Corte a laser É uma técnica inovadora que corta materiais com eficiência e precisão incomparáveis, utilizando feixes de laser focados. Ao trabalhar com metais, polímeros ou mesmo madeira, as máquinas de corte a laser oferecem uma maneira flexível de produzir padrões complexos e superfícies de qualidade superior.
Mas, afinal, como funciona uma máquina de corte a laser? Desde os fundamentos da geração de laser até o processo de corte detalhado, este ensaio explora em profundidade a mecânica subjacente a esse processo sofisticado.
Entender como essas máquinas a laser funcionam não só comprova sua utilidade na produção atual, como também abre novas avenidas para a inovação em toda a indústria. Venha comigo enquanto exploramos o fascinante mundo da tecnologia de corte a laser!
Índice
Princípios do corte a laser
O que é um laser?
A amplificação da luz por emissão estimulada de radiação, ou laser, é uma fonte de luz única que possui as seguintes qualidades específicas:
- Alta densidade energética: Ao concentrar energia em um ponto focal minúsculo, o feixe de laser produz calor suficiente para derreter ou evaporar materiais.
- Monocromaticidade: O comprimento de onda único da luz do laser garante estabilidade e alta concentração de energia.
- Direcionalidade: A transmissão a longa distância com pouca perda de energia é possível graças ao percurso de propagação extremamente constante dos feixes de laser.
Os lasers são perfeitos para aplicações industriais, como corte e soldagem, porque são mais brilhantes, mais coerentes e têm maior direcionalidade do que as fontes de luz comuns.
Como funcionam as máquinas de corte a laser?

Como funciona o corte a laser? O método conhecido como corte a laser cria uma borda de corte vaporizando materiais com um laser. Uma fonte de laser (também conhecida como gerador de laser), como um laser de CO2, Nd:YAG ou de fibra, produz um feixe de luz altamente concentrado para iniciar o processo de processamento a laser. O material da peça de trabalho absorve o feixe de laser concentrado e o transforma em energia térmica.
O corte a laser aquece e corta materiais localmente, convertendo energia luminosa em energia térmica. Os seguintes elementos fazem parte do seu mecanismo de funcionamento fundamental:
Princípio do Efeito Térmico
Quando uma substância é exposta a um feixe de laser de alta intensidade, sua energia é rapidamente absorvida e transformada em energia térmica, alterando fisicamente o material das seguintes maneiras:
- Fusão: Para produzir um corte limpo, o material derrete e é comprimido por um jato de gás de alta pressão.
- Vaporização: Uma técnica frequentemente utilizada para afinar materiais é a conversão direta de um sólido em gás.
- Queimando: Os materiais podem ocasionalmente pegar fogo e queimar, especialmente quando um jato de oxigênio é usado para acelerar o processo de corte.
Para uma variedade de aplicações, o corte a laser produz resultados notáveis devido ao seu controle preciso e energia concentrada.
Processo de Conversão de Energia
Quando os fótons do feixe de laser interagem com as partículas na superfície do material, eles transferem sua energia cinética para as partículas, gerando fortes vibrações que, em última análise, produzem calor. Ao elevar rapidamente a temperatura local, esse método aumenta o ponto de fusão ou vaporização do material.
Alterações físicas durante o processo de corte
Os seguintes fenômenos físicos cooperam para finalizar a usinagem durante o processo de corte:
- Aquecimento e fusão localizados: Um minúsculo ponto quente na superfície da peça é produzido pelo feixe de laser concentrado, que derrete ou vaporiza rapidamente a região.
- Ação de assistência ao gás: Para remover o material evaporado ou fundido da fenda, utiliza-se oxigênio, nitrogênio ou gás inerte através de um bocal. Isso resfria a peça e impede a oxidação.
- Formação do corte: Um corte preciso é criado quando a cabeça do laser atravessa a zona de alta temperatura, que derrete ou remove constantemente o material em seu caminho.
Componentes principais de uma máquina de corte a laser
Para realizar um corte correto e eficaz, máquinas de corte a laser são compostos por uma série de partes essenciais. Esses elementos e suas funções são detalhados a seguir.
A fonte de laser
O centro da máquina é a fonte de laser, que produz o feixe de laser de corte. Os diversos tipos de laser utilizados no corte a laser possuem cada um seus próprios benefícios, limitações e princípios de funcionamento:
Laser de CO2
- Princípio: O meio laser é uma combinação de gases (CO₂, N₂ e EleO comprimento de onda da luz infravermelha emitida por moléculas de CO₂ excitadas é de 10,6 μm.
- Benefícios:
- Alta potência de saída (15 kW) que funciona bem com metais finos e não metais.
- Longa vida útil (até 20.000 horas) e baixo custo por watt.
- Desvantagens:
- A produção de calor requer um sistema de refrigeração.
- Os lasers 10% a 20% são menos eficientes que os lasers de fibra.
Fibra laser
- Princípio: O meio laser é uma fibra óptica dopada. A luz é emitida em 1,06 μm.
- Benefícios:
- necessidades mínimas de manutenção e alta eficiência (30–35%).
- Taxas de corte mais rápidas, especialmente para metais finos.
- Desvantagens:
- Inicialmente, são mais caros do que os lasers de CO₂.
Laser Nd:YAG
- Princípio: Utiliza um cristal de granada de ítrio-alumínio dopado com neodímio como meio laser. Funciona em 1,06 μm.
- Benefícios:
- Ideal para materiais reflexivos como cobre e alumínio, bem como para microusinagem de precisão.
- Desvantagens:
- Processamento mais lento para materiais mais espessos e baixa eficiência (1%–4%).
| Tipo | Comprimento de onda | Faixa de potência | Materiais aplicáveis | Eficiência fotoelétrica |
|---|---|---|---|---|
| Laser de CO₂ | 10,6 μm | 1-15 kW (até 50 kW) | Chapas metálicas finas/não metálicas | 10%-20% |
| Laser de fibra | 1,06 μm | 1-12 kW (até 30 kW) | Metais altamente reflexivos (ex.: alumínio, cobre, latão) | 30%-35% |
| Laser Nd:YAG | 1,06 μm | 50 W - 7 kW | Usinagem micrométrica de precisão e aplicações especializadas | 1%-4% |
Entrega e focalização do feixe
O feixe de laser precisa ser devidamente focado na zona de corte e enviado da fonte para a peça de trabalho com a menor perda de energia possível.
Trajetória da transmissão do feixe
- Os lasers de fibra dependem de fibras ópticas flexíveis para uma integração mais simples, enquanto os lasers de CO₂ usam espelhos para guiar o feixe.
Concentrando-se na Óptica
- O corte de precisão é possível graças a lentes e espelhos que concentram o feixe de laser em uma área minúscula com alta densidade de energia.
- O alinhamento é crucial, pois um alinhamento inadequado pode resultar em danos à peça ou em má qualidade de corte.
O Sistema de Controle
O sistema de controle regula o movimento, a potência e as configurações de corte para garantir o funcionamento correto.
Sistema CNC
- Cria código G a partir de desenhos CAD/CAM para que possam ser executados por máquinas.
- Regula com precisão o movimento da cabeça de corte.

Sistema de controle servo
- Para um posicionamento preciso e movimentos fluidos durante as operações de corte, são utilizados servomotores.
Cabeçote de corte e bico
A lente de focalização e o bocal, que ficam na cabeça de corte, são componentes essenciais para direcionar o feixe de laser e o gás auxiliar.
Funções dos bicos:
- Controla o fluxo de gases auxiliares (nitrogênio, oxigênio) para limpar o caminho de corte do material fundido.
- Impede que os componentes ópticos sejam contaminados por detritos.
Tipos de bicos:
- Bicos de camada única para nitrogênio e outros gases inertes.
- Bicos de dupla camada para corte de alta velocidade com auxílio de oxigênio.
Painel de software/controle
Por meio de um software de controle que gerencia a entrada de dados do projeto, ajustes de parâmetros e monitoramento em tempo real, os operadores se comunicam com a máquina.
Exemplos incluem software de controle proprietário para execução eficaz de cortes e software CAM para desenvolvimento de trajetórias de ferramentas.
Sistemas auxiliares
Sistema de Refrigeração
- Previne danos térmicos, mantendo a fonte de laser e os componentes ópticos em temperaturas de operação constantes.
O sistema de escape
- Reduz a fumaça, os vapores e os detritos produzidos durante o corte para preservar a qualidade do corte e garantir a segurança.
Gases suplementares
- Oxigênio: Promove a combustão e acelera o corte (usado para cortar aço carbono).
- Azoto: Utilizado em aço inoxidável, impede a oxidação, proporcionando superfícies de qualidade superior.
- Ar: Uma opção acessível para usos simples.
Processo de corte a laser
Etapa 1: Preparação do Projeto e Programação
Uso de software CAD/CAM
- CAD (Desenho Auxiliado por Computador): Utilize programas como SolidWorks, AutoCAD ou Fusion 360 para criar modelos 2D ou 3D complexos. Com o uso dessas ferramentas, os projetistas podem garantir a precisão das dimensões e atribuir propriedades aos materiais.
- Fabricação Auxiliada por Computador (CAM): Para especificar parâmetros de corte como velocidade, potência do laser e trajetória, importe arquivos CAD para o software CAM. Em seguida, o software CAM gera trajetórias de ferramenta personalizadas para o material e os requisitos de corte.
Conversão de código G
Os percursos da ferramenta são transformados em código G, a linguagem de programação que as máquinas CNC entendem, usando o software CAM. O movimento da cabeça de corte e do feixe de laser ao longo dos eixos X, Y e Z é gerenciado por meio do código G. Use um driver USB ou uma conexão Wi-Fi para enviar esse código G ao controlador da máquina de corte a laser. A definição dos parâmetros ideais do processo ocorre após a fase de projeto.
Passo 2: Configure a máquina

Coloque os itens a serem cortados na máquina de corte a laser, ajustando a posição de acordo com a espessura e o tipo de material. Essa configuração permite ajustar a potência do laser, a velocidade de movimento e o foco do feixe.
O modelo do equipamento de corte a laser e os tipos de materiais a serem cortados determinam o parâmetro ideal.
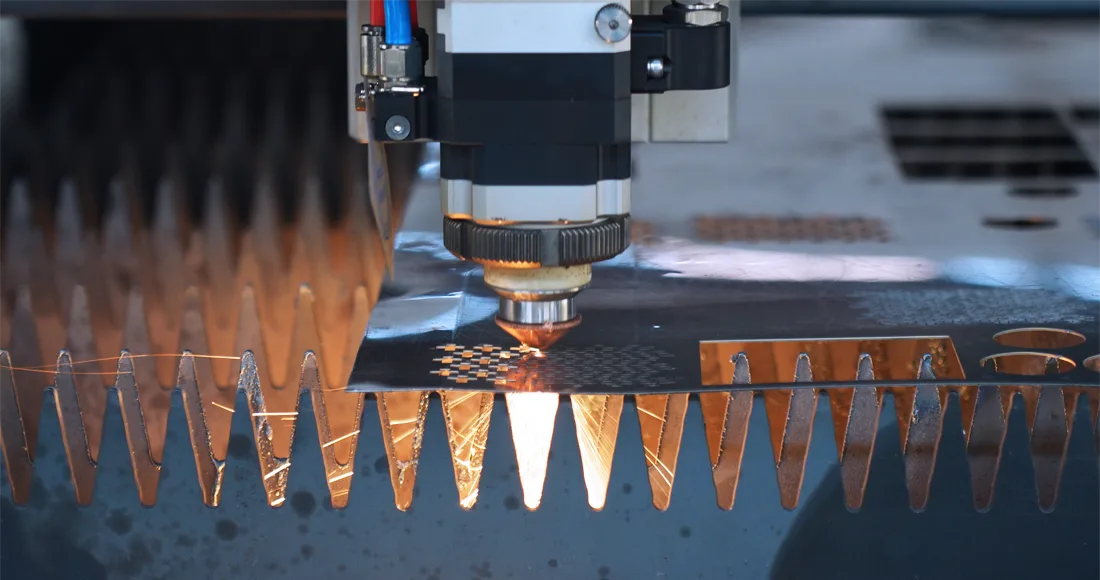
Etapa 3: Processo de Corte e Gravação
Você pode começar a cortar e gravar depois de configurar e ligar tudo. Tudo começa com a fonte de luz laser, que produz uma luz estável e contínua.
Um feixe sólido é enviado para a cabeça de corte através do sistema de espelhos por um ressonador laser, que é a fonte do laser. A lente na cabeça de corte concentra o laser em um feixe estreito e concentrado.
Para cortar ou rasterizar a matéria-prima, esse feixe pode ser direcionado sobre o material seguindo o caminho especificado pelo dispositivo digital. Você entenderá melhor a teoria se acender uma fogueira com a luz do sol e uma lupa.
A substância será derretida, queimada ou vaporizada à medida que a luz percorre o trajeto, produzindo cortes e gravações precisos.
Utilizando um jato de gás, a máquina de corte a laser também pode remover o excesso de material. O pórtico, um dispositivo mecânico, é normalmente onde a cabeça de corte é fixada.
Este dispositivo é geralmente acionado por uma correia ou corrente, o que permite o movimento preciso da cabeça de corte dentro de uma área retangular designada (o tamanho da mesa de trabalho).
O pórtico permite que a cabeça de corte corte com precisão em qualquer ponto da mesa, movendo-se para frente e para trás sobre a peça de trabalho. Para obter as melhores condições de corte, o laser deve estar focado no material a ser cortado.
Para garantir um excelente resultado de corte a laser, todos os equipamentos de corte a laser devem calibrar o programa antes do corte. A máquina de corte a laser possui um gás auxiliar além da função própria do laser.
Durante a operação de corte, esse gás é expelido da cabeça de corte e ajuda a resfriar os materiais e a limpar os metais fundidos. Como resultado, a máquina de corte a laser consegue manter uma superfície de corte lisa e limpa, além de proporcionar um corte preciso.

Etapa 4: Processos e Inspeção Pós-Corte
Verificações de Controle de Qualidade
- Utilizando instrumentos como paquímetros ou máquinas de rebarbação, verifique as bordas de corte quanto a rebarbas, rugosidade, verticalidade e correção dimensional.
Etapas após o processamento
- Rebarbação: Utilize ferramentas de lixamento ou esmerilhamento para suavizar arestas vivas ou imperfeições.
- Tratamento de superfície: Para melhorar a aparência ou evitar a corrosão, aplique pintura, anodização ou polimento.
O último exame
- Antes de embalar ou montar, verifique cada peça em relação aos parâmetros do projeto para garantir qualidade e uniformidade.
Características do corte a laser para diferentes materiais
Metais e não metais podem se beneficiar da precisão e adaptabilidade que o corte a laser proporciona. Uma análise detalhada das características, configurações do laser e fatores de cada categoria é apresentada a seguir.
1. Materiais Metálicos
Potência e tipos de laser relevantes
- CO₂ Laser: Boa para chapas metálicas finas, embora precise de gases auxiliares para um bom corte.
- Laser de fibra: Devido à sua alta eficiência e comprimento de onda mais curto (1,06 μm), este laser é perfeito para metais, particularmente aqueles altamente reflexivos como cobre e alumínio.
- Laser Nd:YAG: Menos utilizado em cortes em escala industrial, este laser é usado para microusinagem de metais de precisão.
Dependendo da espessura do material, diferentes configurações de potência são indicadas:
| Espessura do material | Faixa de potência (watts) |
|---|---|
| Folhas finas (até 1 mm) | 500–1000 |
| Espessura média (1–5 mm) | 1000–2000 |
| Materiais espessos (acima de 5 mm) | 2000–4000 |
Elementos de corte cruciais
- Poder: Para garantir a penetração, materiais mais espessos exigem maior potência.
- Velocidade: Para preservar a qualidade das bordas, velocidades mais lentas são necessárias para metais mais espessos.
- Ajuda com Gás:
- O oxigênio (usado no aço carbono) acelera o processo de remoção da oxidação.
- O nitrogênio mantém as bordas limpas e impede a oxidação (usado em aço inoxidável).
Comparando metais típicos
| Tipo de metal | Características | Desafios |
|---|---|---|
| Aço carbono | Econômico, resistente e fácil de cortar. | Propenso à ferrugem; requer revestimentos protetores. |
| Aço inoxidável | Resistente à corrosão, durável. | Superfícies refletoras exigem configurações cuidadosas. |
| Alumínio | Leve e resistente à corrosão. | Alta refletividade; risco de deformação durante o corte. |
| Cobre e Latão | Excelente condutividade térmica e elétrica. | Superfícies refletoras requerem maior potência. |
| Titânio e níquel | Alta resistência mecânica e à corrosão; utilizado em aplicações aeroespaciais e médicas. | Caro; requer controle preciso. |
Materiais não metálicos
Qualidades
Os materiais não metálicos possuem qualidades especiais que permitem sua utilização de diversas maneiras:
- Madeira: Ideal para artesanato e decoração, corta com precisão e queima pouco.
- Acrílico É amplamente utilizado em objetos ornamentais e placas devido à sua alta precisão e bordas lisas.
- Tecidos/Têxteis: Adequado tanto para padrões criativos quanto industriais; cortes sem desfiar.
- Papel/Cartão: Cortes precisos com baixo risco de incêndio quando as configurações são ajustadas corretamente.
Configurando parâmetros
| Tipo de material | Potência (%) | Velocidade (mm/s) | Posição de foco |
|---|---|---|---|
| Madeira | 30–50% | 50–150 | 1–2 mm acima do material |
| Acrílico | 40–70% | 100–200 | O foco ideal garante bordas polidas. |
| Tecido/Têxteis | 30–50% | 50–150 | Evite o desgaste com foco preciso. |
| Papel/Cartão | 10–30% | 200–400 | Evite queimar com potência reduzida. |
Comparação entre Qualidade de Corte e Espessura do Material

- Como os materiais mais finos têm menor efeito térmico, eles podem ser cortados com mais rapidez e precisão.
- Para materiais mais espessos, sem queimar ou deformar, são necessárias taxas de penetração mais lentas e maior força.
Técnicas de corte a laser
Uma das vantagens do corte a laser em relação ao corte a plasma para metais é a sua maior precisão. O calor gerado pelo laser de alta potência ao entrar em contato com o material funde ou vaporiza a superfície. Existem quatro categorias principais de processos de corte a laser, baseadas nos tipos de gás auxiliar:
Fusão de corte
O gás auxiliar no corte por infusão não ajuda a fundir o material; ele só age depois que o laser já o fez. O nitrogênio, ou gás inerte, é geralmente considerado um gás auxiliar de corte.
Ao forçar o metal fundido para fora da fenda, o gás auxiliar pressurizado acelera o corte e reduz a potência do laser necessária para cortar o material. O metal também pode ser cortado por fusão. Esse método é conhecido como corte por sopro e fusão.
Corte com chamas
No corte a chama, o oxigênio, gás auxiliar, participa da combustão e fusão do material. A substância é aquecida pelo feixe de laser e, quando o material aquecido reage com o oxigênio, produz-se uma chama. Isso auxilia o feixe de laser a cortar o material, aumentando a potência aplicada a ele.
Para realizar o corte, removo simultaneamente o metal queimado com um fluxo de oxigênio de alta pressão. Materiais feitos de aço carbono espesso são frequentemente cortados por chama. Esse método também é conhecido como corte reativo devido à reação que ocorre entre o material aquecido e o oxigênio.
Corte por sublimação
Quando materiais finos (como folhas e tecidos) são cortados sem o uso de gás auxiliar, o corte por sublimação torna-se visível. Em vez de derreter o material, um feixe de laser o vaporiza instantaneamente nesse processo.
O material em foco pode vaporizar devido à alta intensidade da luz, criando uma incisão fina. Corte por vaporização é outro nome para esse tipo de corte.
Corte por impacto
Materiais difíceis de cortar com feixes de laser contínuos são fatiados usando corte por impacto. Para criar furos sobrepostos no material, um feixe de laser de pulso rápido é aplicado à sua superfície.
O corte por impacto é normalmente usado para cortar materiais frágeis como vidro e cerâmica. Os materiais e a aplicação específica devem determinar o tipo de laser a ser usado. Por exemplo, o laser de fibra é frequentemente usado para metal, enquanto o laser de CO2 é normalmente usado para cortar uma variedade de materiais.
Para garantir um corte preciso e eficaz de materiais metálicos, a máquina de corte a laser utiliza os efeitos complementares de um feixe de laser de alta energia e um gás auxiliar.
É essencial seguir as instruções e demonstrar habilidade ao operar o equipamento de corte a laser. Por exemplo, é importante garantir ventilação adequada, evitar o contato direto dos olhos com o feixe de laser e usar óculos de proteção. Dessa forma, é possível obter segurança e os melhores resultados. Para que o equipamento continue funcionando corretamente, a manutenção preventiva também é necessária.

Conclusão
As máquinas de corte a laser utilizam lasers de alta potência para realizar cortes precisos e eficazes em diversos setores. Muitos métodos de corte, incluindo fusão e chama, estão se tornando cada vez mais essenciais para a tecnologia e produção a laser contemporâneas.
No setor de corte de metais, fabricação de chapas metálicas e outras aplicações de engenharia mecânica, as máquinas de corte a laser da KRRASS oferecem precisão e eficiência incomparáveis.
Aja agora mesmo para revolucionar seu processo de produção! Para selecionar a máquina ideal, consulte nosso catálogo ou fale com um vendedor para obter informações detalhadas.
Perguntas frequentes
Como uma máquina de corte a laser pode decidir o que deve ser cortado?
Um tipo de máquina CNC (Controle Numérico Computadorizado) é a cortadora a laser, que é operada por computador. Com um simples clique de botão, um designer pode criar qualquer coisa usando um software de design e, em seguida, enviar o arquivo para a cortadora a laser para corte automatizado.
O que uma máquina de corte a laser não consegue cortar?
Substâncias que emitem toxinas. Plásticos clorados, como vinil e PVC: O gás cloro, que é venenoso para as pessoas e pode danificar as peças da máquina de corte a laser, é liberado quando o PVC é cortado. Plástico ABS: Quando cortado a laser, libera vapores de cianeto. Além disso, geralmente resulta em derretimento em vez de um corte limpo.
Qual é a espessura máxima que uma máquina de corte a laser consegue cortar?
Com um equipamento de corte a laser de fibra de 2000W, a espessura máxima de corte de diversos materiais é a seguinte: aço carbono pode ter até 20 mm de espessura, aço inoxidável até 8 mm, alumínio até 6 mm e cobre até 4 mm de espessura.




