O processamento de chapas metálicas é uma parte essencial da fabricação mecânica, particularmente em indústrias como a de aviação, eletrodomésticos, automóveis, elevadores e outras, onde componentes de chapa metálica são amplamente utilizados. Nesses setores, a precisão e a qualidade da fabricação de chapas metálicas são cruciais para garantir o desempenho e a confiabilidade dos produtos finais.
Dentre as diversas operações na fabricação de chapas metálicas, curvatura de ranhura em V é um dos métodos mais importantes e comumente utilizados. Esse processo envolve a criação de um sulco em forma de V ao longo do material, permitindo uma curvatura controlada sem causar rachaduras ou distorções. É especialmente importante em aplicações onde ângulos exatos e tolerâncias rigorosas são necessários.
O sucesso da operação de dobra em V influencia diretamente as dimensões, a forma e a aparência geral do produto final. Uma dobra executada corretamente garante que a peça mantenha seu tamanho e integridade estrutural originais. Por outro lado, quaisquer erros no processo — como ângulos incorretos ou defeitos na superfície — podem afetar negativamente tanto a funcionalidade quanto a estética do componente.
Dada a sua importância, manter a precisão nas dimensões e ângulos de dobra é vital. Fatores como propriedades do material, espessura, projeto da ferramenta e configurações da máquina desempenham um papel fundamental na obtenção dos resultados desejados. Ao gerenciar cuidadosamente essas variáveis, os fabricantes podem produzir peças dobradas de alta qualidade que atendem a especificações precisas, garantindo o desempenho e a durabilidade exigidos em aplicações complexas.

Características do processo de curvatura em V
Na máquina de ranhurar em V para metal, abrimos um sulco em forma de V na posição onde a chapa metálica precisa ser dobrada e, em seguida, dobramos na dobradeira conforme necessário.
As características do processo de dobra de chapas metálicas com ranhura em V incluem principalmente os três aspectos seguintes:
O raio do arco da peça de trabalho deve ser pequeno, sem vincos ou reentrâncias.
Após o ranhuramento da chapa metálica, a espessura restante da chapa torna-se metade da espessura original, ou até menor, de modo que o raio do arco da peça após a dobra pode ser bastante reduzido.
Além disso, após o ranhuramento, a chapa metálica apresenta uma espessura residual menor, reduzindo a força de deformação durante a dobra e evitando que ela se propague para a área não dobrada. Assim, após a dobra, não há vincos na superfície da peça. E a menor pressão de dobra evita o risco de marcas na superfície decorativa.
Dessa forma, obtém-se um raio de arco pequeno, sem vincos ou reentrâncias na superfície decorativa, o que atende aos requisitos de decoração de locais sofisticados, como hotéis, bancos, centros comerciais, aeroportos, etc.
Reduziu a força da máquina de dobrar.
No processo de dobra, é necessária uma força de dobra maior ao dobrar chapas mais espessas. Após o ranhuramento da chapa metálica em uma máquina de ranhura em V CNC, a espessura restante da chapa é bastante reduzida, diminuindo também a força de dobra necessária. Assim, a dobra de chapas grossas pode ser realizada em uma prensa dobradeira de menor tonelagem. Isso não só reduz o investimento em equipamentos, como também economiza energia e espaço.
Dobramento de peças com formatos complexos e controle do retorno de dobramento.
A peça mostrada na figura, que não pode ser dobrada completamente em uma dobradeira comum, pode ser finalizada se primeiro passarmos por uma máquina de ranhurar em V CNC para metais, com algumas dobras manuais na prensa dobradeira.
Além disso, a espessura restante da chapa pode ser controlada por uma máquina CNC de ranhura em V para chapas metálicas, o que ajudará a controlar a força de retorno e o ângulo de retorno durante a dobra.
Por exemplo, se a espessura restante após o ranhuramento for controlada em cerca de 0,03 mm em uma máquina de ranhurar em V para metal, o ângulo de recuo pode ser reduzido, podendo ser praticamente ignorado.
Método de ranhura em V para chapas metálicas
Na produção de chapas metálicas, colocamos a chapa com ranhura em V para dobra na máquina de ranhurar, a posicionamos e, em seguida, inserimos a espessura da chapa para a ranhura automática.
Ao criar um groove, precisamos prestar atenção a dois aspectos:
– Ajuste do ângulo da ranhura em V
Com base no processo de dobra e na experiência adquirida, sabemos que a chapa metálica apresenta diferentes graus de deformação elástica durante a dobra e a conformação, o que causa a variação do ângulo de dobra.
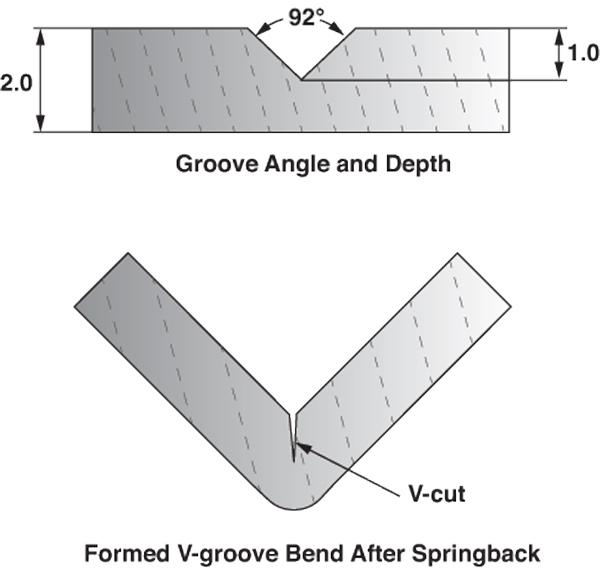
Ao dimensionar o rasgo em V para dobra de chapas metálicas, o tamanho do rasgo pode ser ajustado de acordo com o ângulo de dobra necessário para a peça. Geralmente, o ângulo do rasgo em V é de 1 a 2° maior que o ângulo de dobra. Por exemplo, ao dobrar uma peça a 90°, o ângulo do rasgo em V geralmente será de 92°, para que o recuo do ângulo de dobra resultante possa ser facilmente evitado.
– Ajuste da profundidade do sulco em V e ajuste da espessura restante
Para uma determinada espessura de chapa, a profundidade do sulco e a espessura restante são valores correspondentes. Normalmente, definimos um valor para a espessura restante com base nos requisitos do processo de dobra. Geralmente, o valor padrão é 0,8 mm, e o mínimo não deve ser inferior a 0,3 mm.
De acordo com a espessura da chapa, definimos o número de ranhuras em V e a profundidade de cada ranhura. Devido à necessidade de controlar rebarbas e proteger as ferramentas, a profundidade da ranhura não deve ser muito grande. Normalmente, a profundidade da primeira ranhura não pode exceder 0,8 mm e deve ser realizada em pelo menos duas etapas.
Por exemplo, para uma chapa de aço inoxidável com 1,2 mm de espessura, a espessura restante após o ranhuramento deve ser de 0,5 mm. A profundidade do primeiro ranhuramento em V pode ser de 0,5 mm e a do segundo, de 0,2 mm. Após dois ranhuramentos em V, a espessura restante da chapa atinge exatamente 0,5 mm e as rebarbas ficam relativamente pequenas, como mostrado na figura abaixo:

A máquina de ranhurar e as ferramentas de corte
Se você está pensando em usar a técnica de ranhura em V para produzir peças, primeiro pense cuidadosamente sobre a aplicação. A ranhura em V é usada principalmente em aplicações arquitetônicas de baixa tensão, e a peça final terá resistência limitada à espessura restante do material na dobra. A ranhura em V não é um processo adequado para todas as situações de fabricação.
Se optar por usar ranhuras em V, é preciso levar em conta a redução do raio devido ao afinamento do material no corte. Se a redução do raio é benéfica ou não, depende da função da peça. Por exemplo, a ranhura em V pode começar com um material de 0,080 pol. de espessura na linha de dobra e reduzi-lo para 0,030 pol. Geralmente, a ranhura em V reduz a espessura no ponto de dobra para entre um terço e metade da espessura original. Obviamente, a ranhura em V não é indicada para aplicações que exigem alta resistência à dobra. No entanto, é possível produzir um canto muito agudo sem fissuras por tensão na parte externa da dobra.
Como o sulco em V reduz a espessura do material na dobra, é necessária menos tonelagem para completar a dobra. Isso significa que chapas mais espessas podem ser dobradas com menos tonelagem de conformação.
O sulco pode ser produzido em uma plaina horizontal, que utiliza movimento linear para cortar um caminho em uma superfície plana com um único ponto de corte, de forma semelhante à remoção de material de um objeto cilíndrico em um torno. Isso permite a formação de um raio de curvatura interno extremamente agudo sem criar fissuras por tensão na parte externa da curva e sem a necessidade de tonelagem excessiva em operações de torneamento ou cunhagem.
Historicamente, antes da combinação de ranhuras em V e máquinas CNC modernas, o pouco trabalho de ranhura em V que existia era feito com uma plaina mecânica. Mas, sem uma forma adequada de fixar a chapa metálica à mesa da máquina, a profundidade da ranhura em V era difícil de controlar e extremamente ineficiente.
Mais recentemente, as oficinas têm recorrido a máquinas de ranhurar CNC projetadas especificamente para essa tarefa. A precisão dessas máquinas é a mesma de qualquer outro equipamento CNC, com um posicionamento dentro de 0,005 polegadas em média. As máquinas posicionam o corte ou a esquadria precisamente na linha de dobra, com o ângulo de corte correto que criará a dimensão desejada. Elas são chamadas por vários nomes, incluindo máquinas de ranhurar em V CNC, ranhuradoras em V, máquinas de corte em V CNC ou simplesmente máquinas de ranhurar em V.
Em uma moderna máquina de corte horizontal CNC em V, a chapa é posicionada diretamente sob uma lâmina de corte. O programa do controlador utiliza os parâmetros do material (espessura, qualidade, etc.) para guiar a profundidade e a localização do corte. Essas máquinas são muito semelhantes a uma moderna máquina de corte a laser ou plasma.
As lâminas (ferramentas de corte) que você insere na máquina dependerão do ângulo de dobra necessário. Por exemplo, se você precisar de um ângulo de dobra interno entre 45 e 60 graus, precisará de uma lâmina de corte em formato de losango com um ângulo de corte de 35 graus. Se o ângulo de dobra interno estiver entre 60 e 80 graus, você precisará de uma lâmina de corte triangular; e para ângulos de dobra internos entre 80 e 90 graus, a lâmina de corte também deverá ter um ângulo de corte entre 80 e 90 graus. A Figura 1 mostra os formatos básicos das lâminas de corte, mas você também pode precisar ajustar o ângulo da lâmina para obter o ângulo de ranhura desejado.
Se você é um leitor assíduo do Bending Basics, sabe que o retorno elástico precisa ser compensado. Ao dobrar em V, é necessário levar em conta o retorno elástico não apenas com as ferramentas da prensa dobradeira, mas também com o ângulo de corte. Na maioria dos casos, um aumento de 1 ou 2 graus no ângulo de corte da ranhura resolve o problema.
Às vezes, porém, você encontrará tipos de materiais e ângulos de dobra que apresentam um retorno elástico significativo, e precisará cortar um ângulo de ranhura maior para lidar com isso. A ranhura maior proporciona folga para garantir que o entalhe que você cortou não trave durante a conformação. Com o ângulo correto da ferramenta de punção, você deverá ter apenas uma pequena folga no corte em V entre as bordas de encaixe (veja a Figura 2).
O ângulo de corte necessário é igual ao ângulo de corte requerido mais uma pequena margem adicional para compensar o retorno elástico. Normalmente, esse valor é calculado como metade do ângulo de dobra interno (portanto, uma dobra em V de 90 graus resultaria em um ângulo de corte de 45 graus) mais metade do retorno elástico, se necessário.


Perspectivas de aplicação da tecnologia de conformação por curvatura em V
Devido às vantagens óbvias da tecnologia de dobra em V, e por não haver necessidade de alterar os métodos e equipamentos de dobra tradicionais, bastando apenas adicionar a máquina de dobra em V para chapas metálicas, essa tecnologia tem sido amplamente utilizada em aplicações emergentes na indústria de decoração de médio e alto padrão.
Posteriormente, essa tecnologia foi aplicada com sucesso na indústria de fabricação de elevadores. Devido às vantagens do processo de curvatura em V, a fabricação da carcaça do elevador torna-se mais eficiente, precisa e com melhor acabamento.
Em seguida, alguns especialistas das indústrias de fabricação de dispositivos médicos e de painéis elétricos também demonstraram grande interesse na tecnologia de conformação por curvatura em V. Na fabricação de dispositivos médicos, o processo de curvatura em V pode ser aplicado ao processamento de diversas peças para melhorar a qualidade e o desempenho do produto. Na fabricação de painéis elétricos, a tecnologia de curvatura em V permite obter uma estrutura de curvatura mais refinada e complexa, aumentando a resistência e a durabilidade do painel.
Com o conhecimento aprofundado da tecnologia de conformação por dobra em V, percebe-se que seus campos de aplicação são ainda mais amplos. Além dos setores já mencionados, a tecnologia de dobra em V também pode ser utilizada nas áreas aeroespacial, automotiva, de transporte ferroviário e outras, bem como em diversos campos da engenharia, decoração arquitetônica e outras. Com o desenvolvimento e a inovação contínuos da tecnologia, a conformação por dobra em V certamente demonstrará seu valor singular em mais setores, trazendo mais praticidade e benefícios ao processamento de chapas metálicas.
Quais são os tipos de máquinas de ranhura em V para chapas metálicas?
Máquina manual de ranhura em V: A máquina manual de ranhura em V exige que o operador controle manualmente o movimento e a profundidade de corte da ferramenta, sendo adequada para algumas necessidades simples de processamento de ranhuras em V.
Máquina semiautomática de ranhura em V: No processo de corte da máquina semiautomática de ranhura em V, o movimento da ferramenta e a profundidade de corte são parcialmente controlados pelo operador, mas ela pode ser equipada com algumas funções de automação, como ajuste automático da ferramenta ou função de alimentação automática, o que melhora a eficiência e a precisão do processamento. .
Máquina de ranhura em V totalmente automática: A máquina de ranhura em V totalmente automática possui um alto grau de automação, incluindo ajuste e alimentação de ferramentas totalmente automáticos, geralmente utilizando um sistema de controle CNC, o que permite realizar processamentos de ranhura em V mais complexos e melhorar a eficiência e a precisão da produção.
Máquina CNC de ranhura em VA máquina CNC de ranhura em V é um equipamento de automação avançado que, através do sistema de controle numérico computadorizado, controla o movimento e os parâmetros de corte da ferramenta, permitindo controlar com precisão o tamanho e a forma da ranhura em V, sendo adequada para necessidades complexas de processamento de ranhuras em V.
Máquina hidráulica de ranhura em V: A máquina hidráulica de ranhura em V utiliza um sistema hidráulico para acionar a ferramenta de corte, o que permite obter maior força de corte e estabilidade, sendo adequada para processar chapas metálicas mais espessas ou para necessidades especiais que exigem maior força de corte.
Máquina mecânica de ranhura em V: A máquina mecânica de ranhura em V adota um modo de transmissão mecânica, e o movimento da ferramenta de corte é realizado por meio de dispositivos de transmissão, como engrenagens e correias, sendo adequada para algumas necessidades de processamento de ranhuras em V de pequena e média escala.
Conclusão
curvatura de ranhura em V, A dobra em V, um novo tipo de processo de curvatura, é resultado da escolha do mercado. A Krrass dedica-se à pesquisa e produção de dobras em V para chapas metálicas há 20 anos, buscando continuamente novas tecnologias para que seus usuários possam produzir produtos de qualidade superior.




