equipamento adequado:
Ao acessar as partes mais altas da prensa dobradeira, utilize equipamentos adequados, como escadas, andaimes ou plataformas elevatórias hidráulicas. Certifique-se de que esses equipamentos sejam estáveis e projetados para a tarefa em questão. O uso das ferramentas corretas não só aumenta a segurança, como também permite uma manutenção mais completa e eficiente.
Proibido escalar:
Nunca suba em partes da prensa dobradeira, pois elas não foram projetadas para suportar o peso de uma pessoa. Subir na máquina pode causar acidentes e danos ao equipamento. Sempre utilize os pontos de acesso e equipamentos designados para alcançar áreas elevadas com segurança.
Dispositivos de segurança:
Após a conclusão das tarefas de manutenção, é crucial reinstalar e fixar todos os dispositivos de segurança e proteções que foram removidos, abertos ou desativados. Dispositivos de segurança, como intertravamentos, cortinas de luz e barreiras, são projetados para proteger os operadores dos riscos associados à operação da prensa dobradeira. Garantir que estejam instalados e funcionando corretamente ajuda a prevenir acidentes e assegura a operação segura da máquina.
Ao seguir essas precauções, você não só mantém a eficiência e a longevidade da sua prensa dobradeira, como também garante um ambiente de trabalho seguro para todos os operadores e pessoal de manutenção.
Conclusão – Por que usar prensas dobradeiras hidráulicas?
As prensas dobradeiras são essenciais para dobrar com precisão chapas e placas metálicas em ângulos e comprimentos exatos. Sua versatilidade e precisão as tornam indispensáveis em diversas aplicações de metalurgia.
Essas máquinas desempenham um papel vital na produção de peças especializadas em diversos setores, incluindo automotivo, aeronáutico, agrícola, energético, de transporte e militar. O tipo de prensa dobradeira necessário para uma conformação eficaz depende dos requisitos específicos de produção e dos materiais utilizados. No entanto, um centro de serviços metalúrgicos de boa reputação pode ajudar a determinar o equipamento mais adequado para o trabalho, fornecendo soluções personalizadas para diversas necessidades de dobra.
Para qualquer operação ou fabricação de metais, a presença de uma estrutura robusta é essencial. prensa dobradeira hidráulica para metal É crucial para o sucesso.





