A مكابح ضغط هيدروليكية يمكن توليد قوة تشكيل هائلة، لكن لا يوجد هيكل صلب تمامًا تحت الحمل. حتى الإطار عالي الصلابة، والمكبس الموجه بدقة، والأدوات عالية الجودة ستتعرض للتشوه. الانحراف المرن—وهذا الانحراف هو أحد أكبر الأسباب التي تجعل الانحناءات الطويلة تظهر "نهايات ضيقة ووسط مفتوح"، أو زوايا غير متناسقة، أو تضيق عبر الجزء.
والخبر السار هو أن الانحراف ليس مشكلة غامضة. نظام هيدروليكي حديث فرامل اليد يدير ذلك من خلال مزيج من الصلابة الهيكلية، والتقوس المتحكم به، والتحكم المتزامن في المحور، وانضباط العملية—حتى تتمكن من الحفاظ على زوايا ثابتة، وتقليل إعادة العمل، وتشغيل أجزاء أطول بثقة.
جدول المحتويات
فهم معنى "الدقة" في مكبس الثني الهيدروليكي

دقة الزاوية هي نتيجة نظام متكامل، وليست نتيجة لمكون واحد.
عندما يقول المشترون إنهم يريدون "دقة عالية"، فإنهم عادةً ما يقصدون اتساق زاوية الانحناء النهائية على امتداد طول الانحناء بالكامل وعبر الأجزاء المتكررة. وتتأثر هذه النتيجة بانحراف الماكينة، ومحاذاة الأدوات، واختلاف المواد، واستقرار حركة المحور Y.
تستطيع مكبس الثني الهيدروليكي وضع المكبس في الموضع المطلوب بدقة متناهية، ولكن إذا ينفصل السرير والمكبس بشكل غير متساوٍ تحت تأثير الحمولة, ستظل الزاوية تنحرف على طول الجزء. بعبارة أخرى،, دقة تحديد الموقع وحدها ليست القصة الكاملة—يجب على الآلة أيضاً أن تدير بنشاط كيفية تصرفها تحت الحمل.
الدقة مقابل التكرارية (لماذا كلاهما مهم)
يتم الخلط بين مصطلحين بشكل متكرر: دقة و قابلية التكرار. في أنظمة الحركة، معايير مثل ISO 230-2 تحديد أساليب الاختبار لتقييم دقة وتكرارية تحديد موضع المحاور التي يتم التحكم فيها رقميًا, ، وهو ما يمثل عقلية مرجعية مفيدة حتى عند تطبيقها على معدات التشكيل. معايير Iteh
تُجيب خاصية التكرار على السؤال التالي: "إذا اتخذتُ نفس الموقع مرة أخرى، فهل سأهبط في نفس المكان؟" وتُجيب خاصية الدقة على السؤال التالي: "هل هذا الموقع هو الموقع الصحيح بالنسبة للهدف؟" إذا كانت خاصية التكرار قوية ولكن الدقة غير دقيقة، فغالبًا ما يمكنك التعويض أثناء التحكم. أما إذا كانت خاصية التكرار ضعيفة، فستتذبذب عملية التحكم باستمرار وتتطلب تصحيحًا متكررًا.
لماذا تكشف الأجزاء الطويلة عن مشاكل الانحراف أولاً؟
قد يخفي القوس القصير العديد من العيوب لأن المسافة بين نقاط التحميل صغيرة ومساحة تلامس الأدوات محدودة. لكن الانحناء الطويل يزيد من الانحراف لأن الآلة تتصرف بشكل أقرب إلى نظام العوارض. يميل المركز إلى الانحراف أكثر من الأطراف, مما يخلق فجوة تشكيل مختلفة على طولها.
لهذا السبب، تُشير العديد من المصانع إلى أن القطع "تبدو جيدة عند 600 مم" ولكنها تُصبح صعبة عند 2-3 أمتار. بمجرد زيادة الطول، يجب التعامل مع إدارة الانحراف كقدرة أساسية - وليست ميزة إضافية.
من أين يأتي الانحراف في عملية ثني الصفائح المعدنية باستخدام مكابس الثني الهيدروليكية
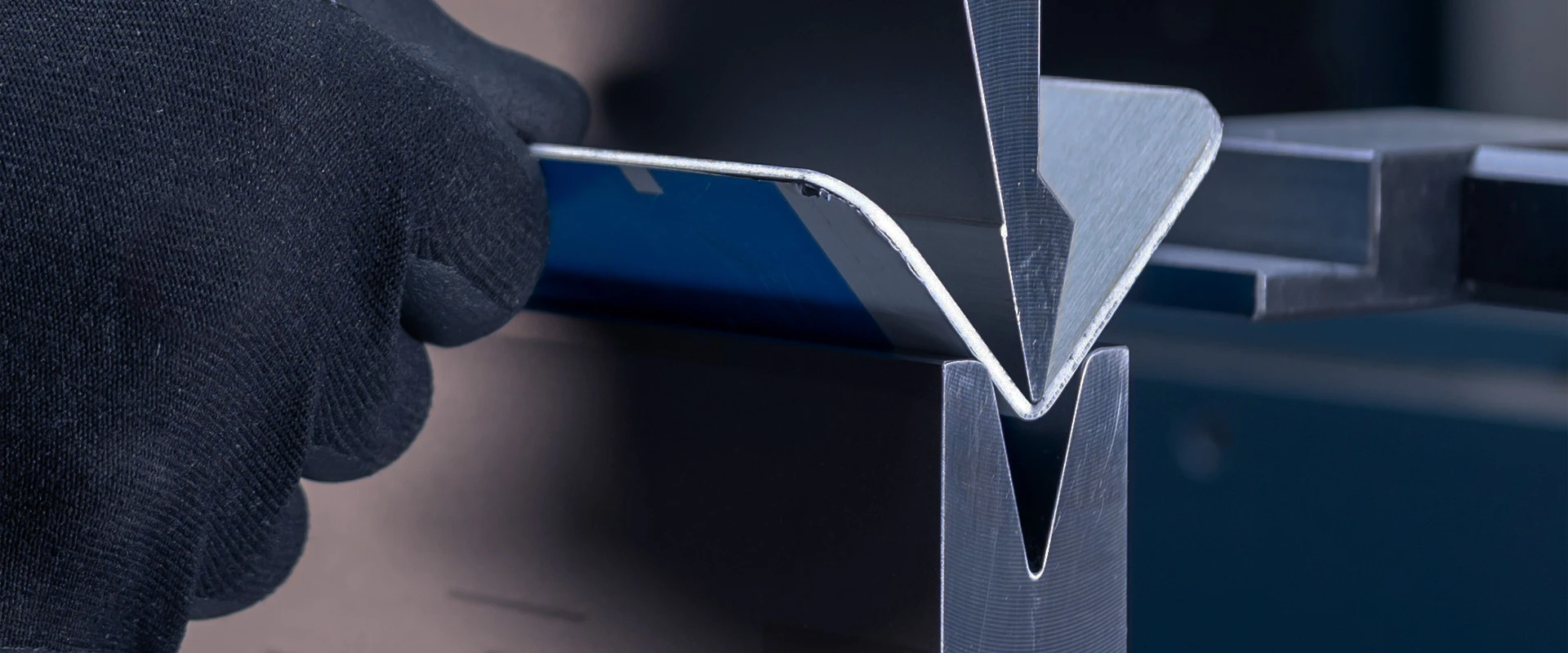
انحناء مرن للمكبس والسرير تحت الحمولة
في مكبس الثني الهيدروليكي، تنتقل قوة الضغط عبر المكبس والأدوات والقاعدة. تحت الأحمال العالية، قد ينحني كل من المكبس والقاعدة انحناءً مرنًا؛ والعرض الكلاسيكي لذلك هو شكل "الابتسامة" حيث يكون المركز أبعد فعليًا عن الأدوات من الأطراف. توجد أنظمة التقوس خصيصًا لمواجهة هذا السلوك من خلال توليد منحنى معاكس مقصود. صناعة المعادن الكندية
هذا لا يعني أن الآلة "ضعيفة". بل يعني أن الآلة تفعل بالضبط ما تفعله كل بنية مرنة: فهي تنحرف بشكل متوقع تحت الحمل، ويجب تعويضها بشكل متوقع.
تمدد الإطار وفتحة الإطار الجانبية
لا يقتصر الانحراف على الوضع الرأسي فقط. كما يتعرض إطار مكبس الثني أيضًا للانحراف. فتحة الإطار الجانبي والتمدد المرن العام, وخاصة أثناء عمليات التشكيل الثقيلة على تجهيزات الأدوات الطويلة. تستهدف بعض حلول التعويض منحنى السرير/المكبس، بينما تعالج حلول أخرى كيفية استجابة الإطار الكامل للحمل وموضع تحول خط العمل الفعال.
عمليًا، ستلاحظ هذا الانحراف في الزاوية عند تغيير طول الانحناء، أو نوع المادة، أو الانتقال من انحناء مركزي إلى انحناء غير مركزي. إذا كان تعويض الماكينة "موحدًا لجميع الحالات"، فسيتغير شكل الزاوية بتغير ظروف التحميل.
أدوات التثبيت، والتثبيت، والامتثال للتلامس
حتى لو كان هيكل الآلة صلباً إلى ما لا نهاية، فسيظل النظام يتمتع بالمرونة في:
- أسطح تثبيت القوالب/القوالب،,
- التثبيت،,
- تفاوتات تراكم الأدوات، و
- التآكل أو التلوث على الأسطح الملامسة للجلد.
لهذا السبب، يعتبر المشغلون ذوو الخبرة النظافة، وعزم التثبيت الصحيح، وثبات وضع الأدوات أدوات أساسية للدقة، وليست مجرد إجراءات روتينية. قد يختلف ثنيان متطابقان لمجرد أن الأدوات لم تثبت بشكل متطابق على طولهما.
تباين المواد والارتداد المرن
نادراً ما تكون المادة متجانسة تماماً. فقوة الشد وتفاوتات السماكة تغير قوة التشكيل وسلوك الارتداد، مما يؤثر بدوره على مقدار انحراف الآلة وكيفية استرخاء الزاوية النهائية بعد التفريغ.
حتى معامل المرونة المستخدم في التقدير الهندسي غالباً ما يتم التعامل معه على أنه ~200 جيجا باسكال للفولاذ، لكن الأبحاث والاختبارات تظهر أنه يمكن أن يختلف حسب الدرجة والسمك، مما يذكرنا بأن خصائص المواد تُدخل تباينًا في العالم الحقيقي يجب أن تستوعبه العملية. Scholars' Mine
الفيزياء بلغة بسيطة: كيف يصبح الانحراف الطفيف خطأً مرئيًا في الزاوية
تخيل مكبس الثني كنظام شعاع متحكم به
النموذج الذهني المفيد هو انحراف الشعاعإذا كان الجسر مدعومًا ومحملًا، فإنه ينحني وفقًا لصلابة الجسر (E·I) وتوزيع الحمل. بالنسبة لجسر مدعوم ببساطة مع حمل موزع بانتظام، تتضمن الصيغ الكلاسيكية أقصى انحراف في منتصف الجسر يتناسب مع 5wL⁴/(384EI)—وهذا يوضح لماذا يكون للطول تأثير كبير (L مرفوعة للقوة الرابعة).
إن مكبس الثني الهيدروليكي ليس مجرد عارضة بسيطة، لكن درس "حساسية الطول" يبقى قائماً. فعندما يتضاعف طول الثني، قد تزداد تأثيرات الانحراف بشكل كبير، خاصةً عند زيادة قوة الثني.
مثال عملي على "الرياضيات الصناعية" (ليس ضمانًا)
لنفترض أن عملية طويلة تتطلب قوة أكبر لكل متر، لذا ستنتقل إلى فتحة V أصغر ومادة أكثر سمكًا. سيزداد الحمل المطلوب، وقد يتباعد مركز نظام السرير/المكبس ببضع أعشار من المليمتر فقط عن طرفيه. قد يبدو هذا ضئيلاً، لكن في هندسة الانحناء،, تغيير طفيف في الفجوة المتشكلة يمكن أن يغير الزاوية بشكل ملحوظ - خاصة في ثني الهواء حيث تكون الزاوية حساسة للفجوة.
هذا هو السبب تحديداً لوجود نظام التتويج: ليس لأن المشغلين يفتقرون إلى المهارة، ولكن لأن يجب على الآلة أن "تشكل نفسها مسبقًا" عن قصد وبذلك يصبح الشكل المحمّل مستقيماً وموحداً على طوله.
لماذا يُعدّ التحكم بالهواء حساسًا بشكل خاص؟
في عملية ثني الخشب بالهواء، تتأثر الزاوية النهائية بشدة بالعمق/الموضع والارتداد، لذا فإن الاختلافات الطفيفة في الاختراق أو الفجوة الفعالة على طول القطعة قد تظهر كتغير في الزاوية. قد يقلل الضغط على القاعدة والتشكيل بالضغط من الحساسية في بعض الحالات، لكنهما يتطلبان عادةً قوة ضغط أعلى بكثير ويمكن أن يسرعا من تآكل الأداة، مما يعني أن إدارة الانحراف لا تزال مهمة، ولكن بطريقة مختلفة.
بالنسبة لمعظم عمليات الإنتاج الحديثة، لا يزال ثني القوالب بالهواء هو الأسلوب الأمثل لتحقيق المرونة وإطالة عمر الأدوات، مما يجعل تعويض الانحراف المتوقع إحدى أعلى قدرات الدقة من حيث عائد الاستثمار في مكابس الثني الهيدروليكية.
أساليب إدارة الانحراف في مكبس الثني الهيدروليكي (من الأساسي إلى عالي الدقة)
الضبط الدقيق: أبسط أنواع التصحيح، ولماذا هو محدود
أبسط الطرق هي حشو—وضع حشوات لضبط الدعم الفعال أو تثبيت الأداة بحيث يعوض النظام الانحناء. غالبًا ما يوصف هذا بأنه أسلوب تشغيل بسيط، ويمكن أن يكون مفيدًا للتشغيلات القصيرة أو عند تحديث المعدات القديمة.
مع ذلك، فإنّ استخدام الحشوات له حدود واضحة. فهو أبطأ في الضبط، وأصعب في التكرار مع الأحمال المختلفة، ولا يتكيف ديناميكيًا مع تغيير السماكة أو نوع المادة أو طول الانحناء. في المصانع الحديثة التي تسعى إلى إنتاجية ثابتة، تُعدّ الحشوات أداة احتياطية، وليست استراتيجية الدقة الأساسية.
التاج الميكانيكي ذو الشكل الإسفيني (طاولة مضادة للانحراف): قوي وقابل للتكرار
أحد الأساليب الشائعة الاستخدام هو طاولة ميكانيكية مضادة للانحراف باستخدام أنظمة إسفينية. من حيث المبدأ، تتحرك الأوتاد تدريجياً لتشكيل الطاولة في منحنى متحكم فيه يعاكس انحراف السرير/العارضة، مما ينتج عنه شكل زاوي ثابت على طول طول العمل بالكامل. آلات CNC
يُعتبر التاج الميكانيكي ذا قيمة عالية لأنه يتميز بمتانته النسبية وإمكانية تكرار نتائجه بدقة عالية عند تصميمه بشكل جيد. كما أنه أقل حساسية للانحراف الحراري الهيدروليكي مقارنةً بالأساليب القائمة على السوائل فقط، على الرغم من أنه لا يزال يتطلب إعدادًا ومعايرةً دقيقين ليعكس أحمال الإنتاج الفعلية.
التقوس الهيدروليكي: تعويض مرن عبر الأحمال المتغيرة
تستخدم تقنية التقوس الهيدروليكي عناصر هيدروليكية مُتحكَّم بها لإنشاء منحنى معاكس قابل للتعديل. عمليًا، يُمكن أن يكون هذا الأسلوب فعالًا للغاية في المشاريع التي تختلف في الحمولة والطول، نظرًا لإمكانية ضبط التعويض بشكل أكثر سلاسة.
تصف العديد من الحلول الصناعية أجهزة التتويج بأنها أنظمة تعويض الانحراف مصممة لتعويض انحرافات السرير والمكبس أثناء الانحناء. هذا الإطار مهم: فالمقصود ليس "جعل الآلة تنحني"، بل بالأحرى مما يجعلها تنحني بشكل صحيح بحيث تظل قطعة العمل متناسقة.
عملية تشكيل التيجان باستخدام التحكم الرقمي الحاسوبي: جعل التعويض عمليًا في الإنتاج اليومي
حيث ترى العديد من المصانع أكبر تغيير جذري عملية التاج التي يتم التحكم فيها بواسطة نظام التحكم الرقمي الحاسوبي (CNC), لأنه يقلل الاعتماد على حدس المشغل ويسرّع عملية التغيير. يمكن لنظام التاج CNC تطبيق منحنى تعويض بناءً على طول الانحناء والقوة، ثم ضبطه بدقة من النتائج المقاسة، مما يجعل من العملي تنفيذ مهام متنوعة مع الحفاظ على دقة ثابتة.
هذا الأمر مهم لأن الانحراف ليس ثابتًا، بل يتغير بتغير الحمل. إذا كانت مكبس الثني الهيدروليكي الخاص بك يقوم بتشكيل أجزاء مختلفة طوال اليوم، فإن الأسلوب الأمثل هو الذي يمكنه قم بتغيير التعويض بسرعة وبشكل متكرر وبأقل قدر من الهدر.
الأرقام التي تحتاجها: تقدير القوة لضمان توافق التعويض مع الواقع

لماذا يُعد تقدير القوة جزءًا من إدارة الدقة
لا يعمل تعويض الانحراف إلا عندما يتطابق مع الحمل الحقيقي. إذا افترض برنامجك قوة منخفضة جدًا، فإنك تُقلل من التعويض ويفتح المنتصف. أما إذا افترض برنامجك قوة عالية جدًا، فإنك تُبالغ في التعويض ويضيق المركز.
ولهذا السبب فإن تقدير الحمولة بدقة لا يتعلق فقط بسلامة الآلة، بل يؤثر بشكل مباشر على اتساق الزاوية وصحة التاج.
صيغة شائعة الاستخدام لحساب قوة انحناء الهواء (بالنظام المتري)
تعتمد إحدى الصيغ الشائعة لحساب قوة الانحناء المطلوبة على قوة الشد، والسماكة، وطول الانحناء، وفتحة القالب على شكل حرف V. ومن الأمثلة على هذه الصيغة:
F = (1.42 × σ × S² × L) / (1000 × V) (بوحدات متسقة)، وتوجيهات مثل V ≈ 8 × السماكة يُنصح به غالبًا لثني الهواء القياسي. إنترماتش
لا توجد صيغة واحدة تغني عن الخبرة، أو مخططات الأدوات، أو الاختبارات العملية. ولكن بالنسبة لتخطيط الإنتاج، فإن هذا "التقدير الأولي" مفيد للغاية لأنه يحافظ على مدخلاتك الرئيسية ضمن النطاق الصحيح ويساعد على تجنب التجارب والأخطاء غير الضرورية.
مثال على مخطط الحمولة (أداة عملية في ورشة العمل)
تستخدم العديد من المصانع أيضًا جداول قياس القوة اللازمة لثني الفولاذ الطري ذي قوة الشد المرجعية بالهواء، ثم تُعدّل هذه القياسات تناسبياً مع المواد المختلفة. تُعد هذه طريقة عملية للحفاظ على اتساق تقديرات القوة بين الفرق ونوبات العمل.
الجدول 1 - مصادر الانحراف، وما تراه، وكيف تعالجه مكبس الثني الهيدروليكي
| مصدر الانحراف / التباين | الأعراض النموذجية على الجزء | التدابير العملية المضادة |
|---|---|---|
| انحناء مرن للسرير/الكبش تحت الحمل | تختلف زاوية المركز عن زاوية الأطراف في المنعطفات الطويلة. | نظام التاج الذي يُولّد منحنى معاكساً (ميكانيكي أو هيدروليكي) |
| تمديد الإطار / فتحة الإطار الجانبي | تتغير الزاوية عند زيادة الحمولة أو تغير المهمة | تصميم إطار صلب + استراتيجية تعويض تتناسب مع الحمل |
| امتثال أدوات التثبيت/التثبيت | انحراف زاوية عشوائي المظهر؛ نتائج غير متناسقة بعد تغيير الأداة | أسطح تثبيت نظيفة، وتثبيت قابل للتكرار، وإعداد أدوات موحد |
| تفاوت سمك/قوة شد المادة | يُعطي البرنامج نفسه زوايا مختلفة على دفعات مختلفة. | تقنية التاج الواعية بالقوة + برامج خاصة بالمواد وكوبونات اختبار |
| تقدير غير صحيح للقوة | التاج العلوي/السفلي؛ "الوسط الضيق" أو "الوسط المفتوح"“ | استخدم صيغة/مخططات تقدير الحمولة وتحقق من صحتها بفحص القطعة الأولى |
تشترك جميع العناصر المذكورة أعلاه في سمة واحدة: يجب التعامل مع مكبس الثني الهيدروليكي على أنه نظام قابل للتكرار تحت الحمل, ليس مجرد منصة حركة. عندما تقوم بمواءمة تقدير القوة، وطريقة التعويض، والإعداد القياسي، تصبح الدقة قابلة للتنبؤ بدلاً من أن تكون "معتمدة على المشغل".“
الجدول 2 - مقارنة خيارات تعويض الانحراف (ما يجب اختياره ومتى)
| نهج التعويض | الأنسب لك | نقاط القوة | القيود |
|---|---|---|---|
| ضبط الحشوة | عمليات تشغيل قصيرة، آلات قديمة، تصحيح طارئ | تكلفة منخفضة، فورية | بطيء، غير ديناميكي، يصعب تكراره عبر أحجام مختلفة من الحمولة |
| التاج الميكانيكي للوتد | الإنتاج المختلط الذي يتطلب تكرارًا موثوقًا به | متانة، وقابلية تكرار جيدة | يحتاج إلى معايرة؛ يعتمد نطاق الضبط على التصميم |
| التاج الهيدروليكي | مجموعة واسعة من الأحمال والأطوال | قابلية التعديل المستمر، ومرونة عالية | يتطلب ذلك نظام هيدروليكي مستقر وضبطًا صحيحًا. |
| عملية التاج التي يتم التحكم فيها بواسطة نظام التحكم الرقمي الحاسوبي (CNC) | تنوع كبير، دقة عالية، تغيير سريع | إعداد سريع، قابل للتكرار، مناسب للإنتاج | يحتاج إلى بيانات عملية جيدة وردود فعل أولية |
بالنسبة لمعظم المصانع الموجهة للتصدير، فإن الخلاصة العملية بسيطة: إذا كانت الأجزاء الطويلة والوظائف المختلطة هي واقعك اليومي،, عادةً ما يكون التاج الذي يتم التحكم فيه بواسطة نظام التحكم الرقمي الحاسوبي (CNC) هو الطريقة الأكثر فعالية لتحقيق دقة مستقرة في مكابس الثني الهيدروليكية, لأنه يحول إدارة الانحراف إلى عملية قابلة للتكرار بدلاً من كونها خدعة فنية.
كيفية قياس الانحراف في المواضع المهمة: "خريطة الزاوية" عبر المنحنى
لا تُثبت دقة مكابس الثني الهيدروليكية بقراءة زاوية واحدة في نقطة واحدة، بل تُثبت من خلال مدى ثبات زاوية الانحناء وشكل الحافة من اليسار إلى اليمين على امتداد طول العمل، في ظل ظروف الحمولة الحقيقية وظروف الدورة الحقيقية.
النهج الأكثر عملية هو بناء خريطة الزوايا (يُسمى أحيانًا فحص اليسار-الوسط-اليمين). تقوم بثني جزء اختباري نموذجي وقياس زاوية الانحناء عند نقاط متعددة على طوله، ثم تقارن الفرق (الحد الأقصى ناقص الحد الأدنى). تكشف هذه الطريقة مباشرةً ما إذا كنت تُعاني من مشكلة ما. انحراف المكبس/السرير, تثبيت الأدوات, تباين المواد, ، أو معالجة الترهل.
ما الذي يجب قياسه (وما الذي يجب تسجيله)
تُعد الزاوية أسرع مؤشر، ولكن لا ينبغي أن تكون المؤشر الوحيد. فعملية ثني الصفائح الهيدروليكية المستقرة تسجل المتغيرات التي تؤثر فعلياً على النتيجة، وبالتالي يكون التصحيح قابلاً للتكرار بدلاً من الاعتماد على "إحساس المشغل".“
يجب عليك القياس اتساق الزاوية وكذلك التحقق من صحة طول الشفة (خاصةً على الأجزاء ذات التجميعات الحساسة). يجب عليك أيضًا تسجيل "بصمة العملية" حتى يمكن تكرار برنامج التحكم الرقمي الحاسوبي (CNC) بشكل موثوق في الدفعة التالية، وحتى يمكن نقل نفس الإعداد بين المصانع.
الحقول الموصى بها في سجل الإنتاج (كحد أدنى):
- درجة المادة وسمكها (مقاسة، وليست اسمية فقط).
- طول الانحناء، وفتحة على شكل حرف V، ونصف قطر الثقب، وطريقة الانحناء (الانحناء الهوائي/التسوية/التشكيل بالضغط).
- قيمة التاج (الضبط اليدوي أو قيمة CNC) وزاوية الهدف.
- الزوايا المقاسة الفعلية في محطات متعددة على طول المنعطف.
قالب "خريطة الزاوية" للقطعة الأولى (يستخدم في الانحناءات الطويلة)
| غرض | الطرف الأيسر | الربع الأيسر | مركز | الربع الأيمن | الطرف الأيمن |
|---|---|---|---|---|---|
| الزاوية المقاسة (°) | |||||
| الانحراف عن الهدف (°) | |||||
| ملاحظات (تثبيت الأداة، الانزلاق، وضع العلامات) |
تُعامل عملية ثني الصفائح الهيدروليكية المنظمة هذه الصفيحة كخطوة قياسية في عمليات الثني الطويلة. وهذا يقلل من إعادة العمل لأن التصحيح يتم قبل إنتاج الدفعة، وليس بعد فحصها.
سير عمل إعداد التتويج الذي يعمل في الإنتاج الحقيقي

يُعدّ نظام التقوس ضروريًا لأن قوانين الفيزياء لا تقبل التغيير. تحت تأثير الحمل، ينحرف هيكل السرير/المكبس بشكل مرن، ويحتاج مكبس الثني إلى نظام تقوس (في العارضة أو الطاولة أو كليهما) للحفاظ على زاوية الانحناء ثابتة على طوله بالكامل.
الهدف ليس "التتويج الأقصى". الهدف هو منحنى الانحراف المعاكس الصحيح بالنسبة لتوزيع الحمولة المحدد وطول الانحناء، فإن العلاقة بين المثقب والقالب تظل متسقة على طول خط الانحناء.
ابدأ بمجموعة ميكانيكية نظيفة (لأن عملية التاج لا يمكنها إصلاح وضعية التثبيت السيئة)
إذا لم يتم تثبيت المثقب بشكل صحيح، أو لم يتم تثبيت القالب بالكامل، فقد يبدو أن الماكينة تعاني من مشكلة انحراف بينما هي في الواقع تعاني من مشكلة في محاذاة الأدوات. إذا قمت بتطبيق عملية تقويس لتعويض مشكلة التثبيت، فإن التصحيح يصبح غير مستقر وسيتعرض للانحراف مع استقرار الأداة أثناء الإنتاج.
تتمثل القاعدة العملية في اعتبار عملية التتويج بمثابة "التصحيح النهائي 10%". أما أول 90% من الاستقرار فتأتي من سلامة تثبيت الأداة، ونظافة أسطح التلامس، ومطابقة الأداة بشكل صحيح، وقياس متسق.
حدد خط الأساس، ثم عدّله بخطوات صغيرة
تتمثل إحدى الطرق القابلة للتكرار في إجراء ثنية أولية مضبوطة، وتحديد الزاوية، ثم ضبط التقوس بزيادات صغيرة. غالبًا ما تستخدم الأنظمة اليدوية منطق ضبط إسفيني؛ فإذا كان المركز غير متطابق مع كلا الطرفين، يتم ضبط منطقة الدعم المركزية بدلاً من البحث عن عمق الكبش.
من التفسيرات الشائعة في عملية تقويس السطح باستخدام الأوتاد: إذا كان الطي صحيحًا عند الطرفين ولكنه مفتوح ببضع درجات في المنتصف، يتم شد الأوتاد في المنطقة الوسطى لرفع السرير قليلًا واستعادة الزاوية. ينطبق منطق التشخيص نفسه حتى على عمليات تقويس السطح الهيدروليكية أو باستخدام التحكم الرقمي الحاسوبي (CNC)، والفرق هو أن وحدة التحكم هي التي تحرك المنحنى تلقائيًا.
حدد النمط، وليس الرقم فقط
تتخذ أخطاء الزوايا أنماطاً، ويشير كل نمط إلى سبب جذري مختلف. يصبح المشغلون أسرع بشكل ملحوظ عندما يتعلمون التعرف على النمط وتطبيق الحل الصحيح.
| نمط الزاوية عبر الطول | السبب الأكثر ترجيحاً | التصحيح الأكثر فعالية |
|---|---|---|
| المركز أكثر انفتاحًا من الأطراف | لا يتم تعويض الانحراف الطبيعي للسرير/المكبس | زيادة التاج (أو رفع منحنى المنطقة الوسطى) آلات سيلماش™ |
| الأطراف أكثر انفتاحاً من المركز | مشاكل في التاج الزائد أو دعم الحواف | تقليل بروز القمة؛ التحقق من الدعامات والقياسات |
| أحد الطرفين منفصل باستمرار | تثبيت/تثبيت الأداة، أو محاذاتها، أو الحمل الجانبي | أعد تثبيت الأدوات؛ وتحقق من التثبيت والمحاذاة |
| انحراف عشوائي من جزء إلى آخر | تباين المواد أو انحراف درجة الحرارة | تحسين التحكم في المواد؛ تثبيت درجة حرارة الزيت ودورة التشغيل |
هذا الجدول عملي عن قصد. فهو يتجنب استكشاف الأخطاء وإصلاحها "النظري فقط" ويتجه مباشرة نحو الإجراءات التي تعمل على تثبيت مكبس الفرامل الهيدروليكي في الإنتاج.
من التقوس الثابت إلى التحكم ذي الحلقة المغلقة: قياس الانحناء والزاوية التكيفي
يُعدّ التقوس الثابت فعالاً، ولكنه لا يزال يعتمد على افتراض: "أن المادة تتصرف كما في المرة السابقة". في المصانع الحقيقية، يختلف سمك المادة وقوتها أكثر مما نريد، وتتغير نتيجة الانحناء حتى عندما تكون الآلة مثالية.
ولهذا السبب تطورت هذه الصناعة قياس الزاوية أثناء العملية و الانحناء التكيفي. يقيس الانحناء التكيفي زاوية الانحناء أثناء التشكيل ويعيد تغذية هذا القياس إلى التحكم الرقمي، مما يسمح بالتصحيح التلقائي أثناء دورة الانحناء.
قياس الزاوية في الوقت الحقيقي: ما الذي يغيره
تستطيع أنظمة قياس الزاوية استخدام الطرق البصرية/الليزرية لقياس زاوية الانحناء في الوقت الفعلي ونقل النتائج مباشرةً إلى وحدة التحكم. وهذا يُغيّر نموذج التشغيل من "الانحناء ← القياس ← إعادة الانحناء" إلى "الانحناء مرة واحدة ← التأكيد أثناء الحركة ← الإنهاء عند الهدف".“
تُركز بعض الحلول التجارية على إمكانية معدل التحديث للقياس في الوقت الفعلي، وهو مؤشر عملي على سرعة الاستجابة في الإنتاج. لا يحتاج المشترون إلى حفظ اسم العلامة التجارية للمستشعر، بل يحتاجون إلى فهم قيمته. عدد أقل من الأجزاء التجريبية, اعتماد أقل على المشغل, ، و مزيد من الاستقرار في الدفعات المختلطة.
ما هو مستوى الدقة الواقعي؟
تتميز عملية ثني الألواح بالهواء بالمرونة والكفاءة، ولكنها بطبيعة الحال أكثر عرضة للتغير من عملية التشكيل بالضغط، لأن الزاوية النهائية تعتمد على عمق الاختراق، ومرونة الارتداد، وخصائص المادة. وفي النقاشات الصناعية التقليدية، غالبًا ما تُقدَّم دقة زاوية ثني الألواح بالهواء برقم تقريبي يبلغ ±0.5 درجة. مجلة تشكيل المعادن
بفضل التحكم القائم على القياس، تشير بعض المراجع الصناعية إلى تحسينات في دقة زاوية الانحناء لتصل إلى حوالي ±0.2 درجة في تقنية الانحناء الدقيق. يجب أن تُبرز حملاتك التسويقية هذا الأمر بعناية: قدرة الآلة أحد العوامل، و انضباط العمليات (الأدوات، الإعداد، مراقبة المواد) تحدد ما إذا كانت تلك القدرة تتحقق في أرضية المصنع.
مصفوفة العلاقة بين التكنولوجيا والنتائج (للاستخدام في تثقيف المشترين)
| يقترب | ما الذي يعوضه | نقاط القوة | حالة الاستخدام النموذجية |
|---|---|---|---|
| تركيب التيجان يدوياً/ميكانيكياً | منحنى انحراف يمكن التنبؤ به | بسيط، فعال من حيث التكلفة | إنتاج طويل الأمد مستقر، مواد متناسقة آلات سيلماش™ |
| التاج الهيدروليكي/التحكم الرقمي بالحاسوب | منحنى مبرمج حسب الحمل/الطول | إعداد سريع، قابلية للتكرار | إنتاج مختلط، أجزاء طويلة |
| انحناء تكيفي + مستشعرات | تباين المواد + انحراف الارتداد | عدد أقل من أجزاء التجربة، ثقة أكبر | مزيج عالي، وتفاوتات زاوية ضيقة |
تُعدّ هذه أداة مبيعات فعّالة لأنها تُصوّر الدقة كقرارٍ نظامي. كما أنها تُساعد المشتري على تجنّب دفع مبالغ زائدة مقابل أنظمة الاستشعار عندما لا تتطلّب متطلباته من حيث التفاوتات ومزيج الأجزاء.
قياس الحمل والانحراف: الأرقام التي تحدد الدقة فعلياً
لا تقوم مكبس الثني الهيدروليكي بثني المعدن، بل يطبق قوة عبر أدوات التشكيل على مسافة معينة، ويتفاعل الهيكل مع هذه القوة بمرونة. تكمن أهمية التحكم في الانحراف في أن الانحراف الهيكلي يُغير من فعالية اختراق المثقب على طول المعدن.
الخبر السار هو أن قوانين التوسع الأساسية بسيطة. إذا فهم فريقك كيفية توسع الحمولة، فسيكون بإمكانهم التنبؤ بموعد حساسية عملية التتويج ومتى ستكون نافذة العملية أكثر مرونة.
اختيار فتح القالب وتأثيره
تُعدّ "قاعدة الثمانية" من الإرشادات الشائعة الاستخدام في ورش العمل لتحديد فتحة قالب التشكيل على شكل حرف V نسبةً إلى سُمك القطعة (V ≈ 8× السُمك)، والتي تُقدّم غالبًا كقاعدة عملية عامة للتشكيل الهوائي. كما يُشير مرجع جدول حمولة التشكيل إلى فتحات القوالب التي تُقارب 8× السُمك (وحوالي 10× السُمك عند تجاوز نطاقات سُمك مُعينة)، مما يُعزز فكرة أن اختيار V يُعدّ أساسيًا للحمل والاستقرار.
يُعد اختيار فتحة V أمرًا بالغ الأهمية لأنه يُغيّر الحمولة المطلوبة ويُغيّر نتائج نصف القطر. فإذا اخترت فتحة V صغيرة جدًا لتحقيق نصف قطر داخلي ضيق، سترتفع الحمولة بشكل حاد وسيصبح التحكم في الانحراف أكثر صعوبة.
العلاقات الأساسية بين الانحناء والقوة (من منظور هندسي عملي)
يلخص مرجع إرشادي فني النسب الأساسية لثني V: يتناسب ضغط الثني عكسيًا مع عرض V، ويتناسب طرديًا مع طول الثني، ويتناسب طرديًا مع مربع السماكة، ويتناسب طرديًا مع قوة الشد. تفسر هذه العلاقات الأربع معظم مشاكل الدقة "الغامضة" في مكابس الثني الهيدروليكية.
يوفر المرجع نفسه صيغة عملية مبسطة للطن المطلوب لكل متر (مستمدة من القيم التجريبية وتستخدم للتخطيط)، توضح بشكل صريح كيف يؤثر مربع السماكة وعرض V على حساسية الحمل. conic.co.jp
مثال عملي: لماذا يصبح التقوس أمراً لا غنى عنه في المنعطفات الطويلة؟
افترض سيناريو انحناء هوائي شائع لسلوك يشبه الفولاذ الطري، باستخدام الشكل المبسط P = 68 × t² / V (طن/م) كمرجع تخطيطي. استخدم هذا المثال لتوضيح كيف أن التغييرات الطفيفة في الإعدادات تُحدث عواقب كبيرة في الواقع العملي.
- سماكة t = 2.0 مم
- فتحة على شكل حرف V V = 16 مم (بما يتوافق مع إرشادات 8×)
- طول L = 2.0 م
خطوة بخطوة:
- احسب t²: 2.0² = 4.0.
- حساب الحمولة لكل متر: P = 68 × 4.0 / 16 = 68 × 0.25 = 17 طن/م.
- إجمالي الحمولة لـ 2.0 متر: 17 × 2.0 = 34 طنًا.
الآن، غيّر فقط فتحة V (وهو تغيير بسيط شائع يُجريه المشغلون عندما تكون الأدوات المتاحة محدودة). إذا أصبحت V 12 مم:
- P = 68 × 4.0 / 12 = 272 / 12 = 22.67 طن/م (تقريبًا). conic.co.jp
- إجمالي الحمولة: 22.67 × 2.0 = 45.34 طن (تقريبًا).
لم يطرأ أي تغيير على رسم الجزء. ومع ذلك، زاد حمل الآلة بنسبة تقريبية. 11.34 طن, مما يزيد من الانحراف ويجعل الحفاظ على توحيد الزاوية أكثر صعوبة، خاصة عند الطول الكامل.
التحقق من الواقع باستخدام الرسوم البيانية (ما يثق به المشترون)
يوضح مخطط حمولة مكابس الثني الكلاسيكي متطلبات الحمولة لكل قدم طولي للفولاذ الطري عند حدود قوة محددة، ويشير صراحةً إلى فتحات القوالب التي تبلغ حوالي 8 أضعاف السماكة لنطاقات معينة. كما يذكر عوامل مقارنة نموذجية للمعادن الأخرى (على سبيل المثال، يتطلب الفولاذ المقاوم للصدأ حمولة أكبر من الفولاذ الطري). cansaw.com
لهذا السبب يطلب المشترون الجادون مخطط الحمولة ومواصفات التاج في نفس النقاش. فهم يدركون أن دقة مكبس الثني الهيدروليكي ليست "ميزة تحكم"، بل هي نظام قوة وصلابة.
لماذا يُعدّ السلوك المرن للآلة مهمًا (ترجمة فيزيائية بسيطة)
على المستوى الهيكلي، تعتمد الصلابة على الهندسة ومرونة المادة. بالنسبة للهياكل الفولاذية، يبلغ معامل المرونة المرجعي الشائع حوالي 200 جيجا باسكال, ولهذا السبب تكون الإطارات الفولاذية صلبة ولكنها لا تزال تنحرف بمرونة تحت الأحمال العالية. صندوق أدوات الهندسة
تكمن أهمية ذلك للمشترين في وضوحها: ففي المنعطفات الطويلة، يزداد الانحراف بسرعة، لذا يجب مواجهته بانحناءة مقوسة مضبوطة. ولهذا السبب أيضاً لا يضمن "زيادة الحمولة" وحدها الدقة؛ فإذا لم تُصمم الصلابة والتعويض بشكل صحيح، فإن زيادة الحمولة تُنتج ببساطة انحرافاً أكبر وانتشاراً أوسع للزاوية.
ما الذي يجب طلبه في مكبس هيدروليكي عالي الدقة (قائمة مراجعة للمشتري)
يختلف العملاء الذين يهتمون بالدقة في شراء مكابس الثني الهيدروليكية. فهم يركزون بشكل أقل على مزايا الكتيبات الإعلانية وأكثر على ما إذا كانت الآلة تتضمن العناصر الهندسية التي تحافظ على استقرار النتائج بعد التركيب.
سلامة الإطار والطاولة
يجب أن تحافظ مكبس الثني على شكلها الهندسي تحت الحمل. وهذا يعني تصميم إطار صلب، وهيكل طاولة ثابت، وقدرة هندسية على تشكيل التقوس مناسبة لطول العمل ونطاق الحمولة.
ينبغي أن تربط محادثة المبيعات الخاصة بك هذا الأمر مباشرة بالنتائج: فزيادة الصرامة تقلل من مقدار التعويض المطلوب، مما يزيد من إمكانية التكرار ويقلل من الحساسية للاختلافات الطفيفة في الإعداد.
تحديد موضع المحور، والتكرارية، والتحقق من النظام
على الرغم من أن مكابس الثني ليست "أدوات آلية" بالمعنى الحرفي للكلمة، إلا أن مصطلحات الدقة تستفيد من التفكير المعياري. يصف معيار ISO 230-2 إجراءات الاختبار لتحديد دقة وتكرارية تحديد موضع المحاور التي يتم التحكم فيها رقميًا. ISO
بالنسبة للمشتري، فإن الخلاصة بسيطة: إذا استطاع المورد أن يشرح كيف يتحقق من تحديد موضع المحور وقابلية التكرار (وكم مرة)، فإن هذا المورد يتحدث بلغة الدقة الخاضعة للتحكم بدلاً من "دقة التسويق".“
القدرة على التتويج (ليس فقط "التتويج متضمنًا")
يحتاج مكبس الثني إلى تقويس للحفاظ على زاوية ثابتة على امتداد طوله، ويمكن أن يكون التقويس في العارضة أو الطاولة أو كليهما. وبالنسبة للمشتري، يصبح السؤال: "هل قدرة التقويس كافية لأقصى طول ثني وقوة ضغط، وهل من السهل ضبطها وتكرارها؟"“
إذا كان نظام التاج مدعومًا بنظام التحكم الرقمي الحاسوبي (CNC)، فإنه يمكن أيضًا تقليل جهد الإعداد وتدخل المشغل، مما يؤدي إلى تحسين الإنتاجية بشكل مباشر. آلات سيلماش™
دليل عملي للدقة في الوظائف المختلطة (ما تقوم المصانع عالية الأداء بتوحيده)

معظم مشاكل الدقة التي تُعزى إلى مكابس الثني الهيدروليكية هي في الواقع مشاكل في عملية التصنيع. يُقلل دليل تشغيل المصنع الموثوق من هذه المشاكل إلى إجراءات روتينية قابلة للتكرار.
تحكم في تباين المواد قبل استخدام جهاز التحكم الرقمي الحاسوبي (CNC).
تختلف سماكة المادة وخواصها الميكانيكية بين الدفعات. إذا تعاملت مع قيمة "2.0 مم" كحقيقة ثابتة وليست قيمة مُقاسة، فستظل تبحث عن الزاوية طوال الوقت.
يُقاس سمك الخشب وفقًا لمنهجية دقيقة، ويُحدد اتجاه أليافه عند الحاجة، ويُوحّد الجانب الذي يُواجه أداة التثقيب عند مراعاة المتطلبات الجمالية. وهذا يجعل عملية تشكيل قمة الخشب وتصحيح عمقه أكثر استقرارًا.
قم بتوحيد اختيار الأدوات ولا تخلط بين الفتحات على شكل حرف V "المناسبة".
إن تغييرات فتحة V ليست تغييرات شكلية. كما سبق توضيحه، فإن فتحة V تغير الحمولة بشكل كبير، والحمولة تغير الانحراف، مما يغير زاوية الانتشار.
إذا كان إنتاجك متنوعًا للغاية، فإن بناء عدد قليل من الفتحات على شكل حرف V القياسية (وتوثيق الأجزاء التي تستخدمها) غالبًا ما يحسن الدقة أكثر من أي ترقية لآلة واحدة.
استخدم استراتيجية الدعم في الأجزاء الطويلة (لأن الجاذبية تضيف "انحرافًا وهميًا").
تترهل الأجزاء الطويلة. ويمكن أن يظهر هذا الترهل على شكل مشكلة في الزاوية، أو مشكلة في طول الحافة، أو التواء يظهر بعد التفريغ.
لتحقيق دقة عالية في عملية الثني، ينبغي التعامل مع دعامات الأجزاء كجزء من تصميم العملية. وهذا أمر بالغ الأهمية خاصةً عندما يتطلب تجميع العميل استقامة وتناسق حواف الإرجاع.
كيفية تقييم دقة مكبس الثني الهيدروليكي (خطة اختبار قبول بسيطة)
إذا أراد المشتري دليلاً، فقدم له خطة اختبار بدلاً من مجرد وعد. أفضل اختبارات القبول تحاكي الحمل الحقيقي على طول حقيقي وتقيس النتائج في مواقع متعددة.
مصفوفة اختبار القبول المقترحة (للمشتري)
| امتحان | مادة | سماكة | طول الانحناء | طريقة | ما الذي يجب قياسه؟ |
|---|---|---|---|---|---|
| توحيد الانحناء الطويل | الفولاذ الطري | متوسط المدى | عملي تقريبًا أقصى | انحناء الهواء | خريطة الزوايا عبر الطول |
| حساسية الحمل | نفس | سماكتان | نفس | انحناء الهواء | تغير الحمولة مقابل اتساع الزاوية |
| قابلية التكرار | نفس | نفس | نفس | نفس | قابلية تكرار الزاوية من جزء إلى آخر |
| عرض توضيحي ذو حلقة مغلقة (اختياري) | نفس | نفس | نفس | انحناء الهواء | التحكم في زاوية الضربة الأولى عبر الاستشعار |
يُضفي هذا النوع من الخطط مصداقية على تسويقك لأنه يُظهر فهمك للدقة كنتيجة هندسية، لا مجرد شعار. كما أنه يُشعر المشتري بالأمان، مما يُسرّع عملية اتخاذ القرار.
أين يناسب نظام KRRASS عملية الانحناء الدقيق؟
تُقدّم شركة KRRASS مكابس الثني الهيدروليكية للمصانع العالمية التي تحتاج إلى كلٍ من الإنتاجية العالية والجودة الثابتة. إنّ أنجع طريقة لبيع الدقة هي بيع... استراتيجية إدارة الانحراف الكاملة, ، بما في ذلك تكوين التاج المناسب، وتوثيق العملية، والتحكم القائم على القياس (عند الاقتضاء).
إذا كان العميل يواجه صعوبة في ضمان اتساق القطع الطويلة، فإن أفضل عرض لديك هو اتباع إجراءات تشخيصية مختصرة: مراجعة مزيج القطع، والتفاوتات المطلوبة، والمواد الشائعة، وأقصى أطوال الانحناء، ثم التوصية بالنهج الأمثل للتشكيل والتحقق. هذا يضمن توافق مواصفات الماكينة مع واقع العميل ويقلل من مخاطر التشغيل.
تصميم مكبس هيدروليكي لثني الصفائح لتحقيق دقة ثابتة تحت الحمل
تتحسن دقة مكابس الثني الهيدروليكية بشكل كبير عندما يتم تصميم الآلة بحيث تعمل بشكل متوقع بعد تطبيق الحمولة, ، ليس فقط عندما يتحرك المكبس "بدون حمل". من الناحية العملية، هذا يعني هندسة الهيكل ونظام التاج واستراتيجية الاستشعار (إذا تم استخدامها) وسير عمل التحقق كنظام دقة متكامل واحد.
تعتبر إدارة الانحراف محور هذا النظام لأن التقوس موجود تحديدًا للتعويض عن الانحراف الطبيعي بين السرير والمكبس، والذي يؤدي خلاف ذلك إلى تغيير زاوية الانحناء الناتجة على طولها. صناعة المعادن الكندية
البنية أولاً: الصلابة تقلل الحساسية
يمكن لنظام تثبيت قوي تعويض الانحراف، ولكن من الأسهل دائمًا تصحيح انحراف صغير ومستقر مقارنةً بانحراف كبير وغير مستقر. يقلل الإطار الأكثر صلابة من مقدار التعويض المطلوب، ويقلل أيضًا من حساسية العملية للتغيرات الطفيفة في الحمولة أو المواد أو الأدوات.
من وجهة نظر المشتري، يترجم هذا إلى نقطة بسيطة واحدة: يمكن أن يكون لكل من مكبسي الثني الهيدروليكيين "تقوس"، لكن المكبس ذو الصلابة الأفضل سيتطلب عددًا أقل من الانحناءات التجريبية وسيحافظ على الزاوية بشكل أكثر اتساقًا عبر مجموعة أوسع من الأجزاء.
لماذا يُعد الطول عامل الضرب الخفي (مشكلة L⁴)
حتى لو لم تستخدم معادلات العوارض بشكل يومي، فإن سلوك القياس مفيد للغاية في دراسة الانحناء. بالنسبة لعوارض بسيطة الدعم تحت تأثير حمل موزع بانتظام، تعطي الميكانيكا الكلاسيكية أقصى انحراف في منتصف المسافة يتناسب مع 5 واط L⁴ / (384 EI), ، مما يعني أن الانحراف يزداد مع الطول مرفوعاً للأس الرابع.
يُفسر هذا التدرج سبب تحول الانحناء الذي يبدو مثاليًا عند متر واحد إلى انحناء صعب عند مترين، حتى لو بقيت جميع العوامل الأخرى "متشابهة". فإذا تضاعف الطول وبقيت جميع العوامل الأخرى قابلة للمقارنة، فإن قيمة L⁴ وحدها تشير إلى أن ميل الانحناء قد يزداد بنحو 16×, ولهذا السبب تتطلب دقة الأجزاء الطويلة ضبطًا دقيقًا وإعدادًا منضبطًا.
لا تزال افتراضات صلابة المواد مهمة
تفترض العديد من الحسابات الصناعية أن معامل يونغ للصلب هو "حوالي 200 جيجا باسكال"، وتناقش المراجع الهندسية أن هذه ممارسة شائعة عبر درجات الصلب (حتى مع الاعتراف بالاختلافات في العالم الحقيقي). Scholars' Mine
بالنسبة لقصة دقة مكابس الثني الهيدروليكية، فإن النتيجة عملية: حتى لو كانت صلابة المادة مستقرة إلى حد ما،, الارتداد وتفاوت القوة لا يزال تغيير الحمل المطلوب يؤثر على الانحراف، ويؤدي تغيير الحمل إلى تغيير الانحراف. عندما يشكو المشترون من انحراف الزاوية من دفعة إلى أخرى، يكون السبب الرئيسي في كثير من الأحيان هو اختلاف الحمل أكثر من "وضع الماكينة".“
التتويج الصحيح: ما الذي يجعله ناجحاً بالفعل

التقوس ليس ميزة اختيارية. التقوس عبارة عن منحنى انحراف معاكس مُتحكم به، ويجب تطبيقه بشكل صحيح على طول القطعة للحفاظ على اختراق الثقب متسقًا من اليسار إلى اليمين.
يجب أن يغطي التاج الطول الكامل، وليس "معظمه".“
يكون نظام التاج القابل للتعديل أكثر فعالية عندما يغطي كامل طول الآلة، لأن الأدوات العلوية يجب أن تخترق الأدوات السفلية بنفس العمق عبر منطقة العمل بأكملها. ويلا تولينج
هذا أحد أكثر التفسيرات ملاءمةً للمشتري التي يمكنك استخدامها. فهو يحوّل النقاش من "ادعاءات الدقة" الغامضة إلى متطلب مادي يدركه أي مهندس ثني ذو خبرة على الفور.
التتويج الميكانيكي مقابل التتويج الهيدروليكي: إطار عمل لاتخاذ القرار يفهمه المشترون
إحدى الطرق الموثوقة لشرح خيارات التاج هي توضيح كيفية عمل كل خيار في الإنتاج. عادةً ما يكون التاج الميكانيكي ذو الوتد قويًا وقابلًا للتكرار، بينما يكون التاج الهيدروليكي قابلًا للتعديل بشكل مستمر عبر أحمال مختلفة، خاصةً في الإنتاج عالي التنوع.
تهدف أنظمة التاج إلى تعويض الانحراف الطبيعي بين السرير والمكبس، لذا فإن الاختيار الصحيح يعتمد على عدد مرات تغيير العميل للمادة والسمك وطول الانحناء.
تشخيص الأنماط في أرضية المصنع يقلل من التخمين
عندما يواجه المشتري صعوبة في ضمان اتساق الأجزاء الطويلة، فإنه عادةً ما يلاحظ أحد ثلاثة أنماط. يمكن شرح هذه الأنماط بوضوح دون الحاجة إلى حسابات رياضية معقدة، وهي توجه عملية التصحيح بكفاءة.
| نمط الزاوية على طولها | ما يشير إليه عادة | أفضل تصحيح أولي |
|---|---|---|
| المركز أكثر انفتاحًا من الأطراف | انحراف غير معوض | زيادة التاج (رفع المنحنى المركزي) |
| المركز أضيق من الأطراف | انحراف مُعوَّض بشكل مفرط | قلل من ارتفاع المقعد وأعد فحص وضعية الجلوس |
| جانب واحد باستمرار خارج | تثبيت الأداة، أو محاذاتها، أو تحميلها غير المتساوي | أعد تثبيت الأدوات، وتحقق من التثبيت، وتأكد من تناظر الحمل. |
تزداد فعالية هذه الطاولة عند استخدامها مع خريطة زوايا بسيطة "يسار - وسط - يمين". كما أن مكبس الثني الهيدروليكي المزود بخاصية التقوس القابلة للبرمجة يجعل هذه التعديلات أسرع وأكثر دقة بين نوبات العمل.
اختيار الأدوات وفتحات V: تبدأ الدقة بالحمل الذي تقوم بإنشائه
تعتمد دقة مكابس الثني الهيدروليكية بشكل كبير على قوة الضغط المُولَّدة. لذا، فإن اختيار الأدوات لا يقتصر فقط على "تشكيل الشكل المطلوب"، بل هو عامل أساسي للتحكم في الحمل والانحراف والتكرار.
قاعدة الثمانية: نقطة انطلاق عملية، وليست قانونًا.
من بين المبادئ التوجيهية الصناعية الشائعة "قاعدة الثمانية"، والتي تنص على أن فتحة قالب V تبلغ حوالي 8 أضعاف سمك المادة لثني الفولاذ الطري بالهواء.
ومن المهم الإشارة إلى أن العديد من المراجع توضح أن هذا الأساس التقريبي مرتبط بافتراضات مادية شائعة حول قوة شد 60,000 رطل لكل بوصة مربعة بالنسبة للرسوم البيانية الخاصة بالفولاذ الطري، ولهذا السبب يعمل الدليل بشكل موثوق كنقطة انطلاق ولكنه لا يزال بحاجة إلى تعديل للمواد عالية القوة أو متطلبات نصف القطر الخاصة.
لماذا يقلل فتح الفتحة على شكل حرف V من خطر الانحراف
عندما يقل قطر فتحة V، تزداد الحمولة المطلوبة بسرعة. وعندما تزداد الحمولة، يزداد الانحراف، ويصبح تشكيل التاج أكثر حساسية وأهمية لتحقيق زاوية ثابتة على طوله بالكامل.
بالنسبة للمشترين، هذه نقطة تعليمية رئيسية: إذا اختاروا فتحة على شكل حرف V أصغر للحصول على نصف قطر داخلي أضيق، فيجب أن يتوقعوا طلبًا أعلى على الحمولة ويجب أن يعطوا الأولوية لمكبس هيدروليكي مزود بنظام تقوس مصمم جيدًا وصلابة هيكلية مستقرة.
الجدول - ما هي التغييرات التي تؤثر على الحمل بشكل أكبر (وبالتالي تغير الانحراف)
| التغيير الذي تُجريه | ماذا يحدث للحمولة؟ | ماذا يحدث لحساسية الانحراف؟ |
|---|---|---|
| زيادة السماكة | يرتفع الحمل بشكل كبير (غالباً ما يهيمن على التغيير) | يزداد خطر الانحراف بشكل حاد، ويصبح التتويج أكثر أهمية |
| استخدم فتحة على شكل حرف V أصغر | يرتفع الحمل | يزداد الانحراف، ويزداد احتمال انتشار الزاوية |
| استخدم مواد أقوى | يرتفع الحمل | زيادة الارتداد + زيادة الحمل، لذا يصبح التحكم أكثر أهمية |
| زيادة طول الانحناء | زيادة في إجمالي الحمولة | يصبح انتشار الزاوية في الجزء الطويل هو الخطر الرئيسي |
لهذا السبب يسأل المشترون الجادون عن "الدقة" و"استراتيجية الأدوات" في نفس المحادثة. إذا لم يستطع المورد شرح كيفية تأثير الأدوات على الحمل، فإن مزاعمه بشأن الدقة غالباً ما تنهار في الإنتاج الفعلي.
الانحناء التكيفي وقياس الزاوية: عندما تحتاج إلى دقة تصمد أمام تغيرات المواد
يعمل التقوس على تعويض الانحراف الهيكلي للآلة. كما تعمل خاصية الانحناء التكيفي وقياس الزاوية على التعويض. الجزء غير المتوقع: تباين المواد، وانحراف الارتداد، وواقع الإنتاج.
شرح الانحناء التكيفي في جملة واحدة
يتحكم نظام التحكم التكيفي في الزاوية في الوقت الفعلي أثناء عملية الثني، مما يسمح للآلة بالتكيف مع الاختلافات في المواد والتعويض عنها.
هذا التعريف قوي لأنه يحدد القيمة بشكل صحيح. إنه ليس "أتمتة من أجل الأتمتة"؛ بل هو إغلاق الحلقة لذا فإن الضربة الأولى تكون أقرب إلى الهدف حتى عندما تتصرف الورقة بشكل مختلف.
الأنظمة القائمة على الليزر: ما تفعله ولماذا تقلل من الهدر
تشرح أوصاف الانحناء التكيفي التجاري أن الليزر يقيس باستمرار زاوية قطعة العمل أثناء الانحناء ويضبط معلمات التحكم بحيث تتطابق الزاوية الناتجة مع التصميم المحدد، حتى في حالة وجود اختلافات في السماكة أو الحبيبات.
وتؤكد المناقشات الصناعية حول قياس الزاوية في الوقت الحقيقي بالمثل على أن النظام الحقيقي في الوقت الحقيقي يوفر تغذية راجعة للتحكم في الآلة بحيث يؤدي تحديد موضع الكبش إلى انحناء دقيق.
يمكن أن تكون بيانات قياس الزاوية في الوقت الفعلي أكثر ثراءً من مجرد "زاوية واحدة".“
تصف بعض حلول قياس الزاوية توفير بيانات قياس الزاوية في الوقت الفعلي والتي تتضمن الزوايا الداخلية/الخارجية، ومعلومات زاوية الارتداد، ومخرجات القياس ذات الصلة. ليزر سيف
بلغة العملاء، هذا يعني عددًا أقل من التصحيحات اليدوية، وعددًا أقل من الأجزاء التجريبية، ومخرجات أكثر استقرارًا عندما يقوم المصنع بتشغيل دفعات مختلطة أو يشتري أوراقًا من مصادر متعددة.
ما هي الدقة والتفاوتات الواقعية (وكيفية توصيلها بشكل موثوق)
غالباً ما يتم المبالغة في تقدير دقة مكابس الثني الهيدروليكية لأن الناس يخلطون بين "تحديد موضع المحور" و"نتيجة الثني". يمكنك بناء الثقة من خلال ذكر التفاوتات الواقعية للعملية ثم شرح الخيارات التقنية التي تُحسّنها بدقة.
التفاوتات النموذجية لزاوية الانحناء حسب الطريقة
للحصول على إرشادات هندسية عامة، غالبًا ما تستشهد التوصيات النموذجية التحكم بالهواء باعتبارها أقل دقة من الوصول إلى القاع و سك العملة, ، مع قيم تمثيلية مثل انحناء الهواء حوالي ±1 درجة، والانخفاض حوالي ±0.5 درجة، والتشكيل حوالي ±0.25 درجة في بعض سياقات إرشادات التصميم. Xometry Pro
تشير بعض المصادر العامة إلى دقة زاوية الانحناء الهوائي حوالي ±0.5 درجة في ظل ظروف معينة، وهو ما يمثل نقطة مرجعية مفيدة عند شرح أن نتائج العالم الحقيقي تعتمد على اختلاف المواد والتحكم في العملية. ويكيبيديا
كيفية تسويق هذا المنتج للمشترين دون المبالغة في الوعود
يمكنك القول بمسؤولية: إنّ مكبس ثني هيدروليكي عالي الجودة، مزوّد بآلية تقويس متينة ومحاور ثابتة، بالإضافة إلى سير عمل منضبط، قادر على توفير زوايا ثابتة لمعظم الأعمال الصناعية، كما أنّ أنظمة القياس ذات الحلقة المغلقة تُقلّل من عمليات الثني التجريبية وتُحسّن الثبات عند اختلاف المواد. ويتوافق هذا مع وصف الثني التكيفي في الأدبيات التجارية، حيث يتكيف النظام مع الاختلافات ويعوضها أثناء عملية الثني.
يحمي هذا النهج المصداقية لأنه يربط الأداء بالظروف واستراتيجية التحكم بدلاً من الادعاء بوجود "رقم واحد" غير واقعي لكل وظيفة.
اختبار التحقق والقبول: استعارة المنهج من معايير تحديد المواقع ISO
على الرغم من أن مكبس الثني الهيدروليكي ليس آلة تفريز، إلا أن المشترين يُقدّرون منهجية الاختبار المعيارية. يصف معيار ISO 230-2:2014 طرق اختبار وتقييم دقة وتكرارية تحديد موضع المحاور التي يتم التحكم فيها رقميًا، وهو إطار عمل مفيد للتحقق من سلوك حركة آلات التحكم الرقمي. ISO
كما تشير الأبحاث التي تناقش معيار ISO 230-2 إلى اعتبارات عملية مثل كثافة نقاط القياس الموصى بها للمحاور حتى أطوال معينة، مما يعزز فكرة أن التحقق يجب أن يكون منهجياً بدلاً من "قياس واحد وانتهى الأمر".“ ساينس دايركت
اختبار قبول سهل الاستخدام للمشتري للتحكم في انحراف الانحناء الطويل
يُعدّ اختبار القبول العملي الذي يُقنع العملاء ذوي الخبرة بسيطًا: اختر طول ثني مناسبًا لأجزائهم، وقم بتشغيل عملية ثني هوائي بقوة ضغط واقعية، ثم قِس الزوايا في نقاط متعددة على طول الثنية. بعد ذلك، اضبط التقوس حسب الحاجة وتأكد من أن نطاق الزاوية يلبي متطلبات التفاوت المسموح بها لدى العميل.
وهذا يؤكد بشكل مباشر الادعاء بأن التقوس يعوض عن انحراف السرير/المكبس الذي يؤثر على الزاوية الناتجة.
العائد على الاستثمار في التحكم بالانحراف: لماذا تُحقق ميزات التقوس والحلقة المغلقة عائدًا مجزيًا

غالباً ما تُقيّم ميزات الدقة على أنها "تكلفة إضافية"، لكن دقة الثني تُحقق دائماً عوائد مالية ملموسة. وتأتي هذه العوائد عادةً من تقليل وقت الإعداد، وتقليل الهدر، وتقليل إعادة العمل، وتحسين موثوقية الجدول الزمني.
نموذج عائد استثمار بسيط يمكن للمشترين فهمه
فيما يلي نموذج متحفظ يمكنك استخدامه في محادثات التسويق والمبيعات. لا يتطلب منك هذا النموذج تحديد عائد استثمار موحد، بل يساعد المشتري على تقدير العائد بناءً على حساباته الخاصة.
| عامل | مثال محافظ | ملحوظات |
|---|---|---|
| عدد الأجزاء المتأثرة يومياً بالانحناءات الطويلة | 120 قطعة | استخدم فقط الأجزاء التي يؤدي فيها انتشار الزاوية الطويلة إلى هدر/إعادة عمل |
| معدل الخردة/إعادة العمل اليوم | 4% | تقلل العديد من المصانع من شأن ذلك لأن إعادة العمل لا يتم تسجيلها كخردة |
| معدل الخردة/إعادة العمل بعد تطبيق نظام التتويج | 1.5% | يأتي التحسن من تقليل عدد الأجزاء التجريبية وتقليل حالات "فشل خريطة الزاوية".“ |
| تكلفة كل قطعة تم التخلص منها/إعادة تصنيعها | $18 | يشمل ذلك العمالة والمواد واضطراب الجدول الزمني |
| أيام العمل السنوية | 250 | التكيف مع واقع العميل |
| المدخرات السنوية المقدرة | $13,500 | (120×250×(4%-1.5%)×$18) |
هذا الجدول مقنع لأنه شفاف وقابل للتعديل. كما أنه يساعد في تبرير سبب عدم اعتبار ميزات تغطية التاج والتصحيح الفوري "ميزات فاخرة" عندما يقوم العميل بتشغيل أجزاء طويلة.
الأسئلة الشائعة: دقة مكابس الثني الهيدروليكية وإدارة الانحراف
ما الذي يسبب زوايا غير متناسقة على طول منحنى طويل في مكبس هيدروليكي؟
السبب الأكثر شيوعًا هو الانحراف الطبيعي بين قاعدة المكبس والمكبس تحت الحمل، مما يُغير حالة التشكيل الفعالة على طول القطعة. صُممت أنظمة التقويس خصيصًا للتعويض عن هذا الانحراف بحيث تظل زاوية الانحناء ثابتة.
هل يضمن التاج زوايا مثالية لكل دفعة من المواد؟
يُعالج التقوس السلوك الهيكلي للآلة، ولكنه لا يُزيل تباين المواد أو اختلافات الارتداد. صُممت أنظمة الثني التكيفية للتكيف مع تباينات المواد والتعويض عنها أثناء الثني، ولذلك تُستخدم غالبًا عندما يكون تباين الدفعات مرتفعًا.
لماذا يؤثر تغيير فتحة قالب V على الدقة إلى هذا الحد؟
لأن تغييرات فتحة V تتطلب حمولة، والحمولة تغير الانحراف. تُستخدم "قاعدة الثمانية" (V ≈ 8× السماكة لثني الفولاذ الطري بالهواء) على نطاق واسع كنقطة بداية مستقرة تحديدًا لأنها توازن بين الحمل وقابلية التكرار في الظروف الشائعة.
متى ينبغي على المصنع أن يفكر في قياس الزاوية في الوقت الفعلي؟
ينبغي على المصانع مراعاة ذلك عند تنفيذ عمليات إنتاج متنوعة، أو عندما يكون تباين المواد كبيرًا، أو عندما تجبرها متطلبات التفاوت على تقليل عدد الأجزاء التجريبية. وتصف المراجع التجارية أنظمة التحكم في الزاوية في الوقت الفعلي والتشكيل التكيفي بالليزر بأنها أنظمة تقيس الزاوية أثناء التشكيل وتضبطها لتحقيق النتيجة المطلوبة.
كيف يمكن للمشتري التحقق من "ادعاءات الدقة" الخاصة بمكابس الثني الهيدروليكية؟
ينبغي أن تتطلب هذه الاختبارات إجراء اختبار مناسب للحمل على طول انحناء مماثل لأجزائها، وقياس الزوايا في نقاط متعددة، والتأكد من قابلية التكرار عبر عدة أجزاء. كما يُفيد تطبيق منهجية موحدة للتحقق من المحاور، ويُعدّ معيار ISO 230-2 مرجعًا معترفًا به للطرق التي تختبر دقة وقابلية تكرار تحديد موضع المحاور التي يتم التحكم فيها رقميًا. ISO
الإغلاق العملي: كيف تبيع الدقة دون المبالغة في الوعود
إذا كنت تريد "“مكابح ضغط هيدروليكية لضمان مصداقية تحديد موضع "الدقة"، يجب ربطه بإدارة الانحراف. يمكنك توضيح أن التقوس يعوض الانحراف الطبيعي للسرير/المكبس الذي قد يتسبب في تغير الزاوية على طول المنحنيات الطويلة، ويمكنك إثبات ذلك من خلال اختبار قبول خريطة الزاوية.
إذا كانت أكبر مشكلة يعاني منها العميل هي اختلاف المواد وانحراف الارتداد، فإنك تقدم الانحناء التكيفي كطبقة تالية: وهو نهج موصوف في الأدبيات التجارية بأنه التكيف مع اختلافات المواد والتعويض في الوقت الفعلي.




