
Abstracto: Si usted o su empresa están considerando adquirir una plegadora para aumentar la capacidad de procesamiento de piezas y mejorar la eficiencia de la producción, lea atentamente la siguiente información. Esta información podría serle útil.
Muchos responsables de la toma de decisiones en las empresas han sufrido pérdidas económicas debido a la compra de equipos inadecuados.
No exagero al decir que esta situación se da con frecuencia.
KRRASS lleva varias décadas fabricando equipos para el procesamiento de chapa metálica y hemos sido testigos de muchos incidentes de este tipo.
Sin embargo, supongamos que está dispuesto a dedicar tiempo a realizar una investigación exhaustiva. En ese caso, podrá comprender claramente el tipo de plegadora que usted o su empresa necesitan, los factores clave a considerar al comprar una plegadora y cómo tomar la decisión correcta y práctica.

Para una empresa que desee adquirir una plegadora, los fabricantes ofrecerán diversas opciones de precios con múltiples configuraciones.
Sin embargo, como comprador, considerar todos los factores puede resultar complicado. ¿Por dónde empezar para decidir qué tipo de plegadora elegir?
La mejor opción es evaluar sus necesidades o las de su empresa y utilizarlas como criterio principal a la hora de seleccionar una plegadora.
¿Por dónde empezar? La siguiente guía de compra de plegadoras puede resultarle útil a usted o a su empresa. Analicémosla juntos.
¿Qué es una prensa plegadora?
Es posible que ya conozcas la definición de una prensa plegadora, pero aun así queremos recalcar qué es.
Muchos compradores primerizos de prensas plegadoras, o aquellos que las adquieren para sus empresas, pueden necesitar familiarizarse más con lo que son.

Una prensa plegadora se utiliza para doblar chapas metálicas y consta de una mesa de trabajo, una corredera, un tope trasero, un cilindro hidráulico y otras piezas. Mediante punzones y matrices sencillos, podemos doblar fácilmente la chapa metálica y darle una forma geométrica específica. Al trabajar con chapas metálicas de diferentes espesores, el tamaño de la abertura de la ranura en V de la matriz inferior también varía, y la presión de plegado requerida es adicional. (Un manómetro de presión de plegado permite calcular la presión necesaria).

¿Cuáles son los aspectos que se suelen pasar por alto al comprar una plegadora?
1. Cuota de mercado
En el ecosistema digital actual, al buscar un producto en línea, es probable que encuentres a muchos fabricantes exagerando sus ventajas y desacreditando a sus competidores. Sin embargo, el indicador más fiable de la calidad de un producto suele ser su cuota de mercado. Puedes determinar qué máquinas y equipos son ampliamente utilizados y gozan de buena aceptación en diferentes sectores, basándote en las opiniones de los usuarios, y cuáles podrían mejorarse y recomendarse. Las opiniones y la reputación de los usuarios son fundamentales, ya que ofrecen perspectivas de primera mano e interacción directa con el producto. Recomendamos prestar atención a estas opiniones.
2. Escala empresarial
Al considerar la compra de un producto, es fundamental conocer la reputación del fabricante y la calidad de su servicio posventa. En la era digital actual, puede resultar difícil discernir la fiabilidad de una empresa de las afirmaciones publicitarias. Sin embargo, al analizar la cuota de mercado de una marca específica en su sector, podrá comprender mejor su popularidad y fiabilidad.
También es fundamental buscar una empresa sólida y con buena reputación, ya que esto suele indicar que es confiable y puede brindar un servicio posventa fiable a sus usuarios. Para evaluar la envergadura y la solidez de una empresa, se recomienda visitar personalmente su fábrica para conocer sus procedimientos y su capacidad de producción. Si la visita no es posible, también se pueden realizar inspecciones de fábrica en línea mediante video u otros métodos digitales.
KRRASS Machinery tiene en cuenta las diferentes necesidades de los usuarios y ofrece servicios de inspección de fábrica en línea. Haga clic aquí para comenzar su proceso de inspección de fábrica en línea.
3. Calidad de la máquina

Los dos puntos mencionados anteriormente son términos de sentido común que no tienen relación con la máquina en sí. Ahora hablemos de la calidad del dispositivo.
Si aún te estás familiarizando con las prensas plegadoras, comparar la calidad de las máquinas puede requerir mucho trabajo.
El tamaño y el peso de la máquina son factores clave a tener en cuenta. Generalmente, las máquinas más grandes y pesadas son más robustas y de mayor calidad, ya que suelen estar fabricadas principalmente de acero.
Otro factor crítico es la precisión. Lo ideal sería llevar (o enviar) las piezas necesarias a la fábrica para comprobar la exactitud de la máquina, pero esto no siempre es posible. La precisión del dispositivo depende del tope trasero, la resistencia de la estructura de la máquina y el molde.
Si el tope trasero aún funciona con cadena, no se puede garantizar la precisión de la máquina. Las vigas de aluminio pueden parecer atractivas, pero probablemente se deformarán tras repetidos choques.
El tercer factor importante son el husillo y las guías lineales. Las empresas de excelencia suelen optar por utilizar husillos de bolas y guías lineales.
Finalmente, la resistencia del pilar del cuerpo está directamente relacionada con el grosor de la placa seleccionada. La potencia del cuerpo se reducirá significativamente si el contenedor es demasiado delgado.
4. Perfora y troquela

Si comparamos una plegadora con un soldado, la herramienta es su arma. Si la calidad de estas armas fuera mejor, sería más fácil derrotar al enemigo.
Por lo tanto, ¿cómo podemos evaluar la calidad de las herramientas?
El factor más importante es el material utilizado. Actualmente, el 42CrMo se considera un material de primera calidad para las herramientas de las prensas plegadoras, mientras que otros materiales, como el Cr6W2Si, también se consideran buenas opciones. Los usuarios comunes podrían necesitar adquirir conocimientos específicos para distinguir entre estos materiales.
Además, la mayoría de las herramientas se someten a un tratamiento térmico de alta frecuencia. Algunos fabricantes utilizan herramientas que solo reciben tratamiento térmico en el filo de corte. Sin embargo, los fabricantes de alta calidad utilizan herramientas que reciben un tratamiento térmico completo.
Las herramientas que han sido sometidas a un tratamiento térmico general presentan un orificio, una clara señal de dicho tratamiento.
Es importante mencionar que los costos de fabricación de las herramientas que han sido sometidas a un tratamiento térmico integral son considerablemente más elevados que los de las herramientas que solo han sido sometidas a un tratamiento térmico en el filo de corte.
Cuatro pautas para seleccionar una plegadora
Al seleccionar una plegadora, es fundamental tener en cuenta los siguientes cuatro principios:
Principio 1: Precisión en el funcionamiento del sistema mecánico.
Es de conocimiento general que ciertas imprecisiones físicas en el radio de curvatura son inevitables, pero la cuestión radica en el grado de desviación que los usuarios pueden tolerar. Para componentes mecanizados relativamente sencillos, pequeñas discrepancias en la precisión pueden ser aceptables. Sin embargo, generalmente se requiere alta precisión para la mayoría de las piezas mecanizadas, sobre todo cuando estas se utilizan en la producción después del doblado.
Principio 2: Se requiere flexibilidad del sistema mecánico.
Cuanto mayor sea la variedad de piezas mecanizadas, mayor será la flexibilidad requerida en la plegadora. En otras palabras, la plegadora debe diseñarse pensando en la facilidad de uso, tanto en su hardware como en su software. Debe permitir una fácil ampliación para garantizar la máxima rentabilidad. De esta forma, incluso si los pedidos de mecanizado del usuario cambian con frecuencia y hay poca repetición, se puede minimizar el tiempo necesario para ajustar los parámetros de la plegadora.
Principio 3: Determinar la capacidad de producción y el tamaño de la prensa plegadora.
A la hora de elegir una prensa plegadora, es necesario tener en cuenta el tamaño de las piezas, la presión, la longitud de plegado, la carrera y la altura estructural.
Principio 4: Los clientes potenciales también deben considerar cuidadosamente el propósito final de la máquina, la posible deformación conocida y el radio de curvatura de las piezas mecanizadas.
Al comprar una plegadora, hay que tener en cuenta siete factores.
Las prensas plegadoras presentan diferencias en cuanto a mecanizado y tecnología en comparación con otros equipos CNC. Como usuario de este tipo de equipo, antes de adquirir una prensa plegadora, debe considerar todos los factores relevantes, como la aplicación, la deflexión, el radio de curvatura y otras piezas mecanizadas.

Como responsable de la toma de decisiones en la adquisición de equipos, debe comprender el rendimiento, el rango de procesamiento, las funciones y la precisión de una prensa plegadora.
Esto es motivo de preocupación, ya que cualquier decisión errónea puede aumentar la producción y, posiblemente, generar costes irrecuperables.
Por lo tanto, antes de comprar una plegadora, tenga en cuenta los siguientes siete factores, que pueden ayudarle a tomar la decisión correcta.
1. ¿Qué tipo de piezas desea producir?
Su objetivo al comprar una plegadora es procesar sus tareas de producción de manera eficiente, no adquirir la máquina más pequeña y ligera posible. Lo más importante es considerar el tipo de material de la chapa metálica, así como su espesor y longitud máximos.
Para una chapa de acero inoxidable con un espesor máximo de 3 mm y una longitud de 2500 mm, una plegadora de 80 toneladas con sistema de doblado neumático cumpliría con los requisitos. Sin embargo, si necesita utilizar una matriz inferior, considere adquirir una plegadora de aproximadamente 150 toneladas.
Si utiliza una chapa de acero con bajo contenido de carbono de un espesor máximo de 6 mm y una longitud de 2500 mm, una plegadora de 100 toneladas es adecuada para el doblado al aire. Sin embargo, si necesita utilizar una matriz inferior, considere una plegadora CNC de mayor capacidad.
Para chapas metálicas de 1250 mm o menos de longitud, una plegadora CNC de menor tamaño es suficiente. Esto puede reducir significativamente los costes de compra. El tamaño de la chapa es fundamental para elegir la plegadora más adecuada.
2. Sistema de compensación
En el proceso de plegado de las prensas plegadoras CNC, los errores de deflexión son inevitables, especialmente en el caso de piezas largas.
La deflexión de la prensa plegadora aumenta proporcionalmente con la longitud de la pieza de trabajo.
Bajo cargas idénticas, una plegadora que procesa una placa de 2500 mm experimentará una deflexión cuatro veces mayor que la que procesa una placa de 1250 mm.
En otras palabras, las prensas plegadoras más cortas con menos ajustes de calces pueden producir productos de mayor precisión.
Reducir los ajustes de las calzas también puede acortar el tiempo de preparación de la plegadora.
Afortunadamente, la mayoría de las prensas plegadoras hidráulicas CNC incorporan compensación de deflexión hidráulica durante la fabricación, lo que reduce la necesidad de ajustes por parte del operario y mejora drásticamente la precisión del plegado y la eficiencia de la producción.
El sistema CNC controla esta función.
Una servoválvula electromagnética permite que el aceite hidráulico fluya hacia el cilindro de compensación, lo que provoca que la mesa de trabajo se eleve. A medida que aumenta la presión de trabajo de la plegadora, también aumenta la fuerza de compensación de la deflexión, compensando eficazmente cualquier desviación.
La compensación automática de desplazamiento es otro método de compensación menos eficiente.
3. Tipo de material
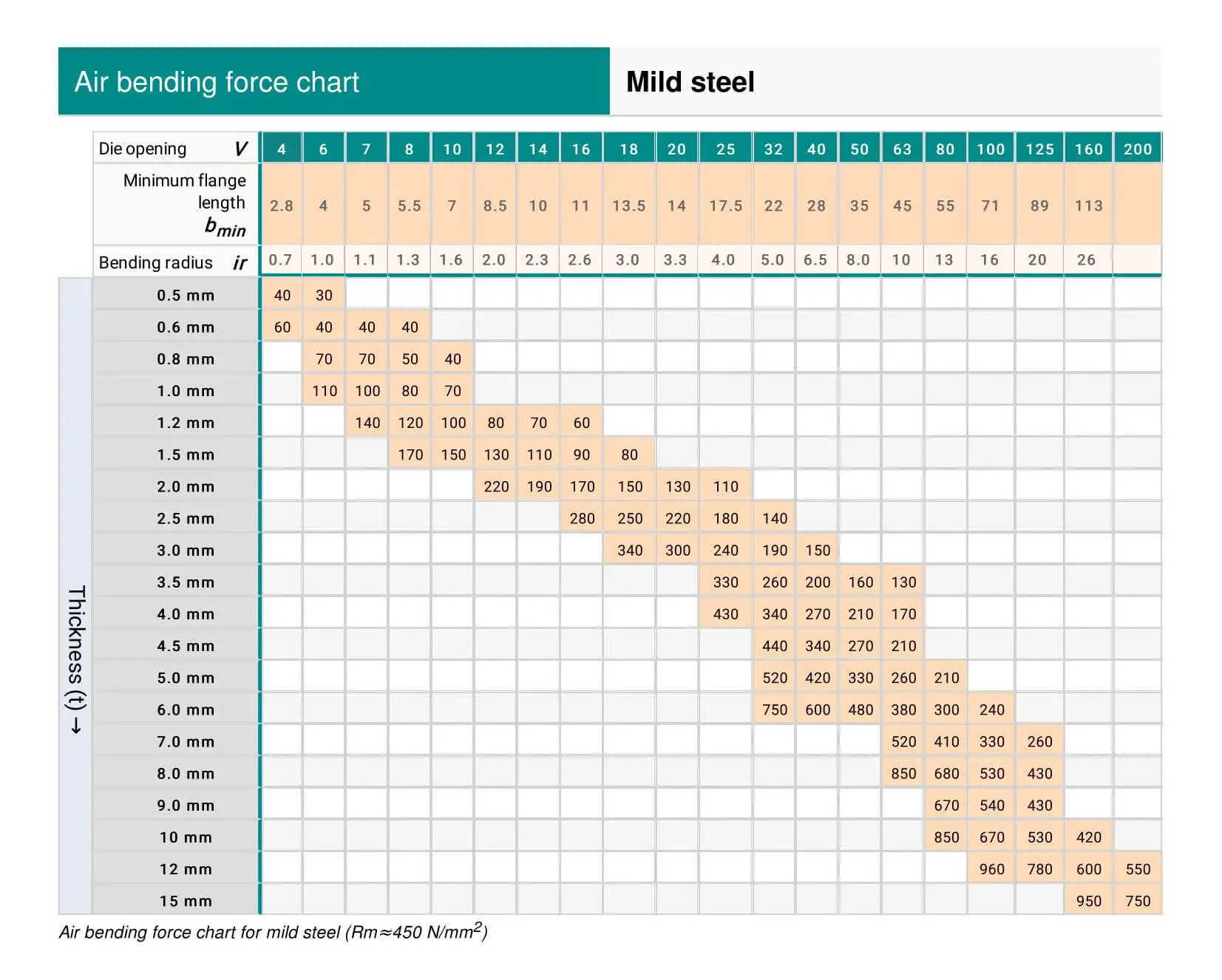
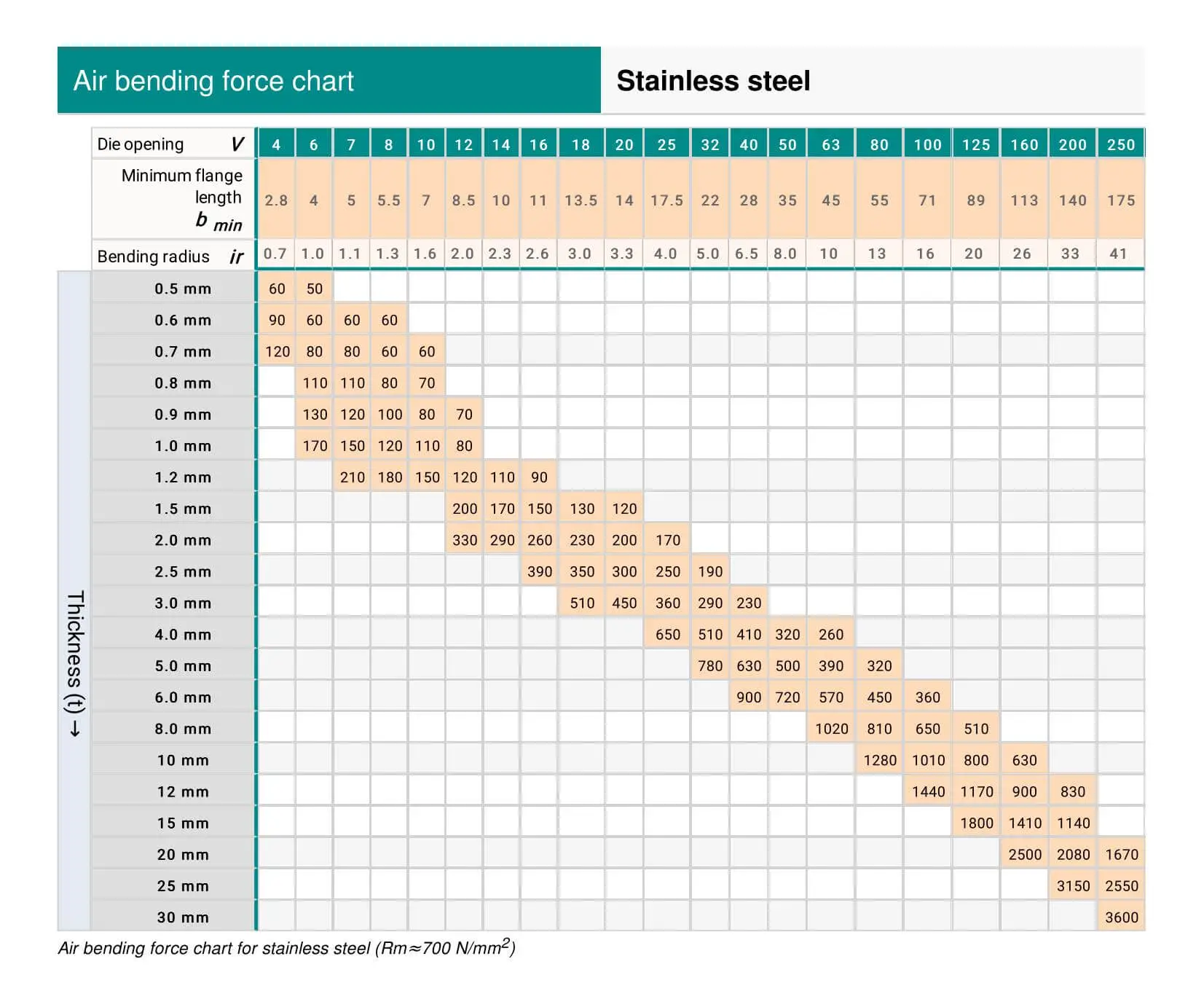
En comparación con las planchas de acero al carbono convencionales, la presión de doblado necesaria para las planchas de acero inoxidable aumenta en aproximadamente 50% durante el proceso de doblado. Sin embargo, la presión de doblado necesaria disminuye en 50% para las planchas de aluminio más blandas.
El fabricante de la plegadora puede obtener los parámetros de presión de plegado según la norma.
La siguiente tabla de datos muestra las presiones de flexión necesarias para placas metálicas de 1000 mm de espesor y de diversos materiales.


Imagen anterior
Siguiente imagen
También existe una forma rápida de calcular la presión de plegado necesaria para una prensa plegadora. Puede utilizar nuestra calculadora de presión de prensa plegadora en línea para calcular la presión necesaria en toneladas.
4. Radio de curvatura

Durante el doblado al aire, el tamaño de la abertura de la ranura en V de la matriz inferior debe ser mayor que ocho veces el espesor de la lámina de metal.
Por ejemplo, si se utiliza una prensa plegadora con una abertura de ranura en V en la matriz inferior de 12 mm para doblar una placa de acero con bajo contenido de carbono y un espesor de 1,5 mm, el radio de curvatura debe ser de 1,9 mm.
Si el radio de curvatura es aproximadamente igual o menor que el espesor de la chapa metálica, se recomienda el doblado inferior.
Sin embargo, en este caso, la presión de doblado requerida será cuatro veces mayor que la del doblado al aire. Al realizar el doblado al aire, es fundamental tener en cuenta la holgura entre los moldes superior e inferior en la base del punzón y la matriz, así como la fuerza de recuperación elástica de la chapa metálica tras doblarla a un ángulo de 90°. Normalmente, los moldes provocan que la prensa plegadora tenga un ángulo de recuperación elástica inferior a 2 grados durante el doblado al aire.
Por lo tanto, para los procesos estándar de doblado de moldes superior e inferior, el ángulo del punzón del molde superior debe estar entre 86° y 90°.
En la parte inferior de la carrera de doblado, debe quedar un espacio ligeramente mayor que el espesor de la lámina de metal.
5. Ángulo de curvatura

El ángulo de punzonado mejora gracias al uso de una matriz inferior de mayor tamaño, con una capacidad de flexión cuatro veces superior a la de la matriz de troquelado. Esto contribuye a reducir la fuerza de recuperación elástica dentro del radio de curvatura especificado.
El doblado con matriz inferior es similar al troquelado, con la única diferencia de que el extremo frontal del punzón se adapta al radio de doblado requerido. Dado que la holgura entre las matrices superior e inferior en la parte inferior de la carrera de doblado es menor que el espesor de la chapa metálica, y la presión de doblado (diez veces mayor que la de troquelado) es suficiente, se reduce la fuerza de recuperación elástica. El extremo frontal del punzón entra en contacto total con la chapa metálica.
Para garantizar la durabilidad de la plegadora y asegurar productos finales de alta calidad, se recomienda seleccionar una máquina plegadora que utilice la técnica de plegado por troquelado con un radio de curvatura mayor que el espesor de la chapa metálica. Este enfoque garantiza productos finales de alta calidad y, al mismo tiempo, prolonga la vida útil de la plegadora.
6. Precisión de doblado
La elección entre una plegadora CNC y una plegadora convencional depende de la precisión requerida.
Se recomienda utilizar una prensa plegadora CNC si se requiere una precisión de ±0,5 grados que no se puede modificar. La precisión de reposicionamiento del deslizador se puede controlar con una tolerancia de ±0,01 mm.
Para el plegado de piezas de alta precisión, se requiere una plegadora de alta precisión y alto rendimiento.
Sin embargo, la precisión de reposicionamiento de un deslizador de plegadora CNC convencional es de aproximadamente ±0,5 mm, lo que aún puede producir una desviación de ±2-3 grados en condiciones adecuadas.
Además, las prensas plegadoras CNC suelen estar equipadas con un controlador CNC y sistemas de punzonado de cambio rápido. Esto debería ser la principal consideración si necesita procesar muchas piezas pequeñas.
7. Golpea y muere
La selección de la matriz de la prensa plegadora Esto repercute directamente en la precisión del proceso de doblado de las láminas de metal.
Por lo tanto, es fundamental inspeccionar cuidadosamente el punzón y la matriz.
Los troqueles vienen en diversas formas, y se utilizan diferentes punzones y troqueles para otras piezas.
Para lograr la forma ideal de la pieza, las propiedades físicas del material se modifican principalmente durante el proceso de conformado.
Matrices de doblado para procesar materiales en bruto y convertirlos en piezas con formas y tamaños específicos mediante presión de inclinación.
Los troqueles utilizados en las prensas plegadoras se clasifican generalmente en convexos o cóncavos, y cumplen diferentes funciones en el estampado y la separación de chapa metálica. Un troquel de conformado tiene una cavidad para crear una forma específica, mientras que un troquel de separación tiene una cuchilla para cortar la chapa.
Las matrices de doblado suelen estar hechas de acero T8 o T10, y algunas matrices de mejor calidad pueden utilizar material 42CrMo, que tiene mayor resistencia, mejor tenacidad y resistencia al desgaste.
El Cr12MoV, un tipo de acero para matrices laminado en frío, también es un material muy adecuado para este propósito.
El acero 42CrMo es una aleación de alta resistencia templada y revenida. Posee una excelente resistencia y tenacidad, y puede funcionar eficazmente a temperaturas inferiores a 500 grados Celsius. Para garantizar la durabilidad de cada matriz, es fundamental controlar el desgaste periódicamente. Una forma de comprobar el desgaste es medir la longitud de la matriz desde el frente hasta el hombro y la distancia entre ambos hombros.
Para matrices estándar, la desviación admisible por pie debe ser de aproximadamente ±0,001 pulgadas, con una desviación máxima de longitud total de ±0,005 pulgadas.
Para matrices de precisión, la desviación por pie debe estar dentro de ±0,0004 pulgadas, y la precisión de la desviación de la longitud total no debe exceder ±0,002 pulgadas.
Lo mejor es utilizar matrices delicadas para las plegadoras CNC y matrices estándar para las plegadoras manuales y convencionales.
Respuestas a algunas preguntas frecuentes antes de decidirse a comprar una plegadora.
¿Cuántos tipos de prensas plegadoras existen?
Existen muchos tipos de prensas plegadoras, que dependen de diferentes necesidades y etapas de desarrollo, incluyendo prensas plegadoras manuales, neumáticas, mecánicas, hidráulicas, híbridas, servoeléctricas, totalmente eléctricas, etc.
¿Cuántos tipos de moldes para prensas plegadoras existen?
Existen muchos tipos de moldes para prensas plegadoras, incluyendo la matriz superior estándar para plegado en ángulo recto, la matriz superior de ángulo agudo, las matrices superior e inferior de aplanamiento, la matriz superior redondeada, la matriz superior de cuello de cisne, las matrices inferiores de 1V a 4V, la matriz inferior de poliuretano, la matriz inferior de caucho duro, la guía de la matriz inferior, el asiento de la matriz inferior, la matriz descentrada, la matriz de conformado, la matriz de rebordeado, el juego de matrices de plegado y la matriz de plegado sin costuras.
Además, también se pueden diseñar diversos punzones y matrices no estándar para satisfacer diferentes necesidades.
1. Punzón y matriz estándar universal:
Se utiliza para doblar entre 90° y 180°.
Ventajas: apto para placas gruesas y delgadas, duradero y de uso generalizado.


2. Punzón de ángulo agudo:
Se utiliza para doblar entre 20° y 180°.
Ventajas: permite doblar ángulos y dimensiones pequeñas, radio pequeño después del doblado, bonito y angular.

3. Punzón de cuello de cisne:
Se utiliza para doblar entre 30° y 180°.
Ventajas: se utiliza ampliamente para productos en forma de U que no se pueden fabricar con moldes estándar y punzones de ángulo agudo.

4. Matriz de rebordeado:
Se utiliza para el rebordeado y es apto para su uso con punzones de ángulo agudo.
Primero, utilice el punzón de ángulo agudo para doblar la pieza de trabajo a un ángulo inferior a 45°, y utilice la matriz de aplanamiento para presionar la brida, que se utiliza principalmente para reforzar el marco.


5. Matriz de diferencia escalonada (también llamada matriz en forma de Z):
Se utiliza principalmente para el doblado único de piezas pequeñas en forma de Z, y existen tipos fijos y ajustables.

6. Matriz de conformado de un solo uso:
Including rounded corner forming die, door frame creating a die, U-shaped forming die, lamp pole forming die, etc.
It is usually used for bending complex products with multiple bending angles and styles, so one-time bending forming dies are designed to improve bending accuracy and efficiency.

7. Concentric mold
Refers to the lower die used to support the CNC press brake, composed of a mold frame and a segmented lower die.
Concentric means that when using any slot, replace the designated slot without re-centering the punch and lower die position, which is convenient for mold changing and has high bending accuracy.
Automatic compensation or hydraulic compensation, which one should be chosen?
When using hydraulic compensation, the compensation pressure is separate from the pressure of the entire system. This means that when the compensation valve works, the pressure of the whole system will decrease partially. In addition, problems such as oil leakage and pollution can occur in the hydraulic oil control system if there are such problems as tube rupture, aging of the compensation cylinder seal ring, or loose joints.
In contrast, automatic compensation relies on the CNC system to compute the required adjustment based on the material thickness, length, and the chosen mold. The system module then controls the compensation motor to adjust the deformation amount by reversing its rotation, with feedback provided by a potentiometer.
One advantage of automatic compensation is that the compensation deformation does not change with the holding time of the slide, and power is not required every time the drop enters the deceleration position. This helps to save energy throughout the entire system and eliminates the risk of oil leakage and pollution. Additionally, the use of a whole worktable also reduces manufacturing costs.
Open loop or closed loop for a press brake?
Closed loop
Closed-loop control of a press brake, also known as a feedback control system, compares the system’s actual output with the desired value, generates an error signal, and then uses it to control and adjust the work to make it close to the desired value.
Closed-loop control has high precision and fast response speed because it considers the operation of each part of the machine tool. However, compared to open-loop systems, closed-loop systems are more complex and expensive because they involve multiple components.
Open loop
Compared with closed-loop control, open-loop control of a press brake does not provide feedback on the current control results of the system. Therefore, the accuracy of the bending process in an open-loop device depends entirely on the precision of each component of the machine.
The system cannot control or compensate for parameter changes during bending, resulting in lower accuracy. External interference can also cause changes in the internal parameters of the machine, but the open-loop design is more straightforward, more stable, and easier to install and maintain.
Conclusión
Therefore, choosing open-loop or closed-loop control depends on your specific budget and the requirements of the bent workpiece. However, it should be noted that if you choose a closed-loop system, you must select a company with solid research and development capabilities. Only such enterprises can genuinely make the closed-loop function of the press brake play a long-term and uninterrupted role. Usually, small enterprises need the ability to effectively utilize the closed-loop system on the bending device.
What is the difference between a CNC press brake and a conventional press brake?
The following article explains in detail the differences between a CNC press brake and a conventional press brake:
To sum it up, the primary distinction between them lies in the presence of computerized control and automated feedback. This leads to differences in processing speed, accuracy, and efficiency.
What factors affect the price of a press brake machine?
The cost of a CNC press brake machine is influenced by several key factors, such as the machine’s tonnage, body width, component brands, mold types, product quality, and the level of after-sales service provided.
What brand of press brake is better?
The top ten press brake brands in the world are the best choices. You can choose according to your geographic location and the brand’s popularity in the local market.
The following link can provide you with information about the top ten press brake brands:
Los 10 principales fabricantes mundiales de prensas plegadoras (actualizado en 2023)
Electro-hydraulic servo press brake:
The hydraulic control system synchronously controls the two main cylinders on both sides with an electric proportional valve and grating ruler and is independently owned by the CNC system. Accurate feedback data ensures the accuracy of the slide movement.
Torsion bar synchro press brake:
The left and right swing rods are connected by a torsion bar to form a torsion bar-forced synchronization mechanism, which keeps the up and down movement of the two cylinders on both sides synchronized.
How to choose a CNC system for a press brake?
When choosing a CNC system for a press brake, several popular brands, such as Delem, Cyblec, and ESA, can be considered. Many press brake manufacturers also use their own in-house CNC systems. If you want to make an informed decision, we recommend extensive research before selecting a CNC system for your press brake. You can find comprehensive guidance on this topic by following the link below:
How to buy a good press brake?
If you have read the above content carefully, you should now clearly understand the factors to consider when purchasing a good press brake. The next step is to communicate directly with manufacturers, gain a deeper understanding of them and their products, and decide based on your budget.
Final thoughts
KRRASS has been serving the press brake manufacturing industry for decades, and we understand the importance of customers purchasing high-quality press brakes. "Good" refers to quality and includes reasonable prices and high-quality after-sales service.
We have seen too many examples where customers purchased press brakes from small factories, encountered problems without receiving technical support, and eventually contacted us to repurchase equipment. We have also witnessed agents losing a lot of money due to choosing the wrong press brake manufacturer brand.
To prevent these issues, it is highly recommended that you conduct extensive research on your options before making a final decision. Trust us; the time you invest will be worth it.
Before you go, perhaps you would like to see:





{kind=link}
{kind=link}