El procesamiento de chapa metálica es una parte esencial de la fabricación mecánica, especialmente en industrias como la aeronáutica, los electrodomésticos, la automoción, los ascensores, entre otras, donde se utilizan ampliamente componentes de chapa metálica. En estos campos, la precisión y la calidad de la fabricación de chapa metálica son cruciales para garantizar el rendimiento y la fiabilidad de los productos finales.
Entre las diversas operaciones en la fabricación de chapa metálica, Doblado de ranuras en V Es uno de los métodos más críticos y comúnmente utilizados. Este proceso implica la creación de una ranura en forma de V a lo largo del material, lo que permite un doblado controlado sin causar grietas ni distorsiones. Es especialmente importante en aplicaciones donde se requieren ángulos exactos y tolerancias ajustadas.
El éxito del doblado de ranuras en V influye directamente en las dimensiones, la forma y la apariencia general del producto final. Un doblado correcto garantiza que la pieza conserve su tamaño e integridad estructural previstos. Por otro lado, cualquier error en el proceso, como ángulos incorrectos o defectos superficiales, puede afectar negativamente tanto la funcionalidad como la estética del componente.
Dada su importancia, mantener la precisión en las dimensiones y ángulos de plegado es vital. Factores como las propiedades del material, el espesor, el diseño de la herramienta y la configuración de la máquina influyen en la obtención de los resultados deseados. Mediante una gestión cuidadosa de estas variables, los fabricantes pueden producir piezas dobladas de alta calidad que cumplen con especificaciones precisas, garantizando el rendimiento y la durabilidad necesarios en aplicaciones exigentes.

Características del proceso de doblado de ranuras en V
En la máquina ranuradora de metal en V, hacemos una ranura en forma de V en la posición donde se necesita doblar la chapa de metal y luego la doblamos en la máquina dobladora según sea necesario.
Las características del proceso de doblado de chapa metálica con ranura en V incluyen principalmente los siguientes tres aspectos:
El radio del arco de la pieza de trabajo debe ser pequeño, sin arrugas ni hendiduras.
Después de ranurar la chapa, el espesor restante de la chapa se reduce a la mitad del espesor original, o incluso a un tamaño menor, de modo que el radio del arco de la pieza de trabajo después del doblado se puede reducir en gran medida.
Además, tras el ranurado, el espesor restante de la chapa es menor, lo que reduce la fuerza de deformación durante el doblado y evita que se extienda a la zona no doblada. Por lo tanto, tras el doblado, no se forman arrugas en la superficie de la pieza. Además, la menor presión de doblado evita el riesgo de hendiduras en la superficie decorativa.
De esta manera, el radio de arco pequeño, sin arrugas ni hendiduras en la superficie decorativa, cumple con la decoración de lugares de alta gama como hoteles, bancos, centros comerciales, aeropuertos, etc.
Se redujo la fuerza de la máquina dobladora
En el proceso de plegado, se requiere una mayor fuerza al doblar placas más gruesas. Tras ranurar la chapa en una ranuradora en V CNC, el espesor restante se reduce considerablemente, lo que reduce la fuerza de plegado requerida. El plegado de placas gruesas puede realizarse en una prensa plegadora de menor tonelaje. Esto no solo reduce la inversión en equipos, sino que también ahorra energía y espacio.
Doblado de piezas de formas complejas y control del rebote de flexión
La pieza de trabajo que se muestra en la figura, que no se puede completar el doblado en una máquina dobladora general, pero si la ranuramos primero en una máquina ranuradora en V de metal CNC, la pieza de trabajo se puede completar con un doblado manual en la prensa plegadora.
Además, el espesor restante de la placa se puede controlar mediante la máquina ranuradora en V de chapa metálica CNC, lo que ayudará a controlar la fuerza de rebote y el ángulo de rebote al doblar.
Por ejemplo, si el espesor restante después del ranurado se controla a aproximadamente 0,03 mm en una máquina ranuradora en V de metal, el ángulo de rebote se puede hacer pequeño y el rebote se puede ignorar básicamente.
Método de soldadura por ranurado en V de chapa metálica
En la producción de chapa metálica, colocamos el metal con ranura en V para doblar en la máquina ranuradora, lo ubicamos y luego ingresamos el espesor de la placa para el ranurado automático.
A la hora de realizar el ranurado debemos prestar atención a dos aspectos:
– El ajuste del ángulo de la ranura en V
A partir del proceso de doblado y la experiencia en doblado, sabemos que la chapa metálica tiene diferentes grados de deformación elástica durante el doblado y el conformado, lo que provoca la desviación del ángulo de doblado.
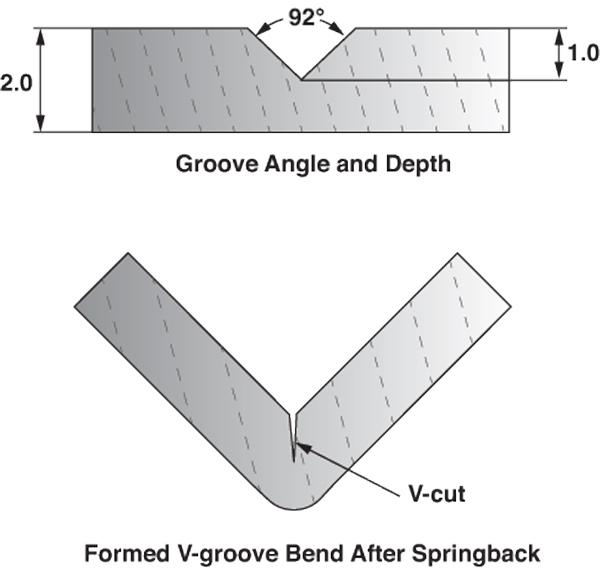
Al ranurar el tamaño de la ranura en V para doblar chapa metálica, esta se puede ajustar según el ángulo de doblado requerido de la pieza. Generalmente, el ángulo de la ranura en V es de 1 a 2° mayor que el ángulo de doblado. Por ejemplo, al doblar una pieza a 90°, el ángulo de la ranura en V suele ser de 92°, lo que evita fácilmente el rebote del ángulo de doblado.
– El ajuste de la profundidad de la ranura en V y el ajuste del espesor restante
Para un espesor de placa determinado, la profundidad de la ranura y el espesor restante son valores correspondientes. Normalmente, se establece un valor de espesor restante según los requisitos del proceso de doblado. El valor predeterminado es 0,8 mm y el mínimo no debe ser inferior a 0,3 mm.
Según el espesor de la placa, ajustamos los tiempos y la profundidad del ranurado en V. Para controlar las rebabas y proteger las herramientas, la profundidad del ranurado no debe ser excesiva. Normalmente, la profundidad del primer ranurado no puede superar los 0,8 mm y debe realizarse en al menos dos ranurados.
Por ejemplo, para una placa de acero inoxidable de 1,2 mm de espesor, el espesor restante debe ser de 0,5 mm después del ranurado. La profundidad del primer ranurado en V puede ser de 0,5 mm y la del segundo, de 0,2 mm. Tras dos ranurados en V, la profundidad restante de la placa apenas alcanzó los 0,5 mm y las rebabas eran relativamente pequeñas, como se muestra en la siguiente figura.

La máquina de ranurado y las herramientas de corte
Si está pensando en utilizar la técnica de ranurado en V para producir piezas, primero considere detenidamente su aplicación. El ranurado en V se utiliza principalmente en aplicaciones arquitectónicas de baja tensión, y la pieza terminada tendrá la misma resistencia que el espesor restante del material en el pliegue. El ranurado en V no es un proceso adecuado para todas las situaciones de fabricación.
Si opta por el ranurado en V, debe tener en cuenta la reducción del radio derivada del adelgazamiento del material en el corte. La ventaja o desventaja de la reducción del radio depende de la función de la pieza. Por ejemplo, el ranurado en V puede comenzar con un material de 0,080 pulgadas de espesor en la línea de plegado y reducirlo a 0,030 pulgadas. Generalmente, el ranurado en V reduce el espesor en el punto de plegado a entre un tercio y la mitad del espesor original. Obviamente, el ranurado en V no es adecuado para aplicaciones que requieran resistencia al plegado. Sin embargo, permite producir una esquina muy afilada sin grietas por tensión en el exterior del plegado.
Dado que el ranurado en V reduce el espesor del material en el pliegue, se requiere menos tonelaje para completarlo. Esto significa que se pueden doblar chapas más gruesas con menos tonelaje de conformado.
La ranura se puede producir en una perfiladora horizontal, que utiliza movimiento lineal para usar una sola punta de la fresa y cortar una trayectoria sobre una superficie plana, similar a cómo un torno extrae material de un objeto cilíndrico. Esto permite formar un radio de curvatura interior extremadamente agudo sin crear grietas por tensión en el exterior de la curva y sin los requisitos de tonelaje excesivos de una operación de rebaje o acuñado.
Históricamente hablando, antes de que el ranurado en V y los CNC modernos se unieran, el poco ranurado en V que se realizaba utilizaba una cepilladora de taller para cortar las ranuras en V. Pero sin una forma adecuada de asegurar la chapa a la mesa de la máquina, la profundidad de la ranura en V era difícil de controlar y extremadamente ineficiente.
Recientemente, los talleres han recurrido a máquinas ranuradoras CNC diseñadas para esta tarea. La precisión de estas máquinas es la misma que la de cualquier otro equipo CNC, con un posicionamiento de 0,005 pulgadas en promedio. Las máquinas realizan el corte o inglete con precisión en la línea de plegado, con el ángulo de corte correcto que creará la dimensión formada. Se les conoce con diversos nombres, como máquinas ranuradoras en V CNC, ranuradoras en V, máquinas de corte en V CNC o simplemente máquinas ranuradoras en V.
En una máquina CNC moderna de conformado horizontal con corte en V, la chapa se coloca directamente debajo de una cuchilla. El programa del controlador utiliza los parámetros del material (espesor, calidad, etc.) para determinar la profundidad y la ubicación del corte. Estas máquinas son muy similares a una cortadora láser o de plasma moderna.
Las cuchillas (herramientas de corte) que inserte en la máquina dependerán del ángulo de curvatura necesario. Por ejemplo, si necesita un ángulo de curvatura interno de entre 45 y 60 grados, necesitará una cuchilla rómbica con un ángulo de corte de 35 grados. Si el ángulo de curvatura interno está entre 60 y 80 grados, necesitará una cuchilla triangular; y para ángulos de curvatura internos de entre 80 y 90 grados, la cuchilla también debe tener un ángulo de corte de entre 80 y 90 grados. La Figura 1 muestra las formas básicas de las cuchillas, pero es posible que también deba ajustar el ángulo de la cuchilla para lograr el ángulo de ranura deseado.
Si lee con frecuencia los Fundamentos del Doblado, sabrá que es necesario compensar la recuperación elástica. Al doblar ranuras en V, debe tener en cuenta la recuperación elástica no solo con las herramientas de la prensa plegadora, sino también con el ángulo de corte. En la mayoría de los casos, 1 o 2 grados adicionales en el ángulo de corte de la ranura pueden solucionarlo.
A veces, sin embargo, se encontrará con tipos de material y ángulos de plegado con una recuperación elástica significativa, por lo que será necesario cortar un ángulo de ranura mayor para solucionarlo. Una ranura más grande proporciona espacio libre para garantizar que la muesca cortada no se doble durante el conformado. Con el ángulo correcto de la herramienta de punzón, debería quedar solo una pequeña separación en el corte en V entre los bordes de contacto (véase la Figura 2).
El ángulo de corte necesario es igual al ángulo de corte requerido más un pequeño ángulo de corte adicional para compensar la recuperación elástica. Este suele calcularse como la mitad de los grados del ángulo de curvatura interna (por ejemplo, una curvatura con ranura en V de 90 grados daría como resultado un ángulo de corte de 45 grados) más la mitad de los grados de recuperación elástica, si es necesario.


Perspectiva de aplicación de la tecnología de conformado por doblado de ranuras en V
Debido a las obvias ventajas de la tecnología de doblado de ranuras en V, y no hay necesidad de cambiar los métodos y equipos de doblado tradicionales, solo es necesario aumentar la máquina de doblado de ranuras en V de chapa metálica, por lo que la tecnología de doblado de ranuras en V se ha utilizado ampliamente en la aplicación de la industria de decoración emergente de gama media y alta.
Posteriormente, esta tecnología se aplicó con éxito a la industria de fabricación de ascensores. Gracias a las ventajas del proceso de doblado con ranuras en V, la fabricación de la carcasa del ascensor es más eficiente, precisa y presenta una mejor apariencia.
Posteriormente, algunos expertos en las industrias de fabricación de dispositivos médicos y armarios de control eléctrico también mostraron un gran interés en la tecnología de conformado por plegado con ranuras en V. En la fabricación de dispositivos médicos, el proceso de plegado con ranuras en V puede aplicarse al procesamiento de diversas piezas para mejorar la calidad y el rendimiento del producto. En la fabricación de armarios de control eléctrico, la tecnología de plegado con ranuras en V permite lograr una estructura de plegado más refinada y compleja, mejorando la resistencia y durabilidad del armario.
Con un profundo conocimiento de la tecnología de conformado de ranuras en V, se descubre que sus campos de aplicación serán más amplios. Además de las industrias mencionadas, la tecnología de conformado de ranuras en V también se puede utilizar en la industria aeroespacial, la fabricación de automóviles, el transporte ferroviario, etc., así como en ingeniería, decoración arquitectónica y otros campos. Gracias al continuo desarrollo e innovación tecnológica, la tecnología de conformado de ranuras en V sin duda mostrará su atractivo único en más campos y aportará mayor comodidad y beneficios al procesamiento de chapa metálica.
¿Cuáles son los tipos de máquinas de ranurado en V para chapa metálica?
Máquina manual de ranuras en V: La máquina manual de ranuras en V requiere que el operador controle manualmente el movimiento y la profundidad de corte de la herramienta de corte, lo que es adecuado para algunos requisitos simples de procesamiento de ranuras en V.
Máquina de ranura en V semiautomática: En el proceso de corte de la máquina de ranura en V semiautomática, el movimiento de la herramienta y la profundidad de corte son controlados en parte por el operador, pero puede estar equipada con algunas funciones de automatización, como el ajuste automático de la herramienta o la función de alimentación automática, que mejora la eficiencia y precisión del procesamiento. .
Máquina de ranura en V completamente automática: La máquina de ranura en V completamente automática tiene un alto grado de automatización, incluido el ajuste y la alimentación de herramientas completamente automáticos, generalmente utilizando un sistema de control CNC, que puede lograr un procesamiento de ranura en V más complejo y mejorar la eficiencia y precisión de la producción.
Máquina CNC de ranurado en VLa máquina de ranura en V CNC es un equipo de automatización avanzado, a través del sistema de control numérico por computadora para controlar el movimiento y los parámetros de corte de la herramienta de corte, puede controlar con precisión el tamaño y la forma de la ranura en V, adecuada para necesidades complejas de procesamiento de ranuras en V.
Máquina hidráulica de ranura en V: La máquina hidráulica de ranura en V utiliza un sistema hidráulico para impulsar la herramienta de corte, lo que puede lograr una mayor fuerza de corte y estabilidad, y es adecuada para procesar láminas de metal más gruesas o necesidades especiales que requieren una mayor fuerza de corte.
Máquina mecánica de ranuras en V: La máquina mecánica de ranuras en V adopta el modo de transmisión mecánica, y el movimiento de la herramienta de corte se realiza a través de dispositivos de transmisión como engranajes y correas, lo que es adecuado para algunas necesidades de procesamiento de ranuras en V de pequeña y mediana escala.
Conclusión
Doblado de ranuras en V, Como nuevo tipo de proceso de doblado, es el resultado de la preferencia del mercado. Krrass lleva 20 años dedicado a la investigación y producción de doblado de chapa metálica con ranurado en V y continúa explorando y buscando nuevas tecnologías para que los usuarios puedan producir productos cada vez más excelentes.




