تُعدّ معالجة الصفائح المعدنية جزءًا أساسيًا من التصنيع الميكانيكي، لا سيما في قطاعات مثل الطيران والأجهزة المنزلية والسيارات والمصاعد وغيرها، حيث تُستخدم مكونات الصفائح المعدنية على نطاق واسع. في هذه المجالات، تُعتبر دقة وجودة تصنيع الصفائح المعدنية أمرًا بالغ الأهمية لضمان أداء وموثوقية المنتجات النهائية.
من بين العمليات المختلفة في تصنيع الصفائح المعدنية،, ثني الأخدود على شكل حرف V تُعدّ هذه الطريقة من أهمّ الطرق وأكثرها استخدامًا. تتضمن هذه العملية إنشاء أخدود على شكل حرف V على طول المادة، مما يسمح بثنيها بشكل مُتحكّم به دون التسبب في تشققات أو تشوّهات. وهي ذات أهمية خاصة في التطبيقات التي تتطلب زوايا دقيقة وتفاوتات ضيقة.
يؤثر نجاح عملية ثني الأخاديد على شكل حرف V بشكل مباشر على أبعاد المنتج النهائي وشكله ومظهره العام. يضمن الثني المتقن احتفاظ قطعة العمل بحجمها المقصود وسلامتها الهيكلية. في المقابل، يمكن لأي أخطاء في العملية - مثل الزوايا غير الصحيحة أو عيوب السطح - أن تؤثر سلبًا على كل من وظائف المكون ومظهره الجمالي.
نظراً لأهميتها، يُعدّ الحفاظ على دقة أبعاد وزوايا الثني أمراً بالغ الأهمية. وتلعب عوامل مثل خصائص المواد، والسماكة، وتصميم الأدوات، وإعدادات الماكينة دوراً هاماً في تحقيق النتائج المرجوة. ومن خلال إدارة هذه المتغيرات بعناية، يستطيع المصنّعون إنتاج أجزاء مثنية عالية الجودة تلبي المواصفات الدقيقة، مما يضمن الأداء والمتانة اللازمين في التطبيقات الصعبة.

خصائص عملية ثني الأخاديد على شكل حرف V
في آلة تشكيل الأخدود على شكل حرف V للمعادن، نقوم بعمل أخدود على شكل حرف V في الموضع الذي تحتاج فيه الصفيحة المعدنية إلى الانحناء، ثم نقوم بالانحناء على آلة الانحناء حسب الحاجة.
تتضمن خصائص عملية ثني الصفائح المعدنية ذات الأخدود على شكل حرف V بشكل أساسي الجوانب الثلاثة التالية:
يجب أن يكون نصف قطر قوس قطعة العمل صغيرًا، بدون تجاعيد أو انبعاجات.
بعد تشكيل الأخاديد في الصفيحة المعدنية، يصبح سمك الصفيحة المتبقي نصف السمك الأصلي، أو حتى أصغر، بحيث يمكن تقليل نصف قطر قوس قطعة العمل بعد الثني بشكل كبير.
بالإضافة إلى ذلك، بعد عملية التخديد، يصبح سمك الصفيحة المعدنية المتبقية أقل، مما يقلل من قوة التشوه أثناء الثني، فلا تنتشر إلى المنطقة غير المثنية. وبالتالي، لا تظهر أي تجاعيد على سطح قطعة العمل بعد الثني. كما أن انخفاض ضغط الثني يمنع خطر حدوث انبعاجات على السطح الزخرفي.
وبهذه الطريقة، يكون نصف قطر القوس صغيرًا، ولا توجد تجاعيد أو انبعاجات على السطح الزخرفي، مما يلبي متطلبات تزيين الأماكن الراقية مثل الفنادق والبنوك والمراكز التجارية والمطارات وما إلى ذلك.
تم تقليل قوة آلة الثني
في عملية الثني، نحتاج إلى قوة ثني أكبر عند ثني الصفائح السميكة. بعد تشكيل الصفائح المعدنية على ماكينة CNC لتشكيل الأخاديد على شكل حرف V، يقل سمك الصفيحة المتبقي بشكل كبير، مما يقلل بدوره من قوة الثني المطلوبة. وبذلك، يمكن إتمام عملية ثني الصفائح السميكة باستخدام مكبس ثني ذي قدرة أقل. هذا لا يقلل فقط من تكلفة المعدات، بل يوفر أيضًا الطاقة والمساحة.
ثني قطع العمل ذات الأشكال المعقدة والتحكم في ارتداد الثني
القطعة الموضحة في الشكل، والتي لا يمكن إكمال ثنيها على آلة الثني العامة، ولكن إذا قمنا بوضعها أولاً على آلة تشكيل الأخاديد المعدنية CNC، فيمكن إكمال القطعة ببعض الثني اليدوي على آلة الثني بالضغط.
بالإضافة إلى ذلك، يمكن التحكم في السماكة المتبقية للوحة بواسطة آلة تشكيل الصفائح المعدنية CNC V Grooving، مما يساعد على التحكم في قوة الارتداد وزاوية الارتداد عند الانحناء.
على سبيل المثال، إذا تم التحكم في السماكة المتبقية بعد التخديد عند حوالي 0.03 مم على آلة التخديد المعدنية على شكل حرف V، فيمكن جعل زاوية الارتداد صغيرة، ويمكن تجاهل الارتداد بشكل أساسي.
طريقة اللحام بالتخديد على شكل حرف V للصفائح المعدنية
في إنتاج الصفائح المعدنية، نضع المعدن ذو الأخدود على شكل حرف V للثني على آلة التخديد، ونحدد موقعه، ثم ندخل سمك الصفيحة للتخديد التلقائي.
عند العزف على الإيقاع، نحتاج إلى الانتباه إلى جانبين:
– ضبط زاوية الأخدود على شكل حرف V
من خلال عملية الثني وخبرة الثني، نعلم أن الصفائح المعدنية لها درجات مختلفة من التشوه المرن أثناء الثني والتشكيل، مما يتسبب في انحراف زاوية الثني.
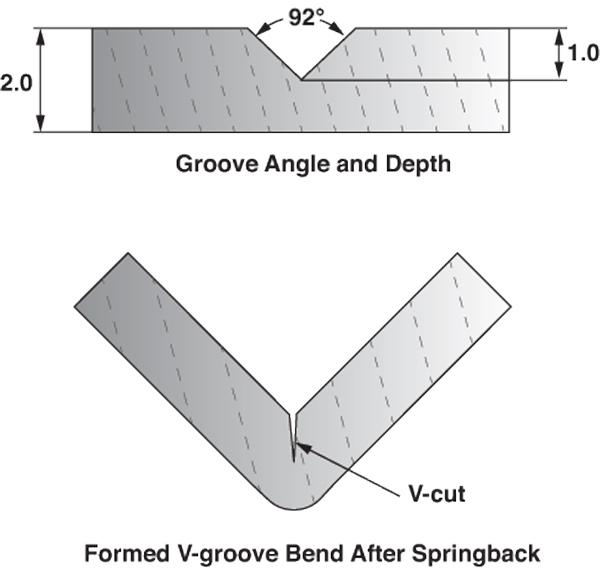
عند تحديد حجم أخدود V لثني الصفائح المعدنية، يمكن ضبط حجم الأخدود وفقًا لزاوية الثني المطلوبة لقطعة العمل. عادةً، تكون زاوية أخدود V أكبر من زاوية الثني بمقدار 1-2 درجة. على سبيل المثال، عند ثني قطعة عمل بزاوية 90 درجة، تُضبط زاوية أخدود V عادةً على 92 درجة، لتجنب ارتداد زاوية الثني الناتج.
– ضبط عمق الأخدود على شكل حرف V وضبط السماكة المتبقية
في حالة وجود سماكة معينة للصفيحة، يكون عمق الأخدود والسماكة المتبقية قيمتين متناسبتين. عادةً ما نحدد قيمة السماكة المتبقية بناءً على متطلبات عملية الثني. القيمة الافتراضية هي 0.8 مم، ويجب ألا تقل عن 0.3 مم.
بحسب سُمك الصفيحة، نحدد عدد مرات حفر الأخاديد على شكل حرف V وعمقها. ونظرًا لضرورة التحكم في النتوءات وحماية الأدوات، يجب ألا يكون عمق الحفر كبيرًا جدًا. عادةً لا يتجاوز عمق الأخدود الأول 0.8 مم، ويجب تنفيذه على مرحلتين على الأقل.
على سبيل المثال، بالنسبة للوحة من الفولاذ المقاوم للصدأ بسماكة 1.2 مم، يجب أن تكون السماكة المتبقية 0.5 مم بعد عملية التخديد، ويمكن أن يكون عمق التخديد الأول على شكل حرف V هو 0.5 مم، وعمق التخديد الثاني على شكل حرف V هو 0.2 مم. بعد عمليتي تخديد على شكل حرف V، تصل سماكة اللوحة المتبقية إلى 0.5 مم فقط، وتكون النتوءات صغيرة نسبيًا، كما هو موضح في الشكل أدناه:

آلة التخديد وأدوات القطع
إذا كنت تفكر في استخدام تقنية التخديد على شكل حرف V لإنتاج قطع، ففكّر جيدًا في التطبيق أولًا. يُستخدم التخديد على شكل حرف V غالبًا في التطبيقات المعمارية ذات الإجهاد المنخفض، وستكون القطعة النهائية قوية بقدر سُمك المادة المتبقية عند نقطة الانحناء. لذا، فإن التخديد على شكل حرف V ليس مناسبًا لجميع عمليات التصنيع.
إذا اخترت استخدام التخديد على شكل حرف V، فيجب مراعاة انخفاض نصف القطر الناتج عن ترقق المادة عند القطع. ويعتمد ما إذا كان انخفاض نصف القطر أمرًا جيدًا أم سيئًا على وظيفة القطعة. على سبيل المثال، يمكن أن يبدأ التخديد على شكل حرف V بمادة سمكها 0.080 بوصة عند خط الانحناء، ثم يُقلل إلى 0.030 بوصة. عمومًا، يُقلل التخديد على شكل حرف V السماكة عند نقطة الانحناء إلى ما بين ثلث ونصف السماكة الأصلية. من الواضح أن التخديد على شكل حرف V غير مناسب للتطبيقات التي تتطلب مقاومة عالية للانحناء. ومع ذلك، يمكنك إنتاج زاوية حادة جدًا دون حدوث تشققات إجهاد على السطح الخارجي للانحناء.
لأن عملية التخديد على شكل حرف V تقلل من سمك المادة عند الانحناء، فإنها تتطلب قوة ضغط أقل لإتمام عملية الانحناء. وهذا يعني أنه يمكن ثني صفائح أكثر سمكًا باستخدام قوة ضغط تشكيل أقل.
يمكن تشكيل الأخدود باستخدام آلة تشكيل أفقية، تعتمد على الحركة الخطية لتوجيه نقطة واحدة من أداة القطع لقطع مسار على سطح مستوٍ، تمامًا كما تفعل المخرطة عند إزالة المادة من جسم أسطواني. يتيح ذلك تشكيل نصف قطر انحناء داخلي حاد للغاية دون إحداث تشققات إجهاد على السطح الخارجي للانحناء، ودون الحاجة إلى قوة ضغط عالية كما في عمليات التشكيل بالضغط أو السك.
تاريخياً، قبل دمج تقنية التخديد على شكل حرف V مع آلات CNC الحديثة، كانت عملية التخديد على شكل حرف V المحدودة تتم باستخدام آلة تسوية في ورشة ميكانيكية. ولكن بدون طريقة مناسبة لتثبيت الصفيحة المعدنية على طاولة الآلة، كان من الصعب التحكم في عمق التخديد على شكل حرف V، وكان ذلك غير فعال للغاية.
في الآونة الأخيرة، اعتمدت ورش العمل على ماكينات التخديد CNC المصممة خصيصًا لهذا الغرض. تتميز هذه الماكينات بدقة مماثلة لأي معدات CNC أخرى، حيث تصل دقة تحديد المواقع إلى 0.005 بوصة في المتوسط. تقوم هذه الماكينات بوضع القطع أو الزاوية بدقة متناهية على خط الانحناء، بزاوية القطع الصحيحة التي تُنتج الأبعاد المطلوبة. وتُعرف هذه الماكينات بأسماء مختلفة، منها ماكينات التخديد CNC على شكل حرف V، وماكينات التخديد V، وماكينات القطع CNC على شكل حرف V، أو ببساطة ماكينات التخديد V.
في ماكينة التشكيل الأفقية الحديثة CNC ذات القطع على شكل حرف V، توضع الصفيحة مباشرةً أسفل أداة القطع. يستخدم برنامج وحدة التحكم خصائص المادة (السماكة، الجودة، إلخ) لتحديد عمق القطع وموقعه. تشبه هذه الماكينات إلى حد كبير ماكينات القطع بالليزر أو البلازما الحديثة.
تعتمد الشفرات (أدوات القطع) التي تُركّبها في الآلة على زاوية الانحناء المطلوبة. على سبيل المثال، إذا كنتَ بحاجة إلى زاوية انحناء داخلية تتراوح بين 45 و60 درجة، فستحتاج إلى قاطع معيني الشكل بزاوية قطع 35 درجة. أما إذا كانت زاوية الانحناء الداخلية تتراوح بين 60 و80 درجة، فستحتاج إلى قاطع مثلث الشكل؛ وبالنسبة لزوايا الانحناء الداخلية التي تتراوح بين 80 و90 درجة، فيجب أن تكون زاوية القطع للقاطع أيضًا بين 80 و90 درجة. يوضح الشكل 1 أشكال القواطع الأساسية، ولكن قد تحتاج أيضًا إلى ضبط زاوية الشفرة بدقة لتحقيق زاوية الأخدود المطلوبة.
إذا كنت من قراء "أساسيات الثني" المنتظمين، فأنت تعلم أنه يجب تعويض الارتداد. عند ثني الأخاديد على شكل حرف V، يجب مراعاة الارتداد ليس فقط باستخدام أدوات مكبس الثني، بل أيضًا بزاوية القطع. في معظم الحالات، يمكن معالجة ذلك بزيادة درجة أو درجتين في زاوية قطع الأخدود.
أحيانًا، قد تصادف أنواعًا من المواد وزوايا انحناء ذات ارتداد كبير، ما يستدعي قطع أخدود بزاوية أكبر. يوفر الأخدود الأكبر مساحة كافية لضمان عدم انحشار الشق أثناء التشكيل. مع زاوية أداة التثقيب المناسبة، ستكون الفجوة في القطع على شكل حرف V بين الحواف المتلامسة صغيرة جدًا (انظر الشكل 2).
زاوية القطع المطلوبة تساوي زاوية القطع اللازمة مضافًا إليها مقدار ضئيل من زاوية القطع الإضافية لتعويض الارتداد. تُحسب هذه الزاوية عادةً بنصف درجة زاوية الانحناء الداخلي (فانحناء أخدود على شكل حرف V بزاوية 90 درجة يعطي زاوية قطع 45 درجة) مضافًا إليها نصف درجة الارتداد، إن لزم الأمر.


آفاق تطبيق تقنية تشكيل الثني على شكل حرف V
نظراً للمزايا الواضحة لتقنية ثني الأخدود على شكل حرف V، وعدم الحاجة إلى تغيير طرق ومعدات الثني التقليدية، والاكتفاء بزيادة آلة ثني الأخدود على شكل حرف V للصفائح المعدنية، فقد تم استخدام تقنية ثني الأخدود على شكل حرف V على نطاق واسع في تطبيقات صناعة الديكور المتوسطة والعالية الناشئة.
لاحقاً، طُبقت هذه التقنية بنجاح في صناعة المصاعد. وبفضل مزايا عملية ثني الأخدود على شكل حرف V، أصبحت صناعة هيكل المصعد أكثر كفاءة ودقة، فضلاً عن مظهرها الأفضل.
بعد ذلك، أبدى بعض الخبراء في صناعات تصنيع الأجهزة الطبية وخزائن التحكم الكهربائية اهتمامًا كبيرًا بتقنية تشكيل الثني على شكل حرف V. في تصنيع الأجهزة الطبية، يمكن تطبيق عملية الثني على شكل حرف V على معالجة أجزاء مختلفة لتحسين جودة المنتج وأدائه. أما في تصنيع خزائن التحكم الكهربائية، فتتيح تقنية الثني على شكل حرف V الحصول على بنية ثني أكثر دقة وتعقيدًا، مما يُحسّن من قوة الخزانة ومتانتها.
مع الفهم العميق لتقنية تشكيل الصفائح المعدنية بالثني على شكل حرف V، يتضح أن مجالات تطبيقها ستتسع. فإلى جانب الصناعات المذكورة، يمكن استخدام هذه التقنية في مجالات الطيران والفضاء، وصناعة السيارات، والنقل بالسكك الحديدية، وغيرها، فضلاً عن مختلف مجالات الهندسة المعمارية والديكور. ومع التطور والابتكار المستمر لهذه التقنية، ستُظهر تقنية تشكيل الصفائح المعدنية بالثني على شكل حرف V مزاياها الفريدة في مجالات أخرى، وستُضفي مزيداً من السهولة والفوائد على معالجة الصفائح المعدنية.
ما هي أنواع آلات تشكيل الأخاديد على شكل حرف V للصفائح المعدنية؟
آلة تشكيل الأخدود على شكل حرف V اليدوية: تتطلب آلة تشكيل الأخدود على شكل حرف V اليدوية من المشغل التحكم يدويًا في حركة وعمق قطع أداة القطع، وهو أمر مناسب لبعض متطلبات معالجة الأخدود على شكل حرف V البسيطة.
آلة الحز على شكل حرف V شبه الأوتوماتيكية: في عملية القطع لآلة الحز على شكل حرف V شبه الأوتوماتيكية، يتم التحكم جزئيًا في حركة الأداة وعمق القطع بواسطة المشغل، ولكن قد تكون مزودة ببعض وظائف التشغيل الآلي، مثل ضبط الأداة التلقائي أو وظيفة التغذية التلقائية، مما يحسن كفاءة ودقة المعالجة. .
آلة تشكيل الأخدود على شكل حرف V الأوتوماتيكية بالكامل: تتميز آلة تشكيل الأخدود على شكل حرف V الأوتوماتيكية بالكامل بدرجة عالية من الأتمتة، بما في ذلك ضبط الأدوات والتغذية الأوتوماتيكية بالكامل، وعادة ما تستخدم نظام تحكم CNC، مما يتيح إمكانية تحقيق معالجة أكثر تعقيدًا للأخدود على شكل حرف V وتحسين كفاءة الإنتاج ودقته.
ماكينة CNC ذات أخدود على شكل حرف Vتُعد آلة CNC V-groove من معدات الأتمتة المتقدمة، حيث تتحكم من خلال نظام التحكم الرقمي بالكمبيوتر في حركة ومعلمات القطع لأداة القطع، ويمكنها التحكم بدقة في حجم وشكل V-groove، وهي مناسبة لاحتياجات معالجة V-groove المعقدة.
آلة الحز الهيدروليكية على شكل حرف V: تستخدم آلة الحز الهيدروليكية على شكل حرف V نظامًا هيدروليكيًا لتشغيل أداة القطع، مما يتيح تحقيق قوة قطع أكبر واستقرارًا أكبر، وهي مناسبة لمعالجة الصفائح المعدنية السميكة أو الاحتياجات الخاصة التي تتطلب قوة قطع أكبر.
آلة تشكيل الأخدود على شكل حرف V الميكانيكية: تعتمد آلة تشكيل الأخدود على شكل حرف V الميكانيكية على وضع النقل الميكانيكي، ويتم تحقيق حركة أداة القطع من خلال أجهزة النقل مثل التروس والأحزمة، وهو ما يناسب بعض احتياجات معالجة الأخدود على شكل حرف V الصغيرة والمتوسطة الحجم.
خاتمة
ثني الأخدود على شكل حرف V, تُعدّ تقنية ثني الصفائح المعدنية على شكل حرف V، كنوع جديد من عمليات الثني، نتاجًا لاختيارات السوق. وقد كرّست شركة كراس جهودها على مدى عشرين عامًا للبحث والتطوير في مجال ثني الصفائح المعدنية على شكل حرف V، وتواصل استكشاف التقنيات الجديدة والسعي وراءها، لتمكين المستخدمين من إنتاج منتجات أكثر تميزًا.




